文章编号:1004-0609(2010)S1-s0620-04
TB2钛合金的热加工与热处理工艺
罗斌莉,毛江虹,林海峰,曹继敏
(西安赛特金属材料开发有限公司,西安 710021)
摘 要:研究了TB2合金在生产过程中热加工工艺以及热处理工艺对综合性能的影响。热加工过程采用两段式加热可以减少钛合金的吸气层,改善合金锻轧件的表面质量;TB2合金经过常规固溶时效后强化效果十分明显,合金强度显著提高,但塑性指标呈下降趋势;TB2合金进行形变热处理即变形状态直接时效,可获得强度和塑性的最佳匹配。
关键词:TB2;热加工;热处理;显微组织;力学性能
中图分类号:TG 146.2 文献标志码:A
Heat processing and treatment technology of TB2 titanium alloy
LUO Bin-li, MAO Jiang-hong, LIN Hai-feng, CAO Ji-min
(Xi’an SMA Materials Co., Ltd., Xi’an 710021, China)
Abstract: The effects of heat processing and heat treatment technology on combination properties of TB2 alloy were studied. The experiments show that inspiratory thickness is reduced when two-step heating way is used so as to improve the surface quality of forging and rolling. Strength of the alloy is increased after solution and aging treatment; however, plasticity is decreased. The optimum properties of high strength and good ductility can be obtained by aging at deformation stage.
Key words: TB2; heating process; heat treatment; microstructure; mechanical properties
TB2钛合金属于亚稳定β型钛合金,具有冷成型性好、时效强度和断裂韧性高、淬透深度大、耐蚀性好等特点,在航空、航天、国防工业中得到广泛的应用[1]。在生产实践中经常由于热加工或热处理工艺控制不当造成材料成品率低、后续加工开裂等问题,影响大规模生产。为此,有必要对热加工及热处理工艺进行分析,并加以严格控制,以改善产品质量及综合 性能。
1 实验
试验用合金采用真空自耗二次熔炼法制得的 d 380 mm合金铸锭,其化学成分见表1。将铸锭如表2所示的两段式加热工艺锻造、轧制至d 8.0 mm的盘条,轧条经清洗后,温拉成d 4.0 mm棒材。取两段式加热获得的锻件和常规850 ℃以上预热获得的锻件,测试距离表面不同深度处的硬度。
根据文献[2-3],TB2合金相变温度在750 ℃左右,相变点以上为单相β组织,以下为α+β两相组织。本实验中试样经如表3所示的热处理,然后分别采用Instron1251万能试验机和JSM-6390A型扫描电镜(SEM)进行室温拉伸试验和显微组织观察。
2 结果与讨论
2.1 锻件硬度
测试两种加热方式下锻件距离表面不同深度处的显微硬度,结果如表4所示。
表1 TB2合金化学成分
Table 1 Chemical compositions of TB2 alloy (mass fraction, %)

表2 TB2合金锻造及轧制工艺
Table 2 Forging and rolling technology of TB2 alloy

表3 TB2合金热处理制度
Table 3 Heat treatment procedures of TB2 alloy

表4 试样不同深度处的显微硬度
Table 4 Microhardness of different thickness of TB2 sample

从表4中的数据可以看出:采用两段式加热,当距离锻件表面1.9 mm时,材料的显微硬度明显下降,而采用常规高温预热的方法,材料在距离表面2.5 mm时硬度才呈现明显下降趋势。这个结果与奥尔斯科-哈里洛夫冶金公司[4]通过实验研究确定的吸气层厚度与加热温度和时间的关系是一致的。说明合金处于β状态下,合金表面氧化吸气速度很快,比在α状态下快很多。因此,采用分别在α和β状态下加热的两段式加热方式,可以减少钛合金表面氧化吸气层的厚度,从而提高产品质量。
2.2 力学性能
对TB2合金轧棒进行单相区和两相区固溶处理和时效处理,对变形后的丝材进行两种方式热处理:固溶时效和形变热处理(变形状态直接时效)[5],试样室温拉伸性能见表5。
表5 TB2合金在不同状态下的室温力学性能
Table 5 Room temperature mechanical properties of TB2 alloy at different states

从表5中的数据可以看出:合金经过固溶处理后,强度均有下降,塑性指标变化不大,其原因是热轧过程中变形热的产生和较大的变形量,使合金在随后的空冷过程中发生了回复和再结晶,因此,热轧后固溶处理对其性能影响不大。由于TB2合金加入了可与钛形成连续固溶体的Mo、V等合金化元素以及可与钛形成化合物的Al和Cr,因此时效强化效果十分显 著[6],但是,塑性指标明显下降。在两相区固溶处理后时效得到的力学性能强度与塑性的匹配优于单相区固溶处理的。
从表5中的数据还可以看出:在形变热处理条件下,TB2合金具有极大的强化潜力,在超高强的水平下,仍保持着优异的塑性和延性。采用变形后直接时效处理,合金的力学性能优于形变后固溶时效的,这是因为固溶处理在较高温度进行,会造成晶粒长大,对强度和塑性都不利,固溶后空冷至时效温度直接进行时效处理,会析出粗大的初生α相,同时造成晶粒继续长大,出现强度和塑性同时下降的现象。
2.3 显微组织
图1所示为TB2合金在不同热处理工艺的SEM像。图1(a)所示为盘条固溶后的组织形貌,组织由粒度均匀、细小的等轴状β晶基体组成。图1(b)所示为盘条固溶时效后的组织形貌,沿β相晶界、晶内弥散析出α相。可以看出:两相区720 ℃固溶处理后,可以得到等轴β相+极少量晶界α相的组织,时效后晶内弥散析出的α相起到了明显的强化作用。图1(c)所示为变形后固溶时效后的形貌,组织由粒度均匀较粗
大的等轴状β晶基体和沿晶界、晶内弥散析出的α相组成。图1(d)所示为变形后直接时效后的组织形貌。可以看出:晶界淡化,晶粒更加细化,时效后的第二相析出更为弥散,强化析出效果也更为明显。对比图1中盘条与变形后的组织,β相晶粒后者粗大许多,盘条固溶后得到的β相晶粒尺寸为2~6 μm,变形后热处理组织中β相晶粒尺寸为20~80 μm;同时,后者晶内弥散析出的α相却更为细小。
形变热处理结合了塑性变形的形变强化与热处理时的相变强化[7]。TB2钛合金的热拉拔属于时效型合金的高温形变热处理,温度接近相转变点,具有道次变形量小,总变形量大,加工次数多的特点。一方面使β晶界破碎,动态再结晶趋于形成较大的晶粒;另一方面变形时导入的位错为了降低能量往往通过滑移、攀移等运动组合成二维或三维的位错网络。晶体缺陷的增加会影响变形后时效过程中α相形核动力学和分布,使α相析出更加弥散、细小。在此基础上,TB2钛合金变形后直接时效,低温加热不利于粗大β相晶界的形成,α相析出更加充分,强化程度更高。另外,细小α相的均匀析出、β相晶粒碎化及晶界弯折分解,使合金经高温形变热处理后的塑性维持在较高的水平。因此,TB2钛合金高温形变后直接时效,可以得到强度和塑性的最佳匹配。
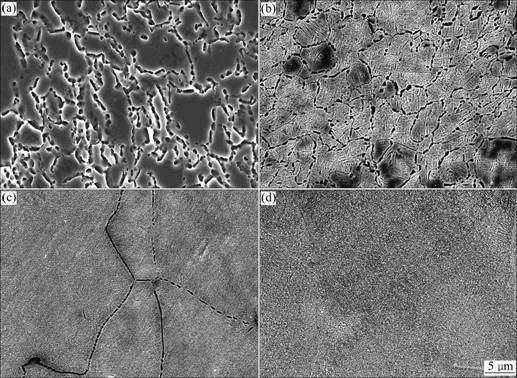
图1 不同热处理工艺的TB2合金TEM像
Fig.1 SEM images of TB2 alloy: (a) Sample No.2; (b) Sample No.4; (c) Sample No.6; (d) Sample No.7
3 结论
1) 热加工过程采用两段式加热可以减少钛合金表面氧化吸气层的厚度,从而提高产品质量。
2) TB2合金经过固溶处理,合金强度均有下降,塑性指标变化不大;经过固溶时效处理,强化效果特别显著,合金抗拉强度可以达到1 450 MPa,但是塑性下降,伸长率和断面收缩率降为9%和13%。
3) TB2合金变形后直接经过时效处理,会得到高强度丝材,同时还具有良好的塑性。抗拉强度可达 1 635 MPa,伸长率和断面收缩率为16%和46%。
4) 通过观察显微组织发现,与盘条固溶时效的组织相比,TB2合金变形后热处理的试样显微组织中β相晶粒较粗大,析出α相弥散、细小。TB2钛合金高温形变后直接时效,β相晶界淡化,析出α相更加细化。
REFERENCES
[1] 王振武. TB2钛合金丝材加工工艺研究[J]. 天津冶金, 2003(5): 9-12.
WANG Zhen-wu. Research of titanium alloy wire processing technique [J]. Tianjin Metallurgy, 2003(5): 9-12.
[2] 贺金宇, 李德富, 陈海珊. TB2合金锻造工艺与组织性能的研究[J]. 稀有金属材料与工程, 2006, 35(增2): 152-155.
HE Jin-yu, LI De-fu, CHEN Hai-shan. Microstructure and mechanical properties of TB2 forging [J]. Rare Metal Materials and Engineering, 2006, 35(Suppl.2): 152-155.
[3] 《稀有金属材料加工手册》编写组. 稀有金属材料加工手册[M]. 北京: 冶金工业出版社, 1984: 474.
Team of Handbook of Rare Metal Materials and Engineering. Handbook of Rare Metal Materials and Engineering [M]. Beijing: Metallgical Industy Press, 1984: 474.
[4] 蔡学章. 铸态BT35钛合金[J]. 钛工业进展, 1993(4): 11.
CAI Xue-zhang. BT35 titanium alloy [J]. Titanium Industry Progress, 1993(4): 11.
[5] 崔雪飞, 余 明, 陈海珊. β型钛合金TB2超高强丝[J]. 稀有金属, 2008, 32(2): 176-179.
CUI Xue-fei, YU Ming, CHEN Hai-shan. β titanium master alloy high strength TB2 wires [J]. Chinese Journal of Rare Metals, 2008, 32(2): 176-179.
[6] 于顺兵, 李德富, 陈海珊. 钛合金TB2热轧棒材组织与性能的试验研究[J]. 稀有金属, 2005, 29(3): 275-278.
YU Shun-bing, LI De-fu, CHEN Hai-shan. Microstructure and mechanical properties of hot rolling stick of titanium alloy TB2 [J]. Chinese Journal of Rare Metal, 2005, 29(3): 275-278.
[7] 李松瑞, 周善初. 金属热处理[M]. 长沙: 中南大学出版社, 2003: 387.
LI Song-rui, ZHOU Shan-chu. Metal heat treatment [M]. Changsha: Central South University Press, 2003: 387.
(编辑 杨 兵)
通信作者:罗斌莉; 电话: 029-86536800; E-mail: blluo1984@163.com

