稀有金属 2012,36(06),889-892
铜基多孔材料的制备及组织与性能研究
周芸 罗晓阳 黄晓慧 左孝青
昆明理工大学材料科学与工程学院
摘 要:
以铜粉和碳酸盐为原料,按比例混料,经过粉末压制、烧结、去除碳酸盐等工艺步骤制备各种孔隙率的铜基多孔材料。分析了铜粉和碳酸盐的粉料配比、铜粉末粒度、压制压力、烧结温度等工艺参数对制备的铜多孔材料孔隙率的影响;借助SEM,EDS研究烧结过程中粉末颗粒的结合及微观组织演变过程,并对制备的铜基多孔材料进行力学性能测试。研究表明:采用该工艺技术可以成功制备出孔隙率为60%~85%的铜基多孔材料,基体中分布着大孔和微孔,大孔孔径在100~300μm之间,微孔孔径在1~5μm之间;通过研究压制压力对孔隙率的影响,发现孔隙率随着压力的增大而减小,压坯中铜粉所占的体积分数越低,压制压力变化对烧结试样孔隙率的影响越大;铜粉尺寸大小对孔隙率也有一定的影响,在其他条件相同的情况下,铜粉粒度越小,烧结越容易进行,烧结后孔隙率越低;孔隙率为65%铜基多孔材料其压缩强度可达40 MPa,孔隙率为85%铜基多孔材料的压缩强度为20 MPa。
关键词:
铜基多孔材料 ;泡沫铜 ;多孔铜 ;孔隙率 ;
中图分类号: TB383.4
作者简介: 周芸(1963-),女,浙江宁波人,博士,教授;研究方向:金属多孔材料(E-mail:zyuncrystal@yahoo.com);
收稿日期: 2011-11-30
基金: 云南省自然科学重点项目(2010CC004); 云南省新材料制备与加工重点实验室开放基金(2DS2010010A)资助;
Manufacture,Structure and Properties of Copper Foams
Abstract:
The raw materials used for manufacturing copper foams were metal and carbonate in powder form.Copper foams were fabricated by mixing metal and carbonate powder,sintering,and removing carbonate processing.The effect of volume fraction of Cu,particle size,pressure,sintering temperature on the porosity of porous samples were analyzed.With SEM and EDS,particles binding and microstructure evolution during sintering were studied,and the mechanical properties of porous samples were measured.The results showed that copper foams with the porosity of 60% ~85% were successfully prepared,large pore size 100~300 μm,tiny pore size 1~5 μm;the porosity of copper foams decreased with the pressure increasing,the lower the volume fraction of Cu,the stronger the effect of pressure on porosity;the effect of particle size on the porosity of copper foams was obvious,the smaller the size of copper particle,the lower porosity of sintering samples.For the copper foam of 65% porosity,the compressive strength could reach up to 40 MPa,for the copper foam of 85% porosity,the compressive strength was 20 MPa.
