�й���ɫ����ѧ�� 2003,(06),1546-1549 DOI:10.19476/j.ysxb.1004.0609.2003.06.042
�ȶ�������������������¯�е�Ӧ��
���� Ԭռͤ ��ս��
����������ѧ������������Ϣ����ѧԺ,����������ѧ������������Ϣ����ѧԺ,����������ѧ������������Ϣ����ѧԺ ����730050 ,����730050 ,����730050
ժ Ҫ��
Ϊ����������¯��ʵʩȷ���� ,����Դ����������̿������� ,��������ѧ���������Լ�ϵͳ��ģ�������Ϊ�Է�������ȶ��Ŀ����������Ƶ�����ò��÷ֲ�ʽ�ṹ ,��ͬ���Ƶ�Ŀ��Ʋ��Ծ�����ͬ�Ľṹ ,ͬʱ����ʱ��Ϳռ��ϵķֲ����ԡ�����ʵ�������еı���¯�¶ȳ�ģ��Ϊ���� ,��̬��Ϊ�������Ƶ��ṩ�趨ֵ ,��������÷������Էdz���Ч��ʵ�ֱ���¯�¶ȵ���Ч���ơ�
�ؼ��ʣ�
�������� ;�¶ȿ��� ;�ֲ�ʽϵͳ ;���̿��� ;
��ͼ����ţ� TK175
����飺 ������(1972),��,����,��ʿ;�绰:09312806901;Email:geguo2003@yahoo.com.cn;
�ո����ڣ� 2002-11-15
���� ���ҿƼ�������Ŀ (2 0 0 2BA90 1A2 8); ����ʡʡ��������Ŀ (GS0 15A5 2 0 12 );
Application of stable control theory to anode baking kiln
Abstract��
Consumption properties of thermodynamics and the behavioral approach to system modeling were used to derive a new stable controller design procedure, in which the passivity theory and process control theory were combined. The controlled points were arranged in a distribution structure. Different points were controlled by the same schedule, and at the same time, the system distribution properties in time and space were considered. Simulation experiments were based on the known thermodynamic model which dynamically provides the set-points for different control loops. The results show good performance of this method for controlling the system of anode baking kiln.
Keyword��
anode baking; temperature control; distribution system; process control;
Received�� 2002-11-15
�������չ��̼��价���dz�����, ��ȼ���к�������, ���ȼ�չ��̺ܲ�ƽ��, ��ʹ�ñ��չ��̵Ķ�̬���Բ��ϱ仯, ����ȷ�����Ϳ��ơ� ���չ���ʵ���Ϸ�Ϊ������: ��һ��ָ��ȼ�ռ������ȼ�ϵ�ȼ�չ���; �ڶ���ָȼ�ռ��ƿ�֮���������е������ȼ�չ��̡� �������ε�¯���¶ȶ���Ҫ����, ��Ч������������������нϴ�Ӱ�졣 ���ֲַ�����ϵͳ�Ĺ�ͬ�ص������ܿز�����ʱ��Ϳռ��Ͼ��зֲ�����, �����ô�ͳ�ķ���������Ч�Ľ�ģ�Ϳ��ơ� ����, ϵͳ�д������ص�ʱ����������ԡ� ��������Ժ�δ֪���صĸ��š� ����, �о���ԱĿǰֻ���ô���ѧ��֪ʶ�õ��˸��ֲ�ͬ����������¯�¶ȳ���ѧģ��, ���ݴ˽�����ֵ����ͽṹ�Ż�
[1 ,2 ,3 ]
, �����ڱ���¯�¶ȿ��Ʋ��Ե��о��������Ρ�
�ֲ�����ϵͳ�������۵��о��Ѿ���Ϊ�ִ��������۵�һ���ȵ��о����� 1971��, Lions��������˷ֲ�����ϵͳ���ſ�������
[4 ]
, ����������ѧ�߽�һ����չ�˷ֲ�����ϵͳ��������
[5 ,6 ]
, ��������Էֲ�����ϵͳ�ķ������Ʒ����� ���ڷֲ�����ϵͳ���Ƽ����ڹ�ҵ�����е�Ӧ���о���Ҫ�����ڻ�ѧ�� ���ӹ��� ���������Լ�ˮ��¯Ҥ�ȹ��̷���
[7 ,8 ]
�� �ܵ�����, ���еķֲ�����ϵͳ�������ۺͷ�������״̬�ռ䷽��ģ��Ϊ����, ���ж����ȶ��Ժ������������Եĸ�����ô���������������, �����������չ����¶ȿ��������ĸ���������˵, ���ַ�������ȷ��
��ѧϵͳ���������ձ�������Ҫ���ȶ�������ָ��: һ����Դϵͳ��һ���ϸ���Դϵͳͨ�����������ɵ�ϵͳ�ǽ����ȶ��ġ� ���ڱ��չ��̵�һ�ε��¶ȿ���, ��ֱ�Ӳ������еķֲ�ʽPID���Ʒ���
[9 ]
�� ����������Ҫ�о����չ����еĵڶ����¶ȿ�������, �ڿ��Ƶ�������ϲ��÷ֲ�ʽ�ṹ, ���ڸ����Ƶ�Ŀ��Ʋ����п���ϵͳ��ʱ���ϵķֲ�����, ����Դ����������̿�������, ����������ѧ���������Լ�ϵͳ��ģ�������Ϊ��������ȶ��Ŀ�����, �ɹ��ؽ������������¯�¶ȿ�����һ��Լ������Ʒ�����Ĺؼ����⡣
1 ��ѧ����
���ȸ�����Դ�Զ���: ���ڿռ�P �Ͼ��й⻬�߽�B �Ĺ���ϵͳ, �����롢 ������ڲ�״̬�ֱ�Ϊu �� y ��z , ������ڷǸ������� �ͺ���V : z ��R + , ����������ϵ:
V (z (t ))-V (z (0))�ܡ�
0
t
��y , u ��B s -
�� ��
0
t
��z ��
L
2
(
��
��
R
n
)
2
d s(t<��) (1)
ʽ�� sΪ���ܶȡ�
���V(0)=0, ��Ƹù���ϵͳΪ��Դϵͳ�� ��������Ц�>0, ��˹���ϵͳΪ�ϸ���Դϵͳ, �ҳ�V(z)=0��״̬Ϊ��Դ״̬, �ڻ�
?
�B
(
u
,
y
)
=
?
y
,
u
?
B
��Ϊ���������ʡ�
������������, ��Դϵͳ���ṩ������ȡ������������洢������(��������������������֮��)�� ��������ѧ�ڶ���������, ��ϵͳ�������Ǵ��ڻ���ڳ�ʼ���빩����֮�͡� ����, �����ϸ���Դϵͳ, �����u ��y Ϊ��ʱ, ״̬z ��������һ����Դ״̬, ��Ƹ�ϵͳΪ�ȶ�ϵͳ, ����һ�����档 ״̬����������ȡ���ڳ����� , �� Խ��, ϵͳ����Խ��, ���Խ�����ơ� �ɼ�, �����ϸ���Դ�ֲ�����ϵͳ, ������Ϳ��ƽṹ��ѡ��Ӧ����֤ӳ��u ��y �ϸ���Դ, ��ϵͳδ�ܿض�̬���������ʾ����ܴ�
Ϊ�˱�֤�ֲ�����ϵͳ���ȶ���, ͬʱҲΪ�˵õ������ϵͳ������Դ��ֱ��������Ŀ��Ʋ���, ����
[
10 ]
���ݲ���������ѧԭ���еĹ��ɹ�ϵ�����춨��, �����ں����������ӱ����ĸ���, �����һ�ֻ���Onsager-Casimir�������
[10 ]
��Lagrange���ӵķֲ�����ϵͳ���Ʒ����� ���ַ����ܹ���֤����ϵͳ�����ƽ�ƽ���, ����֤�ܿ�ϵͳ�ıջ������ȶ��ԡ� ���, �����ַ���Ϊ����, ����ʵ����������¯�¶ȵ�ȷ���ơ�
2 ���������
��ȼ�ռ��ƿ�֮��, ������ı�����Ҫ�ǿ����е������ȼ�շ�Ӧ��ʵ�ֵ�, ¯���ڲ�������ϵ������Դ��, ����������ѧ֪ʶ, ��ʱͬһ��¯�����ڲ�����ƽ���ϵ����дΪ
?
l
?
t
=
?
f
?
x
=
0
?
?
?
(
2
)
ʽ�� x Ϊ¯�����, t Ϊʱ��, l Ϊ¯���ڲ������ܶ�, f Ϊ¯���ڵ���ͨ���� ���豺��¯���������������Ϳ��Ժ���, ���������̵ı߽�����Ϊ
{
��
=
��
L
?
(
x
=
L
+
)
��
=
��
0
?
(
x
=
0
-
)
?
?
?
(
3
)
ʽ�� L Ϊ¯�����, T Ϊ¯���ڵ��¶ȡ� ��¯���������˵�����������ʽ����:
{
f
0
?
n
=
k
0
(
��
(
0
,
t
)
-
��
0
(
t
)
)
f
L
?
n
=
k
L
(
��
(
L
,
t
)
-
��
L
(
t
)
)
?
?
?
(
4
)
�����������֪: ��x =0ʱ, n =1; x =L ʱ, n =-1�� ��������k 0 ��k L
������Դ�����ۺ���������
[10 ]
����ƵĽ����ȶ��¶ȿ�����, �������ӱ�������:
�� =T 0 ��s (l ) (5)
ʽ�� T 0 Ϊij����ѡȡ�ı���¯ȼ���Ҳο��¶�, s (l )Ϊ¯���ڵ����ܶȡ� ����Callen����
[10 ]
�������ں�����
��
=
-
?
s
?
l
=
-
��
0
?
1
��
?
?
?
(
6
)
ȡ����¯�ڼ�������ıȶ������ݾ�Ϊ����
c
V
=
?
l
?
��
, ��������ѧ�ڶ����ɿ�֪, ����������������������, ��c V
��
=
?
��
?
l
=
��
0
��
2
?
?
��
?
l
=
��
0
��
2
?
1
c
V
��
0
?
?
?
(
7
)
ʽ(7)��֤�������� (l )���ԡ� ����, ��
d�� =M dl (8)
��ͨ�����־Ϳ��Եõ����ӱ���T ���ں�����l ֮��IJ�ֹ�ϵ:
-
��
0
(
1
��
-
1
��
*
)
=
Q
(
l
-
l
*
)
?
?
?
(
9
)
ʽ��
Q
=
��
0
t
��
0
��
2
?
1
c
V
?
d
��
��
0
?
?
?
(
1
0
)
����, ������������¯���۱�������ѡȡ¯���ڵľ�̬�ο��¶�T * (x ), ��������Ч�洢�����غ㶨�ɿ��Եõ�:
A
�B
(
t
)
+
��
0
(
1
��
*
(
0
)
-
1
��
(
0
,
t
)
)
f
?
0
-
��
0
(
1
��
*
(
L
)
-
1
��
(
L
,
t
)
)
f
?
L
=
��
0
L
X
f
?
d
��
?
?
?
(
1
1
)
ʽ�� X
f
?
=
f
-
f
*
,
f
*
Ϊij����ѡ����ͨ��; A (t )=��0 a (z (t ))dP ��0��Ϊ����¯�¶�ϵͳ������Ч�洢����, a (z (t ))Ϊ��״̬z ����Ӧ����Ч�洢����
[10 ]
�� �����ϵͳ�����ѡΪ
y
=
[
��
0
(
1
��
*
(
0
)
-
1
��
(
0
,
t
)
)
��
0
(
1
��
*
(
L
)
-
1
��
(
L
,
t
)
)
]
?
?
?
(
1
2
)
����ѡΪ
u
=
[
f
?
0
-
f
?
L
]
?
?
?
(
1
3
)
��ͨ�����ֿɵ�:
A
(
t
)
-
A
(
0
)
+
��
0
l
u
��
y
d
s
=
��
0
L
X
f
?
d
x
?
?
?
(
1
4
)
���ڿ���֤����ʽ�Ҳ����, ���ӳ��u y
[10 ]
, �ɶ���������¯�¶ȿ���ϵͳ������¿�����:
u k c y
ʽ�� k c Ϊ�ɱ������湹�ɵĶԽ���
�ÿ�����Ҳ�����þ��������������ʾΪ
f
i
=
f
i
*
-
k
c
i
(
1
��
i
-
1
��
i
*
)
?
?
?
(
1
6
)
��
f
i
=
f
i
*
-
k
c
i
��
i
��
i
*
(
��
i
*
-
��
i
)
?
?
?
(
1
7
)
ʽ�� i =0, 1; T i T (0, t )��T (L , t ); T * i T * (0)��T * (L )��
���ڿ�����Ϊ�����¶�ƫ�������, ����������¯�¶ȿ���ϵͳ�ϸ���Դ, ���������������Ҫ����:
1) �ɲ��û��ֺ�����������С�����¶ȵ���̬ƫ��, �������¶ȵ�˲̬��Ӧ����, ���������������ʽ��PID������:
f
i
=
k
c
i
(
y
+
1
t
1
��
0
l
y
d
s
+
t
D
d
y
d
t
)
?
?
?
