文章编号:1004-0609(2007)02-0200-07
气压对定向凝固藕状多孔镁的气孔分布影响
万 疆,李言祥,刘 源
(清华大学 机械工程系,先进成形制造教育部重点实验室,北京 100084)
摘 要:采用统计分析方法,通过孔径分布、气孔最邻近距离和局部气孔率定量分析定向凝固藕状多孔镁横截面上的气孔分布特征,并在此基础上分析气压对藕状多孔镁气孔分布的作用规律。结果表明:纯氢条件下气压越高,孔尺寸分布越趋于一致、孔位置和气孔结构单元分布越均匀;氢气分压一定,选择合适的氩气分压可使熔体共晶凝固时,孔尺寸、孔位置和气孔结构单元的分布最均匀。
关键词:多孔镁金属;定向凝固;藕状结构;空间分布
中图分类号:TG 146 文献标识码:A
Effect of gas pressure on pore distribution of lotus-type porous
magnesium fabricated by unidirectional solidification
WAN Jiang, LI Yan-xiang, LIU Yuan
(Key Laboratory for Advanced Materials Processing Technology, Ministry of Education,
Department of Mechanical Engineering, Tsinghua University, Beijing 100084, China)
Abstract: The characteristic of pore distribution on cross section of lotus-type porous magnesium fabricated by unidirectional solidification was quantitatively studied with the pore size distribution, nearest-neighbour distance of pores, and local porosity by use of statistic analysis methods. On the basis of this analysis, the influences of gas component and pressure on pore distribution were then studied. The results show that at pure hydrogen atmosphere, the uniformity of pore size, spatial distribution of pores and pore-cells increases with hydrogen pressure. While at a constant hydrogen pressure, the uniformity of pore size, spatial distribution of pores and pore-cells is the best when the melt solidifies at eutectic point.
Key words: porous Mg metal; unidirectional solidification; lotus-type structure; spatial distribution
藕状多孔金属是一种新型的多孔材料,结构为圆柱形气孔沿凝固方向定向排列于金属基体中。这种新材料由金属-气体共晶定向凝固方法(常称为“Gasar”工艺)制备[1],与传统的多孔材料相比,其气孔排列定向、规则,并容易实现对气孔率和气孔尺寸的控制,除具有传统多孔材料的性能特点外,还具有独特的力学、热学等性能,因此有广阔的应用前景 [2-4]。目前关于藕状多孔金属的研究工作主要集中在制备工艺、凝固理论以及力学、声学和热学性能等方面。
孔穴形状和分布是多孔材料最基本和最重要的特征。藕状多孔结构主要包括体积气孔率、孔径以及气孔的空间分布。人们对体积气孔率已经开展了深入的理论和实验研究[5-6],但是对气孔的分布还缺乏系统定量的描述。掌握气孔的分布特征是全面了解工艺参数对气孔的影响以及藕状多孔金属的微观结构与性能的关系的关键环节之一,在理论研究和应用中都具有重要的意义。藕状多孔金属可以看成是复相材料,气孔作为第二相离散分布于金属基体中。分析复相材料中第二相空间分布的方法有多种[7-11],应用广泛的是以第二相的质心为生成元将微观结构的显微图像进行Dirichlet剖分,再基于Dirichlet多边形对图像作定量分析。由于相邻最近的孔的距离是另一种描述拓扑关系的参数,由最邻近距离分布提出的点分布类型的判据和定量描述指标同样可以表征横截面上气孔的分布。这些方法在研究颗粒以及复合材料中第二相的分布时都已经得到了应用。
本文作者对一系列在不同气压条件下制备的藕状多孔镁的气孔分布进行了分析,包括孔径分布和孔位置的分布。在定量表征孔径分布、气孔的空间位置分布的基础上分析了制备气压对气孔分布的作用规律,并根据金属-氢二元共晶相图进行了解释。
1 实验
1.1 试样制备
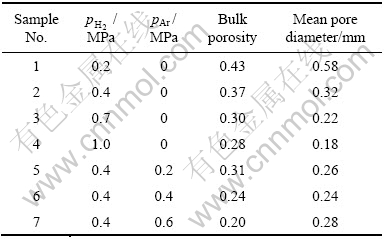
藕状多孔镁试样由金属-气体共晶定向凝固方法制备。在高压氢气或氢气与氩气的混合气体中熔化纯镁(99.99%),保温直到熔体中的氢达到饱和,将熔体浇入水冷铸型中定向凝固,凝固过程析出的氢气在固液界面处形成气孔并随固相一同生长而得到藕状多孔结构。凝固试样为圆柱形,直径75 mm,高度由炉料质量和气孔率决定,用线切割方法在试样高度方向的中间位置取典型横截面进行观察。表1列出了试样的制备工艺参数、体积气孔率和平均孔径。图1所示为其中部分试样的横截面图像。