Keyword:
copper porous material;copper foam;porous copper;porosity;
Received: 2011-11-30
金属多孔材料是近20年来国际上迅速发展起来的一种新型兼具功能和结构双重属性的多功能复合材料。 这种材料除具金属自身的优良特性外, 还具有特殊的结构功能性, 如低密度、 高比刚度、 冲击吸能、 消音降噪、 电磁屏蔽、 散热、 渗透流通以及良好的阻尼特性, 因此广泛应用于航天航空、 汽车、 建筑、 冶金、 新能源、 环保及电化学等行业
[1 ,2 ,3 ,4 ]
。
铜基多孔材料由于其具有优良的导热性能,因此广泛用于电机、 电器及电子元器件的导热散热元件。 同时, 多孔铜的导电性和延展性好, 并且比镍便宜, 将其用于电池作电极的基体材料, 具有一些明显的优点。 又由于铜基多孔材料的结构特性及对人体基本无害的特性,使其成为一种优良的医学过滤材料如血液透析及水净化过滤材料。 铜基多孔材料的许多特性如轻质、 比表面积大、 冲击吸收能力强等是传统的结构材料所无法比拟的,因此对于铜基多孔材料性能的研究有着重要的意义
[5 ,6 ,7 ,8 ]
。
铜基多孔材料的制备方法有很多, 如熔体金属发泡法
[9 ,10 ]
、 化学和物理沉积法
[11 ,12 ]
、 定向凝固法、 粉末烧结法
[13 ,14 ,15 ]
。 各种工艺方法所制备出的多孔铜具有不同的结构和性能特征, 因而可用于不同的领域。 本研究采用造孔剂与金属粉末混合、 压制、 烧结、 去除造孔剂的方法制备多孔铜, 研究了粉料配比、 压制压力、 烧结温度对孔隙率的影响, 并对多孔铜的微观组织结构及压缩性能进行了分析检测。
1 实 验
1.1 材 料
本实验采用的原料为纯铜粉、 纯度>99.9%, 粒度分别为50~75 μm, 30~48 μm和20~38 μm, 造孔剂为碳酸盐(纯度>99.9%, 粒度<100 μm)。 铜粉的粒度没有严格的要求, 但是铜粉粉末颗粒必须是远远小于碳酸盐颗粒的粒度。 造孔剂颗粒的大小和形状最终决定孔的尺寸及形状。
1.2 实验方案
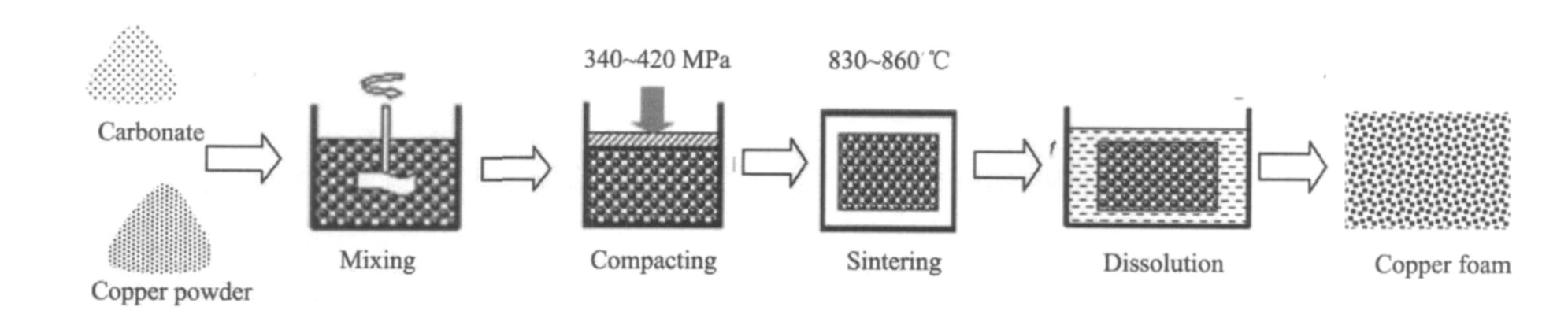
