稀有金属 2005,(05),785-790 DOI:10.13373/j.cnki.cjrm.2005.05.041
球形微细金属粉末超声雾化技术的最新研究进展
徐骏 石力开
北京有色金属研究总院复合材料中心,北京有色金属研究总院复合材料中心,北京有色金属研究总院复合材料中心 北京100088 ,北京100088 ,北京100088
摘 要:
处于制粉技术前沿的超声振动雾化技术以其在粉体质量、形貌与粒度分布等方面的独特优势而逐渐成为高品质、高性能金属与合金粉末的重要制备手段。概述了超声雾化制备球性微细金属粉末的技术特点, 阐述了金属超声雾化技术的原理与相关机制, 总结了近年来超声雾化在机制、粒度控制和工艺改进等方面的研究进展, 同时介绍了国内外新近发展起来的复合型高效超声雾化技术和最新研究热点, 以及针对实现窄粒度分布、扩大雾化金属种类方面所采取的相应对策。
关键词:
球形微粉 ;超声雾化 ;功率超声 ;制粉技术 ;
中图分类号: TF124;
收稿日期: 2005-06-10
基金: 国家863计划资助项目 (2003AA331140);
Latest Progress in Research on Technology of Ultrasonic Oscillate Atomization for Producing Spherical Metal Powder
Abstract:
Ultrasonic atomization has become an important method of advanced metallic powder manufacturing for its best powder quality.The process characteristics, basic principle and mechanism of ultrasonic atomization technology for the production of spherical metal powder were summarized in briefly, then the design principle, materials selection and acoustic impedance matching inquiring of power ultrasonic atomizer were discussed.Besides above mentioned, several novel ultrasonic atomization equipments and research topics arousing people′s interests around world were introduced comprehensively.In the meantime, the ways to reduce the range of particle size distribution and extend applicable field of ultrasonic atomization were presented.
Keyword:
spherical;fine metal powder;ultrasonic atomization;power ultrasonics;powder manufacturing technology;
Received: 2005-06-10