图1 藕状多孔镁试样的横截面图像
Fig.1 Images of cross sections of lotus-type porous magnesium: (a) Sample No.2; (b) Sample No.3; (c) Sample No.5; (d) Sample No.7
表1 藕状多孔镁的制备工艺参数、体积气孔率和平均孔径
Table 1 Processing parameters, bulk porosity and mean pore diameter of lotus-type porous magnesium(Holding temperature T=1 023 K)
1.2 分析方法
藕状多孔金属凝固的中间过程为稳态阶段[12],相应的孔结构沿生长方向波动较小,因此典型横截面上的气孔分布可近似表征稳态阶段气孔的空间分布。由于试样的稳态区为沿轴向的中间部分,取圆柱形试样约1/2高度上的横截面进行分析。用金相图像分析系统处理扫描得到的试样横截面图像,记录气孔的圆心坐标和孔径。
通过计算平面上每个气孔到其他气孔的圆心间最近距离可以得到最邻近距离分布,其方差反映了气孔最邻近距离的波动大小。平面上点的分布类型主要有:规则分布、团簇分布和随机分布。不同的分布类型对应的最邻近距离分布也具有不同的特征。已知完全随机分布的平均最邻近距离E(r)和方差E(s2)是点密度λ(二维状态下指单位面积上点的数目)的函数。实际气孔分布的平均最邻近距离 和方差
和方差 与相同点(气孔圆心)密度下完全随机分布的比值分别为:
与相同点(气孔圆心)密度下完全随机分布的比值分别为:  。根据Q和R的值可以区分不同的点分布类型:随机分布(Q≈1, R≈1),短程有序分布(Q>1, R<1)和团簇分布(Q<1, R<1)[7]。气孔为短程有序分布时,可用R表征分布的有序度,R越大越趋向于随机分布,R越小分布越规则;气孔为完全规则分布时最邻近距离一致,方差为0,R=0。下文中分别称为Q指标和R指标。
。根据Q和R的值可以区分不同的点分布类型:随机分布(Q≈1, R≈1),短程有序分布(Q>1, R<1)和团簇分布(Q<1, R<1)[7]。气孔为短程有序分布时,可用R表征分布的有序度,R越大越趋向于随机分布,R越小分布越规则;气孔为完全规则分布时最邻近距离一致,方差为0,R=0。下文中分别称为Q指标和R指标。
分析气孔分布的另一种方法是对平面区域进行Dirichlet剖分。这种方法在研究泡沫材料的孔穴分布时已得到一定应用。以每个气孔圆心为生成元,平面上与之最近的部分(相对于其他气孔圆心)构成一个多边形区域,即为Dirichlet多边形[13],如图2所示。每个气孔和邻近的固相部分组成横截面上气孔分布的结构单元(或称为“气孔单元”),该单元代表了微观结构的基本特征。理想的藕状多孔结构气孔孔径一致、孔间距相等、气孔单元为正六边形。实际的气孔单元无论是形状、面积、孔径都呈一定的分散性,与理想情况明显不同,可由局部气孔率 综合反映,计算公式为
综合反映,计算公式为

式中Sc是一个Dirichlet多边形的面积,Sp是相应的气孔面积。局部气孔率的分布由孔尺寸和孔位置的分布共同决定,是一种综合性指标。局部气孔率的标准差 反映了藕状多孔金属结构单元的均匀性,标准差越大,结构单元越不均匀,亦即气孔分布越不均匀。
反映了藕状多孔金属结构单元的均匀性,标准差越大,结构单元越不均匀,亦即气孔分布越不均匀。

图2 试样横截面的Dirichlet剖分
Fig.2 Dirichlet tessellation for transverse cross-section: (a) Dirichlet tessellation of sample No.5; (b) Definition of local porosity
对孔径的分布已经有一些研究[14],本文作者使用孔径分布的标准差作为定量描述指标。标准差越小,孔径分布越趋于一致。
2 结果与讨论
图3所示为制备气压对孔径分布的影响。纯氢条件下,随氢气分压的增加,孔径分布范围变窄,孔径越趋于一致;氢气分压不变时,随氩气分压的增加,孔径分布先趋于一致后逐渐分散。

图3 气压对孔径分布的作用规律
Fig.3 Effect of gas pressure on pore size distribution: (a) Pure hydrogen; (b) Constant  =0.4 MPa
=0.4 MPa
图4所示为部分试样的气孔的最邻近距离分布,Q和R指标的计算结果列在表2中。计算结果表明,所观察的试样均为Q>1, R<1,气孔属于短程有序分布。图5所示为制备气压与有序度指标R的关系。纯氢条件下,随着氢气分压的增加,气孔空间排列的有序度逐渐上升;氢气分压不变时,随着氩气分压的增加,气孔排列的有序度先增高,后下降。
表2 藕状多孔镁试样横截面上气孔分布的Q和R指标
Table 2 Q and R index for pore distribution on cross section of lotus-type porous magnesium

图6所示为试样的局部气孔率分布,图7所示为气体分压与标准差 的关系。纯氢气氛下,氢气分压越高,气孔结构单元越均匀;氢气分压恒定,随着氩气分压的提高,局部气孔率分布的标准差先减小后升高。由于局部气孔率的标准差越大,结构单元越不均匀,因此结构单元分布的均匀程度先升高后降低。
的关系。纯氢气氛下,氢气分压越高,气孔结构单元越均匀;氢气分压恒定,随着氩气分压的提高,局部气孔率分布的标准差先减小后升高。由于局部气孔率的标准差越大,结构单元越不均匀,因此结构单元分布的均匀程度先升高后降低。
以上结果从孔尺寸、孔位置和气孔单元三个方面描述了制备气压对藕状多孔结构的作用规律。可以发现,纯氢条件下制备时,增大气压有利于得到较一致的孔尺寸和均匀的孔分布;氢气分压一定时,选择适中的氩气分压能够得到最均匀的藕状多孔结构。
研究表明,金属-氢体系也存在类似传统共晶的二元相图[15],因此溶氢的金属熔体根据初始浓度的不同分为共晶、亚共晶和过共晶3种类型[14-15]。相同的保温温度T下,氢气分压 和氩气分压pAr共同决定了熔体的凝固模式。由Sievert定律可知,熔体的初始浓度为
和氩气分压pAr共同决定了熔体的凝固模式。由Sievert定律可知,熔体的初始浓度为


图4 平面上气孔的最邻近距离分布
Fig.4 Nearest-neighbour distance distribution of pores on cross section: (a) Sample No.2; (b) Sample No.3; (c) Sample No.5; (d) Sample No.7
共晶成分为

因此保温温度T=1 023 K时,共晶成分对应的气压条件为 给定保温温度和氢气分压,通过调节氩气分压可控制熔体的凝固模式,如图8所示,其中p1为共晶成分对应的氩气分压,p2为形成藕状多孔结构的氩气分压上限。传统的固-固共晶凝固时,初始成分明显影响着共晶的组织结构,在固-气共晶凝固时也是如此:当pAr<p1时,熔体为过共晶凝固,先析出相为气相,在试样横截面上表现为少数孔径明显较大的气孔;当p2>pAr>p1时,熔体为亚共晶凝固,横截面上微小气孔聚集区域甚至无气孔区域作为先析出相出现;当pAr>p2时,不能形成藕状多孔结构[5]。理想的稳态凝固过程应生成孔径一致且完全规则排列的气孔结构,然而先析出相的出现作为扰动因素使凝固过程偏离稳态。过共晶凝固时,气泡作为先析出相大量出现,其中部分充分生长的气泡将脱离固液界面上浮逸出并导致熔体对流,给凝固过程的温度场和浓度场带来了较大的扰动,使得气孔生长难以稳定进行,试样横截面上充分生长的大气孔和刚形核的小气泡共同存在;亚共晶凝固时先析出相为固相,体现在试样横截面上为无气孔区域或微小气孔聚集区域。这种区域内气孔数量较少,孔径也较小,而其他区域溶质较为富集,气孔尺寸也较大,即先析出相的存在使气孔的分布位置受到了限制,同时也导致不同区域内的孔径分布差异[14]。以上因素最终导致藕状多孔结构偏离理想情况,即孔径分布、气孔的空间位置和孔结构单元分布显著不均匀。共晶凝固时,熔体的初始浓度恰好满足气泡形核所需浓度,没有先析出相出现,凝固过程相对较稳定,扰动因素较少,因而得到的孔结构无论是孔径还是孔分布都比相同溶质浓度下其他凝固模式的结果更为均匀。根据上述推导及文献[14]的结论,熔体保温温为1 023 K、=0.4 MPa时,对应共晶成分的氩气分压约为0.16 MPa。在图3(b)、5(b)和7(b)对应的气压条件中,氩气分压pAr=0.2 MPa时熔体最接近共晶成分,在该状态下得到的孔径、孔位置和气孔结构单元分布最均匀。
给定保温温度和氢气分压,通过调节氩气分压可控制熔体的凝固模式,如图8所示,其中p1为共晶成分对应的氩气分压,p2为形成藕状多孔结构的氩气分压上限。传统的固-固共晶凝固时,初始成分明显影响着共晶的组织结构,在固-气共晶凝固时也是如此:当pAr<p1时,熔体为过共晶凝固,先析出相为气相,在试样横截面上表现为少数孔径明显较大的气孔;当p2>pAr>p1时,熔体为亚共晶凝固,横截面上微小气孔聚集区域甚至无气孔区域作为先析出相出现;当pAr>p2时,不能形成藕状多孔结构[5]。理想的稳态凝固过程应生成孔径一致且完全规则排列的气孔结构,然而先析出相的出现作为扰动因素使凝固过程偏离稳态。过共晶凝固时,气泡作为先析出相大量出现,其中部分充分生长的气泡将脱离固液界面上浮逸出并导致熔体对流,给凝固过程的温度场和浓度场带来了较大的扰动,使得气孔生长难以稳定进行,试样横截面上充分生长的大气孔和刚形核的小气泡共同存在;亚共晶凝固时先析出相为固相,体现在试样横截面上为无气孔区域或微小气孔聚集区域。这种区域内气孔数量较少,孔径也较小,而其他区域溶质较为富集,气孔尺寸也较大,即先析出相的存在使气孔的分布位置受到了限制,同时也导致不同区域内的孔径分布差异[14]。以上因素最终导致藕状多孔结构偏离理想情况,即孔径分布、气孔的空间位置和孔结构单元分布显著不均匀。共晶凝固时,熔体的初始浓度恰好满足气泡形核所需浓度,没有先析出相出现,凝固过程相对较稳定,扰动因素较少,因而得到的孔结构无论是孔径还是孔分布都比相同溶质浓度下其他凝固模式的结果更为均匀。根据上述推导及文献[14]的结论,熔体保温温为1 023 K、=0.4 MPa时,对应共晶成分的氩气分压约为0.16 MPa。在图3(b)、5(b)和7(b)对应的气压条件中,氩气分压pAr=0.2 MPa时熔体最接近共晶成分,在该状态下得到的孔径、孔位置和气孔结构单元分布最均匀。

