文章编号:1004-0609(2013)S1-s0358-06
斜轧穿孔制备Ti80大口径无缝管材
苏航标,杨英丽,吴金平,罗媛媛,宋飞飞,周 伟
(西北有色金属研究院,西安 710016)
摘 要:采用直径为280 mm的 Ti80 R态棒材为坯料,通过讨论不同的穿孔温度、总压缩变形率和顶头等参数,分析穿孔管坯表面质量、尺寸以及不同热处理状态下的组织和性能,研究Ti80大口径无缝管材斜轧穿孔的可行性。结果表明:Ti80材料在穿孔温度为1 020~1 150 °C、斜轧穿孔压下变形率为12%~17%的情况下,采用合理的穿孔参数可以制备大规格管材。将Ti80管材在相变点之上进行穿孔,并通过(960 °C, 30 min, WC)+(600 °C, 4 h, AC)热处理,获得较为理想的综合力学性能。
关键词:Ti80合金;斜轧穿孔;微观组织;热处理
中图分类号:TG 146.4 文献标志码:A
Large-diameter seamless tube of Ti80 alloy fabricated by roll piercing
SU Hang-biao, YANG Ying-li, WU Jin-ping, LUO Yuan-yuan, SONG Fei-fei, ZHOU Wei
(Northwest Institute for Nonferrous Metal Research, Xi’an 710016, China)
Abstract: The feasibility of roll piercing for fabricating large-diameter tube of Ti80 alloy was introduced with bar diameter of 280 mm. Perforation parameters such as temperature, total compression deformation rate and appearance quality were considered. Size, microstructure and properties of different heat treatment conditions were investigated. The results show that the way that the large-diameter tube of Ti80 alloy are fabricated by roll piercing is feasible within the temperature range of 1 020-1 150 °C, the deformation rate of punch presses should be 12%~17%. Ti80 alloy tube under the heat treatment regime of (960 °C, 30 min, WC)+(600 °C, 4 h, AC) can obtain good comprehensive mechanical properties.
Key words: Ti80 alloy; roll piercing; microstructure; heat treatment
俄罗斯、美国等国家在舰船管系中均采用钛合金,目前俄罗斯采用轧制技术可生产直径为133~325 mm的Ti-3Al-2.5V钛合金无缝管材,美国采用挤压技术生产的管材规格更大。限于设备能力,国内目前还无法采用挤压技术生产直径大于200 mm的钛合金管材。
