���±��: 1004-0609(2006)06-0999-07
��Ԫ�ض�ͭ��������ĩѡ�������ս����û���
�˶���, ���Ը�
(�Ͼ����պ����ѧ ���Ͽ�ѧ�뼼��ѧԺ, �Ͼ� 210016)
ժ Ҫ: �Բ�ͬCuP�����Ķ����ͭ��������ĩ(Cu-CuSn-CuP)������ѡ�������ս�ʵ�顣 ����X���������ɨ��羵�о�������Ԫ��P���ս����ܶȼ�����֯��Ӱ�졣 �о�����: PԪ�������ս�����г䵱����������Cu��Ӧ����CuPO3; ����P����ʱ, �������������������Զ��Ӿ�����; ��������PԪ���ܸ����ս���������; ��PԪ�ع�����������ɹ���������������ʪ�Լ����ܶ�; PԪ�����ܳ䵱ϡ�ͼ�����������ճ�ȼ���������, �Ӷ������ս����ܶȼ���֯������; ����PԪ�ع���ʱ, ���������ճ�ȹ��Ͷ����������� ʵ����֤ʵ, ����ͭ��������ĩ��ϵ��CuP����Ѻ���Ϊ15%��
�ؼ���: ͭ��������ĩ; ���Ӽ�; ѡ�������ս�; Һ���ս� ��ͼ�����: TG146; TG665
���ױ�ʶ��: A
Mechanism of P element in selective laser sintering of copper-based metal powder
GU Dong-dong, SHEN Yi-fu
(College of Materials Science and Technology,
Nanjing University of Aeronautics and Astronautics, Nanjing 210016, China)
Abstract: The selective laser sintering experiment of the multi-component copper-based metal powder systems (Cu-CuSn-CuP) with different CuP contents was carried out. The effects of the P addition on the densification and the resultant microstructural features of the laser sintered powder were investigated by X-ray diffractometry (XRD) and scanning electron microscopy (SEM). The results show that P can act as deoxidizer to react with Cu and form CuPO3. However, excessive P addition results in a larger degree of superheat of the melt, hence aggravating the oxidation. The bonding coherence between the sintered layers increases with the increase of the content of phosphorus. However, at a large amount of P, the solid-liquid wettability and the resultant densification decrease due to the excessive formation of P slag. Element P can also act as a fluxing agent to decrease the surface tension and viscosity of the melt, thereby improve the sintered densification and the microstructural homogeneity. Whereas, with excessive P addition, an extremely low melt viscosity causes balling phenomena. The results show that the optimal mass fraction of the CuP in the powder system is 15%.