将铜粉和碳酸盐粉末按一定的体积百分比混配, 铜粉占(体积分数)15%~50%。 将粉末放入高效混料机中进行混合, 混合过程中加入少量的乙醇。 将混合均匀的粉末放入模具中压制成 Ф35 mm×20 mm的坯料, 然后放入加热炉在830~860 ℃烧结4~6 h, 待试样冷却后取出放入水中进行水解, 待碳酸盐溶解后进行干燥处理, 多孔铜的具体制备工艺如图1所示。
根据阿基米德原理, 并借助精密天平测量和计算多孔材料的孔隙率, 采用SEM, EDS技术分析样品的显微组织和成分, 采用力学性能实验机对试样进行压缩性能测试, 样品尺寸为20 mm×20 mm×25 mm。
2 结果与讨论
2.1 孔隙率
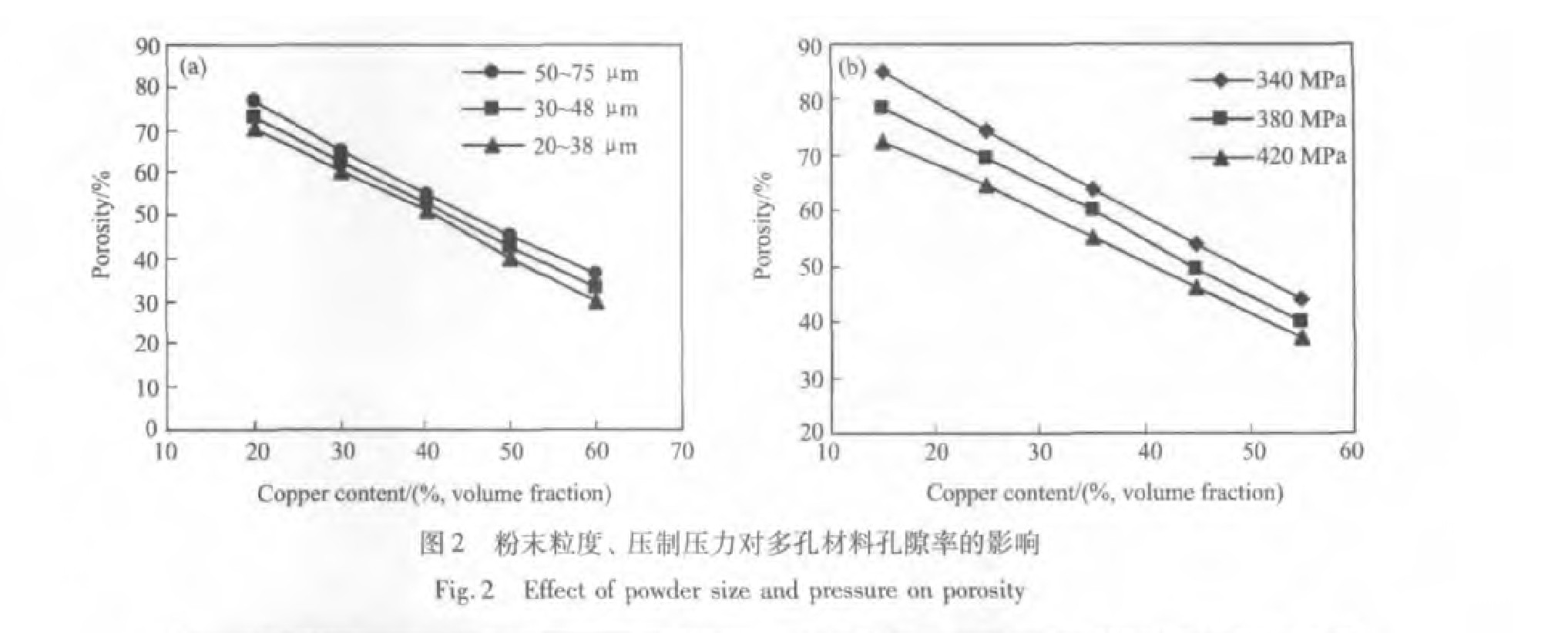
多孔材料的孔隙率随混合料中铜粉所占百分比的变化而变化。 在其他条件相同的情况下, 粉末粒度、 压制压力的变化也会影响所制备材料孔隙率。
图2(a)为粉末粒度对所制备多孔材料孔隙率的影响, 由图可见, 在体积分数相同的条件下, 粉末颗粒愈大, 烧结后所得到的多孔材料孔隙率愈大。 说明在相同的烧结条件下, 原料铜粉颗粒愈细小, 烧结致密化愈容易进行。 图2(b)为压制压力对所制备多孔材料孔隙率的影响, 由图可见, 在体积分数相同的条件下, 压制压力越大, 烧结坯料致密度也越大, 烧结后所得到的多孔材料孔隙率越低。 说明增加压力, 可以提高粉末颗粒的紧密度, 颗粒间的间隙减小, 因而烧结密度提高, 烧结后所得到的多孔材料孔隙率降低。 压力对铜粉体积分数低的试样影响比体积分数高的试样的影响更大。 由此可见, 可以通过调整铜粉加入量、 粉末颗粒尺寸和压制压力获得所需孔隙率的多孔材料。
2.2 显微组织
图3为压制压力为380 MPa, 烧结温度850 ℃, 保温时间5 h的烧结铜多孔材料的SEM图和EDS图谱, 由图可见, 在基体中分布着大量的孔洞, 孔径大约在100~300 μm之间, 这些大孔洞为碳酸盐溶解所产生的孔洞(如图3(a), (b))。 在大孔周围孔壁处还存在许多微孔, 孔径尺寸在1~5 μm之间, 这些微孔是铜粉颗粒烧结结合不够致密所产生的间隙。 图3(e)为图3(d)中区域1的能谱图, 由能谱分析可见孔壁上除了铜元素外, 还有少量的氧元素, 说明尽管烧结是在密闭的环境中进行, 烧结过程中仍然有氧化现象。 图3(f)为图3(d)中区域2的能谱图, 由能谱分析可见孔洞内除了铜元素外, 还有少量的杂质元素, 说明碳酸盐未能完全水解, 仍然还有少量碳酸盐残余在铜基体中。 试样为通孔结构, 是过滤材料的理想选择。