(
1
8
)
2) ������������ЧӦ������������ЧӦ(�籺�չ����еĻ�ѧ��Ӧ)��Ӱ�졣
3 ʵ�������
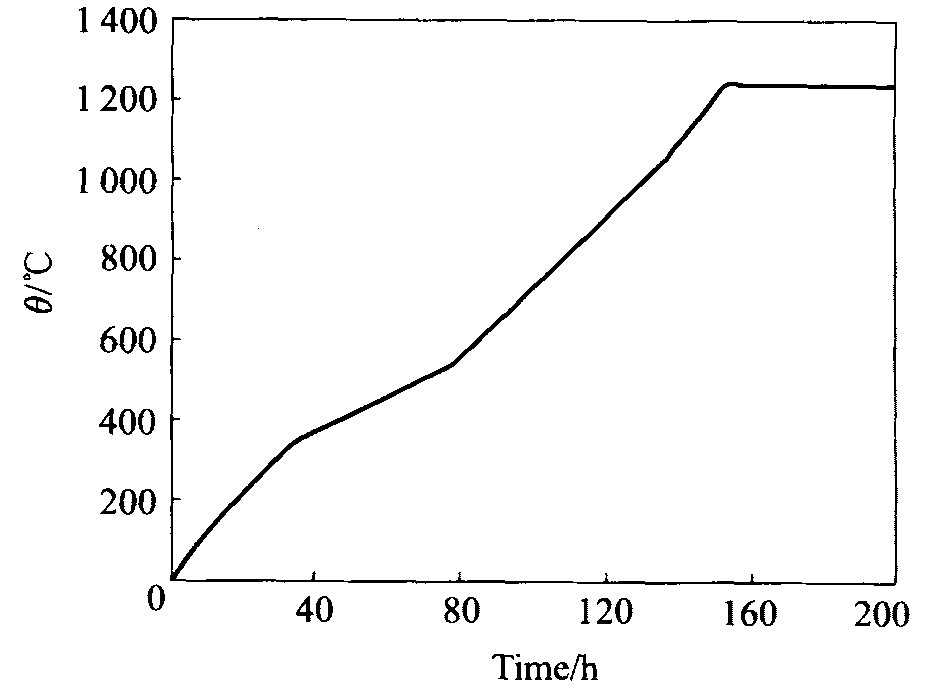
����ʵ������Windows 98�����½��е�, ȡ��߱����¶�Ϊ1 234 ��, ���ε��������ʰ��չ���Ҫ��ֱ�ȡΪk 1 =9.56 ��/h, k 2 =7.06 ��/h, k 3 =4.56 ��/h , k21 =6.74 ��/h, k 5 =8.93 ��/h, k 6 =10.02 ��/h, k 7 =11.11 ��/h, k 8 =5.56 ��/h��k 9 =0 ��/h, �����ó���Ҫ���180 h�������ߡ� ����ʵ���н�1��ȼ������Ϊ1����������ռ俼��, �����ݹ���Ҫ��ȡ3��ȼ�ռ�����������, �������ѹ��Ϊ2.6 kPa, �������Ϊ0.058 m3 /s, ����¶�ȡΪ25 ��, ����ȼ��ֵȡΪ4.568��106 J/ m3 , ����¯�ڵ��¶Ȱ�������߽����������� ���չ��̷���ģ�Ͳ�������
[
2 ]
�еĶ�̬ģ��, ��һ��¯�ҷ�Ϊ10 888������, �û�ϲ�ַ���ɢ���Ʒ�������ģ�͡� ���õı��չ����¶ȼ�������ͼ1��ʾ�� ��ͼ�п��Կ���, ����ʵ���еı����¶Ⱥܺõذ��չ���Ҫ����������߱仯, �������չ���, �������߷dz�ƽ��, û�г����쳣�¶�ֵ, ���ֵ��¶�ƫ��ڡ�1 ��֮��, ԶС�ڹ���Ҫ���ƫ��ֵ�� ��ʹ�����¹��̵ļ������ɵ㸽��, �¶�ƫ��Ҳ�Ƚ�С, �ҳ���ʱ��϶�, ���ƫ������ڵ����ںͱ��³���, ԭ���������������ʷ����˽ϴ�仯, �����������¹��Ժܴ�, ���Ե��½ϴ���¶�ƫ� �������ɵ㸽�������������ʱ仯��̫��, ����¶�ƫ��ڡ�5 �����ڡ�
ͼ1 �¶ȿ��Ʒ�����
Fig.1 Simulation result of temperature control
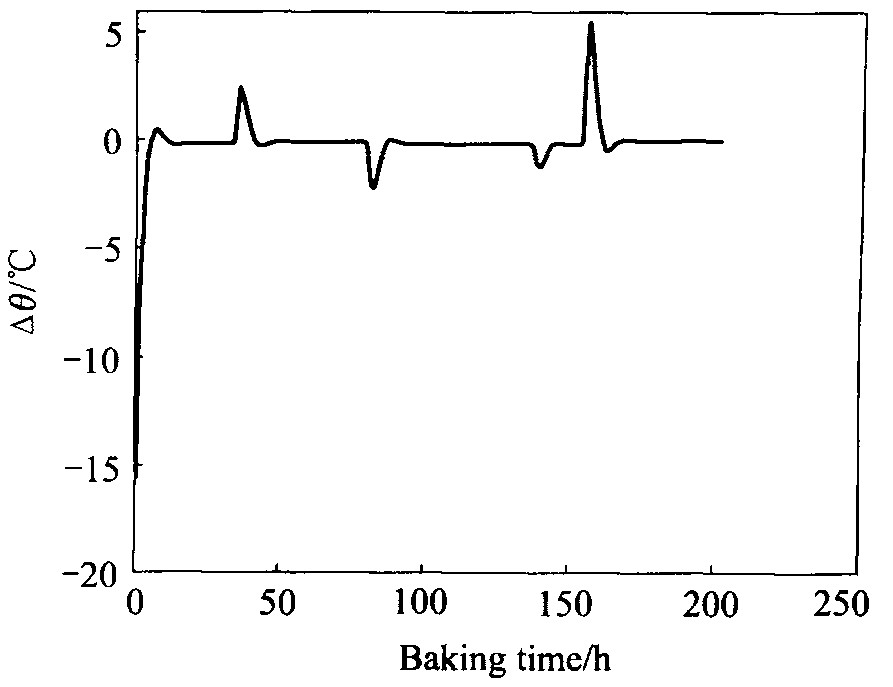
ͼ2 �¶����
Fig.2 Temperature error
�ó�ԭ�е���������¯�¶ȿ���ƫ��ߴ��50 ��, ¯�����¶��²���Ǵﵽ200 �档 1996��9����12����۳�����, �����������Ƽ�������Ϊ7.82%, ���ڵ������е����� ��������϶�, ����ë�Ĵ�594 kg/t�� ����Ŀ����ʱ����������¶ȿ��ƾ������ָ��Ϊ��10 �档 ͼ2Ϊ����ʵ���б���¯ij���µ���¶ȿ���������ߡ� ��ͼ���Կ���: ���б��չ����¶ȿ���ʱ, ����Ч���dz���; �����¶ε��¶����趨���¶ȷdz��Ǻ�; ���������ɵ�֮��, ��ƽ�ȼ��ȶε��¶�ƫ������ڡ�1 ��֮��; �������������¶������14 ��, ¯�����¶ȷֲ��dz�����; �����ϴ��¶�ƫ��������������ʹ��ɵ㸽��, ���������ʱ仯Խ��, �¶����Ҳ����������ȹ��Զ�Խ��
ʵ�����: �����ַ�����Ƶ���������¯�¶ȿ��Ʋ��Էdz���Ч, ���Դ��������������¶ȿ���ϵͳ����̬��˲̬���ܡ�
�����
[1] ��ThibaultMA .Simulationthedynamicsoftheanodebakingringfurnace[J].LightMetals,1985:11441149.
[2] ��÷����.��������¯ȼ����������̬����[J].���Ϲ�ҵ��ѧѧ��,1998,29(5):438442.MEIChi.Dynamicsimulationofanodebakingfurnaceflue[J].JournalofCentralSouthUniversityofTechnolo gy,1998,29(5):438442.
[3] ��������.��������¯�ṹ�������Ż�[J].�й���ɫ����ѧ��,2000,10(2):282.LIXin feng.Structuresimulationandoptimizationofan odebakingfurnace[J].TheChineseJournalofNonfer rousMetals,2000,10(2):282286.
[4] ��LionsJL .OptimalControlofSystemsDescribedbyPar tialDifferentialEquations[M ].Berlin:Springer,1971.53107.
[5] ��CurtainRF ,ZwartHJ .AnIntroductiontoLinearInfi niteDimensionalSystems[M ].NewYork:Springer,1995.7498.
[6] ��RussellDL .Controllabilityandstabilityofpartialdiffer entialequations[J].SIAMReview,1978,20:639739.
[7] ��RayWH .Somerecentapplicationsofdistributedparam etersystemstheory asurvey[J].Automatica,1978,14(2):281278.
[8] ��ChristofidesPD .NonlinearandRobustControlofPDESystems[M].Boston:Birkhauser,2000.2689.
[9] ��FarschmanCA .ProcesssystemsanddecentralizedPIDcontrol[J].Automatica,2000,36:16421647.
[10] ��CallenHB .ThermodynamicsandIntroductiontoTher mostatistics[M ].NewYork:Wiley,1985.41106.