文章编号:1004-0609(2010)S1-s0897-05
钛材热挤压成形技术的研究与发展
贾如雷1, 2,计 波2,吕维洁1,王宗宝2
(1. 上海交通大学 材料科学与工程学院,上海 200030;
2. 宝钢股份有限公司 特钢事业部,上海 200940)
摘 要:概述国内外钛材热挤压成形技术发展现状。在介绍钛材热挤压成形技术特点的基础上,介绍钛材热挤压工艺的特点、发展与研究新思路,进一步探讨我国钛材热挤压成形技术的关键问题。
关键词:钛材;热挤压;钛型材;钛棒;钛管
中图分类号:TF 804.3 文献标志码:A
Research and development of hot extrusion technology for
titanium products
JIA Ru-lei1, 2, JI Bo2, L? Wei-jie1, WANG Zong-bao2
(1. School of Materials Science and Engineering, Shanghai Jiao Tong University, Shanghai 20030, China;
2. Special Steel Business Unit, Baosteel Iron & Steel Co., Ltd., Shanghai 200940, China)
Abstract: The development of hot extrusion technology of titanium and titanium alloys in home and abroad was briefly reviewed. On the basis of the characteristics of hot extrusion technology of titanium and titanium alloys, the characteristics, development and new idea of hot extrusion of titanium products were introduced in detail. And some key problems on further development of hot extrusion technology of titanium products in our country were pointed out.
Key words: titanium products; hot extrusion; extruded shapes; extruded bars; extruded tubular billets
热挤压工艺是利用挤压机上挤压杆传递的高压,对封闭在挤压筒中的坯料进行挤压成形使之成为与模具形状相同制品的一种先进的塑性加工方法。常见金属热挤压过程如图1所示。其具有提高金属的变形能力和制品综合质量等优点[1]。钛及钛合金属难变形金属,因此热挤压工艺对生产大规格、厚壁或高要求钛管、钛棒、钛型材(钛挤压材)而言是最有发展前景的生产方法。
钛挤压材已广泛应用于航空、航天、海洋工程和石油化工等领域。近年来,随着我国国民经济的快速发展,钛挤压材的需求越来越多,但要求也更高。目前,我国已有宝钛3 150 t、宝钢6 000 t等用来挤钛的挤压机,可生产钛管、棒及简单断面型材及复合材。但钛热挤压技术发展缓慢,较复杂的断面型材还不能生产,与国外相比存在较大差距[2],因此,有必要了解目前国内外钛材热挤压技术、工艺研究和发展情况,
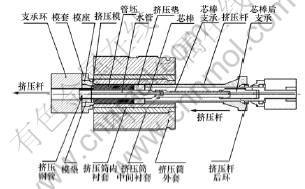
图1 钢管热挤压过程
Fig.1 Hot extrusion process of steel tube
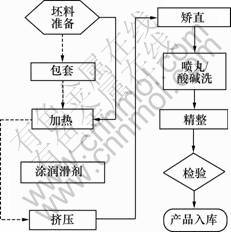
图2 钛材热挤压工艺流程
Fig.2 Technological process of hot extrusion for titanium alloys
为进一步发展我国钛材热挤压成形技术提供启示。
1 钛热挤压工艺、技术研究与发展
钛是一种高活性金属,在一定的温度、压力和表面状态下具有和模具粘结的特性。钛的导热性差,热挤压时坯料表层与中心易产生较大温差,促使金属流动不均匀性加剧,这样表面层就产生较大的附加拉应力,在钛挤压材表面易形成裂纹。严重时,在挤压棒材及管材上可能产生较大的中心挤压缩孔。同时,挤压钛及钛合金时热效应显著,不合适的挤压工艺对挤压品组织和性能有副作用。钛的弹性模量低,回弹严重,成形困难。因此钛合金挤压变形过程比铝合金和铜合金等其他有色金属挤压变形过程更为复杂。钛材热挤压过程根据坯料是否包套有所区别,其主要工艺流程如图2所示。针对钛挤压材工业化生产,中外相关技术研究人员在钛坯料制备、坯料加热、挤压比、挤压速度、润滑等方面做了大量研究实践工作。