图1 多孔铜的制备工艺过程
Fig.1 Schematic of process for manufacturing porous copper
2.3 力学性能
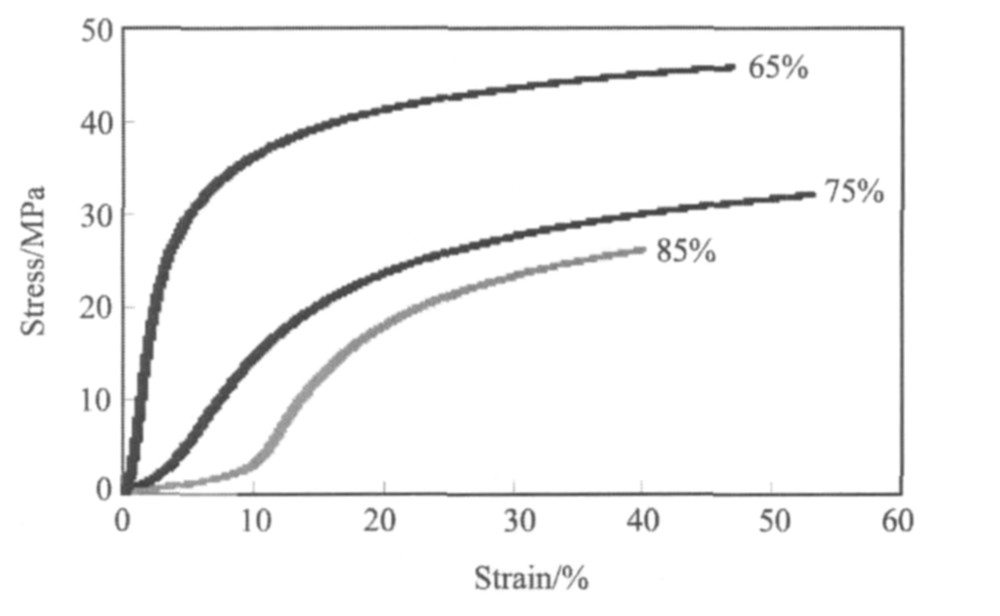
图4为各种不同孔隙率铜基多孔材料的应力应变曲线, 由图可见随着孔隙率的增加压缩强度降低, 孔隙率为65%~85%的铜基多孔材料其压缩强度为40~20 MPa。 孔隙率为65%试样的应力应变曲线表现出明显的弹性和塑性变形阶段。 在弹性变形阶段, 孔主要发生弹性压扁, 当压力撤去的时候孔可以恢复到原始形状; 在塑性变形阶段, 孔完全发生了塑性变形, 孔逐渐被挤压破裂, 试样宏观上明显的被压扁, 应力应变曲线出现平缓上升, 这是多孔材料所表现出来的与实体材料不同的具有良好的吸能特性的原因。
图4 铜多孔材料的压缩应力应变曲线
Fig.4 Stress and strain curve of porous copper
3 结 论
1. 通过粉末压制、 烧结、 去除碳酸盐的方法成功制备出孔隙率为60%~85%的铜基多孔材料。
2. 通过研究压制压力对孔隙率的影响, 发现孔隙率随着压力的增大而减小, 压坯中铜粉所占的体积分数越低, 压制压力变化对的烧结试样孔隙率的影响越大。
3. 铜粉尺寸大小对孔隙率也有一定的影响, 在其他条件相同的情况下, 铜粉粒度越小, 烧结越容易进行, 烧结后孔隙率越低。
4. 孔隙率为65%铜基多孔材料其压缩强度可达40 MPa, 孔隙率为85%铜基多孔材料的压缩强度为20 MPa。
参考文献
[1] Chen W G,Zhang Q.Characteristics application fabricationand development of porous metals[J].Powder Metallurgy Indus-try,2005,15(2):37.(陈文革,张强.泡沫金属的特点、应用、制备与发展[J].粉末冶金工业,2005,15(2):37.)