Key words: copper-based metal powder; additive; selective laser sintering; liquid phase sintering
ѡ�������ս�(selective laser sintering, SLS)��Ϊ���͵Ŀ��ٳ��μ���, ��ֱ���ս�����״̬�µĽ�����ĩ�γ�������״�ĸ����ܶ���άʵ�����, ��һ�㲻��Ҫ�������ҪԤ����������ȸ��������ֶ�[1]�� ������, SLS���������������칦���Խ������ԭ�ͼ�С����������״����ģ��[2]��
Ŀǰ, ������ĩSLS���о���Ҫ������Ԥ�Ͻ��ĩ(��Ti6Al4V[3], ��ͭ[4], �����[5], ���ٸ�[2], ��̼��[6], ���߸�[7])�Ͷ���ֽ�����ĩ(��Cu-SCuP[8], Fe-Cu-W[9], Fe-C[1], Fe-C-Cu-Mo-Ni[10])�� ���е��о���Ҫ����������: ����������SLS�Ľ�����ĩ; �о������ս���̵Ļ�������(����λ��ơ� ��֯�ݱ䡢 ����ղ�����Ӱ��)�� Ȼ��, Ŀǰ����ҵ����SLSר�ý�����ĩ��������ָ����, ���е��о��϶�ѡ�����۷�ĩұ�������Ϊʵ��ԭ����, ���䲢��ר��ΪSLS�����, ���仯ѧ�ɷֺ���������һ����������SLS������ʹ��Ҫ��, ��ʹ������μ��ձ���������ء� ���ܶȵ͡� �������κͱ���ֲڶȸߵȹ���ȱ��[11]�� ��ʵ��, ������ĩSLS�漰���ӵ�����ұ��ͻ�ѧұ�����, �������ش��ȡ� ���ʼ���ѧ��Ӧ��[12]�� �����еı�������SLS��������������ұ��������ȱ��������о���
��������������Ʊ�SLSר�ö����ͭ��������ĩ(Cu-CuSn-CuP)�Ļ�����, �ɹ�������һϵ�м����ս�ʵ��, ���Խ�����ĩSLS���ܻ�����[13]�����ղ������ս���֯�����ܶȵ�Ӱ��[14]�����˽�Ϊ�����̽�֡� �о�������, �ڷ�ĩ��ϵ������PԪ��, �Լ����ս���������ҪӰ��; ���Ƶķ�����Agarwala��[4]��Zhu��[15]���о�������Ҳ���ἰ�� Ȼ��, ����PԪ�������졢 ұ���� ���Ӽ���ĩұ�������õij�������������, ����������SLS�е����û���ȴδ���й�������о������� �������߶Ծ��в�ͬPԪ����ȵ�Cu��������ĩ����SLSʵ��, ͨ�����ս��������ࡢ ������ò������֯�ı���, ̽����PԪ�ضԽ�����ĩSLS��֯���������ܶȵ�Ӱ�����, �������ջ�ȡ��֯�����������ҿɿص��ս�������
1 ʵ��
1.1 ʵ�����
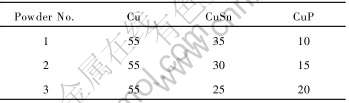
ʵ�����Ϊ�����ͭ��������ĩ, ��������3�����: ����99%�ĵ��ͭ��, ����������, ƽ�����ȵ�54��m; ˮ����CuSnԤ�Ͻ��ĩ(Sn��������Ϊ10%), ����״����, ƽ������28��m; ������CuPԤ�Ͻ��ĩ(P��������Ϊ8.4%), ��״����, ƽ������16��m, PԪ���������Ԫ��Cu�γ�Cu3P����ʽ�����ĩ��ϵ�� 3�����(Cu, CuSn, CuP)�ֱ𰴱�1���е������������Ի�ϡ�
1.2 ʵ�鷽��
��1 ��ͬ��ֱ����µķ�ĩ��ϵ
Table 1 Powder systems with various component(mass fraction, %)
ʵ��ʹ�õ��ս�ϵͳ��Ҫ��������CO2���⼰��ع�·ϵͳ, ����������Ϊ1kW, �ҹ��������ɵ�; �Զ��̷�װ��; ���ڿ��Ƴ��ι��յļ����ϵͳ�� �����ս�ʵ���������½���, �Ҳ��ӱ������ա� ͨ������ʵ���Ż����в���: ���ֱ��Ϊ0.3mm, �����Ϊ350W, ɨ������0.04m/s, ɨ����0.15mm, �̷ۺ��0.30mm; �����Ʊ��ߴ�Ϊ45mm��20mm��10mm���ս�������
���ڽ���������������չ涨�����Ʊ�, ��ʴ��ѡ�ú�FeCl3(5g), HCl(10mL)������ˮ(100mL)����Һ, ��ʴʱ��Ϊ30s�� �ս���������������BRUKER D8 ADVANCE��X���������DZ����� ����������ò������֯����QUANTA 200��ɨ��羵����ѧ��������, Ԫ�طֲ�����EDAX�����ױ�����
2 ���������
2.1 �������
ͼ1��ʾΪ��ͬCuP�����¼����ս�������X���������ס� ��ͼ1�ɼ�, ���ս���֯��, ��ʼCu�����б���, ��Ԥ�Ͻ�CuSn���Ԧ�-CuSn��������һ����̬���ڡ� �о�����[13], �����ĩ��ϵSLS����������Һ���ս���ơ� ��Cu�۵���Խϸ�(Լ1083��), �䵱�ṹ����, ������Һ���ս�����б�����������, δ�۲��ֿ���ΪҺ�������Ľᾧ�����еķ��Է��κ˺���; Ԥ�Ͻ�CuSn����нϵ͵Ĺ������¶�(840��)��Һ�����¶�(1020��), �ʳ䵱ճ�����, ����SLS�����з����ۻ�, ���ɵ�Һ��ͨ��ëϸ���������ò�����������ʪ�� �����Ǽܽ���Cu, ��ʵ���ս����ܻ��� ���ǵ�����������Һ�����������̹��̼���, ��Һ��������Խ�������SLS���ܻ����������á�
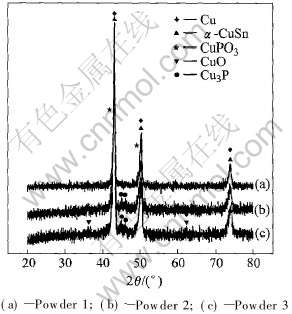
ͼ1 �����ս�������X����������
Fig.1 XRD patterns of laser sintered samples
��ͼ1�ɿ���, �ս������о�����������CuPO3�� ��SLS������, Ԥ�Ͻ�CuP������нϵ͵Ĺ����¶�(714��), �ʽ������ۻ��� ����̬��PԪ�ؽ��䵱������, ���������л�ѧ��Ӧ:

��298.15K�¶���, CuO��P2O5�����ɷ�Ӧ����˹��(��Gf)�ֱ�Ϊ-128.29kJ/mol��-1355.68kJ/mol[16], ��Ӧ(1)�ļ���˹�ܱ仯(��G)Ϊ-714.23kJ/mol, ��G��0, �ʷ�Ӧ���Է����С� ����ԭ����P2O5����һ����ͭ�������ﷴӦ����ͭ��������CuPO3[13]�� ������Ӧʹ��Cu���������ܱ�������, ���������ս�������γɽ���/�����Ӵ�����, ����������߹�Һ��ʪ�ԡ� ��ȱ��PԪ��, ����ʹCu�������������������, ���˽�����ʪ�Խϲ�, �ʻή���ս����ܡ�
ͼ1������, ������ʼCuP������ͬ, �ս���֯��PԪ�صĴ�����̬Ҳ���в��졣 ��CuP����Ϊ15%��20%ʱ, Cu3P(Ԥ�Ͻ�CuP�ij�ʼ������̬)���������ս�������(ͼ1(b)��(c))�� ������SLS������, ������������㡢 ���е��ƶ�ɨ��, ����������������������ʱ�伫Ϊ����(С��4ms[1]), �������õľֲ������������ʹ��ĩ��ϵ�е�Cu3P���Է�����ȫ�ۻ��� ����CuP����Ϊ20%ʱ, �ս���֯�г���CuO(ͼ1(c))�� ���ܴ�ʱCuP�����ϸ�, ��P������Ч���������ԡ� ����Ԥ�Ͻ�CuSn��CuP��SLS�����ж��������ۻ�����, ��ȻCuSn��CuP�ı������൱(�ֱ�Ϊ0.37J/(g��K)��0.39J/(g��K)[16]), ����ĩ��ϵ��CuP������CuSnϸ�ö�, ��CuP�ȱ�����ϴ�, �������ۻ�������; ����CuP��������, ����SLS�����е��ۻ�������, ���������������, ��ֱ�ӵ��¸������ս���ϵ��������[12]��
2.2 ��������
ͼ2��ʾΪ��ͬCuP�������ս������ı�����ò�� SLS�ǻ��ڼ���������ɨ����ս�������, PԪ�غ������ս�����֯����(�������ԡ� �����Ե�)Ӱ�������� ��CuP�����ϵ�(10%)ʱ, �Ǽܽ���Cu������ͨ���սᾱ�γɽ�Ϊ��������(ͼ2(a)); ����CuP����������(15%), �ս��߳������ֲ�, ��ʹ��֯���������(ͼ2(b)); ��CuP��������20%ʱ, �ս����ɴִ��Ҷ����Ľ������幹��(������), ���ֲ��п������������϶(ͼ2(c))��
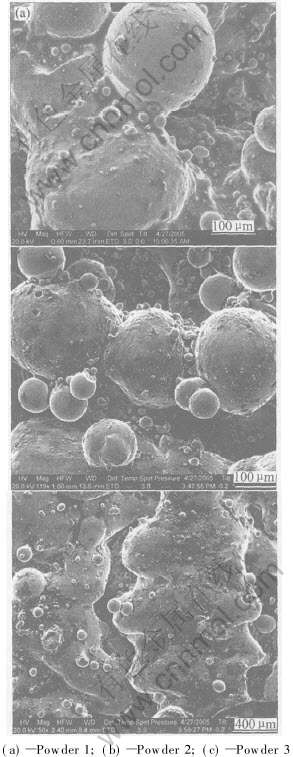
ͼ2 �����ս������ı�����ò
Fig.2 Surface morphologies of laser sintered samples
��SLS������, ��������һ���ٶ�����ɨ��۲�, ���γ�Բ���εĽ����ۻ��켣�� ���������ЧӦ�������Һ�����ȶ���, ��ʹ��һ����Һ�������α�, �����ջ�ȡƽ��̬�� �о�����[17], �ڼ��Ⲩ����>��D(DΪҺ��δ����ǰ��ֱ��)��������, ��ʹҺ���ܵ��Ŷ����������ѡ� ���, �����Ⲩ����һ��ʱ, DԽ��, Һ��Խ�����ѡ� �ڷ�ĩSLS������, PԪ���ܳ䵱ϡ�ͼ�[13], ����CuP����������, ����Ч����Һ��ճ�ȼ����������, Һ���ܳ����������չ, Ҳ��D������, ��Һ��������, ��ʹ�γ������ս���(ͼ2(a)��(b))�� ����CuP��������ʱ, ��CuP�����ıȱ�������������ʾ�����CuSn������, ����Һ������������¶�ϵ���ϸ�[18], Ҳ����������ЧӦ���ս��¶���߶����ӵ����Ƹ�����, �⽫�������Һ�����ëϸ����, ��ʹ��������������������չ��Ϊ��������[14, 18], �ʽ�������(ͼ2(c))��
2.3 ����֯����
ͼ3��ʾΪ�ս������������������֯�� ��ͼ3�ɼ�, ���������н�Ϊ���ԵIJ�״�ṹ, ����SLS����̷ۡ� ����ս�ij��η�ʽ�йء� Ȼ��, �ս���֯�еĿ�϶��״�� ��С�ͷֲ��Լ��ɴ˵��µIJ������ȴ��CuP�����ı仯�����������졣 ��CuP����Ϊ10%ʱ, �ս������ϸ���Ŀ�϶, ������Խϲ�(ͼ3(a)); ��CuP��������15%ʱ, �γɽ�Ϊ���ܵ��ս��, ��������ͨ�Ŀ�϶, ���Ƿ������طֲ���������������״�Ŀ�϶(ͼ3(b)); ����CuP����Ϊ20%ʱ, �ս��������Զ�, �ս��伸��δ��ճ��, ���������������ֲ��Ŀ�϶(ͼ3(c))��
����SLS�ǻ��ڷ�ĩ���̻����ε�, ����ǰ�ս������ڲ������Զ����ս�������Ч��ʪ, ��Ӱ��������, ����ʱ�������Ѳ�����[12]�� ����ͭ��������ĩSLS, ����P�����ں�����Χ�ڵ�����, ����Ч��ֹ���ս�㷢������, ���ں���SLS������, ������ëϸ�����������������ս�����˳����ʪ����չ, ����ʹ��������õ�ұ����(ͼ3(a)��(b))�� ����CuP����ʱ, �����������ս����ܶ�(ͼ3(c))�� ԭ������, ��SLS������, PԪ��������Ӧ��������(��Ҫ���������P������), ��������Cu��CuSn��Ҫ��ö�, �ʽ���Һ���ս�������ϸ����ս����档 �����������ܳ䵱����Ĥ, ��ֹ��������; ����CuP��������, �������ɵ���������, �������������ʪ��, �����ս��������֮��Чճ��, �ʽ������ս����ܶȡ�
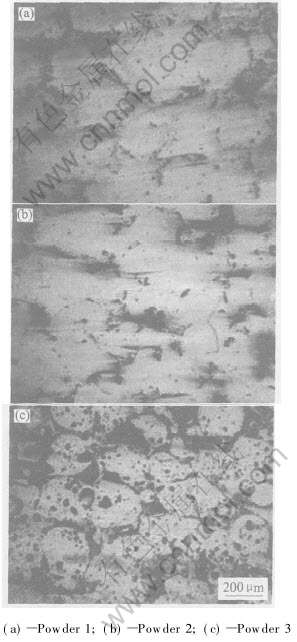
ͼ3 �����ս������������������֯
Fig.3 Microstructures of polished crosssections of laser sintered samples
ͼ4��ʾΪ��ͬCuP�����¼����ս�����������֯�� ��ͼ4�ɼ�, �ս���֯�������ԡ� �����Լ���������PԪ�غ�����Ӱ���Ϊ������ ��CuP����Ϊ10%ʱ, �γ���������״֦����֯, ��������Խϲ�(ͼ4(a)); ����CuP��������15%ʱ, �γɷ�� ���ܵ�֦��, ����֯����������������(ͼ4(b)); ����CuP����Ϊ20%ʱ, ������֦������, ���ֳ��ϲ����֯�����Լ�������(ͼ4(c))�� Ϊ��һ���о��ս���֯�е�Ԫ�طֲ�, �ֱ����EDX��ɨ�����(��ͼ4��ֱ����ʾ)�� ͼ5��ʾΪCu, Sn��PԪ�صķֲ������ ��ͼ5�ɼ�, ����CuP����������, �ս���֯��Cu��SnԪ�طֲ�����������, ��PԪ�طֲ��IJ�����ȴ������, ������CuP�����ϸ�ʱ, PԪ�ؽ��ھֲ�������ƫ�ۡ� �ȽϷ���, ��Ӧ��CuP����Ϊ15%���ս���֯��(ͼ4(b)), ��Ԫ�طֲ���Ϊ����(ͼ5(b))��

ͼ4 �����ս�����������֯
Fig.4 Microstructures of laser sintered samples
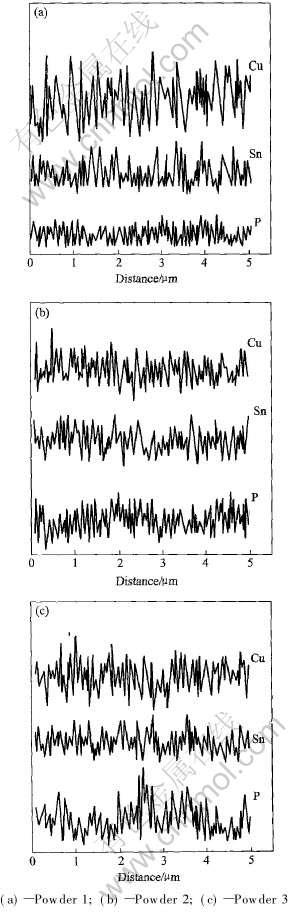
ͼ5 �����ս���֯��Cu, Sn��PԪ�صķֲ�
Fig.5 Distributions of Cu, Sn and P elements in laser sintered structures
�о�����[13-14], ����ֽ�����ĩSLS��Ҫ�ǻ���Һ��ëϸ���������¹Ǽܽ��������Ŀ������Ŷ�ʵ���ս����ܻ�, ���ս����ܵ�������Ҫȡ����Һ��Թ������ʪ�ԡ� ͨ��, ��ʪ���ܿ��ڹ�Һ������, ���ͱ������������ڸ�����ʪ��[4]; ������/������ϵ�ı����ܽϵ�, ������ʪ�ԽϺá� Ȼ��, Cu�����������⺬���������, ����������治���ȵطֲ����������㡣 �ڴ������, ��Һ��ϵ����ʪ�Կ�����Ч��ʪ�Ǧ�e����ʾ:
cos��e=(1-s)cos��a+s cos��b(2)
ʽ�� b, s�ֱ��ʾ������������ʪ���ּ������; aΪ����ʪ���֡� ʽ(2)����, ����Cu������������ʪ�������ﱡ������Ч������ʪ�ԡ� ͼ4(a)��(b)����, �ڷ�������������PԪ��, ����Ч������ʪ�Լ��ս��ԡ� ����һ����PԪ���ܳ䵱��������ȥ��Cu���������������, ���ܷ�ֹ�����ս�����еĶ�������; ��һ����, PԪ���ܳ䵱ϡ�ͼ�������Һ��ϵ�ı�������, �ⲻ���ܴٽ�Һ����������չ, �������ڽ���Һ��ʪ��[4], �Դ˼���Cu������Һ����ʪ�����µ������ʡ�
Ȼ��, ��������PԪ��ȴ���Խ�һ�������ս�����(ͼ4(c)), �������PԪ���ھֲ������ƫ��(ͼ5(c))�� �ڷ�ĩSLS������, ��Һ�����ϵ�����������Խ������ս����ܵ�����, ����Һ���ճ�Ȧ̿ɱ�ʾΪ[19]

ʽ�� ��0Ϊ����ճ��; ��lΪҺ���������; ��mΪ�ٽ���������� �ڴ�֮��, ��������ϵ�����Ͼ�������ճ�ȡ� �������ճ�����ܿ��ڦ�0, ��ճ�����㹻��, ��ʹҺ���ܳ�ְ�������ʪ��������� Ȼ��, ��Һ���ճ�Ȧ������㹻��, �Է�ֹ��ЧӦ[4]�� ��CuP����ʱ, ���Ӿ��Һ���ϡ������; �ټ�֮���۵�ϵ�, SLS���������������������, �ʦ�0����������, ֱ�ӵ���������, �����������ս����ܡ� ��PԪ�ؽ���������ƫ���������ڲ�, ��ʹ�����ս���֯�����Ծ��ȷֲ���
3 ����
1) PԪ���ܳ䵱����������ֹSLS������Cu������������; ����PԪ�ع���, �������������������Զ��Ӿ�������
2) ��������PԪ���ܸ����ս���IJ������; ��������������ɹ���������������ʪ�Լ����ܶȡ�
3) PԪ���ܳ䵱ϡ�ͼ���������ʪ��, ��������ս���֯������; ����PԪ�ع���, ���������ճ�ȹ��Ͷ�����������
4) �����Cu-CuSn-CuP������ĩ��ϵ��CuP�������������Ϊ15%��
��л
��л�й����������о�Ժ��е���칤���о��������о�Ա�� ����ֹ���ʦ�� ���Է岩ʿ�ڼ����ս�ʵ����������Ĵ���������
REFERENCES
[1]Simchi A, Pohl H. Direct laser sintering of iron-graphite powder mixture[J]. Mater Sci Eng A, 2004, 383(2): 191-200.
[2]Asgharzadeh H, Simchi A. Effect of sintering atmosphere and carbon content on the densification and microstructure of laser-sintered M2 high-speed steel powder[J]. Mater Sci Eng A, 2005, 403(1-2): 290-298.
[3]Das S, Beaman J J, Wohlert M, et al. Direct laser freeform fabrication of high performance metal components[J]. Rapid Prototyping Journal, 1998, 4(3): 112-117.