1.1 钛挤压坯料的制备
钛及钛合金的挤压坯传统制造工艺一般是真空电弧熔炼铸锭经锻造或轧制成毛坯,然后经切削加工或热压力穿孔制成尺寸和表面质量符合要求的光坯。挤压管材时,直径小于50 mm的孔用切削加工法。不经热穿孔直接挤压,荒管质量好,但成材率低。如果采用穿孔毛坯,其高度应不大于孔径的7倍。由图2可知,钛挤压流程较长,成材率低。为此,国内外先后研究可直接挤压的空心铸锭坯。乌克兰Paton电焊研究所已研究出通过电子束冷床熔炼大型空心锭[3]。我国直接挤压管材纯钛铸锭工艺也申请了专利[4]。目前,宝钢、宝钛已引进等离子、电子束冷床炉,为研究冶炼可直接挤压的空心铸锭工艺打下设备基础。
1.2 钛挤压坯料的加热
一般地,为了便于在最小的压力下能实现快速挤压,应在能保证产品具有良好力学性能下用尽可能在较高的温度进行挤压。例如:对于工业纯钛,即使挤压温度高达1 038 ℃,对其力学性能也无明显的影响[5]。然而,提高温度时,金属的流动不均匀性增加,这是大多数合金的热挤压特征。同时,对于钛合金而言,例如TC4在α+β/β相变温度以上挤压时,所得产品组织为大片层状组织,并保留有清晰完整的原始β晶界,断面收缩率明显降低。而在两相区(920~950 ℃)挤压,所得组织为初生α+β转变组织,具有良好的综合性能[6]。因此,降低钛合金的挤压温度不仅可改善产品的组织和性能,并能保证金属更均匀流动,同时,使其工具寿命增加,钛挤压材,特别是型材表面质量提高。所以,纯钛、α型及α+β型钛合金通常在低于合金的α+β/β相变温度20~100 ℃挤压。β型钛合金通常采用高于相变温度挤压,但对该类合金还应考虑到其热敏感性,温度太高,β晶粒急剧长大,将使塑性降低。在确定钛挤压温度时,还应考虑钛及钛合金的挤压变形功转变为热能使产品温度升高的所谓热效应。娄燕[7]研究了TC4挤压温升最高达160 ℃。
钛及钛合金坯料在弱氧化气氛中加热时不仅改善挤压件的表面质量,还可以显著提高工具寿命。因此,对于工业化生产的钛合金一般采用先在氧化性气氛的火焰炉及电炉中加热,再用中频或工频感应炉均热。
1.3 钛挤压比的确定
挤压加工中,变形程度一般用挤压比(λ)表示。为了改善制品的组织和性能,挤压钛及钛合金时很多研究者都认为应该采用较大的挤压比,其实,钛的挤压比与铜、铝等有色金属、钢等黑色金属相比,都相对较小,一般小于30。研究表明:TC4钛合金在两相区加热,采用3~10的挤压比,可得到综合性能良好的产品;而在相同温度加热,采用挤压比为28时,由于变形热效应而使温度升高到α+β/β相变温度以上,使产品出现网状组织,材料综合性能变差[8]。除考虑金属本身特点以外,选择挤压比时还必须考虑设备能力和工模具的强度因素。同时,挤压比还受钛的润滑方式的影响。一般采用玻璃润滑选用的挤压比包套挤压的小。
1.4 钛挤压速度的选择
如上所述,钛及钛合金导热性差、变形热效应大,当采用过高速度挤压时,将使钛挤压材表面质量和性能变坏,因此,钛的挤压一般选用80~130 mm/s中等速度挤压。挤压速度对挤压热效应的影响可用来保持钛及其他材料挤压产品温度的恒定。由此产生了一项新的挤压技术——等温挤压。据国外文献报道[5],挤压速度级根据挤压件挤出的温度变化进行校正,温度采用精密仪表记录。通过温度信息反馈,调节挤压速度。此外,还可通过理论模拟程序控制挤压速度。通过计算机预先计算出温升规律,根据不同的产品,选择相应的程序进行等温挤压。
1.5 钛挤压润滑剂
钛在980 ℃和1 030 ℃的温度下易与铁基或镍基模具材料形成易熔共晶体,因而钛挤压时无润滑或润滑不好,不但会使模具产生强烈的磨损,还易使钛挤压材表面形成较深的划痕和擦伤。因此,钛合金必须采用润滑挤压。润滑问题是国内外钛及钛合金热挤压技术的一个难点,也是一个研究热点。目前,钛挤压时使用的润滑剂主要有润滑脂、玻璃润滑剂和金属包覆3种类型。
润滑脂一般为加有稠化剂的矿物油。用润滑脂润滑剂方便,实用,可以挤出表面质量优良的钛材,但往往挤压制品的长度受到限制。挤压型材的最大长度限于3~4.5 m[9]。长挤压材末端易出现粘结缺陷。现在该方法多为小批量生产或与下面两种方法连用。
玻璃润滑挤压是目前世界上最先进的润滑工 艺[10],自1941年发明至今已得到广泛应用。与其他润滑材料相比,玻璃润滑剂具有导热系数低,隔热性能好,高温附着性能好,耐压能力高,化学性能稳定性好,与金属不起反应,能防止金属被气体污染等优点。因此,它是最具发展潜力的润滑材料。目前,世界上普遍采用玻璃润滑挤压。我国虽然也很早开展玻璃润滑剂的研究,但该类润滑剂还未达到钛材挤压工业化应用水平[11]。目前,我国普遍采用的是包套润滑挤压。