[2] Gibson L J,Ashby M F.Cellular Solids:Structure and Proper-ties[M].Cambridge:Cambridge University Press,1997.285.
[3] Banhart J.Manufacture,characterization and application of cel-lular metals and metal foams[J].Progress in Materials Science,2001,46:559.
[4] Badiche X,Forest S,Guibert T.Mechanical properties andnonhomogeneous deformation of open-cell nickel foams:applica-tion of the mechanics of cellular solids and of porous materials[J].Materials Science and Engineering A,2000,289(1/2):276.
[5] Li Y,Wang L,Zhang Y,Li T F,Du J.Microstructure andgettering properties of porous Ti-Mo alloy[J].Chinese Journal ofRare Metals,2010,34(4):475.(李妍,王磊,张艳,李腾飞,杜军.多孔Ti-Mo合金的微观结构及吸气性能研究[J].稀有金属,2010,34(4):475.)
[6] Hans-Peter Degischer,Brigitte Kriszt.Handbook of CellularMetals:Production,Processing,Application[M].Weinheim:Wiley-VCH,2002.50.
[7] Gergely V,Clyne T W.The FORMGRIP process:foaming ofreinforced metals by gas release in precursors[J].Adv.Eng.Mater.,2000,2(4):175.
[8] Banhart J.Manufacture,characterization and application of cel-lular metals and metal foams[J].Prog.Mater.Sci.,2001,46:559.
[9] Fang Y C,Wang H,Zhou Y,Kuang C J.Development of por-ous metal materials and applications[J].Chinese Journal of RareMetals,2005,29(5):791.(方玉诚,王浩,周勇,况春江.粉末冶金多孔材料新型制备与应用技术的探讨[J].稀有金属,2005,29(5):791.)
[10] Park J S,Hyun S K,Suzuki S,Nakajima H.Effect of transfer-ence velocity and hydrogen pressure on porosity and pore mor-phology of lotue-type porous copper fabricated by a continuouscasting technique[J].Acta Materialia,2007,55(16):5646.
[11] Luo Y H.Preparation of copper foam[J].Nonferrous Metals,2002,54(4):17.(罗远辉.泡沫铜制备工艺研究[J].有色金属,2002,54(4):17.)
[12] Xie S,Evans J R G.High porosity copper foam[J].Journal ofMaterials Science,2004,39:5877
[13] El-Hadek M A,Kaytbay S.Mechanical and physical character-ization of copper foam[J].Int.J.Mech.Mater.Des.,2008,4:63.
[14] Zhang Q L,Yang Z M,Ding B J.Copper foam preparation byelectrodeposition[J].Nonferrous Metals,2009,61(1):30.(张秋利,杨志懋,丁秉钧.电沉积法制备泡沫金属铜[J].有色金属,2009,61(1):30.)
[15] Zhao Y Y,Sun D X.A novel sintering-dissolution process formanufacturing Al foams[J].Scripta Materialia,2001,44:105.
[16] Zhao Y Y,Fung T,Zhang L P,Zhang F L.Lost carbonate sin-tering process for manufacturing metal foams[J].Scripta Materi-alia,2005,52:295.