稀有金属 2012,36(06),953-957+2-6
高含泥氧化铜矿搅拌浸出试验研究
武彪 刘学 武名麟 刘爽 温建康
北京有色金属研究总院生物冶金国家工程实验室
摘 要:
为确定搅拌工艺最佳的工艺参数组合,提供工艺设计参数,开展了某高含泥氧化矿浸出性能试验研究。通过搅拌浸出的条件试验,考察了温度、硫酸用量、液固比、磨矿细度等条件对铜浸出过程的影响规律,温度是影响浸出的关键因素,温度升高,铜浸出率明显提高。最佳的浸出工艺参数:温度为80℃、加酸量160 kg.t-1、液固比2∶1、磨矿细度74μm占65%,浸矿时间2 h,铜浸出率达到89.01%,耗酸187.91kg.t-1,浸出率与酸耗有较好的组合关系。
关键词:
高含泥氧化铜矿 ;温度 ;酸耗 ;浸出率 ;
中图分类号: TF811
作者简介: 武彪(1979-),男,甘肃会宁人,博士研究生,工程师;研究方向:有色金属冶金(E-mail:angelwbiao@sina.com);
收稿日期: 2012-07-11
基金: 科技部国家科技支撑项目(2006BAB02A08)资助;
Agitation Leaching of Copper Oxide Ore with High Mud Content
Abstract:
In order to determine the optimal process parameters of agitation leaching and provide industrial process design parameters,experiments were carried out on leaching behaviors of copper oxide ore with high mud content.Experiments were carried out at different temperature,initial acid concentration,liquid-solid ratio and the grinding fineness.The results showed that the main factors affect the leaching efficiency was temperature.As the temperature increased,the copper leaching rate was significantly increased.Under the conditions at temperature of 80 ℃,the initial acid concentration of 160 g ・ L-1,leaching time of 2 h,liquid-solid ratio of 2∶ 1 and grinding fineness of 74 μm 65%,the optimal copper leaching rate was 89.01%,and the acid consumption was 187.91 kg ・ t-1.
Keyword:
copper oxide ore with high mud content;temperature;acid consumption;leaching rate;
Received: 2012-07-11
针对嵌布粒度细,结合氧化铜含量高,含泥量高等特点的氧化铜矿,用常规选冶技术难于取得较好的技术经济指标
[1 ]
。当氧化铜矿品位足够高时,可直接在鼓风炉中采用火法还原成纯度较低的粗铜,但火法工艺复杂,生产成本高,环境污染严重。而且现今氧化铜矿品位普遍较低,不宜直接进行火法还原,因此湿法炼铜技术越来越受到重视
[2 ]
。它具有投资省、成本低、对环境污染少、矿产资源利用率高等优点,具有很强的竞争力。其中,采用堆浸-萃取-电积工艺来处理氧化铜矿是应用较多的一种技术
[3 ]
。
对于含泥高的氧化铜矿,渗透性较差,严重影响了浸出效率,堆浸工艺尚不成熟。对此,研究人员提出了一些解决措施,如制粒技术、洗矿技术等
[4 ,5 ,6 ,7 ,8 ]
。但从现场制粒实践来看,因配料不当,水分失控,制粒机结构及操作制度欠合理而大量存在制粒质量不高,成球率低,强度不够等问题,使得泥质颗粒在浸出过程中又被淋洗松散而发生迁移,阻塞矿堆内部通道,使矿堆渗透性能降低,浸出效率受到影响
[9 ,10 ]
。
本文主要是通过搅拌浸出,考察某高含泥氧化铜矿的矿石可浸性,并获取浸矿工艺参数及技术指标,为下一步工业化生产提供设计依据。
1试验
1.1试样
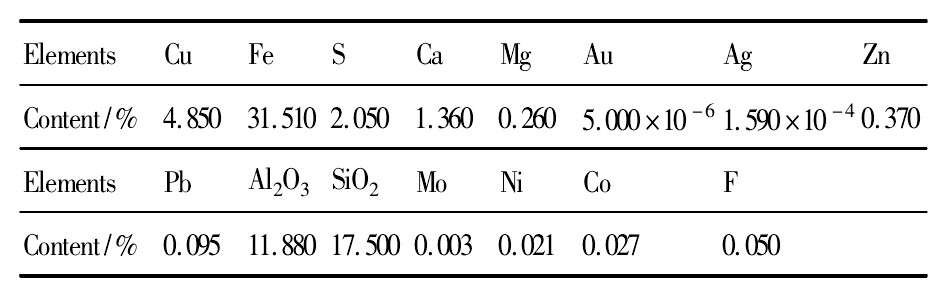
试样矿样化学元素分析、粒度筛析及矿石物相分析见表1~3和图1。
表1 矿石化学元素分析Table 1 Chemical composition of ore 下载原图
表1 矿石化学元素分析Table 1 Chemical composition of ore
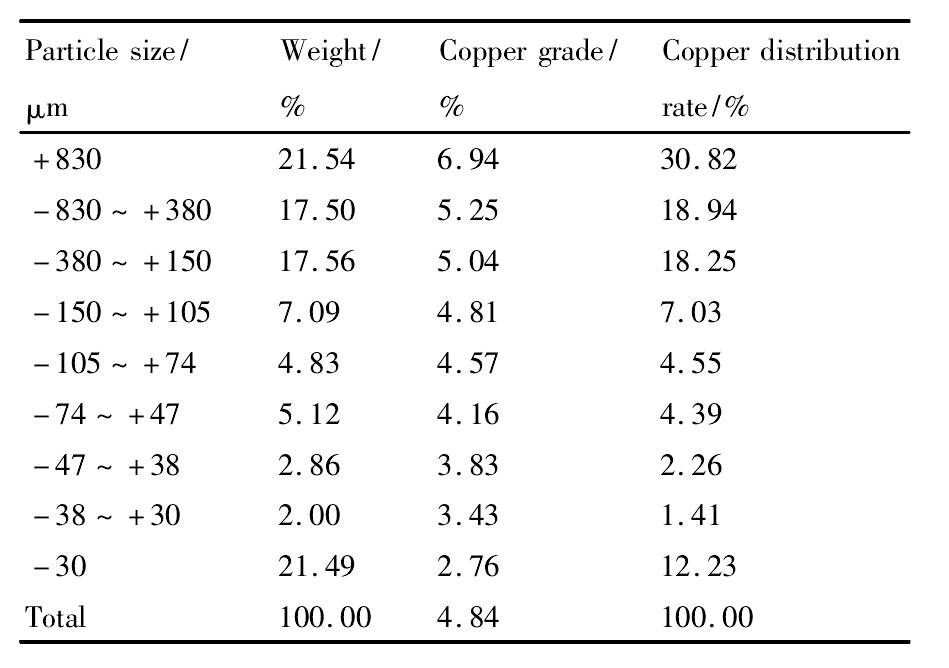
表2 矿石粒度筛析结果Table 2 Mineralogical composition of ore and distribution of copper within particle sizes 下载原图
表2 矿石粒度筛析结果Table 2 Mineralogical composition of ore and distribution of copper within particle sizes
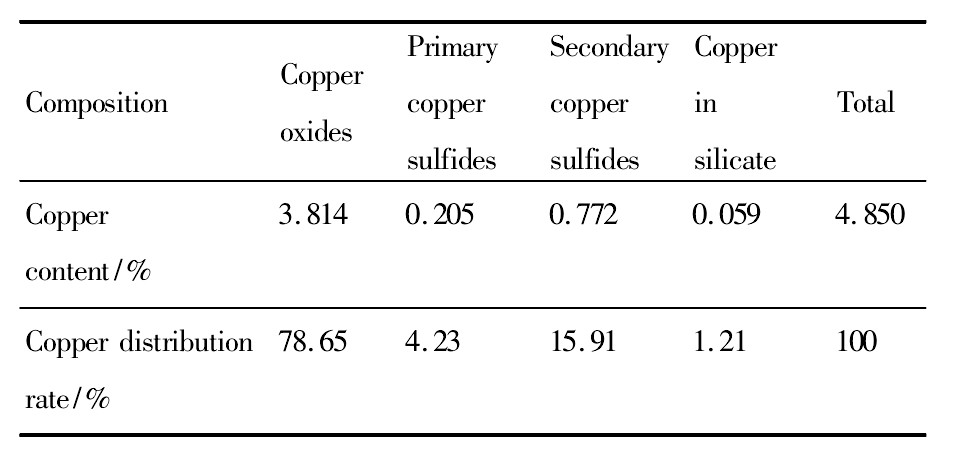
表3 铜矿物物相分析结果Table 3 Copper mineralogical composition of ore and dis-tribution of copper within minerals 下载原图
表3 铜矿物物相分析结果Table 3 Copper mineralogical composition of ore and dis-tribution of copper within minerals
矿石主要有价组分为铜,其他金属无回收利用价值,铜主要以氧化铜形式存在,氧化铜比例占78.65%,含有部分原生硫化铜矿和次生硫化铜矿,占有比例分别为4.23%和15.91%。从表2可知,矿石中<74μm占31.47%,属于高含泥氧化铜矿。
1.2试验方法
本试验采用常规搅拌浸出,采用水浴加热,块状矿石经破碎后磨至74μm,用H2 SO4 作浸出剂。浸完后,进行洗涤、过滤,取浸出液采用化学滴定法测定金属离子浓度,取代表性浸渣采用原子吸收光谱和化学滴定法测定金属含量,并进行物相检测。
2结果与讨论
2.1不同液固比浸出试验
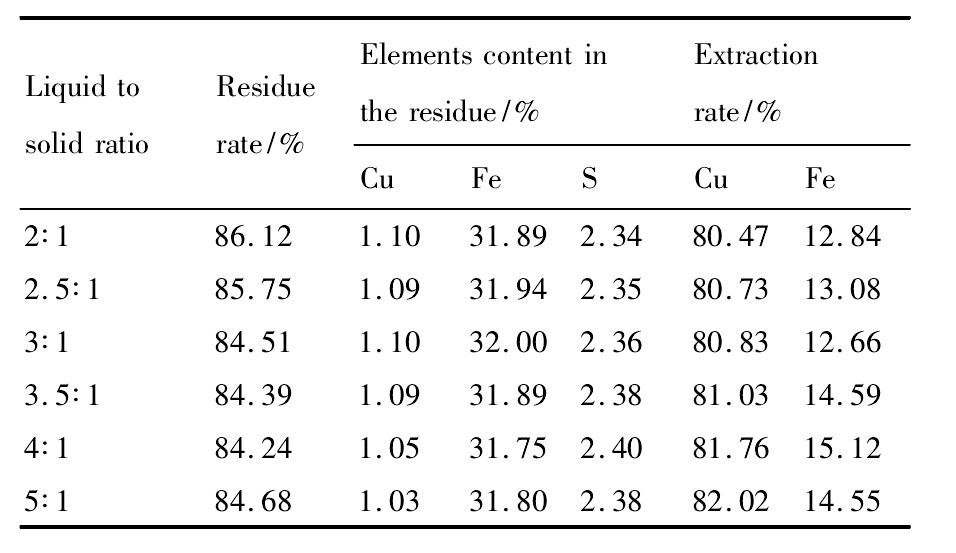
常温下,磨矿细度为74μm 82%,加酸量为280 kg・t-1 时,浸出2 h,进行洗涤过滤。液固比对铜浸出率的影响见表4。
从表4可知,随着液固比的提高,铜的浸出率也有所提高,因为液固比高时,反应剂与矿石表面的接触面更大,反应程度更高,浸出速率随之加快,但铜浸出率提高幅度不是很大。在硫酸浸出体系中,氧化矿易溶解,而硫化矿部分不易溶解,铁的浸出率均低于15%,硫基本上无浸出。这一结果说明,含硫矿物不随液固比增大发生改变,在氧化矿反应比较充分后,提高液固比对提高铜浸出率作用有限。浸出过程中采用较小液固比是相对更为经济的选择。因此,选择液固比2∶1为宜。
2.2不同磨矿细度浸出试验
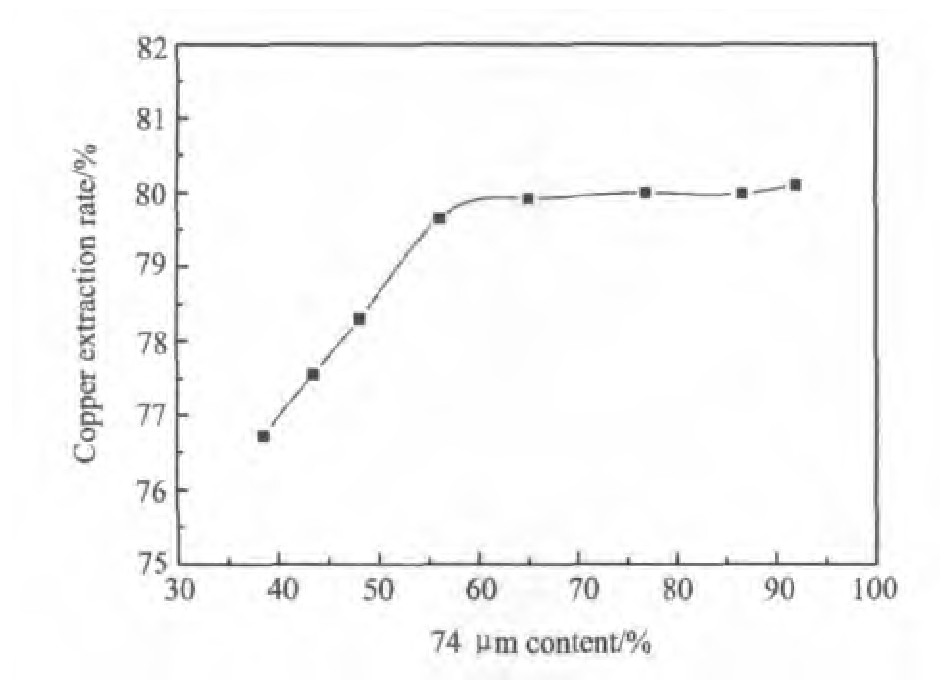
常温下,液固比为2∶1,加酸量为280 kg・t-1 时,浸出2 h,进行洗涤过滤。不同磨矿细度对铜浸出率的影响见图1所示。
从图1可知,随着磨矿细度减小,铜浸出率随之升高,但当磨矿细度达到74μm 56%时,继续提高磨矿细度对铜浸出率的提高影响很小,铜的浸出率已基本上达到最大值。主要是因为随着磨矿细度的减小,铜金属被包裹程度降低,矿石比表面增大,反应剂与矿石反应更充分,提高了浸出速率。当细度达到一定程度后,铜金属基本完全解离,进一步提高细度对铜浸出率的影响较小,而且会提高脉石的反应程度,酸耗升高,对浸出过程不利。为保证稳定的铜浸出率,降低能耗,确定磨矿细度74μm 65%为本矿石的最佳磨矿细度,在这一磨矿细度下,可获得最佳的铜浸出效果。
表4 液固比对铜浸出率的影响Table 4Effect of particle size on agitation leach extrac-tions of copper 下载原图
表4 液固比对铜浸出率的影响Table 4Effect of particle size on agitation leach extrac-tions of copper
图1 不同磨矿细度对铜浸出率的影响Fig.1 Copper extractions at different particle size
2.3不同加酸量浸出试验
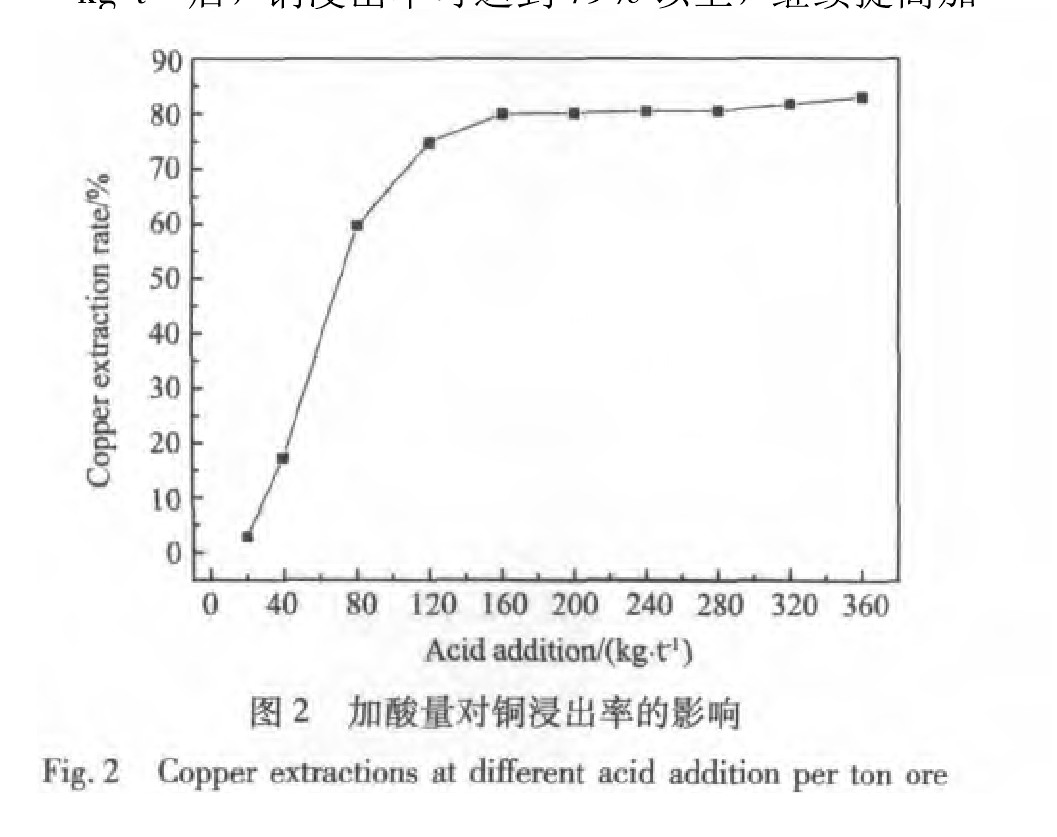
常温下,磨矿细度为74μm 65%,液固比:2∶1,浸出时间浸出2 h,进行洗涤过滤。不同加酸量浸出试验的结果见图2所示。
加酸量对铜浸出率的影响较大,酸浓度的提高也伴随着铜浸出率的提高。当加酸量达到160kg・t-1 后,铜浸出率可达到79%以上,继续提高加酸量,对铜的浸出率提高不大。氧化铜矿的反应主要由化学反应步骤控制
[11 ,12 ,13 ]
,在硫酸化学浸出体系中,H+ 是主要的反应剂,对浸出过程影响较大,提高H+ 浓度有效促进了铜的溶解。从加酸量与铜浸出率之间的关系来看,该矿的酸耗在160 kg・t-1 左右。故加酸量为160 kg・t-1 较为合理。
2.4不同浸出时间试验
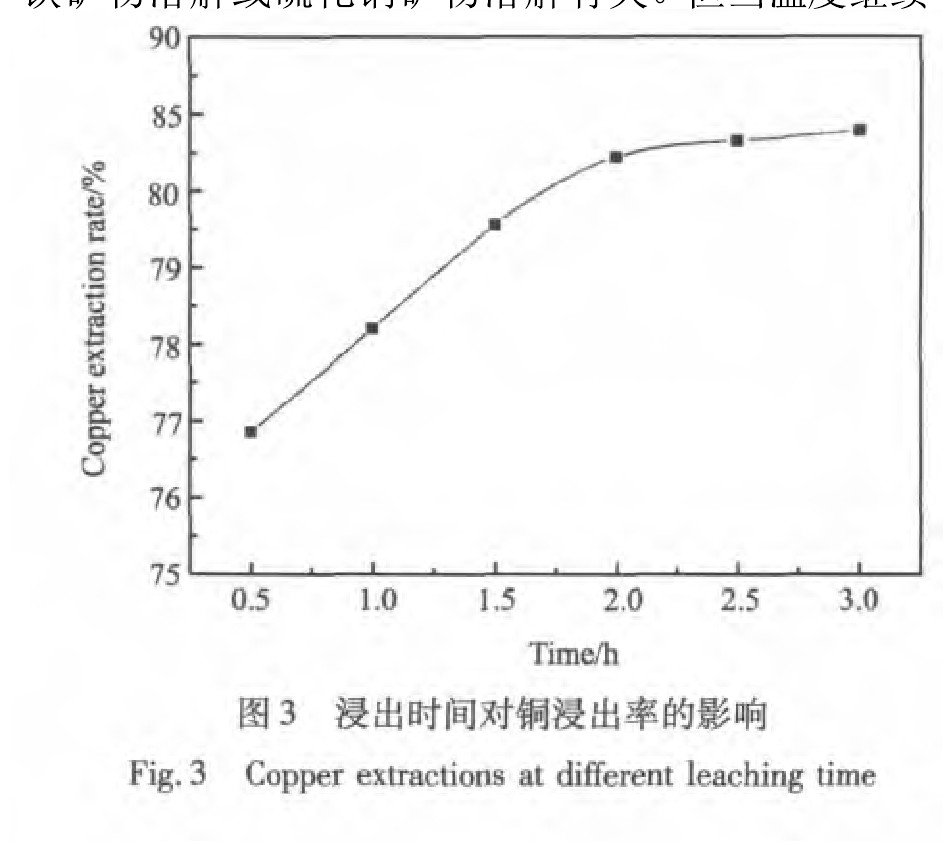
常温下,磨矿细度为74μm 65%,液固比:2∶1,加酸量为160 kg・t-1 时,不同浸出时间试验结果见图3所示。
随着浸出时间的延长,矿石反应的更充分,铜浸出率升高。当浸出时间延长至2 h以上,铜浸出率达80%以上,氧化铜部分基本反应完全。继续延长浸出时间,对铜的浸出率影响不大,而且提高能耗及设备腐蚀程度,成本升高。故选择浸出时间为2 h较为合理。
2.5不同浸出温度试验
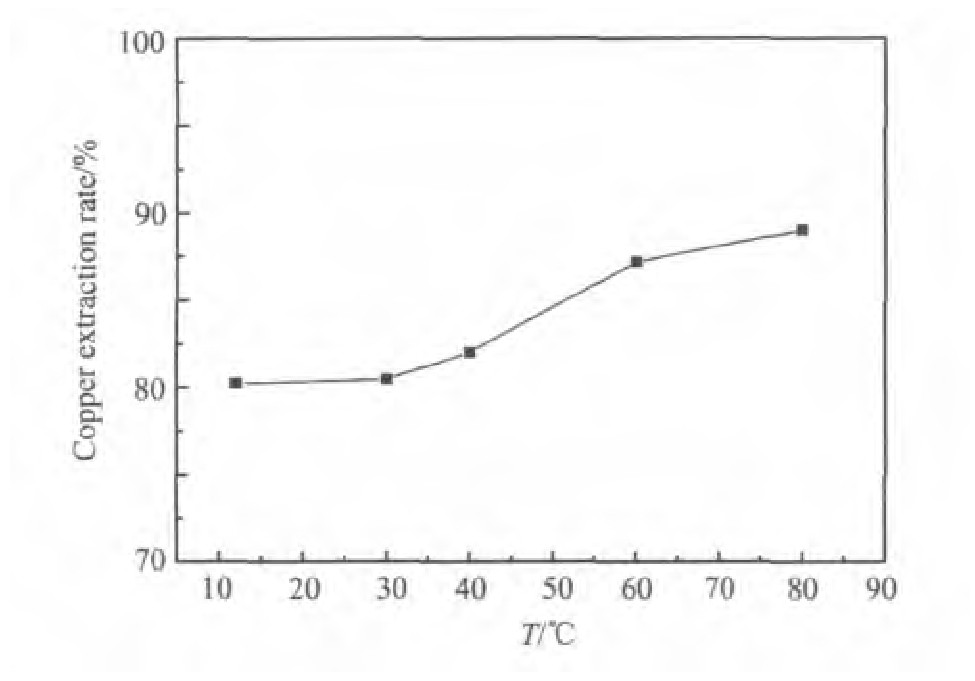
磨矿细度为74μm 65%,液固比为2∶1,加酸量为160 kg・t-1 时,浸出2 h,进行洗涤过滤。不同温度对铜浸出率的影响见图4所示。
在低温(12℃)~常温(30℃)范围内,浸出过程的温度变化对铜的浸出率影响不大,浸出温度为12℃时铜的浸出率为80.23%,而当浸出温度为30℃时铜的浸出率也只有80.48%。随着温度的进一步升高,铜的浸出率有较大幅度的提高,当浸出温度提高到80℃时,铜的浸出率达到了89.01%,比浸出温度为30℃时铜的浸出率提高了近10%,这可能与高温条件下一些包裹铜矿物的铁矿物溶解或硫化铜矿物溶解有关。但当温度继续升高时,对设备的要求升高,操作难度大,同时能耗升高,增加了生产成本,在经济上不可行。
图4 温度对铜浸出率的影响Fig.4 Copper extractions at different temperature
2.6强化浸出试验
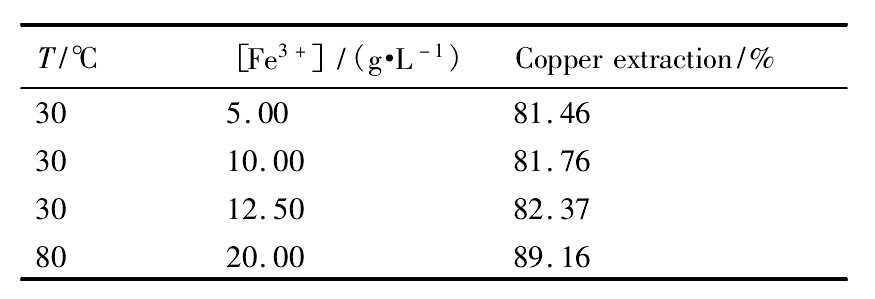
分别在常温和80℃条件下,磨矿细度为74μm 65%,液固比为2∶1,加酸量为160 kg・t-1 时,先浸出2 h,然后再加入不同浓度的浸出剂Fe3+ 溶液进行强化浸出。浸出结果见表5。
在相同温度下,通过添加氧化剂Fe3+ 及酸进行强化浸出,在一定程度上可促进铜的溶解,但是效果并不显著,仅能在原浸出率的基础上提高1%~2%。而相对而言,温度则是影响浸出的关键因素
[14 ,15 ]
。温度升高到80℃,铜浸出率达88%以上,而添加强化浸出剂与否对铜浸出率影响不大。2.7浸渣物相分析
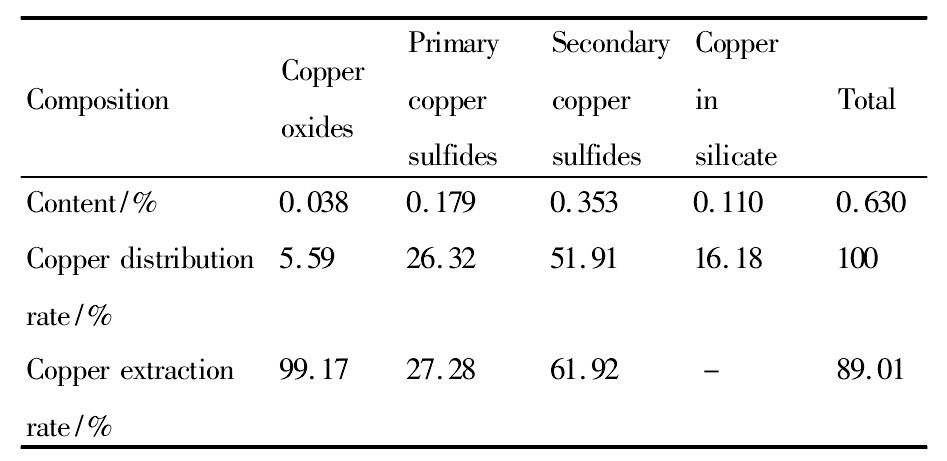
对常规80℃浸出条件下浸出渣进行了物相分析,结果见表6和图5。
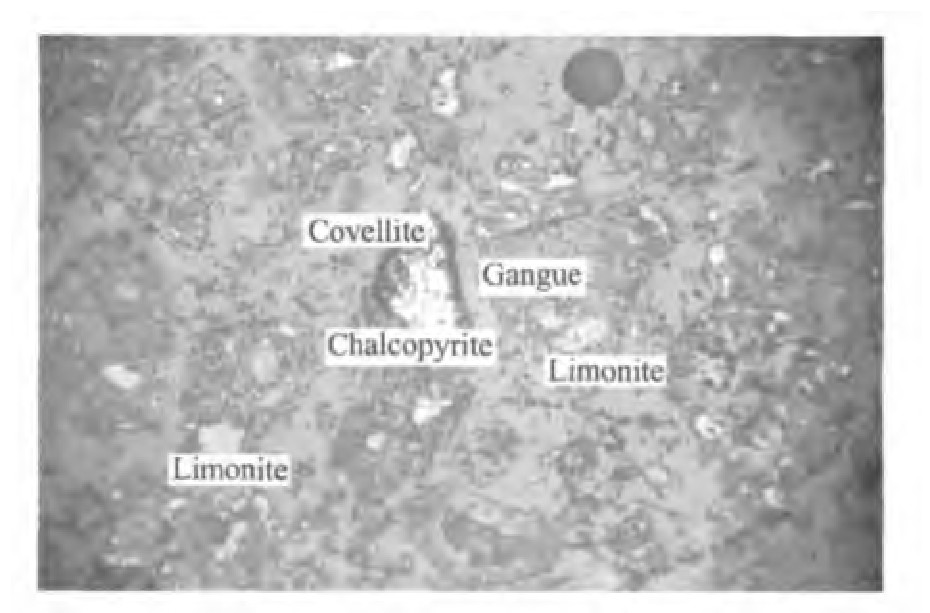
经矿石高温酸浸即除了几乎将氧化铜矿物中的铜全部浸出外,次生硫化铜矿中也有61.92%的铜被浸出,这说明在高温条件下硫化铜矿中的次生硫化铜矿可以逐渐被浸出,而原生硫化铜矿在高温的条件下依然较难浸出,大部分仍残留在浸渣中。由图5可知,浸渣样品的矿物组成均以脉石矿物和褐铁矿为主。铜矿物含量不多,主要为少量细粒铜蓝、黄铜矿,被脉石及铁矿物包裹,绝大部分的氧化铜矿物已被浸出。很难再进一步提高铜的浸出率。
表5 强化浸出试验结果Table 5 Strengthen the agitation leaching test results 下载原图
表5 强化浸出试验结果Table 5 Strengthen the agitation leaching test results
表6 高温浸出渣铜物相分析结果Table 6 Mineralogical analysis of leaching residue 下载原图
表6 高温浸出渣铜物相分析结果Table 6 Mineralogical analysis of leaching residue
图5 浸渣中存在少量的铜蓝和黄铜矿Fig.5 A small amount of covellite and chalcopyrite distributed in leaching residue
3结论
1.温度、加酸量、液固比和磨矿细度等均对浸出过程有影响,且温度影响最大。但搅拌过程加温能耗较高,操作难度大。
2.获得了适合本矿石性质的搅拌浸出工艺参数为:温度为80℃、加酸量160 kg・t-1 、浸矿时间2 h、液固比2∶1、磨矿细度74μm 65%。在该条件下,铜浸出率达到89.01%。
3.浸出渣的物相分析表明,矿石中氧化铜矿物在常温下比较容易浸出,铜的浸出率达到了94%以上;而硫化铜矿物则较难浸出,30℃条件下难以提高其浸出率,因此铜的综合浸出率只有80%左右,与工艺矿物学理论分析铜的浸出率的结果一致。次生硫化矿物对温度较敏感,提高温度可有效促进其溶解,而原生铜矿物(黄铜矿)则很难在不加温加压的稀硫酸介质下溶浸。
参考文献
[1] Wu B,Xie K,Zhang X X,Wu M L,Wen J K.Research onreasonable leaching of Yulong oxide copper ore[J].Metal Mine,2010,414(12):54.(武彪,谢昆,张兴勋,武名麟,温建康.玉龙铜矿氧化矿石合理浸出工艺研究[J].金属矿山,2010,414(12):54.)
[2] