���±��: 1004-0609(2005)07-1131-08
���乲����7075/SiCp���ϲ��ϱ�������Ƴ���
�Ÿ�ȫ, ����, �Ϻ��, Ԭ�仪, ������, ������
(���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ, ��ɳ 410082)
ժ Ҫ: �о������Ʒ�ʽ�� �����¶ȵȶ����乲����7075/SiCp���ϲ��ϼ�ѹ��ij������ܡ� ����֯����ѧ���ܵ�Ӱ�졣 �������: ��ѹ���ο������7075/SiCp���乲�����������Ʊ�������, ƽ���ڼ�ѹ����ȡ�������н������ƿ����Ʊ����������� �����ܵı���; ���Ʊ��ζԼ�ѹ�������γɵ�SiC��������״�����ȷֲ��������ĸ�������, �������Ʊ�����������, SiC�����ֲ����ھ���; ���ƹ�����, SiC��������, �ߴ����Ա�С, ��ò�ʶۻ�����; 7075/SiCp���ϲ��ϱ���(T6̬)����ѧ����Ϊ: ��s=536.2MPa, ��b=670.2MPa, ��=4.8%��
�ؼ���: 7075/SiCp���ϲ���; ���乲����; ����; ���� ��ͼ�����: TG335.8; TG113.25
���ױ�ʶ��: A
Rolling processing of spray co-deposition 7075/SiCp composite
ZHANG Fu-quan, CHEN Zhen-hua, YAN Hong-ge, YUAN Wu-hua, TANG Shao-qiu, FU Jie-xing
(School of Materials Science and Engineering, Hunan University, Changsha 410082, China)
Abstract: The effects of rolling processing on the formability, microstructure and mechanical properties of the as-extruded spray co-deposited 7075/SiCp composite were investigated. The results show that the extruded thick sheet exhibits excellent formability along the extrusion direction. Cross rolling processing can enhance the formability and mechanical properties of the 7075/SiCp sheet. The rolling processing leads to the refinement of SiC particles and the distribution state. Furthermore, the optimal properties of the sheet are: yield strength 536.2MPa, ultimate tensile strength 670.2MPa, and elongation 4.8%, respectively.
Key words: 7075/SiCp composite; spray co-deposition; rolling process; sheet
�մɿ�����ǿ�������ϲ��ϱ���������ܶȵ͡� ��ǿ�ȼ���ģ���ߡ� ����䡢 ��ĥ�� �ɿ�����ϵ����һϵ���ŵ�, ���㷺Ӧ���ں��졢 ���ա� ������ ������ ��������Ҫ����, �ҳɱ�����ά��ǿ�������ϲ��ϵ���, ��Ϊ�����������²����о���������Ҫ����[1-4]��
Ŀǰ������ǿ�������ϲ��ϵ��о���Ҫ�����ڲ����Ʊ��� ��ѧ���ܡ� ����֯�ṹ�ȷ���, �����о�ʹ�õIJ��϶�Ϊ��ѹ̬, ��������̬���ϲ��ϱ�����о�����, ���, ��չ������ǿ�������ϲ��ϱ����Ʊ����յ��о����к���Ҫ�����������ʵ��Ӧ�ü�ֵ�� �����ϲ��ϱ�����Ʊ��ѶȺܴ�[5-9], ������Ҫ�Ʊ�������֯ϸ�� SiC�����ֲ����ȵĸ��ϲ�������, ������ƹ��նԸ��ϲ��ϱ���ij������ܺ���֯�� ��ѧ��������ҪӰ�졣 Ŀǰ������ǿ�������ϲ������ϵ��Ʊ�������Ҫ�н������취�� ��ĩұ�� ���乲�������ȡ� �����ý������취�Ʊ����ϲ�������, ����ڻ���Ͻ�����֯�ִ� �ɷ�ƫ�����ء� �մɿ��������֮���������к����淴Ӧ��ȱ��; ���÷�ĩұ�����Ʊ����ϲ���������ɱ�����, �������Ʊ���ߴ����ϡ� �������乲���������Ʊ����ิ�ϲ�������г��������ٸߡ� �Ͻ�����֯ϸ�� ��֯�ɷ־��ȡ� �ɷ�ƫ���� �����Ʊ���ߴ����ϵ��ŵ�, ���������о������÷������Ʊ������ܽ��������ϲ��ϵ����뷽��֮һ[10]�� �������߲����������Ƶ������ƶ�ʽ���乲����װ���Ʊ���d650mm��800mm�ĸ��ϲ���Բ������, �����Ƴɺ��Ϊ1.0~1.2mm�ı��塣 �о����ƹ��նԸ��ϲ��ϱ�������Լ�����֯�� ��ѧ���ܵ�Ӱ�졣
1 ʵ��
ʵ����ϲ���7075/SiCp���ϲ���, ����Ͻ�ɷ�������ڱ�1�� ��ǿ��Ϊ15%(��������)��SiC����, �����ߴ��СΪ1~10��m�� ���ñ��о����������Ƶ������ƶ�ʽ���乲����װ���Ʊ����ϲ���, ���ղ�������2��
��1 7075���Ͻ�Ļ�ѧ�ɷ�
Table 1 Chemical composition of 7075 aluminium alloy(mass fraction, %)
��2 ���乲�������ղ���
Table 2 Processing parameters of spray co-deposition
Բ��������ֱ��Ϊd650mm, ��500~800mm�� ��ѹǰ������ֱ��d630mm�����ϡ� �ȼ�ѹʵ�����������ӹ�����1250MN��ѹ���Ͻ���, ��ѹͲ�ھ�Ϊd650 mm�� ��ѹģ���ڳߴ�Ϊ330mm��125mm, ��ѹ�Ȧ�=8.0�� ��ѹʱ�����ļ����¶�Ϊ420~440��, ����ʱ��Ϊ8h; ��ѹͲ�����¶�Ϊ430��, ��ѹ�ٶ�Ϊ0.2~0.5m/min, ���Ӽ�ѹ������е��ڡ�
��������ʵ����d360mm��600mm˫���������Ͻ��С� �Ӽ�ѹ�����ȡ��, ���ٴ����ٳɺ��Ϊ10mm��С����ж���������� ����˫���������ϰ�����Ʒ����뼷ѹ����Ĺ�ϵ, ���ж�����3�����Ʒ�ʽ, ��ƽ���ڼ�ѹ��������Ϊ������ʽ, ��ֱ�ڼ�ѹ��������Ϊ������ʽ, ��ƽ�кʹ�ֱ�ڼ�ѹ�����Ͻ�����е����Ʒ�ʽΪ�������Ʒ�ʽ��
�����ܱ������ſ�����80%���ҡ� ����ѹ�����ĺ�����������������˳�����еĹؼ��� ��ǰ2~3������, ����ѹ����Ӧ������10%����, 7%~8%��Ϊ���ʡ� ����>30%��, ����ѹ�����ɴ�10%~20%, �Ծ��������������μ����μ���˻�ʱ�䡣 ����>80%��, �ɽ��������� ���ڲ��ϵ�ǿ�Ƚϴ�, ���Խ�С, ����������ѹ����������5%~10%֮��, ÿѹ��һ�����, Ӧ�������ƶ����ʵ��ѹ�¡� ���Ӿ��幤�չ���ȷ���Ƿ������������˻�, �������ӹ�Ӳ����߲��ϵ����ԡ� ����Ϊ0.43m/s(ʵ������������ٶ�Ϊ�㶨ֵ), ����ǰ�����¶�Ϊ350~470��, ����ʱ��Ϊ120min�� ���μ��˻��¶�Ϊ415��, ����ʱ��Ϊ30min�� ����������Һ��, ��������ú������������
��Leitz MM6��ʽ����������H-800�羵�Ͻ�������֯�ṹ�۲�, ��WDW-200�����Ƶ�������������Ͻ�������ʵ��, �����ٶ�Ϊ1mm/min��
2 ���������
2.1 ���乲����������ѹ��ĵ���֯�ص�
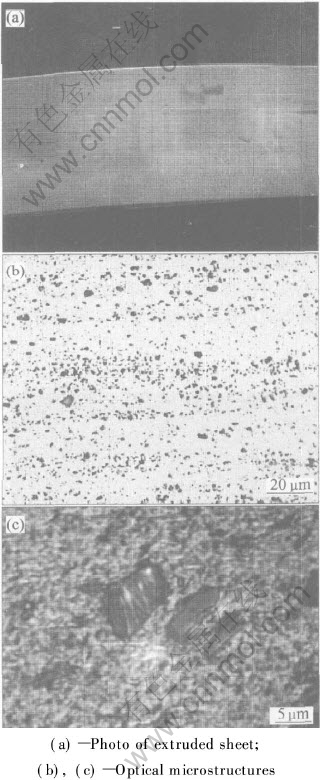
ͼ1��ʾΪ���乲����7075/SiCp���ϲ��϶�������Ƭ, ͼ2��ʾΪ�������Ľ�����֯��Ƭ�� ��ͼ2�ɼ�, �������о�����֯ϸ�� SiC�����ֲ�����, �����Ե��ž�����, ���ڴ��SiC������� [CM(22]���ϴ�����һ�������Ŀ��� ���ڳ���ʱSiC�����IJ������Һ�ಶ��, Ҳ�й��ಶ��, ���²���[CM)] SiC���������Ľ����ǻ�е��Ͻ��档 �ø��ϲ��ϳ�����������ܶ�Ϊ88.9%��
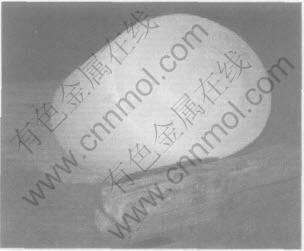
ͼ1 7075/SiCp����������Ƭ
Fig.1 Photograph of 7075/SiCp composite
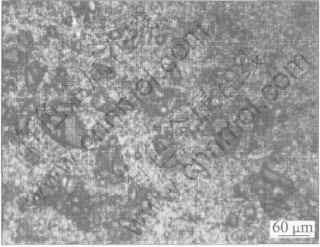
ͼ2 7075/SiCp������������֯��Ƭ
Fig.2 Optical microstructure of as-deposited 7075/SiCp composite
ͼ3��ʾΪ��������ѹ���ļ����������֯��Ƭ, �ɼ���ѹ̬���ϻ������������乲������ϸС�ľ�����֯, �����Ե���֯������SiC�����ؼ�ѹ���߷ֲ�, SiC������δ�����ž�����, ��ѹ����Ӧ��������ʹSiC�������ѡ� ��������ѹ���λ����Ͽ��Է�Ϊ������: ���ܻ��κ����Ա��νΡ� ����������ܻ�����: ����SiC���������Ͻ�֮��ĽӴ����, ��϶ѹ����������, ���ϼ����϶�� �ڼ�ѹ������, ��϶ͬʱ�ܵ���ˮѹ���ͼ���Ӧ��������, ��ˮѹ��ʹ��ѹ��, ���б�������ʹ��϶�����ͱպ�, ��϶�����ͨ�����Ա��κ����Ա��η�ʽ��С[11]�� ������������Ӧ��Ӧ��״̬�Գ������п������Ϸdz�����, �����ܶȲ���, ��ѹ��������ܶȴﵽ97.5%�� ��ѹʵ��������乲�������ϲ�����������ѹ�ӹ���, ���������еĿ�������ʧ��
ͼ3 7075/SiCp��ѹ������Ƭ�����������֯
Fig.3 Photo of 7075/SiCp composite extruded sheet and typically optical microstructures
�������Բ����������ѹ���Ի�����õ�ұ����, һ��ԭ���Ǽ�ѹʱ���е�����ѹӦ��״̬; ��һԭ����Ϊ�ȼ�ѹ�����е�Ħ�����ֽ��һ����Ӧ������, ʹSiC���������Ͻ�����������, �ƻ������;���������ڵ�������Ĥ, �ٽ�SiC���������Ͻ���֮���ճ�ᡣ �ɴ˿ɼ�, ��Ӧ�����ڸ��ϲ��ϳ�����������õ�ұ�������Ż�������[11]��
2.2 ���乲������ֱ������ʱ���ϵij�������
ʵ���о��˴ӳ�������ȡ��ֱ�����ư�ĵij������ܡ� ʵ�鷢��, ���ܵ���ѹ������5%, ����ı��濪������dz����ء� ����Ҫ���������乲����7075/SiCp���ϲ������ڶ����, �������д��ڿ�, �����;������������������Ĥ, ���������Ͻ�֮��û�дﵽұ����, �����Ա������ܺܲ ���ֳ���������ֱ�ӽ�������, ��Ȼ����ʱ�����ܵ�����ѹӦ��, �������Ʒ���ѹӦ����С, ���ײ������ơ� �ɴ˿ɼ�, �����������ֱ�Ӳ������Ƽӹ�, ���ι��̾��кܴ���Ѷȡ�
��������ѹ���κ��ٽ�������, ʵ���о�����: ��ѹ���ĵ����Ƴ������ܴ������ߡ� ʵ�黹����ƽ���ڼ�ѹ����ȡ���������������ڰ��ϵij���, �Ҳ��ϵij����ʽϸߡ� �������ڼ�ѹ���κ�, �������ܶȴ�������, SiC���������Ͻ�֮��Ľ��״�����Ը���, ���, ��ѹ���ĵ����Ա�������������ߡ� ����, ���ü�ѹ�����Ʊ��ĸ��ϲ��Ϻ��������Եķ�����, ��������ƽ���ڼ�ѹ����ʹ�ֱ�ڼ�ѹ�����ϵ���֯�����ܲ��ܴ�, ���²�ͬ������ϵ����Ƴ������ܴ������Բ��졣
2.3 ���Ʒ�ʽ�Բ��ϳ������ܺ���ѧ���ܵ�Ӱ��
���ò�ͬ���Ʒ�ʽ���Ƶİ����ͼ4��ʾ�� ʵ�鷢��, ��������������ڸ����ξ����ڲ�ͬ�̶ȵı�������, �����ý�������ʱ, �ܱ������ﵽ51.5%Ҳû�г������Եı��Ѻͱ�������, ������������Ʒ�ʽ����������߸��ϲ��ϵ����Գ������ܡ�
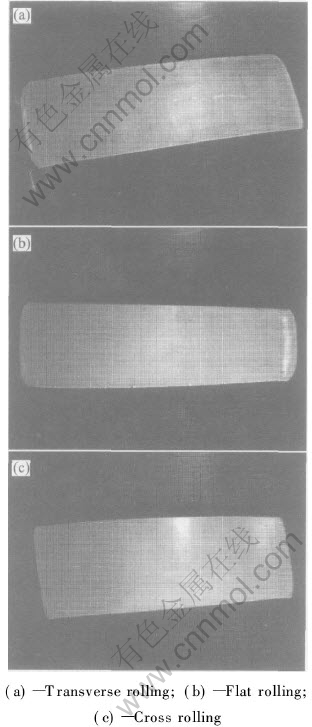
ͼ4 ���ò�ͬ���Ʒ�ʽ���Ƶİ��
Fig.4 7075/SiCp composite rolled sheets under different rolling methods
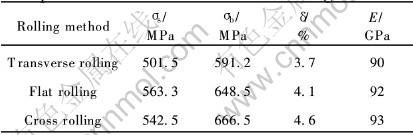
��3����Ϊ410��ʱ, ���ò�ͬ���Ʒ�ʽ���Ƶı��徭T6�ȴ�����(460�桢 20min���+120�桢 20h)����ѧ����ʵ������ �ɱ��ɼ�, �������ư�ĵ���ѧ�����������ں������ư�ĵ�, �����ý������Ʒ����Ʊ��İ�ĵ���ѧ�������, ������������ƹ��տ���������߸��ϲ��ϱ������ѧ���ܡ�
��3 ��ͬ���Ʒ�ʽ���ư�ĵ���ѧ����
Table 3 Mechanical properties of 7075/SiCp composite sheets under different rolling methods
��ǰ����, ��ѹ��������ܶ�Ϊ97.5%, ���Ƽӹ�ʱ, ���ϱ��ι��̴��¿ɷ�Ϊ���ܻ������Ա��������Ρ� �����ܻ������ڴ��ڿ�϶, ���϶���Ӧ�����м��׳��ֱ�����ѡ� ������������ǰ����������, ���ڲ��ϴ��ڿ�϶, SiC���������Ͻ�֮���ұ����״̬��������, �����ƹ��̵�����ѹӦ������������Խ�С�� �����������ϵ������ϴ�, ��˴�ֱ�����Ʒ���ĺ����Ϊ��Ե��������, ���ƹ����а������γɱ���������ơ� �����������չ֮ǰ�ı����Ʒ����ý�������, �����Ч���������ƵĽ�һ������������չ�� �������Ƶ����ÿɹ�������: 1)���ƹ�����, ������ѹӦ��������(����)����ʱ�����ڵ�Ħ������Ӧ��������, SiC�����ͻ���Ͻ������������Ĥ�������鲢���·ֲ��� �������ƿ���ʹ����Ĥ��������ֱ�ķ���õ��������, ������ֻ��һ���������鲢����, �Ӷ���С����������������Ƭ�ֲ��ķ�����, Ҳ�ɴ�ʹSiC���������Ͻ��ڸ��������������õ�ұ����; 2) ��������ʹ���Ա��ι�������ʵ��; 3)��������ʹ����(����)���Ȼ��͵��ữ, ���������ԡ� ���ư�����ܡ� ����, �������ƺ��ĵ�SiC�����ֲ�����Ϻ�, Ҳ�����ڸ��ư�ĵij�������, ��߰�ĵ���ѧ���ܡ�
�����ƹ�����, Ӱ���ij����Լ�����֯���ܵĹ��ղ��������Ƶ��α������� �����¶ȡ� �����ٶȵ�, ���е��α������ǹؼ�����[12]�� ��ʵ����7075/SiCp���ϲ��ϵ�����ܶ�Ϊ97.5%, �������ַ����ܲ���, �����ƹ������˲���С�������� ��������ƹ���, �ر���Ҫ���Ƶ�һ���������ε�ѹ����, �ſ���Ч�ı�����Ͽ���, ��߰�ĵij������ܡ�
2.4 �����¶ȶԲ��ϳ������ܺ���ѧ���ܵ�Ӱ��
ʵ��ѡ����350�� 390�� 410�� 430�� 470���5�������¶Ƚ��н�������, ����Ϊ0.43m/s, ���û�����ͬ�ĵ��α��������Ƴɺ��Ϊ1.0~1.2mm�ı��塣 ʵ���о�����: ��350~470���¶�֮��, ��ĵ����Ƴ�������û�����ԵIJ��졣 �Ա������T6�ȴ���, �����������������4��ʾ�� �������, �����¶�Ϊ410~430��ʱ��ĵ���ѧ�������Ը��������¶��µ����ݡ�
��4 �����¶ȶ����ѧ���ܵ�Ӱ��
Table 4 Mechanical properties of 7075/SiCp composite sheets under different rolling temperatures

�����ܷ�˳������, �ؼ����������¶ȵ�ȷ���� �����¶ȶԽ��������Ա��������нϴ�Ӱ��, �������¶�ֱ��Ӱ���Ʒ����֯�����ܡ� ��������¶ȵ�ѡ��ʮ����Ҫ�� Ҫȷ���������¶��ƶ�, ͨ�����ۺϿ��ǺϽ���ͼ�� ����ͼ�� ���ο���ͼ���ٽᾧͼ�ȡ� ���ݺϽ�״̬ͼ����ȷ�������¶ȷ�Χ; ���Ͻ������ͼ������Ϊ�����¶�ѡ�����Ҫ����; ���ο���ͼ���ٽᾧͼ��Ϊ��������Ʒ����֯�����ܵIJο�[12]��
7075�Ͻ��������Ա����¶ȷ�ΧΪ350~470��, ����ڸ��¶ȷ�Χ��������, ���ϵij�������û�����ԵIJ��졣 ���ϵ���ѧ��������������֯���������ġ� ������˵, ���ƺ�7075�Ͻ��ĵ���ѧ������Ҫ�ܺϽ����ȡ� �����ߴ�ֲ��� ����ȡ��ȵ��ۺ�Ӱ�졣 �����¶ȶ�����ܵ�Ӱ��, ��ʵ����ͨ������ʱ�����Ա��λ��ƺͶ�̬�ٽᾧ���������Ұ�ĵ�������֯, ����Ϊ���������������Ҫ�����ء� �������¶ȹ���ʱ, ����ͨ����̬�ٽᾧϸ������, �ִ�����֯�л���ڴ������Ͼ�; ���ٽᾧ�¶����Ͻ�������ʱ, ��ͨ���γ�ϸС���¾�����ʹƽ�������ߴ��½�, ������ۺ���ѧ����; ���������¶ȹ���ʱ, �п��ܷ��������ٽᾧ���¾�������, ʹ���ϵ��ۺ���ѧ�����½��� �����ڽϸ������ٶ�������, �����ڲ����γɾֲ����б��δ�����ʹ���Ƶ���������չ��
7075/SiCp���ϲ��ϰ�ĵ���ѧ���ܳ������Ͻ�����Ա��λ��ƺͶ�̬�ٽᾧ�����й�֮��, ����SiC���������ƹ����еı仯�йء� ���ϲ�������ǿ����������������� ��״�� ��С�� �ر�����ǿ������ķֲ����������Ľ��״���ȶԲ������غɵĴ��ݡ� Ӧ��Ӧ��ֲ��Լ��������� ��ѧ���ܶ����ż�Ϊ��Ҫ�����ú�Ӱ��[6, 13, 14]�� ���, ���Լӹ�������, ��ǿ������ķֲ����������Ľ���������Ӱ��������ǿ�������ܷ��ַ��ӡ� �γ���Ѹ���Ч���Ĺؼ���
���Ƽӹ�������, SiC��������, SiC������ò����ֲ�״̬�ı仯��ȻӰ����ϵ���ѧ���ܡ� �ڱ�ʵ����, �������������ƺ�SiC�����ߴ����Լ�С, ��ò�ۻ��� Բ�ǻ�, �������Ʊ�����������, SiC�����IJ����ȷֲ�������������, ��Щ���ض���������߸��ϲ��ϰ�ĵ���ѧ���ܡ� ����, ��SiC���������ͬʱ, ���û�л���������SiC���������γɵĿ�϶��, ����ڲ������γ��ڲ�ȱ��, ʹ����ǿ���½��� �����¶Ƚϸ�ʱ, ������������Ժ�, �ܹ����SiC���������γɵļ�϶��ȥ, ����SiC���������Ľ��״��, ʹ���ϵ���ѧ�������, ���������¶Ƚ�һ������ʱ, ����Ͻ����ߴ����Գ���, ����ʹ��ĵ���ѧ�����½���
2.5 ���Ƽӹ���7075/SiCp���ϲ�����֯��Ӱ��
2.5.1 SiC�����ķֲ�����
ͼ5��ʾΪ��ֱ�ڰ��淽��ȡ���� ��ͬ����ѹ����ʱSiC�����ķֲ�״̬�� ��ͼ����, �������Ʊ�����������, ��ѹʱ�γɵ���������SiC����������խ, ��SiC�����ܼ�����SiC�������ٲ�֮��IJ�����С, SiC�����ֲ����ھ���, ������������Ľ��治���ԡ�
���ƶԼ�ѹ�����γɵ�SiC�����IJ����ȷֲ�����һ���ĸ������á� ���ű�����������, SiC������״�ֲ�������������, �����Ʋ�������ȫ�ı伷ѹʱ�γɵ�SiC�����������ֲ�״̬��
2.5.2 ���Ʊ��ζ�SiC�����ߴ��Ӱ��
ͼ6��ʾΪ7075/SiCp���ϲ�����SiC����������ò�� ����Ŀǰ��ҵʹ�õ�SiC������Ϊ��е���鷽���Ʊ�, SiC�����������Եļ��, ���ͼ6(a)�����乲�������ϲ�������֯�����������; ����ͼ6(b)���Է���, ������ѹ��, SiC������ò��һ���Ķۻ��� Բ�ǻ�����; ����������������ƺ�, ��SiC���������ɶ��С��SiC����, SiC������ƽ���������Ա�С, ͬʱSiC������ò�Ѿ�����Բ�ǻ�, û����״�� ���״SiC�������ڡ� �ڼ���Ӧ��������, ������������ѡ�
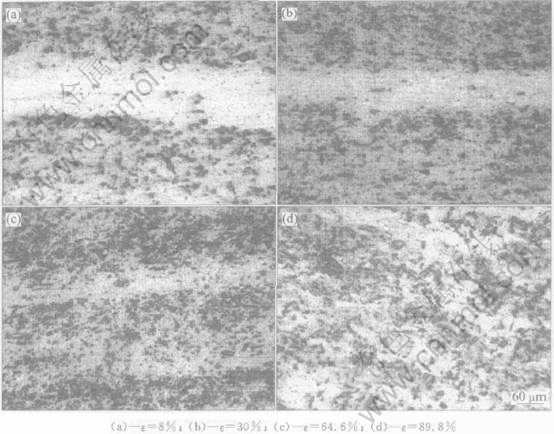
ͼ5 ���γ̶ȶԿ����ֲ���Ӱ��
Fig.5 Effect of deformation levels on SiC particles distribution

ͼ6 7075/SiCp���ϲ�����SiC����������ò
Fig.6 SEM images of SiC particles in 7075/SiCp composite
���ϲ��ϵĸ������Ա�����ͨ����������Ա�����ʵ�ֵġ� SiC�����Ի���ı��������Ե��谭����, ��Щ�����谭���廬�Ƶ�SiC����, �������Ƚϴ������з�������廬�Ʒ���һ�µ�SiC�����ܵ�������β����Ĵ�ֱ��SiC�������᷽������������á� �����Ӧ���㹻��ʱ����SiC�����Ķ���, ͬʱSiC����Ҳ��������������Ӧ������, ���ʵ������Լ��ķ�λ, �����ڻ�����ϵ����Ա��Ρ� ���Գ����ر��Ǹ������Ƴ��ο���ϸ��SiC����, ��С�����������ڲ����ڵĿ�ȱ��, ʹ��ǿ��ֲ�����[9, 15]��
��������¶�ѡ�����, ������������Ժ�, �ܹ�������SiC���������γɵļ�϶��ȥ, ������SiC���������Ľ��״��, ���ʹ���ϲ��ϰ�ĵ���ѧ������ߡ�
3 ����
1) ��ѹ���ο������7075/SiCp���乲�����������Ʊ�������, ƽ���ڼ�ѹ����ȡ�������н������ƿ����Ʊ����������� �����ܵı��塣
2) ���Ʊ��ζԼ�ѹ�������γɵ�SiC��������״�����ȷֲ��������ĸ������á� �������Ʊ�����������, SiC�����ֲ����ھ���; ���Ƽӹ�������, SiC��������, �ߴ����Ա�С, ��ò�жۻ����ơ�
3) 7075/SiCp���ϲ��ϱ���(T6̬)�������ѧ����Ϊ: ��s=536.2MPa, ��b=670.2MPa, ��=4.8%��
REFERENCES
[1] �� ��. ̼���������ǿ�������ϲ��ϵĺ��պ���Ӧ��[J]. ���Ϲ���, 2002, 6: 3-6.
CUI Yan. Aerospace application of silicon carbide particulate reinforced aluminium matrix composites[J].Material Engineering, 2002, 6: 3-6.
[2] Miller W S, Zhuang L, Bottenm J, et al. Recent development in aluminum alloy for the automotive industry[J]. Mater Sci Eng A, 2000, 280(1): 37-49.
[3] Rakand H J, Hiskanen P W. Deformation structures and flow stress in aluniminum containing short whisker[J]. Light Metal Age, 1984(2): 223-226.
[4]Ibrahim I A, Mohamed F A, Lavernia E J, et al. Particulate reinforced metal matrix composites��a review[J]. J of Mater Sci, 1991, 26: 1137-1155.
[5] �� ��, ��ά��, Ҧ�ҿ�, ��. ��������ǿ���������ϲ��ϵı�����Ϊ[J]. ����Ϲ���, 2001, 1: 10-14.
HU Ming, FEI Wei-dong, YAO Zhong-kai, et al. Deformation behavior of discontinuous reinforced metal matrix composite[J]. Space Material Technics, 2001, 1: 10-14.
[6] ������, ������, ������, ��. SiC������ǿ�������ϲ��ϱ������ѧ����[J]. �й���ɫ����ѧ��, 2000, 10(6): 827-831.
HU Dai-zhong, CHEN Li-qing, ZHAO Ming-jiu, et al. Mechanical properties of SiC particulate-reinforced aluminium matrix composite sheets[J]. The Chinese Journal of Nonferrous Metals, 2000, 10(6): 827-831.
[7] ������, Ф����, �� Խ, ��. ̼���������ǿ�������ϲ���(SiCp/2024Al)���ȱ�����Ϊ[J]. �й���ɫ����ѧ��, 2002, 12(S1): 137-140.
ZHAO Ming-jin, XIAO Bo-lu, LIU Yue, et al. Hot deformation behavior of silicon carbon particulate reinforced 2024 aluminium composite[J]. The Chinese Journal of Nonferrous Metals, 2002, 12(S1): 137-140.
[8] ������, ��ع��, �� ��. SiCp��ǿ�������ϰ����ѧ�����뾧��ȡ��ֲ�[J].����ѧ��, 1998, 34(11): 1183-1187.
CHEN LI-qing, L�a Yu-xiong, BI jing. Mechanical properties and crystallite orientation distribution SiCp reinforced aluminium matrix composite sheets[J]. Acta Matall Sin, 1998, 34(11): 1183-1187.
[9] �� ��, �� ��, �д���, ��. SiC������ǿ���Ͻ�����ϲ��϶�����ǿ������[J].���ϲ���ѧ��, 2001, 18(4): 54-57.
GUO Cheng, CHENG Yu, SHANG Chun-yang, et al. Mechanism on fracture and strengthening of aluminium alloy matrix composites reinforced with SiC particles[J]. Acta Materiae Composites Sinica, 2001, 18(4): 54-57.
[10] ����, �� ��, ������, ��. �����ƶ�ʽ���乲������ȡ�������ϲ��ϵļ���[J]. ���ϴ�ѧѧ��, 2002, 29(6): 22-30.
CHEN Zhen-hua, CHEN Ding, KANG Zhi-tao, et al. Preparation technology of aluminium alloy matrix composites by spray co-deposition with moving crucible[J]. Journal of Hunan University, 2002, 29(6): 22-30.
[11] ղ����, �� ��, �� ��, ��. ��������Ͻ���ι����е����ܻ�����������о�[J]. ϡ�н�����Ӳ�ʺϽ�, 2002, 30(4): 42-47.
ZHAN Mei-yan, KUANG Yong, ZHOU Ming, et al. Research on density and deformation mechanism of porous metal and alloy during processing[J]. Rare Metals and Cemented Carbides, 2002, 30(4): 42-47.
[12] ��ף��, �����. �������Ͻ�ӹ��ֲ�[M]. ��ɳ: ���Ϲ�ҵ��ѧ������, 2000. 68-79, 454-457.
WANG Zhu-tang, TIAN Rong-zhang. Handbook of Aluminium Alloy and Machine[M]. Changsha: Central South University of Technology Press, 2000. 68-79, 454-457.
[13] Manoharan M, Lewandowski J J. Effect of reinforcement size and matrix microstructure on the fracture properties of an Al metal matrix composite[J]. Mater Sci and Eng A, 1992, A150: 179-186.
[14] Lee K B, Kwon H. Strength of Al-Zn-Mg-Cu Matrix composite reinforced with SiCp[J]. Metal and Mater Trans A, 2002, 33A(2): 455-465.
[15] Semiatin S L, Seetharaman V. Deformation and microstructure development during hot- pack rolling of a near gamma titanium aluminum alloy[J]. Metall Mater Trans A, 1995, A26(2): 371-381.
������Ŀ: ����ʡ�ܳ��������������Ŀ(02JJYB006)
�ո�����: 2005-01-07; ������: 2005-05-09
�����: �Ÿ�ȫ(1962-), ��, ������.
ͨѶ����: �Ÿ�ȫ, ������; �绰: 0731-8821648; ����: 0731-8821483; E-mail: Zhangfq@hnu.cn
(�༭ ������)