[4]Agarwala M, Bourell D, Beaman J, et al. Direct selective laser sintering of metals[J]. Rapid Prototyping Journal, 1995, 1(1): 26-36.
[5]Morgan R, Sutcliffe C J, O��Neill W. Density analysis of direct metal laser re-melted 316L stainless steel cubic primitives[J]. Journal of Materials Science, 2004, 39 (4): 1195-1205.
[6]Chatterjee A N, Kumar S, Saha P, et al. An experimental design approach to selective laser sintering of low carbon steel[J]. Journal of Materials Processing Technology, 2003, 136(1-3): 151-157.
[7]Childs T H C, Hauser C, Badrossamay M. Selective laser sintering (melting) of stainless and tool steel powders: experiments and modeling[A]. Proceedings of the Institution of Mechanical Engineers Part B: Journal of Engineering Manufacture[C]. 2005, 219(4): 339-357.
[8]Zhu H H, Fuh J Y H, Lu L. Microstructural evolution in direct laser sintering of Cu-based metal powder[J]. Rapid Prototyping Journal, 2005, 11(2): 74-81.
[9]Zhu H H, Fuh J Y H, Lu L. Formation of Fe-Cu metal parts using direct laser sintering[A]. Proceedings of the Institution of Mechanical Engineers Part C: Journal of Mechanical Engineering Science[C]. 2003, 217(1): 139-147.
[10]Simchi A, Petzoldt F, Pohl H. On the development of direct metal laser sintering for rapid tooling[J]. Journal of Materials Processing Technology, 2003, 141(3): 319-328.
[11]Tang Y, Loh H T, Wong Y S, et al. Direct laser sintering of a copper-based alloy for creating three-dimensional metal parts[J]. Journal of Materials Processing Technology, 2003, 140(1-3): 368-372.
[12]Das S. Physical aspects of process control in selective laser sintering of metals[J]. Advanced Engineering Materials, 2003, 5(10): 701-711.
[13]�˶���, ���Ը�, �����, ��. �����ͭ��������ĩѡ�������ս����ܻ�����[J]. �й���ɫ����ѧ��, 2005, 15(4): 596-602.
GU Dong-dong, SHEN Yi-fu, YANG Jia-lin, et al. Densification mechanism of multi-component Cu-based metal powder in selective laser sintering process[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(4): 596-602.
[14]�˶���, ���Ը�, ����, ��. ͭ��������ĩѡ�������ս�Ĺ����о�[J]. �й�����, 2005, 32(11): 1561-1566.
GU Dong-dong, SHEN Yi-fu, WU Peng, et al. Processing conditions of Cu-based metal powder in selective laser sintering[J]. Chinese Journal of Lasers, 2005, 32(11): 1561-1566.
[15]Zhu H H, Lu L, Fuh J Y H. Influence of binder��s liquid volume fraction on direct laser sintering of metallic powder[J]. Mater Sci Eng A, 2004, 371(1-2): 170-177.
[16]Barin I, Platzki G. Thermochemical Data of Pure Substances[M]. Weinheim: VCH, 1995.
[17]Simchi A, Pohl H. Effects of laser sintering processing parameters on the microstructure and densification of iron powder[J]. Mater Sci Eng A, 2003, 359(1-2): 119-128.
[18]Niu H J, Chang I T H. Instability of scan tracks of selective laser sintering of high speed steel powder[J]. Scripta Materialia, 1999, 41(11): 1229-1234.
[19]Tolochko N, Mozzharov S, Laoui T, et al. Selective laser sintering of single- and two-component metal powders[J]. Rapid Prototyping Journal, 2003, 9(2): 68-78.
������Ŀ: ������Ȼ��ѧ����������Ŀ(10276017); ���տ�ѧ����������Ŀ(04H52061); �Ͼ����պ����ѧ���д��»���������Ŀ(S0403-061)
�ո�����: 2005-11-28; ������: 2006-01-15
ͨѶ����: ���Ը�, ����; �绰: 025-85687494; E-mail: yifushen@nuaa.edu.cn
(�༭����)