Ti80合金名义成分为Ti-6Al-3Nb-2Zr-1Mo,是我国自行研制的875 MPa级耐腐蚀可焊接的近α型钛合金,其强度高、耐蚀性好且可焊接性良好,综合性能优于TC4合金,具有优异的冲击韧性、断裂韧性和耐腐蚀性能等。此合金目前以板材、棒材、锻件和小型材等形式广泛应用于舰船和水中兵器的受力构件、螺栓、轴以及耐腐蚀壳体等[1-7]。由于该合金强度高,塑性较差,管材加工存在很大的困难,因此,目前仅能通过挤压和穿孔的方法制备直径小于150 mm的管材,而直径大于150 mm的无缝管材还未有相关报道。大口径Ti80合金无缝管材在舰船通海系统、低压吹除总管和集管等管系中具有广阔的应用前景[8]。本文作者讨论穿孔温度、总压缩变形率、顶头,穿孔管坯表面形貌、尺寸以及不同热处理状态下组织及性能,探索Ti80大口径无缝管材斜轧穿孔的可行性。
1 实验
本研究中涉及的压缩率δ是指棒材在穿孔变形过程中的总压缩率,可表示如下:

式中:D0为棒坯直径,mm;D2为棒坯在压缩带中的直径,mm。
1.1 实验条件及方案
通过β相区开坯,两相区终锻,并经过900 °C, 60 min, AC热处理获得直径为280 mm的棒坯。在对棒材加热前预制定心孔,然后在表面涂覆抗氧化涂层,采用的加热炉为R5斜底煤气加热炉,加热温度为1 020~1 150 °C,保温时间为5 h,穿孔设备为TZC200。
棒坯一火次由d 280 mm×1 500 mm穿孔为d 310 mm×26 mm管坯,变形量ε为62%,延伸系数λ为2.5。
考虑到穿孔温度在相变点之上,选择(1 050 °C, 30 min, WC)、(1 050 °C, 30 min, AC)、(1 050 °C, 30 min, WC)+(750 °C, 3 h, AC)、(960 °C, 30 min, WC)、 (960 °C, 30 min, WC)+(600 °C, 4 h, AC)、(960 °C, 30 min, WC)+(720 °C, 4 h, AC)等六种热处理工艺。
将穿孔后制备的管坯以及经过不同热处理后的管坯加工成标准拉伸试样,在Instron5982试验机上测试样品的室温力学性能,利用OLYMPUS PMG3型光学显微镜观察管坯不同状态下的组织。
1.2 棒坯性能及组织形态
实验采用的棒坯直径为280 mm,组织为典型的等轴组织,β相变点为1 010~1 015 °C,其主要化学成分为(质量分数)6.15%Al,1.01% Mo,2.92%Nb,2.07%Zr,0.005%N,0.09%O, H<0.001%,余量为Ti。其力学性能如表1所列,金相组织如图1所示。
1.3 穿孔参数选择
1.3.1 穿孔温度
近α型钛合金是一种滑移系统少,对称性差的密排六方(hcp)结构金属,普遍存在织构。在3种金属晶体结构中,金属塑性变形容易程度按密排六方、体心立方(BCC)、面心立方(FCC)的顺序逐渐增大[9],也就是说Ti80合金较难成形,因此在穿孔时需要对棒材及顶头进行充分加热。管坯不加热或者加热不当则无法正常实现斜轧穿孔过程,因为这样无法避免斜轧穿孔时管坯中心在顶头前预先形成孔腔,且无法建立斜轧穿孔时为实现管坯咬入所需的变形区内轴向力的平衡条件[10]。穿孔时温度有所升高,所以棒坯加热温度并不能过高,否则在穿孔、斜轧穿孔时,接近过热温度的管坯就会破裂。此外,加热温度还要考虑坯料的尺寸和规格,坯料尺寸较大时,因咬入困难和终轧温度低,收需要提高加热温度的下限值。结合设备能力及Ti80高温力学性能(1 000 °C, Rm=10 MPa, Rp0.2=6.2 MPa, A=135.5%, Z=98.5%),选择穿孔温度1 020~1 150 °C,以保证变形区内轴向力的平衡。
表1 穿孔棒坯室温力学性能
Table 1 Room-temperature mechanical properties of bar blank by roll piercing


图1 穿孔棒坯微观组织
Fig. 1 Optical microstructure of bar blank by roll piercing
1.3.2 总压缩变形率
对于穿孔来说,总压缩变形率增大时,管材壁厚增大,管材外径减小,但是内孔产生折叠的可能性增大。对于钢管生产,一般压缩率取10%~14%,但是对于钛合金穿孔来说,由于其弹性大,因此压缩率一般控制在12%~17%,以避免出现由于压缩率过小而轧辊不能抱紧棒坯的情况。
1.3.3 顶头材质
顶头在穿孔过程中既受到轧辊通过管坯或荒管管壁变形传到的反复径向压应力和切向剪切应力等复合应力,又受到轧辊通过管坯前进或荒管延伸过程而传到的巨大轴向压应力。无论是荒管延伸,还是因轧辊斜置而导致荒管的旋转都会与顶头表面发生相对运动而使其表面产生摩擦力。考虑到穿孔过程中采用钼顶头会造成加工变形区温升过快,进而造成穿孔过程意外终止或者表面划伤严重的情况[11],因此采用内外水冷H13顶头。
2 结果与分析
为了更好地讨论大口径管材穿孔的可行性,从管坯的外形尺寸和显微组织与力学性能两个方面进行讨论。
2.1 外观质量及尺寸精度
2.1.1 管坯表面质量
通过斜轧穿孔获得的管坯的原始形貌和经过喷砂粗抛后的形貌如图2所示。可以看出,原始管坯的内外表面除了有不明显的螺旋纹之外,无其它任何折叠、裂纹,氧化皮薄,其内孔无环形纹。经粗抛去除表面氧化皮后,螺旋纹也随之消失。总体来看,斜轧穿孔的管坯符合穿孔表面要求。
2.1.2 管坯尺寸
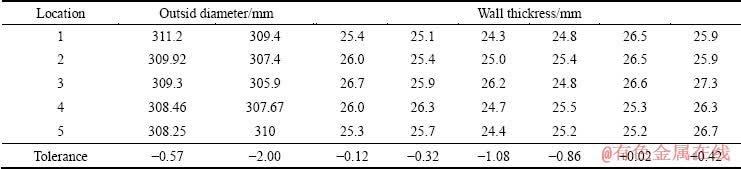
对通过以上参数制备的管坯外径及壁厚进行测量,结果如表2所列。可以看出,穿孔管坯从互成90°的两个方向沿轴向进行外径测量,其尺寸公差分别为-0.57、-2.00 mm,换算百分比误差为-6.45%;从圆周方向每隔60°沿轴向进行壁厚测量,其尺寸公差分别为-0.12、-0.32、-1.08、-0.86、+0.02、+0.42 mm,换算百分比误差为-4.15%~+1.6%,可见其尺寸精度均满足GB/T3624、GB/T3625、GJB3423A、ASTM B338等标准要求。

图2 斜轧穿孔Ti80合金管坯表面形貌
Fig. 2 Surface morphologies of Ti80 seamless tube blank fabricated by roll piercing
2.2 穿孔管坯显微组织与力学性能
2.2.1 斜轧穿孔制备管坯显微组织与性能
图3所示为斜轧穿孔Ti80合金头部及尾部加工态组织。从其组织形态可以看出,由于穿孔初始温度高于相变点,且在实际穿孔变形过程中受到变形热的影响,因此整个穿孔过程均处于β区,因而穿孔组织呈现魏氏组织形态,晶内均由片层a束+原始β晶界组成。由于穿孔变形量较大,魏氏组织晶粒尺寸并不很大,其晶内片状a晶较细,以片层a束存在,因此其综合室温机械性能略差于锻件室温拉伸性能(Rm≥880 MPa, Rp0.2≥785 MPa, A≥10%)。
表2 Ti80合金斜轧穿孔管坯外径、壁厚及公差
Table 2 Outside diameter, wall thickness and tolerance of Ti80 seamless tube blank fabricated by roll piercing
2.2.2 不同热处理状态下的组织与性能
图4所示为6种不同热处理制度下的金相组织,图4(a)所示为管坯在相变点上穿孔变形后进行(1 050 °C, 30 min, AC)处理后的组织,与穿孔态组织相比,仅晶界有少许粗化,但整体a片层变化不大,且均为较明显的魏氏组织。结合表3和表4,其强度略有增加,塑性变化不大。图4(b)所示为管坯在相变点上穿孔变形后进行(1 050 °C, 30 min, WC)热处理后的组织,产生马氏体a′相,因此其强度提高,塑性下降。图4(c)所示为管坯在(a+β)两相区进行热处理形成了由片状a相及残余β相组成的类似网篮状的组织知,由表4可知。图4(d)所示为在(960 °C, 30 min, WC)热处理后上在600 °C进行4 h时效后的组织,同样是由片状a相及残余β相组成的类似网篮状的组织,但与图4(c)相比,其片层更窄,组织更为细小,因此其强度高,而且伸长率仅降低1%~2%。图4(e)所示为在 (960 °C, 30 min, WC)热处理后在720 °C进行了4 h时效后的组织,由片状a相及残余β相组成,且其中片状α相有逐渐球化的趋势,部分区域存在粗化α条,因此弥散强化效果降低。与图4(d)相比,其强度降低,伸长率变化不大。图4(f)所示为(1 050 °C, 30 min, WC)+(750 °C, 3 h, AC)热处理后的组织,由针状a′相+长片层+残余β相组成,由于在β相区快速水冷然后进行较高温度的时效,因此既保存了针状马氏体a′相,又存在长片层,与图4(a)、(b)相比,其屈服强度有所提高。
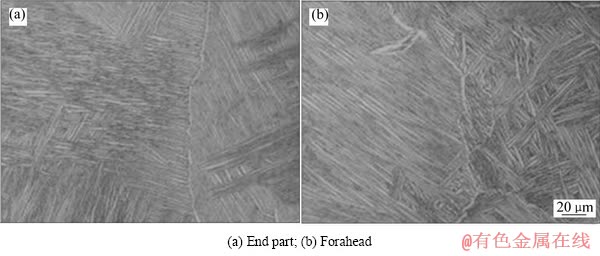
图3 斜轧穿孔管坯不同位置的微观组织
Fig. 3 Microstructures of Ti80 alloy tube blank fabricated by roll piercing
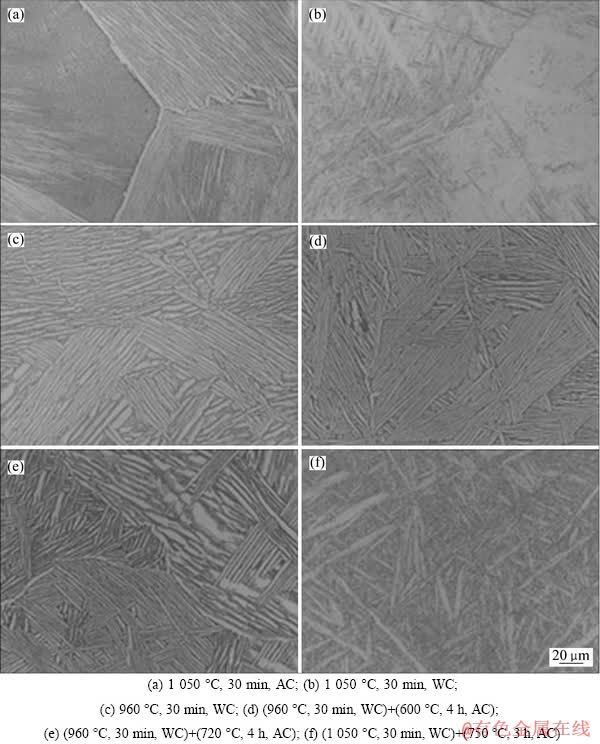
图4 Ti80合金管材在不同热处理制度下的微观组织
Fig. 4 Microstructures of Ti80 alloy tube under different heat treatments
表3 穿孔管坯室温力学性能
Fig. 3 Room-temperature mechanical properties of tube blank by roll piercing
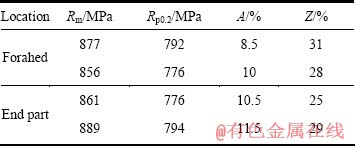
表4 Ti80合金管材在不同热处理制度下的室温力学性能
Table 4 Room-temperature mechanical properties of Ti80 alloy tube under different heat treatments

3 结论
1) Ti80材料在穿孔温度1 020~1 150 °C范围内,斜轧穿孔压下变形率为12%~17%的情况下,采用合理的穿孔参数可以制备大规格管材。
2) 将Ti80管材在相变点之上进行穿孔,通过 (960 °C, 30 min, WC)+(600 °, 4 h, AC)进行热处理,可获得较为理想的综合力学性能。
REFERENCES
[1] 徐希军, 何 刚, 卢 海. Ti80合金厚壁焊管冷压成形工艺[J].稀有金属材料与工程, 2008, 37(s): 247-249.
XU Xi-jun, HE Gang, LU Hai. Cold pressing formation process for Ti80 alloy thick wall welded pipe[J]. Rare Metal Materials and Engineering, 2008, 37(s): 247-249.
[2] 王巧丽, 代 春, 成小丽. 退火温度对Ti80合金挤压管材组织与性能的影响[J]. 中国有色金属学报, 2010, 20(s): 631-632.
WANG Qiao-li, DAI Chun, CHENG Xiao-li. Effect of annealing temperature on microstructure and properties of Ti80 alloy extrusion tube[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(s): 631-632.
[3] 李 梁, 孙建科, 孟祥君, 刘茵琪, 陈卫. 通过热循环变形改善Ti80合金的超塑性[J]. 材料开发与应用, 2005, 20(6): 1-3.
LI Liang, SUN Jian-ke, MENG Xiang-jun, LIU Yin-qi, CHEN Wei. Improvement of superplasticity of Ti80 alloy through thermal cycling deformation[J]. Development and Application of Materials, 2005, 20(6): 1-3.
[4] 李 炳. 高温形变热处理对Ti80组织和性能的影响[J]. 稀有金属材料与工程, 2008, 37(s3): 584-586.
LI Bing. Effect of deformation heat-treatment on microstructure and properties of the alloy Ti80[J]. Rare Metal Materials and Engineering, 2008, 37(S3): s584-s586.
[5] 李 梁, 宋德军. Ti80合金热压缩变形组织与加工图[J]. 中国有色金属学报, 2010, 20(S1): s738-s739.
LI Liang, SONG De-jun. Microstructure and processing map of hot compressing deformation of Ti80 alloy[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(S1): s738-s739.
[6] 曹振新, 张必强, 毛彭玲, 计 波, 朱 峰. STi80船用钛合金研究[J]. 钛工业进展, 2003, 20(6): 22-23.
CAO Zhen-xin, ZHANG Bi-qiang, MAO Peng-ling, JI Bo, ZHU Feng. Study of STi80 alloy for shipbuilding[J]. Titanium Industry Progress, 2003, 20(6): 22-23.
[7] 金桂筠, 柳 军, 于超林. Ti80板材焊缝热处理消应力前后性能比较[J]. 稀有技术材料与工程, 2005, 34(s3): 289-290.
JIN Gui-yun, LIU Jun, YU Chao-lin. A comparison of the properties of Ti80 welds before and after Meat-Treatment Stress Relieving[J]. Rare Metal Materials and Engineering, 2005, 34(s3): 289-290.
[8] 匡蒙生, 胡伟民, 郭爱红, 吴始栋, 蒋 鹏. 钛及钛合金在美海军舰船上的应用[J]. 鱼雷技术, 2012, 20(5): 333-335.
KUANG Meng-sheng, HU Wei-min, GUO Ai-hong, WU Shi-dong, JIANG Peng. Application of titanium and titanium alloys to ships of US navy[J]. Rorpedo Technology, 2012, 20(5): 333-335.
[9] 莱茵斯. C, 皮特尔斯. M. 钛及钛合金[M]. 陈振华, 译. 北京:化学工业出版社, 2005: 4-5.
LEYENS C, PETERS M. Titanium and titanium alloys [M]. CHEN Zhen-hua, trarsl. Beijing: Chemical Industry Press, 2005: 4-5.
[10] 李 群, 高秀华. 钢管生产[M]. 北京: 冶金出版社, 2008: 21-23.
LI Qun, Gao Xiu-hua. Ganfguan shengchang [M]. Beijing: Metallurgical Industry Press, 2008: 21-23.
[11] 贺忠玉. 15Cr2Ni3MoW无缝钢管穿孔顶头失效分析及工艺改进的研究[D]. 长沙: 中南大学, 2007: 4-5.
He Zhong-yu. 15Cr2Ni3MoW seamless tube piercing head research of failure analysis and process improvement [D]. Changsha: Central South University, 2007: 4-5.
(编辑 方京华)
基金项目:陕西省重点科技创新团队计划“钛合金研发创新团队”资助项目(2012KCT-23)
收稿日期:2013-06-01;修订日期:2013-10-03
通信作者:苏航标,高级工程师;电话:029-86231078;E-mail:suhangbiao@hotmail.com