微细金属粉末作为一类重要的工业原料, 在电子、 信息、 冶金、 能源、 宇航等领域的应用日益扩大。 随着金属注射成形、 热喷涂、 金属快速成形、 电子表面贴装等技术的发展, 对微细粉体材料的粒度、 纯净度、 形貌等方面的性能要求逐渐提高, 进而推动粉末制备技术朝着窄粒度、 低氧含量、 高效率、 低成本的方向发展。 虽然传统微细粉末的制备方法如高能破碎、 水雾化、 气雾化和离心雾化等技术已经进入大规模的工业生产阶段, 但由工艺方法决定的粉体特性诸如颗粒尺寸、 粒度分布、 粉末几何形状等方面却难以满足某些领域对高性能金属粉末的使用要求。 为适应这种新形势的需要, 人们在发展和完善传统金属粉末制备技术的同时, 也在不断开发新的金属粉末雾化技术。 超声雾化技术在工业领域已有广泛的应用, 如常见的空气加湿器、 喷油燃烧器等就是利用超声能量将水、 重油等液体介质破碎成微小液滴
[1 ]
。 20世纪60年代末, 瑞典的Kohlswa等
[2 ,3 ]
率先开展了超声雾化制取金属粉末的尝试, 他们利用带有Hartmann哨的Laval喷嘴产生的20~100 kHz脉冲超声气流冲击金属液流, 成功制备了铝合金、 铜合金等材料, 这就是后来被称为超声气雾化的金属粉末制备技术, 超声气雾化即是利用超声振动能量和气流冲击动能使液流破碎, 制粉效率显著提高, 但仍需要消耗大量惰性气体。 20世纪80年代初, Ruthardt等
[4 ]
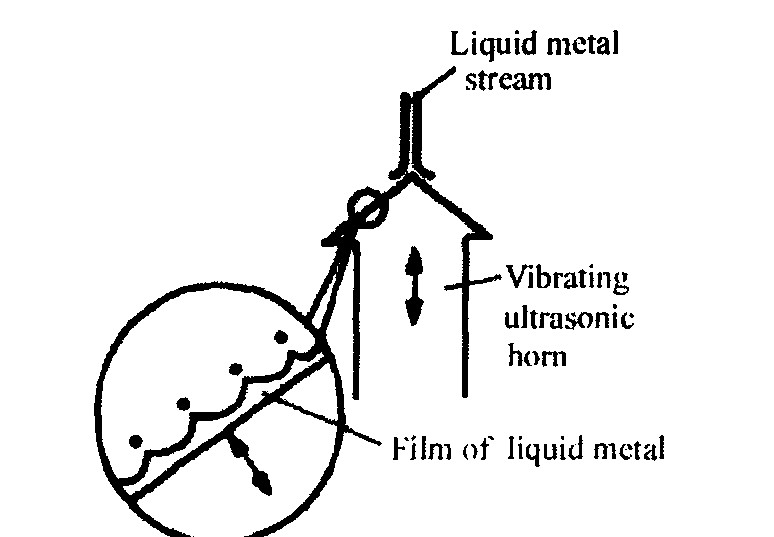
提出单纯利用高频超声振动直接雾化液态金属的设想。 随着压电陶瓷材料、 换能器制作技术、 超声功率电源及其信号跟踪技术的发展, 金属超声振动雾化技术相继在中、 低熔点金属粉末制备领域得到应用 (图1)
[5 ,6 ,7 ,8 ]
。
近年来功率超声技术的快速发展和各种新金属粉末材料的涌现推动着金属超声雾化技术不断更新换代, 从最初仅适用于制备低熔点金属发展到目前已尝试用于不同熔点的金属与合金粉末的制备, 超声雾化技术在工艺装置和关键技术方面发生了深刻的变革。 与传统雾化技术相融合也是超声雾化技术发展的一个显著趋势, 目前已出现了多种复合高效雾化制粉技术, 相关的金属超声雾化机制和超声雾化关键技术研究也引起了国内外广泛关注
[9 ,10 ,11 ,12 ,13 ]
。
1 金属熔体超声雾化的基本原理
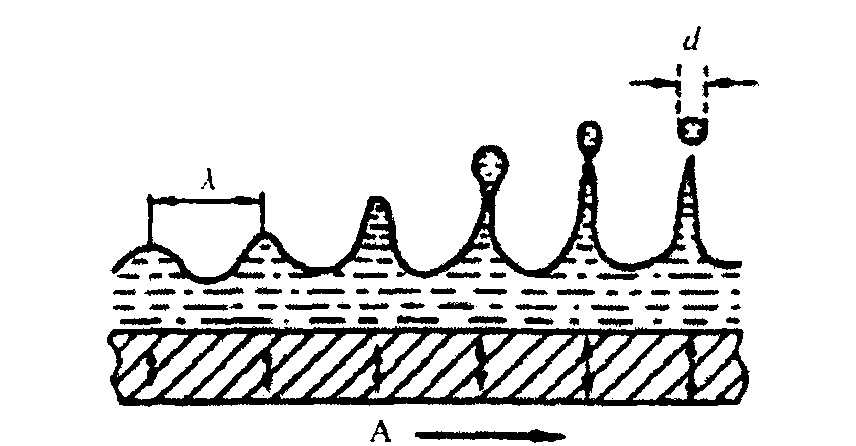
金属超声雾化的基本原理是利用功率源发生器将工频交流电转变为高频电磁振荡提供给超声换能器, 换能器借助于压电晶体的伸缩效应将高频电磁振荡转化为微弱的机械振动, 超声聚能器再将机械振动的质点位移或速度放大并传至超声工具头。 当金属熔体从导液管流至超声工具头表面上时, 在超声振动作用下铺展成液膜, 当振动面的振幅达到一定值时, 薄液层在超声振动的作用下被击碎, 激起的液滴即从振动面上飞出形成雾滴 (图2, 3) 。 对于超声雾化的机制描述一直沿用Kelvin提出的表面张力波理论, Rayleigh通过计算和试验总结出雾滴直径 (D ) 与超声振动频率 (f ) 、 液体的物化特性 (ρ , σ ) 之间的关系、 表述为如下公式 (其中λ 为表面张力波波长)
D =0.34λ 计算, 其中
λ = 0 . 3 4 ( 8 π σ ρ f 2 ) 1 / 3 ? ? ? ( 1 )
按照上述规律, 超声雾化制备的粉末粒度应该均匀一致。 但实践中人们发现超声雾化得到颗粒尺寸与公式 (1) 计算的结果存在很大的偏差, 粒度在一个较宽范围内呈正态规律分布。 Yukio等对这一现象进行了深入分析, 认为Rayleigh粒度预测模型仅考虑了超声频率、 液体的密度和表面张力3个参量, 而忽视了振幅或振速对液滴尺寸的影响。 在考虑振幅ξ m 影响的前提下, Yukio等对Rayleigh粒度预测模型进行了修正:
图1 超声雾化制备的金属粉末形貌