图5 气体分压与有序度指标R的关系
Fig.5 Relationship between gas pressure and regularity index R: (a) Pure hydrogen; (b) Constant =0.4 MPa

图6 藕状多孔镁横截面的局部气孔率分布
Fig.6 Local porosity distribution of lotus-type porous magnesium: (a) Sample No.2; (b) Sample No.3; (c) Sample No.5; (d) Sample No.7

图7 气体分压与局部气孔率标准差σ的关系
Fig.7 Relationship between gas pressure and standard deviation σ of local porosity: (a) Pure hydrogen; (b) Constant=0.4 MPa

图8 氩气对金属-氢相图的影响
Fig.8 Influence of Ar on phase diagram of metal-hydrogen system: ① pAr<p1; ② pAr=p1; ③ p1<pAr<p2; ④ pAr≥p2
在纯氢条件下制备藕状多孔镁时,熔体都属于过共晶成分,先析出相导致的干扰相似,这时气压将成为影响气孔分布和孔径的重要因素。理论和实验研究表明,纯氢条件下气压越高,气孔率越低[17];同时由于气压越大,气泡的形核半径和平均孔径越小,较大的气孔由于所需的溶质浓度增高而难以形成,因此孔径分布范围变窄,孔径分布趋向一致[14, 18]。此外,孔径的减小和气孔率的降低还使气孔之间的相互影响减小,气孔的空间分布更加均匀。从图3(a)、5(a)和7(a)所示,随着氢气气压的增大,孔径、孔位置和气孔结构单元分布的均匀性都逐渐增加。
需要提及的是,纯氢条件下虽然熔体为过共晶凝固,但是选择足够大的气压,也可以得到均匀性接近甚至高于某些共晶凝固条件下得到的藕状多孔结构,当然这是以降低气孔率和平均孔径为代价的。实际制备过程中气压的选择应根据性能所需,综合考虑气孔率、孔径和孔分布。
3 结论
1) 孔径分布标准差可定量表征气孔尺寸分布的一致性;由气孔的最邻近距离分布得到的有序度指标R可定量表征气孔空间位置分布的规则程度;由Dirichlet剖分得到的局部气孔率分布的标准差可定量表征气孔结构单元的均匀性。
2) 对于金属-气体共晶定向凝固法制备的藕状多孔金属,在纯氢条件下凝固时,氢气气压越高,藕状多孔结构如孔尺寸、孔位置和气孔结构单元分布越均匀。在一定的氢气分压和保温温度下,调节氩气分压使熔体共晶凝固时,藕状多孔结构较均匀;调节氩气分压使熔体过共晶或亚共晶凝固时,结构的均匀性明显下降。
REFERENCES
[1] Shapovalov V I. Method for manufacturing porous articles [P]. US 5,181,549, 1993.
[2] Nakajima H, Hyun S K, Ohashi K. Fabrication of porous copper by unidirectional solidification under hydrogen and its properties[J]. Colloids and Surfaces A, 2001, 179: 209-214.
[3] Shapovalov V I, Boyko L. Gasar―a new class of porous materials [J]. Advanced Engineering Materials, 2004, 6: 407-410.
[4] Higuchi Y, Ohashi Y, Nakajima H. Biocompatibility of lotus-type porous metals in alveolar bone [A]. Nakajima H, Kanetake N. 4th International Conference on Porous Metals and Metal Foaming Technology [C]. Kyoto: The Japan Institute of Metals, 2005: 47-50.
[5] Liu Y, Li Y X, Wan J, Zhang H W. Evaluation of porosity in lotus-type porous magnesium fabricated by metal/gas eutectic unidirectional solidification [J]. Mater Sci Eng A, 2005, A402: 47-54.
[6] Yamamura S, Shiota H, Murakami K, Nakajima H. Evaluation of porosity in porous copper fabricated by unidirectional solidification under pressurized hydrogen [J]. Mater Sci Eng A, 2001, A318: 137-143.
[7] Schwarz H, Exner H E. The characterization of the arrangement of feature centroids in plane and volumes [J]. Journal of Microscopy, 1983, 129: 155-169.
[8] Wray P J, Richmond O, Morrison H L. Use of the dirichlet tessellation for characterizing and modeling nonregular dispersions of second-phase particles [J]. Metallography, 1983, 16: 39-58.
[9] Everett R K, Chu J H. Modeling of non-uniform composite microstructures [J]. Journal of Composite Materials, 1993, 27: 1128-1144.
[10] Spitzig W A, Kelly J F, Richmond O. Quantitative characterization of second-phase populations [J]. Metallography, 1985, 18: 235-261.
[11] Pyrz R. Quantitative description of the microstructure of composites Part Ⅰ: morphology of unidirectional composite systems [J]. Composites Science and Technology, 1994, 50: 197-208.
[12] Nakajima H, Ikeda T, Hyun S K. Fabrication of lotus-type porous metals and their physical properties [J]. Advanced Engineering Materials, 2006, 6: 377-384.
[13] Ghosh S, Nowak Z, Lee K. Tessellation-based computational methods for the characterization and analysis of heterogeneous microstructures [J]. Composite Science and Technology, 1997, 57: 1187-1210.
[14] Liu Y, Li Y X, Zhang H W, Wan J. Evolution of pore size distribution and mean pore size in lotus-type porous magnesium fabricated with gasar process [J]. Journal of Materials Science and Technology, 2006, 22: 306-310.
[15] 张华伟,李言祥,刘 源. Gasar工艺中金属-氢二元相图的研究[J]. 金属学报, 2005, 41: 55-59.
ZHANG Hua-wei, LI Yan-xiang, LIU Yuan. Study of metal-hydrogen binary phase diagram in Gasar process [J]. Acta Metallurgica Sinica, 2005, 41: 55-59.
[16] Shapovalov V I, Semik A P, Timchenko A G. On the solubility of hydrogen in liquid magnesium [J]. Metallurgy, 1993, 3: 25-28.(In Russian)
[17] 刘 源,李言祥,张华伟,万 疆. 金属-气体共晶定向凝固工艺参数对藕状多孔金属镁结构的影响[J]. 稀有金属材料与工程, 2005, 34: 1128-1130.
LIU Yuan, LI Yan-xiang, ZHANG Hua-wei, WAN Jiang. Effect of Gasar processing parameters on structure of lotus-type porous magnesium [J]. Rare Metal Materials and Engineering, 2005, 34: 1128-1130.
[18] Apprill J M, Poirier D R, Maguire M C. Gasar porous metals process control[A]. Materials Research Society Symposium-Proceedings[C]. San Francisco, California: MRS. 1998: 291-296.
基金项目:国家自然科学基金资助项目(50404002);国家重点基础研究发展计划前期研究专项资助项目(2004CCA05100)
收稿日期:2006-06-26;修订日期:2006-11-06
通讯作者:李言祥,教授;电话:010-62773640;E-mail:yanxiang@tsinghua.edu.cn
(编辑 何学锋)

