稀有金属 2007,(05),670-676 DOI:10.13373/j.cnki.cjrm.2007.05.016
从石煤中提取五氧化二钒的工艺研究
龚胜 龚竹青
中南大学冶金科学与工程学院,中南大学冶金科学与工程学院,中南大学冶金科学与工程学院 湖南长沙410083,湖南长沙410083,湖南长沙410083
摘 要:
根据陕西某石煤矿的特点, 采用“氧化焙烧-硫酸浸出-P204萃取-硫酸反萃-氨水沉钒-煅烧”的工艺流程, 进行了从石煤中提取V2O5的试验研究, 结果表明, 石煤矿样于850℃焙烧2 h后, 在液固比1∶1, 浸出温度103℃的条件下, 采用二段浸出方式, 焙烧矿样用二次浸出的溶液补加少量硫酸进行一次浸出, 一次浸出渣用在较高酸度下二次浸出, 钒的总浸出率可达84%。浸出液经预处理后用氨水调节pH值至2.0左右, 用P204萃取, 经水洗后硫酸反萃, 可得到较为纯净的钒溶液, 再将其氧化后, 经氨水沉钒、煅烧得到纯度大于98%的V2O5产品, 全流程钒总回收率可达80%以上。
关键词:
石煤 ;焙烧 ;酸浸 ;萃取 ;五氧化二钒 ;
中图分类号: TF841.3
作者简介: 龚竹青 (E-mail: csu bj@yahoo.com.cn) ;
收稿日期: 2007-01-17
Extraction Technology of V2 O5 from Stone Coal
Abstract:
The extraction technology of "oxidizing roast-leach by sulfuric acid-extraction by P204-reextraction by sulfuric acid-vanadium depositing by ammonia water-calcination" was used to extract vanadium pentaoxide from stone coal from Shanxi province.The experimental results showed that 84% vanadium contained in stone coal could be leached into solution through first leaching by second leaching solution and a few sulfuric acid and second leaching by concentrated sulfuric acid under the conditions that liquid to solid ratio was 1∶1, temperature was 103 ℃. The ammonia water was added to adjust pH value of the leaching solution to 2.0 approximately, then it was extracted by P204 and reextracted by sulfuric acid after washing, a product of 98% V2O5 was gained through calcining vanadium compound which was prepared from above solution through oxidation and depositing by ammonia water.The recovery rate of vanadium reached 80% by this technology.
Keyword:
stone coal;roasting;acid leaching;extraction;vanadium pentoxide;
Received: 2007-01-17
石煤是一种含碳少、 发热量低、 灰分高的劣质煤, 存在于震旦系、 寒武系、 志留系等古老地层中, 系菌藻类低等生物死亡后, 在浅海还原条件下形成
[1 ]
, 石煤中赋存大量的金属和非金属元素, 属于低品位多金属矿石, 其中钒的质量分数较高, V2 O5 品位一般达到0.8%~1.2%, 有的甚至更高, 因此钒的提取是石煤综合利用的一个重要方面。
我国传统提钒工艺为“钠化焙烧-水浸-酸沉淀-碱溶-铵盐沉钒-偏钒酸铵热解”
[2 ,3 ,4 ,5 ,6 ]
, 该工艺不仅钒转化率较低, 总回收率仅为40%~50%, 而且由于在焙烧过程中产生大量的HCl, Cl2 等有毒气体
[7 ]
, 治理难度大, 对环境污染严重, 因此一般新建企业都不允许采用这种工艺路线。
本文针对陕西某石煤矿的特点, 重点研究了石煤提钒过程中浸出、 萃取、 沉钒、 煅烧等工艺, 取得了较好的试验结果。
1 原 料
石煤矿样经XRF (X荧光) 分析, 其主要成分如表1所示。
由表1可以看出, 石煤中钒含量为0.699%, 相当于含V2 O5 1.25%, 为了了解钒在矿样中的赋存状态和准确含量, 进行了物相分析, 分析结果如表2所示。
由表2可以看出, V2 O5 总含量仅为0.90%, 且大部分存在于云母类矿物中, 仅有一小部分存在于铁铝等氧化物和难溶硅酸盐中, V2 O5 总含量应以物相分析结果为准。
2 原理和方法
由石煤矿的特点可以看出, 钒主要以V3+ 类质同象形式置换6次配位的Al3+ 而存在于云母晶格中, 因此本试验采用“氧化焙烧-硫酸浸出-P204萃取-硫酸反萃-氨水沉钒-煅烧”的提钒工艺流程, 因为通过高温焙烧可以破坏云母的结构使V3+ 和V4+ 氧化为V5+ , 与矿样本身分解出来的氧化物生成易溶于酸的偏钒酸盐; 部分未完全氧化的V4+ 也可溶于酸。
表1 石煤主要成分的XRF分析结果Table 1 XRF Analysis results of main composition in stone coal
Elements
V
Fe
Mg
Al
Si
P
S
Ca
Mo
K
Content/%
0.699
5.804
2.899
6.170
22.121
0.365
0.884
5.936
0.070
1.781
表2 石煤矿样中V2O5的物相分析结果Table 2 Analysis results of V2O5phases in stone coal
Phases state
Distribution of V2 O5 /%
Ferric oxide and aluminum oxide
0.09
Micas mineral
0.80
Silicate
0.01
Total
0.90
实验方法是对石煤矿样进行破碎、 球磨后, 过100 nm筛, 用长方形瓷舟装料, 在半开炉门的马弗炉内进行氧化焙烧。
对焙烧矿样进行硫酸浸出, 偏钒酸盐以及四价钒化合物溶于酸中, 大量的其他杂质元素也溶于硫酸溶液中, 需要对浸出液做进一步的净化处理。
浸出液经适当处理后, 用10%的P204+5%TBP+85%的磺化煤油体系进行萃取, 萃取反应可以表示为
[8 ,9 ,10 ,11 ,12 ]
:
VO2+ + (HR2 ) PO4 (O) →VO[R2 PO4 ] (O) +H+ (1)
式中 (HR2 ) PO4 代表P204, R代表C8 H17 , (O) 表示有机相。 由上式可以看出萃取过程中有H+ 产生, 因此随着萃取过程的进行, 水相的pH值有所下降, 经几级萃取后, 有时要适当调整pH值。 由于P204萃取V4+ 的能力比V5+ 要强, 因此萃取前应先用铁粉将浸出液中的V5+ 还原为V4+ , 同时将浸出液中的Fe3+ 还原为非萃取状态的Fe2+ , 萃取过程需要维持pH值在2左右。
反萃采用1.5 mol・L-1 的硫酸溶液, 反萃液中的钒是以四价形式存在, 用氯酸钠将其氧化为五价钒后用氨水调节pH值到1.9~2.2沉钒, 因为V2 O5 在此条件下溶解度最小, 沉钒的主要反应为:
6 (VO2 ) 2 SO4 + (NH4 ) 2 SO4 + (7+n ) H2 O=
(NH4 ) 2 V12 O31 ・n H2 O↓+7H2 SO4 (2)
所得沉淀为多钒酸铵, 俗称红矾, 经干燥后煅烧, 可得到V2 O5 产品, 煅烧的主要反应为:
(NH4 ) 2 V12 O31 ・n H2 O=
6V2 O5 +2NH3 ↑+ (n +1) H2 O (3)
3 结果与讨论
3.1 焙烧-酸浸试验研究
3.1.1 焙烧温度试验 首先进行了焙烧温度对钒浸出率影响的试验, 每次焙烧100 g矿样, 焙烧时间2 h。 在H2 SO4 用量35 ml, 液固比1∶1, 浸出时间4 h, 浸出温度103 ℃ (接近沸腾温度) 的条件下对焙烧矿样进行浸出, 试验结果如图1所示。
由图1可见, 焙烧温度在850 ℃以下时, 钒浸出率随焙烧温度的上升几乎直线上升, 当温度超过850 ℃以后, 再提高温度, 浸出率反而下降, 850 ℃浸出率最高, 达到83.5%。 这是由于随着焙烧温度的升高, 氧化反应速度加快, 越来越多的钒转变为可溶于酸的高价钒化合物, 因此浸出率上升, 当焙烧温度达到850 ℃, 低价钒几乎完全氧化为高价钒, 浸出率达到最大, 温度再提高, 矿样发生烧结, 温度越高, 烧结现象越严重, 反而不利于钒的浸出, 从而使钒的浸出率有所下降。 从浸出液的颜色可以看出, 随着焙烧温度的升高, 钒价态发生了显著的变化, 在750 ℃以下浸出液的颜色是绿色或黄绿色, 主要为四价钒的颜色, 表明低价钒氧化不完全, 因此浸出率较低, 而焙烧温度在800 ℃或高于800 ℃时, 浸出液成黄色, 为五价钒的颜色, 表明矿样中的钒基本上被氧化形成可溶的V5+ , 因此浸出率也较高。
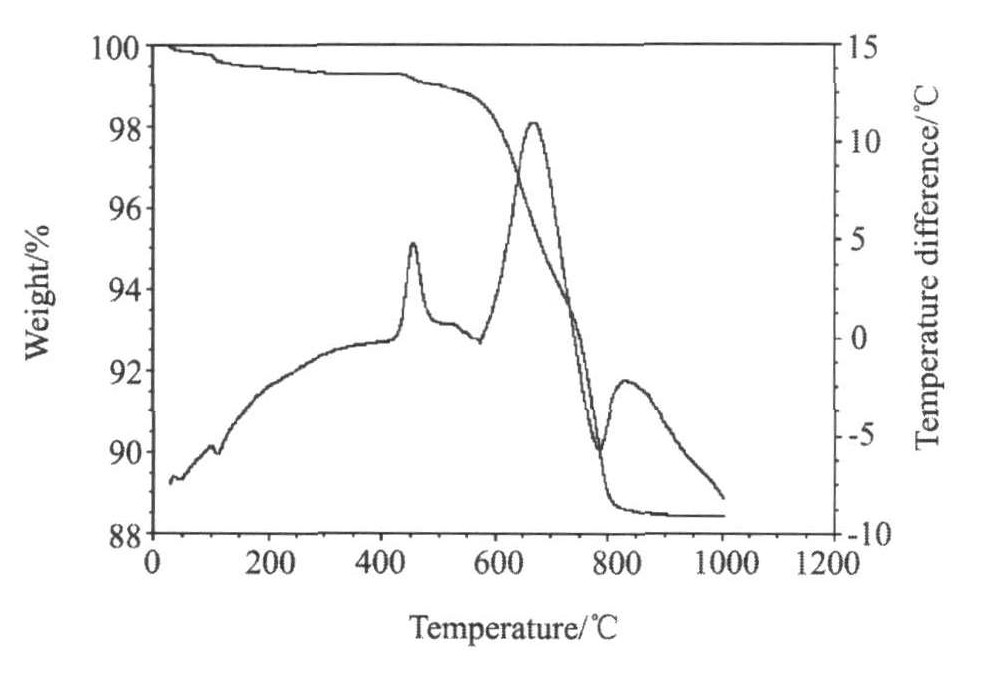
另外从矿样的热重分析图 (图2) 也可以看出, 当焙烧温度超过800 ℃以后, 基本恒重, 证明800 ℃时反应基本完成, 因此我们把最佳焙烧温度定在800~850 ℃。
3.1.2 焙烧时间试验 每次焙烧矿样100 g, 在焙烧温度850 ℃下进行了焙烧时间试验, 在液固比1∶1, 浸出温度103 ℃的条件下采用两段浸出的方式, 研究了焙烧时间对钒总浸出率的影响。 试验结果如图3所示。
图1 焙烧温度对钒浸出率的影响Fig.1 Effect of roasting temperature on leaching rate of vanadium
图2 石煤热重分析曲线图Fig.2 TGA pattern of stone coal
图3 焙烧时间对钒浸出率的影响Fig.3 Effect of roasting time on leaching rate of vanadium
由图3可以看出, 焙烧时间短, 矿样结构未被完全破坏, 低价钒氧化不充分, 从而导致钒浸出率较低, 焙烧时间为1.5 h时, 钒浸出率可达82%, 焙烧时间为2 h时, 钒浸出率接近84%。 从曲线趋势看, 焙烧1.5~2 h, 低价钒已基本氧化为高价钒, 再延长时间, 意义不大, 因此焙烧时间定为2 h较为合适。
3.1.3 硫酸浸出试验 在最佳焙烧条件下进行了酸浸条件试验, 每次浸出100 g焙烧矿样。
(1) 硫酸用量对钒浸出率的影响
在液固比1∶1, 浸出时间4 h, 浸出温度103 ℃的条件下进行了硫酸用量对钒浸出率影响的试验, 结果如图4所示。
由图4可以看出, 要使钒的浸出率达到80%以上, 100 g矿样所耗H2 SO4 量应在35 ml左右, 浸出液的酸度大于10 mol・L-1 , 也就是说溶液中剩余酸浓度还很高, 这将给后面的萃前处理带来很大的困难, 使氨水消耗量增加。
(2) 浸出时间对钒浸出率的影响
在液固比1∶1, H2 SO4 用量25 ml, 浸出温度103 ℃的条件下, 研究了浸出时间对钒浸出率影响的试验, 试验结果如图5所示。
由图5可以看出, 在H2 SO4 用量为25 ml的情况下, 随着浸出时间的延长, 钒的浸出率逐渐升高, 5 h时浸出率较为理想, 钒的浸出率接近70%。
(3) 浸出方式对钒浸出率的影响
在其他条件相同的情况下, 研究了两种浸出方式对钒浸出率的影响, 第一种方式采用直接两次酸浸, 一次水洗, 试验结果如表3所示。
这种浸出方式虽然可使钒的总浸出率达80%以上, 但总酸耗量大, 浸出液中剩余酸度较高 (酸度大于10 mol・L-1 ) , 虽然水洗液可返回用于配制酸浸液, 但钒分配在两次浸出液中, 降低了浸出液中钒的浓度, 给后面的提钒工艺增加了难度, 降低了钒的直收率。
图4 硫酸用量对钒浸出率的影响Fig.4 Effect of sulfric acid on leaching rate of vanadium
图5 浸出时间对钒浸出率的影响Fig.5 Effect of time on leaching rate of vanadium
第二种浸出方式为二段浸出, 用上一次浸出的二次酸浸液补加少量硫酸对焙烧矿样进行第一次浸出, 浸出渣再用高酸进行第二次浸出, 这样使第一次浸出液中剩余酸浓度较低, 有利于萃前处理, 而且又可以充分利用二次酸浸液中剩余的酸; 第二次浸出时采用高酸可以使第一次浸出渣中的钒浸出比较彻底, 第二次浸出渣含钒已经很少, 可以弃去, 试验结果如表4所示。
由表4可以看出, 第二种浸出方式中的第一次酸浸的浸出率不高, 有时甚至是负值, 这是因为第一次酸浸采用上一次浸出的二次酸浸液补加5 ml硫酸, 酸浓度较低, 因而钒浸出率低, 但石煤中大部分杂质在第一次浸出时消耗了第二次酸浸液中剩余的酸, 第一次酸浸液的酸度在0.5~2 mol・L-1 范围内波动, 这为萃前处理创造了条件, 降低了氨水消耗量, 同时矿样经第一次浸出后, 杂质减少, 矿样结构部分被破坏, 为第二次高酸浸出创造了条件。 在最佳条件下, 第一次浸出液中含V2 O5 5 g・L-1 以上, 浸出液酸度在2 mol・L-1 以下, 有利于萃取前处理。 浸出过程控制适当, 钒总浸出率可达到84%以上。
3.2 萃取和反萃试验
将所有一次浸出液混合作为萃取试验原料, 混合液经ICP分析, 其主要成分如表5所示。
从表中数据看, 混合液中钒的浓度不高, 是因为将所有浸出条件试验的溶液混合而导致, 并非最佳条件试验的浸出液。
3.2.1 萃取试验研究 前面已提到, 萃取前浸出液需进行处理, 将V5+ 还原为V4+ , Fe3+ 还原为Fe2+ , 其方法是将上述混合液, 加一定量的铁粉搅拌还原30 min, 再加氨水将pH值调至2左右, 便产生大量白色结晶, 俗称铵明矾
[13 ]
, 其主要成分是铵盐、 铝盐和钾盐的混合物, 将其溶解再结晶, 可分离回收氢氧化铝和氮磷钾的混合肥料。 还原液过滤后得到含V2 O5 2.545 g・L-1 的溶液, 采取逆流萃取的方式, 控制有机相与水相比为1∶2, 每级搅拌7 min, 7级萃取后, 萃余液经ICP分析, 结果如表6所示。
表3 第一种浸出方式的试验结果Table 3 Experimental results of first method
No.
First leaching
Second leaching
Washing rate
Total leaching
Dosages of
Leaching
Leaching
Dosages of
Leaching
Leaching
V-37
25
4
35.8
20
3
29.2
9.0
74.0
V-39
25
4
53.9
25
3
26.5
4.0
84.4
V-41
30
3
25.7
25
4
50.16
4.81
80.67
表4 第二种浸出方式的试验结果Table 4 Experimental results of second method
No.
First leaching
Second leaching
Washing rate
Total leaching
Dosages of
Leaching
Leaching
Dosages of
Leaching
Leaching
V-46
5
3
10.77
30
4
58.81
12.64
82.22
V-60
5
3
9.94
30
4
56.84
15.66
82.44
V-62
5
3
23.46
30
4
52.44
14.61
90.51
V-64
5
3
0.10
30
4
63.22
21.39
84.71
V-90
5
3
-2.46
30
4
58.22
27.65
83.41
*V-81
10
3
0.19
60
4
55.49
28.62
84.30
* V-81 was leaching solution for 200 g stone coal after roasting
表5 混合液主要成分分析结果Table 5 Analysis results of main composition in mixed solution
Elements
V
Al
Fe
Mg
Si
Na
Cu
K
S
P
Content/ (mg・L-1 )
1799
15758
21641
16166
70
603
421
2120
82028
2091
表6 萃余液主要成分分析结果Table 6 Analysis results of main composition in raffinate
Elements
V
Al
Fe
Mg
Si
Na
Cu
K
W
S
P
Content/ (mg・L-1 )
142
5990
39637
14725
76
629
21
1402
31
57616
2170
由表6可以看出萃余液中钒的浓度很低, 相当于近98%的钒被萃入有机相。 另外, 与表5相对比还可以看出, Mg, Si萃取率很低, 但Fe, Al部分被萃取, 萃余液中铁含量比原液中高, 是由于加铁粉还原增加了溶液中Fe2+ 含量。
3.2.2 反萃的试验研究 经过7级萃取后, 有机相中钒的浓度达到饱和 (一般可达8 g・L-1 ) 。 反萃前将有机相用去离子水洗涤一次, 以除去部分杂质, 水相与有机相比为1∶1, 室温下搅拌10 min, 然后进行分离, 水洗液的分析结果如表7所示, 由表可以看出, Al, Fe, Mg等杂质除去效果较好, 为反萃创造了条件, 负载有机相水洗后再用1.5 mol・L-1 H2 SO4 溶液反萃, 有机相与水相比为2∶1。 三段逆流反萃后, 反萃液经ICP分析, 结果见表8。
由表8可见, 反萃前负载有机相经过一次水洗, 虽然除去了部分杂质, 但由于矿样中杂质含量很高, 浸出过程中大部分进入浸出液, 因而反萃液中Al, Fe等杂质含量仍然很高, 直接沉钒很难得到符合标准的V2 O5 。 因此, 对反萃液进行了二次萃取和反萃, 二次反萃液其主要成分见表9。
由表9可以看出, 二次反萃液中Fe, Al等金属杂质含量已经很低, 可直接用于沉钒。
3.2.3 有机相的再生 经过多次萃取和反萃后, 杂质在有机相中逐渐积累, 杂质浓度升高, 会影响有机相对钒的萃取能力, 必须除杂。
试验用12% NH4 HCO3 溶液与有机相混合 (有机相与水相比1∶1) , 搅拌15 min, 两相分离后, 有机相再用2.5 mol・L-1 的H2 SO4 溶液转型 (有机相与水相比2∶1) , 搅拌15 min, 再两相分离, 有机相可重新用于萃取。
3.3 沉钒和 V2 O5 的煅烧
将二次反萃液加热到60 ℃, 加入一定量的 NaClO3 , 搅拌30 min, 溶液由蓝色立即转变为浓黄色, 再用氨水将pH值调至2左右, 在95 ℃下搅拌3 h后将溶液过滤, 所得滤饼干燥后在550 ℃下于马弗炉内煅烧3 h, 得到黄色V2 O5 , 试验结果表明沉钒率为99%, V2 O5 产品分析结果如表10所示。
从上述结果可以看出, V2 O5 产品 (除S含量稍高外) 达到了国内97和98标准, 接近99标准。
表7 水洗液主要成分分析结果Table 7 Analysis results of main composition in washing solution
Elements
V
Al
Fe
Mg
Si
Na
Cu
K
W
S
P
Content/ (mg・L-1 )
104
608
2773
959
22
35
<1
21
<10
3889
213
表8 反萃液主要成分分析结果Table 8 Analysis results of main composition in reextraction solution
Elements
V
Al
Fe
Mg
Si
Na
Cu
K
W
S
P
Content/ (mg・L-1 )
9143
1395
2306
712
40
23
4
11
<10
25413
167
表9 二次反萃液主要成分分析结果Table 9 Analysis results of main composition in second reextraction solution
Elements
V
Al
Fe
Mg
Si
Na
Cu
K
W
S
P
As
Content/ (mg・L-1 )
14037
376
184
16
28
25
2
10
13
36246
27
8
表10 V2O5产品与国内标准对比结果Table 10Results of V2O5quality in comparison with Chinese standard
Elements
Analysis
Chinese
Chinese
Chinese
V2 O5
98.545
≥97.0
≥98.0
≥99.0
Na2 O+K2 O
0.027
1.0
1.5
1.0
Si
0.035
0.25
0.25
0.15
Fe
0.005
0.30
0.30
0.20
S
0.03
0.01
0.03
0.01
P
<0.01
0.05
0.05
0.03
As
<0.001
0.02
0.02
0.01
3.4 废水的处理
流程产生的废水主要是萃余液、 沉钒滤液、 负载有机相水洗液以及有机相再生液, 这些废水混合后用石灰中和 (pH>8) , Fe, Al, Mg, As等金属离子以氢氧化物形式沉淀, 硫酸根则以硫酸钙的形式沉淀, 由于Fe (OH) 3 , Al (OH) 3 都有一定的絮凝作用, 在沉淀过程中还可以吸附其它有害离子共沉淀, 使废水得到净化。
废水处理试验表明, 将混合废水加入一定量的石灰, 调pH值至8.0以上, 搅拌40~60 min, 静置24 h后过滤, 滤液可达到国家排放标准 (BGJ4-74) 。
4 结 论
1. 采用“氧化焙烧-酸浸-P204萃取-硫酸反萃-氨水沉钒-煅烧”的工艺流程从石煤矿中提取钒, 钒浸出率达84%以上, 萃取率为98%, 反萃率为98%, 沉钒率为99%, 全流程钒的总回收率可达80%以上, 所得V2 O5 产品纯度大于98%, 基本达到国内97和98标准, 接近99标准。
2. 由于该石煤矿杂质含量较高, 直接酸浸耗酸量较多, 而且矿石含有有机物, 直接酸浸产生大量气泡, 易冒槽, 浸出过程难以控制, 因此氧化焙烧是必要的, 焙烧最佳条件为: 焙烧温度850 ℃, 焙烧时间2 h。
3. 焙烧矿样采用逆流酸浸的浸出方式, 第一次用上一次浸出的二次酸浸液补加少量硫酸, 这样可充分消耗浸出液中的剩余酸, 降低了第一次浸出液的酸度, 有利于萃前处理, 第二次用高酸浸出, 有利于提高钒浸出率。
4. 采用P204和TBP的磺化煤油作萃取剂, 萃取过程稳定, 两相溶液清亮, 分层快, 无乳化现象, 且萃取剂再生后, 萃取能力没有减弱。
参考文献
[1] 宾智勇.石煤提钒研究进展与五氧化二钒的市场状况[J].湖南有色金属, 2006, 22 (1) :16.
[2] 《有色金属提取手册》编辑委员会.有色金属提取手册.稀有高熔点金属 (下) [M].北京:冶金工业出版社, 1999.346.
[3] 鲁兆伶.用酸法从石煤中提取五氧化二钒的试验研究与工业实践[J].湿法冶金, 2002, 21 (4) :175.
[4] 宾智勇.钒矿石无盐焙烧提取五氧化二钒试验[J].钢铁钒钛, 2006, 27 (1) :22.
[5] Wang Huisheng.Extraction of vanadium from stone coal by roastingin the presence of sodium salts[J].Mining and Metallurgical Engi-neering, 1994, 14 (2) :52.
[6] Xiao Songwen, Liang Jingdong.Advances in the vanadium extrac-tion by roasting in the presence of sodium salts[J].Mining and Met-allurgical Engineering, 1994, 14 (2) :55.
[7] 张萍, 蒋馥华.苛化泥为焙烧添加剂从石煤提取五氧化二钒[J].稀有金属, 2000, 24 (2) :115.
[8] 杨佼庸, 刘大星.萃取[M].北京:冶金工业出版社, 1988.250.
[9] 张启修.冶金分离科学与工程[M].北京:科学出版社, 2004.100.
[10] 马荣骏.溶剂萃取在湿法冶金中的应用[M].北京:冶金工业出版社, 1979.279.
[11] Jayadas Saji.Solvent extraction separation of vanadium (V) frommultivalent metal chloride solutions using 2-ethylhexyl phosphonicacid mono-2-ethylhexyl ester[J].Journal of Chemical Technologyand Biotechnology, 2002, 77 (10) :1149.
[12] 李晓健.酸浸-萃取工艺在石煤提钒工业中的设计与应用[J].湖南有色金属, 2000, 16 (3) :21.
[13] 漆明鉴.酸浸法从石煤中提钒的中间试验研究[J].湿法冶金, 2000, 19 (2) :7.