Fig.1 Morphology of metal powder produced by ultrasonic atomization
图2 超声振动雾化示意图
Fig.2 Schematic diagram of ultrasonic oscillate atomization
图3 张力波振动液滴形成示意图
Fig.3 Cappilary-wave atomization
D = √ 3 2 ? σ π 2 f ρ ζ m ? ? ? ( 2 )
在Rayleigh和Yukio等的研究基础上, Peskin和Raco系统地归纳了超声雾化过程中振动表面液膜厚度h 和振幅ξ m 与液滴直径D 的关系, 得出下面的公式:
D π ζ m = [ ( 2 σ ρ ω 2 ζ 3 m ) 2 t h ( π ζ m D ) ( h ζ m ) ] 1 / 3 ? ? ? ( 3 )
上述超声雾化液滴尺寸预测模型均是基于表面张力波理论, 但在实际雾化过程中, 当超声强度超过液体的空化域值时往往会在振动表面液体介质中产生强烈的空化作用, 空化效应造成的大量气泡在振动过程中不断生长和溃灭, 对周期性表面张力波规律造成非周期性的扰动, 如果考虑空化效应, 雾化机制将比较复杂。 目前关于超声雾化机制的解释仍存在两种不同的观点, 折中的观点认为超声空化与张力波效应共同发挥作用, 亦所谓的“Conjunction theory”
[6 ]
。 该理论认为超声振动雾化以张力波激发形成的液滴为主, 而声空化作为一种随机现象, 构成对周期性表面张力波的干扰, 随机产生不同粒度的液滴。
2 超声雾化器的结构与设计
超声雾化器是金属超声雾化设备的核心部件, 类似于气雾化技术的喷嘴和离心雾化的转盘, 其设计和制作的好坏直接影响到雾化粉末的颗粒大小和粒度分布范围。 超声雾化器由超声换能器、 变幅杆、 工具头、 信号发生器、 冷却系统组成 (图4) , 超声雾化振动系统中通常采用夹心式压电陶瓷换能器, 该类换能器由中央压电陶瓷片、 前后金属盖板、 预应力螺栓、 金属电极片以及绝缘套管组成。 金属超声雾化不仅需要较高的功率, 而且需要较高的声强或振动幅度。 通常换能器前盖辐射面的振动幅度很小, 必须采用在换能器的端面连接超声变幅杆 (又称聚能器) , 将机械振动振幅放大。 变幅杆和工具头还可作为机械阻抗变换器, 在换能器和声负载之间进行阻抗匹配, 同时起到阻止热量向换能器方向传导的作用。
图4 金属超声雾化器结构示意图
Fig.4 Schematic diagram of ultrasonic atomizer
1-工具头; 2-变幅杆; 3-换能器前盖; 4-压电陶瓷堆; 5-换能器后盖; 6-预应力螺栓; 7-冷却装置; 8-电极引线; 9-信号发生器
作为超声雾化器的关键组件, 压电换能器结构设计上追求最大的功率重量比 (换能器功率极限) 。 换能器的功率极限取决于换能器所能施加的允许电场大小以及所能承受的温度及机械应变的大小, 即电极限、 热极限和机械极限, 上述性能均与压电陶瓷材料的种类密切相关。 压电陶瓷晶片是实现大功率和高效率能量转换的核心元件, 应选择机械及介电损耗较低而压电常数和机电转换系数较高的材料, 超声雾化器处于大功率、 连续波、 长时间连续工作, 使用条件比较苛刻, 一般选用发射型PZT-8陶瓷晶片。 压电陶瓷晶片的数目和晶堆体积视换能器的功率和压电陶瓷材料的功率容量而定。 为保证良好的厚度方向振动特性, 压电陶瓷的直径应小于对应换能器谐振频率在陶瓷材料中声波波长的1/4, 以避免换能器的谐振频率与压电陶瓷的径向或其他振动模式相互耦合。
超声波发生器将工频电能转变成超声频电能并完成向超声换能器的输送, 为了有效的实现电声转换, 功率超声电源与超声换能器之间必须满足电学匹配关系, 超声雾化器能否高效而安全地工作, 在很大程度上取决于压电换能器与超声电源之间的匹配设计。 超声雾化过程中换能器是工作在负载变动的场合, 虽然液态钎料的馈送流量相对保持恒定, 但液态钎料使得换能器 (以及与之配合使用的变幅杆、 工具头) 处在温度较高的工作环境, 同时换能器本身的参数也会因发热、 老化、 侵蚀、 疲劳等原因而发生变化, 上述因素都会改变换能器的谐振频率, 如果发生器的工作频率不随之而变化, 换能器将工作在失谐状态而使效率降低, 甚至停振。 因此需要采取措施使发生器的振荡频率随着换能器的谐振频率作相应的变化, 通过频率自动跟踪保证换能器始终工作在谐振状态。
3 金属超声雾化装置及其关键技术
金属超声雾化制备装置一般由熔炼炉、 雾化罐、 超声雾化器、 粉末收集罐、 真空充气系统、 馈液系统、 控制系统构成 (图5) , 在雾化室中部安装有超声振动系统, 由大功率压电换能器、 变幅杆、 工具头、 陶瓷堆气体冷却罩组成, 超声波发生器信号从雾化室外部引入, 雾化室底部设置有粉末收集罐, 通过改变流嘴孔径和调节熔化炉与雾化室之间压差控制雾化金属流量, 正常雾化所需的功率输出是通过调节电流值使振幅达到雾化所需要的最佳临界状态。
超声变幅杆选用声阻抗率小、 抗机械疲劳性能优良、 易于加工的合金材料, 长度选择为λ /2与λ /4的整数倍, λ 为对应频率声波在该材料传播的纵波波长。 为利于振动表面均匀薄液膜的形成, 工具头的顶端设计成利于熔体铺展的形状。 通过熔体温度和流量控制可以实现雾化状态稳定、 同时赋予粉末颗粒以低污染、 球形度好和粒度分布较窄的优点。
金属超声雾化技术涉及应用声学、 材料、 冶金、 物理、 电子、 自动控制等学科, 是真正意义上的多学科融合而发展起来的新技术。 超声雾化技术的可控需要解决的关键技术包括高性能超声雾化器的结构设计、 金属熔体与超声波相互作用的理论机制和实验规律的获取和关键部件材料的选择。 具体说来主要研究内容包括建立功率超声场 (超声频率、 功率、 振幅) 与金属粉末特性 (形貌、 颗粒平均直径、 粒度分布等) 之间的关系, 熔体性质、 质量流量、 围压、 介质种类等因素对粉体特性的影响规律。 相关的技术研究还包括精确的金属熔体输送与流量控制装置的开发、 超声换能器强制冷却系统的优化设计和自动检测与自制控制系统的功能完善等。 因此, 如何通过数值模拟和物理模拟方法对超声雾化过程进行研究, 揭示超声雾化的内在机制, 是推进超声雾化制粉技术发展的关键。
超声雾化器的材料在温升条件下连续工作时, 既要具有较高的拉伸强度以及抗疲劳强度, 又要保持良好的声学性能, 特别是超声工具头与金属熔体相接触时空化腐蚀很严重, 这些使用条件对关键部件材料的选取提出了苛刻的要求。 超声信号发生器的频率自动跟踪能力对于提高功率源的功率输出, 提高换能器的能量转换效率, 发挥振动系统功效至关重要。 近年来通过采取频率锁相控制技术和差动变量器桥式电路跟踪技术在改善超声波发生器频率跟踪方面取得了明显的效果, 推动了超声雾化技术水平的提高。 目前已有用微机控制的超声波发生器, 它们能在调谐不当、 功率过高或换能器有故障与失灵时, 微机能自调停止超声波的输出。
4 超声雾化技术的新近发展
4.1 超声振动雾化-超声气雾化双重超声雾化技术
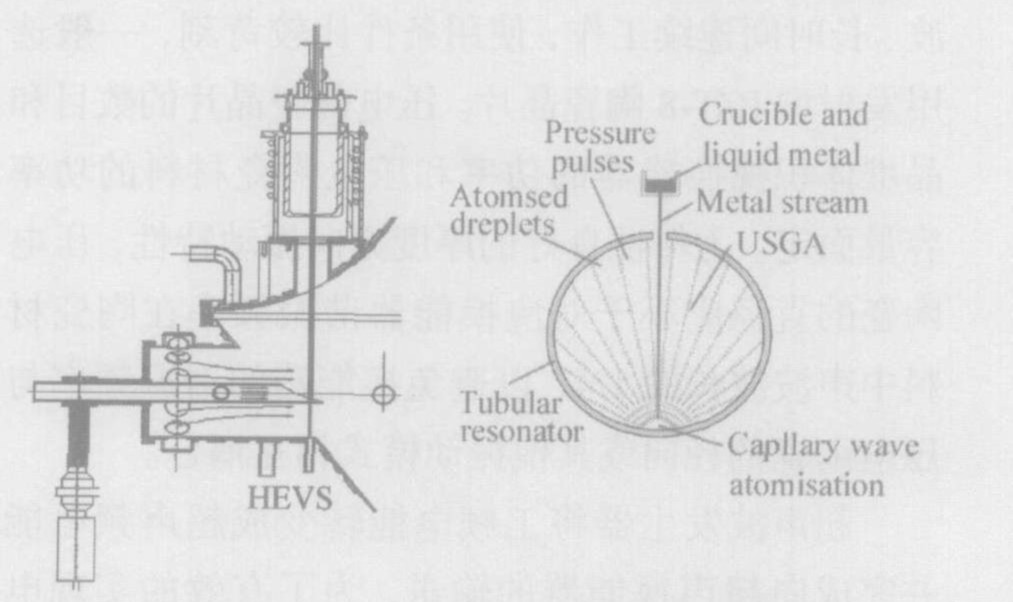