金属包覆润滑主要是在钛坯料外面包覆铜、软钢或其它金属,也可喷涂铜等。目前,应用最广泛的是铜包套挤压。采用铜包覆挤压,当金属加热温度超过850 ℃时,在钛与铜的界面上会生成一种Ti-Cu共晶组织,该组织为脆性物质,不仅起不到润滑的作用,反而会破坏正常的挤压。因此,该方法一般只限于纯钛挤压。金属包覆挤压工序复杂,成本高,酸洗过程环境污染严重。文献[12]报道了包覆铜皮及其残液回收工艺。该方法在国内有一定的应用。另外,也有研究电解回收铜包套工艺[13]。
钛及钛合金优质产品的挤压,要求在保持工具有较满意寿命的条件下制定正确的生产工艺,即要求温度、挤压速度、挤压比及润滑方式的的配合。表1所列为典型钢种挤压棒材的参数。
表1 钛及钛合金棒材的挤压参数
Table 1 Extrusion parameters for bar products of titanium and titanium alloys

2 钛材热挤压工艺的新思路
与传统的成形工艺相比,现代先进加工技术对坯料以及材料流动控制等方面要求更高,所以采用基于经验的试错设计方法已经不能满足实际需要。有限元模拟是优化设计减少模具和金属损失的一个有效方 法[14]。自从LEE和KOBAYASHI将有限元法(FEM)引入塑性加工领域以来,该技术被广泛地应用于分析材料变形过程中参数的变化。基于有限元法的塑性成形数值模拟技术是当前国际上极具发展潜力的成形技术前沿研究课题之一。
目前,很少有用有限元法分析钛合金热挤压加工的报道。LI等[15]采用有限元软件分析计算了Ti-6Al-4V合金棒材挤压成形过程,并将分析结果与实验结果进行了比较。其两者的误差小于10%,说明有限元模拟分析可以应用于指导实际生产工艺。DAMODARAN和SHIVPUI[16]通过有限元模拟技术对钛合金热挤压材进行复杂结构钛型材尺寸偏差的预测和控制。研究涉及了所有与热挤压相关的因素,比如感应加热、坯料转移、玻璃润滑剂、金属流动和模具等。根据FEM研究结果对挤压模具进行了改进,最后通过在2000T液压机挤压Ti-6Al-4V型材进行了验证。何铁宁和李海峰[17]利用刚黏性有限元法,对钛合金深孔薄壁梭心套壳零件挤压成形过程进行了三维热力耦合数值模拟分析,获得了钛合金挤压成形时载荷与时间(或行程)的关系以及工件上的应力、应变、应变率和温度的分布信息,所得结果对产品加工工艺的制定和模具设计都具有指导意义。
3 我国发展钛材热挤压技术的关键问题
目前,我国钛热挤压技术与美俄等国还有很大的差距。综合以上分析,我国进一步发展钛材热挤压技术的几个关键问题:
1) 钛挤压管坯制造工艺。目前我国生产钛挤压材基本采用不经扩孔直接挤压的方式,成材率低,成本高。因此,要积极开展冷床炉冶炼空心管坯的工艺研究,降低生产成本,提高市场竞争力,势在必行。
2) 钛及钛合金用玻璃润滑剂研制。润滑剂对于热挤压成形产品质量和生产成本有着重要影响,研究适合于不同钛合金的润滑剂是目前迫切需要解决的问题,也是提高钛挤压材产品竞争力的关键。解决这一问题,除积极消化吸收国外技术外,玻璃润滑剂开发企业与钛挤压材生产企业应加强联合研究不同种类的润滑剂。
3) 加强有限元数值模拟在钛热挤压中的应用。利用有限元模拟技术是生产钛型材的捷径。目前,国内基于钛热挤压的有限元数值模拟基础研究工作还不够,企业对有限元技术的应用也很少。因此,企业与相关研究单位应加强合作进行钛热挤压模拟技术的研究。
4 结语
21世纪的金属加工业在世界经济中仍占支柱地位,热挤压技术是先进金属加工技术的一个重要分支。发展钛热挤压成形技术解决我国钛材热挤压技术中的关键问题,对于解决我国大飞机用钛管、型材及提升我国高端钛挤压材产品的市场竞争力有着重要的意义。
REFERENCES
[1] 谢建新, 刘静安. 金属挤压理论与技术[M]. 北京: 冶金工业出版社, 2004: 8.
XIE Jian-xin, LIU Jing-an. Theory and medal extrusion technology[M]. Beijing: Metallurgical Industry Press, 2004: 8.
[2] 冯玉珩. 钛及钛合金管材生产[J]. 钛工业进展, 1994(2): 55-59.
FENG Yu-hang. Tube production of titanium and titanium alloy[J]. Titanium Industry Progress, 1994(2): 55-59.
[3] 曲银化, 刘茵琪, 张俊旭. 乌克兰电子束冷床熔炼钛及钛合金技术的发展现状[J]. 稀有金属材料与工程, 2008, 37(增刊3): 111-114.
QU Yin-hua, LIU Yin-qi, ZHANG Jun-xu. The development of electron beam cold hearth melting in Ukraine[J]. Rare Metal Materials and Engineering, 2008, 37(Suppl.3): 111-114.
[4] 常荣波. 钛及钛合金管坯专用中空钛锭的熔铸工艺: 中国 200810017893.5[P]. 2008-08-27.
CHANG Rong-bo. Melting hollow titanium ingot technology specially used in tubular billets of titanium and titanium alloy: CN 200810017893.5[P]. 2008-08-27.
[5] 陈石卿, 焦明山. 钛合金的模锻与挤压[M]. 北京: 国防工业出版社, 1982: 148-150.
CHEN Shi-qing, JIAO Ming-shan. Die forging and extrusion of titanium[M]. Beijing: National Defence Industrial Press, 1982: 148-150.
[6] 李青云, 王道隆, 刘雅庭. 稀有金属材料加工手册[M]. 北京: 冶金工业出版社, 1984: 612-613.
LI Qing-yun, WANG Dao-long, LIU Ya-ting. Rare metal materials processing handbook[M]. Beijing: Metallurgical Industry Press, 1984: 612-613.
[7] 娄 燕. 钛合金热挤压的有限元模拟[J]. 热加工工艺, 2003(1): 39-41.
LOU Yan. A study on hot extrusion of Ti-6Al-4V using simulation and experiment[J]. Hot Working Technology, 2003(1): 39-41.
[8] 冯玉珩. 钛及钛合金的挤压[J]. 钛工业进展, 1995(1): 13-16.
FENG Yu-hang. Extrusion of titanium and titanium alloy[J]. Titanium Industry Progress, 1995(1): 13-16.
[9] 刘雅庭. 特殊形状钛合金型材挤压[J]. 稀有金属材料与工程, 1995, 24(6): 75-80.
LIU Ya-ting. The new processing technologies of the metal matrix composite[J]. Rare Metal Materials and Engineering, 1995, 24(6): 75-80.
[10] 黄金昌,赵克德. 关于钛挤压的玻璃润滑问题[J]. 稀有金属材料与工程, 1977(5): 26-28.
HUANG Jin-chang, ZHAO Ke-de. The problems about glass lubricant of titanium and titanium alloy[J]. Rare Metal Materials and Engineering, 1977(5): 26-28.
[11] 宝鸡有色金属研究所. 钛及钛合金玻璃润滑挤压的阶段总结[J]. 稀有金属材料与工程, 1979(2): 44-47.
The Baoji Institute of Nonferrous Metals. The brief sum of glass lubricant extrusion of titanium and titanium alloy[J]. Raremetal Materials and Engineering, 1979(2): 44-47.
[12] 杨建军, 吕培成. 包覆挤压钛及钛合金除铜皮酸洗及其残液回收工艺研究[J]. 钛工业进展, 1999(5): 18-21.
YANG Jian-jun, L? Pei-cheng. Removing Cu layer lading by pickling in extruding titanium and titanium alloy and recycling its raffinate technology[J]. Titanium Industry Progress, 1999(5): 18-21.
[13] 曹峻清, 王国兴. 钛管坯铜包套电解回收工艺研究[J]. 稀有金属材料与工程, 1991(2): 31-37.
CAO Jun-qing, WANG Guo-xing. Recycling Cu layer in extruding titanium and titanium alloy by electrolysis[J]. Rare Metal Materials and Engineering, 1991(2): 31-37.
[14] SHIN T J. Process optimal design in non-isothermal backward extrusion of a titanium alloy by the finite element method[J]. Comput Method Appl Mech Engrg, 2005, 194: 3838-3869.
[15] LI L X, RAO K P, LOU Y, PENG D S. A study on hot extrusion of Ti-6Al-4V using simulations and experiments[J]. International Journal of Mechanical Sciences, 2002, 44: 2415-2425.
[16] DAMODARAN D, SHIVPURI R. Prediction and control of part distortion during the hot extrusion of titanium alloys[J]. Journal of Materials Processing Technology, 2004, 150: 70-75
[17] 何铁宁, 李海峰. 钛合金挤压三维热力耦合值模拟技术研究[M]. 锻压技术, 2006(5): 63-67.
HE Tie-ning, LI Hai-feng. 3D thermo-mechanical couple numerical simulation of the titanium alloy extrusion process[M]. Forging Technology, 2006(5): 63-67.
(编辑 陈爱华)
通信作者:贾如雷;电话:021-26032709;E-mail: jiarulei@baosteel.com