为了进一步提高粉末产率, 细化粉末粒度分布范围, 瑞士Active Ultrasonics公司研究人员在超声振动雾化基础上成功开发出一种新型振子系统双重超声雾化技术 (图6) , 可工业化生产微细和超微纳米结构金属粉末。 新型雾化装置将两种超声雾化方法 (超声气体雾化与超声振动雾化) 有机结合起来, 克服了它们各自的局限性。 新装置分两步击碎熔态金属, 从而解决了熔体流量不能过大的问题。 熔态金属流首先导向由超声频率激发的管状共振器的内壁, 熔态金属润湿这种振动基体, 通过振动张力波雾化被击碎。 同时, 在进入同一管中的惰性气体中产生非稳态冲击波, 这种压力脉冲进一步击碎张力波雾化的熔滴, 从而使最终获得的粉末颗粒度细小均匀, 大大提高了雾化效率, 尤其适合于制备粒度在20 μm以下的微细粉末。 它的优势之一是开发出了“锤”型超声振子, 比传统的两金属块“三明治”振子提高了频率、 振幅与相位调制。 只要选取适宜的超声参数, 对于大多数液态金属都可进行高流速张力波雾化。 它的另一大优势是采用了难熔合金管振子, 一直到2000 ℃都能保持良好的声学特性, 满足润湿要求, 保持对熔态金属的耐蚀力。 双重超声雾化器在结构上突破了常规超声张力波雾化器振子系统的结构模式, 超声雾化器换能器上置, 变幅杆与管状共振器采取独特的“T”型对接方式, 使得辐射面声强显著增加, 减小了液滴粒度, 超声脉冲气流可以进一步破碎雾化的液滴, 从而得到更加细小的粉末颗粒, 在减小粉末粒度和粒度分布区间的同时雾化效率得以显著提高。 但是, 新型振子双重超声雾化技术目前仍处于封锁阶段, 有关其设备组成及关键部件结构设计等具体内容尚未见公开报道, 特别是振子系统的材料选择和结构设计是开发该技术的难点、 而超声气雾化喷嘴与管状辐射器的在空间上的布置和组装方式也是成功开发该技术的关键。
图5 金属超声雾化装置示意
Fig.5 Schematic diagram of ultrasonic atomization device
图1-熔炼室; 2-熔炼炉; 3-中间包; 4-导流嘴; 5-雾化罐; 6-变幅杆; 7-冷却罩; 8-超声发生器; 9-支架; 10-惰性气体充入管道; 11-粉末收集罐; 12-真空泵; 13-真空管道
图6 双重超声雾化的装置简图及管形传振器示意图
Fig.6 Schematic diagram of double ultrasonic atomization device and tubular oscillator
4.2 离心-超声雾化技术
根据张力波理论, 液膜铺展厚度显著影响粉末颗粒尺寸, 为促进金属熔体在振动面的铺展, 研究人员采取了许多措施改汕金属馈液方式, 其中德国Ladghh等开发出了一种离心流嘴, 并将其用于金属超声雾化。 熔体以一定流量流经流嘴时, 通过涡流离心腔的导流作用, 使流出的金属液体形成空心锥结构, 其螺旋形的流动轨迹加快了金属液体在振动面上的铺展, 促进了液体沿周向的铺展和薄液膜的形成, 提高了金属液体在整个振动面铺展的均匀性, 同时采用高频、 大功率压电换能器, 可以显著减小雾化金属粉末的粒度, 大大提高金属粉末雾化的产率与出粉率。
4.3 非接触式驻波超声雾化 [14]
针对高熔点、 高活性金属粉末易氧化、 污染的特点, 德国Lierke等
[5 ]
发展了一种非接触式超声雾化, 即超声抓波雾化, 最突出的优点是可以将动能聚焦到一个很小的体积内, 大大提高了能量密度, 因而可进行高效雾化, 制备窄粒度分布的球形微细粉末, 在制备窄粒度分布的微细金属粉末尤其是10 μm的粉末方面具有明显优势, 并且液流与雾化器不接触, 具有节能、 低耗和纯净的优点。 对于制备平均直径在10 μm的锡粉, 每公斤约耗电仅0.5 kW・h (不含熔炼) 。 超声驻波雾化起源于早期的声悬浮实验, 利用一个换能器和一个反射壁产生超声驻波场, 通过驻波声场中的高密度声能将液流雾化成细小液滴。 随着大功率超声换能器的发展, 并且将被动的反射壁换成另一个主动的超声换能器, 大大提高了雾化效率。 进一步的发展是提高雾化腔室的压力和增大换能器的振幅, 可获得更细的颗粒。 但是, 超声驻波雾化的生产率低, 只有5 kg・h-1 左右; 为了获得微细金属粉末, 需要1 MPa左右的围压以及50 μm以上的振幅, 这使得生产过程中金属熔体的供应变得复杂, 而且大的振幅也加剧了换能器的损坏, 因此超声驻波雾化尚处于实验室研究阶段。
图7 超声驻波雾化装置设计示意图
Fig.7 Proposal for USWA plant design
(1) 坩埚; (2) 工具头; (3) 喷射锥; (4) 集粉器; (5) 雾化罐; (6) 气泵; (7) 旋振筛; (8) 过滤装置; (9) 空压机
4.4 金属超声雾化的理论与应用研究
尽管从20世纪20年代开始, 人们对超声雾化技术就有了了解和认识, 但由于液滴的形成和雾化非常复杂, 不仅在层状液体表面存在张力波效应, 而且在液体与振动表面还产生强烈的超声空化效应, 而二者的综合作用使超声雾化液滴尺寸无法简单用线性理论来预测和解释, 因此到目前为止, 对超声雾化仍没有一个公认的理论模型。 近年来随着计算机模拟和超高速摄影等研究手段的不断完善, 对高频、 高速状态下的动态规律研究再次引起人们的关注, 国外关于金属超声雾化理论与应用的研究一直在持续, 俄罗斯、 英国、 瑞士、 印度等国家在金属超声雾化方面处于领先水平。 国内关于超声雾化技术的研究起步相对较晚, 20世纪90年代初, 西北有色金属研究院与陕西师范大学声学研究所合作, 研制出恒载超声雾化制取超细金属粉末装置, 利用此装置制备出粒度为5~450 μm的钛合金粉末
[7 ]
。 北京有色金属研究总院1997年开始从国外发表的文章、 专利中消化、 吸收超声雾化制备技术, 成功开发出适用于金属超声雾化用大功率换能器, 并采用锁相技术设计制作出跟踪性能良好的功率源超声发生器, 并于2000年研制出国内第一台功能较为完备的超声雾化试验装置
[8 ]
。
5 结 语
经过近几年的努力, 国内在大功率高频超声雾化器结构设计、 金属熔体输送、 馈给方式与流量控制以及超声雾化室的形状结构等核心技术研究方面积累了一定的经验。 但是与发达国家相比存在很大差距, 尤其在金属超声雾化机制研究方面国内至今还没有公开的研究报道, 基础研究的相对滞后使得应用技术本身的发展受到制约, 这在一定程度上也削弱了超声雾化的技术优势。
从国际范围来看金属超声雾化技术还是一项处于发展中的球形微粉制备技术, 其雾化理论和雾化工艺还在探索过程中, 关键技术仍处于严格保密状态。 目前超声雾化技术还仅在中、 低熔点金属的微粉制备上获得应用。 随着金属粉末种类和需求量的快速增加, 其适用领域还将进一步拓宽, 这为我们在金属超声雾化技术迎头赶上世界领先水平提供了机遇和挑战。 在开展功率超声雾化的应用研究的同时, 重视超声雾化机制和液滴形成控制因素的研究、 摸清熔体物理性质、 超声振动参数以及雾化工艺参数之间的规律, 通过工艺优化提高粉末粒度控制水平。
参考文献
[1] Hansen B W.High-speed photographic studies of droplet formationat 20 kHz ultrasonic atomization of oil[J].Ultrasonics, 1970, 8 (2) :97.
[2] Mir J M.Cavitation-induced capillary waves in ultrasonic atomiza-tion[J].J.Acoust.Soc.Am., 1980, 67 (1) :201.
[3] Fogler H S, Timmerhaus K D.Ultrasonic atomization study[J].J.Acoust.Soc.Am., 1966, 39 (1) :515.
[4] Pohlman R, Heisler K, Cichos M.Powdering aluminium and alu-minium alloys by ultrasound[J].Ultrasonics, 1974, 12 (1) :11.
[5] Lierke E G, Ruthardt R.A new ultrasonic atomization techniquefor the production of metal powder[A].Modern Developments inPowder Metallurgy, Metal Powder Industries Federation[C].Prince-ton, NJ., 1980, 12:105.
[6] Bouguslavskii Y Y, Eknadiosyants O K.Physical mechanism of theacoustic atomization of a liquid[J].Soviet Phys.Acoust., 1969, 15 (14) :1122.
[7] 任金莲, 刘纯荣, 吴胜举, 等.恒载超声雾化制取金属粉末的改进方法[J].应用声学, 1997, 16 (6) :34.
[8] 张曙光, 杨必成, 杨博, 等.新型超声雾化技术制备球形金属粉末[J].金属学报, 2002, 38 (8) :888.
[9] Sindayihebura D, Bolle L, Cornet A, et al.Theoretical and exper-imental study of transducers aimed at low-frequency ultrasonic atom-ization of liquids[J].J.Acoust.Soc.Am., 1998, 103 (3) :1442.
[10] Donn D Lobdell.Particle size-amplitude relations for the ultrasonicatomizer[J].Journal of Acoustical Society of America, 1968, 43 (2) :229.
[11] Dunkley J J, Yule A J.Atomization of melts for powder productionand spray deposition[A].Oxford Series on Advanced Manufactur-ing, Oxford, 1994.164.
[12] Rajan R, Pandit A B.Correlations to predict droplet size in ultra-sonic atomisation[J].Ultrasonics, 2001, 39:235.
[13] Lorenzo P.New teohnology for the design of advanced ultrasonictransducers for high-power applications[J].Ultrasonics, 2003, 41:261.
[14] Klaus B K, Andersen O, Hansmann S, et al.Production of finepowders by ultrasonic standing wave atomization[J].Powder Tech-nology, 1996, 86:77.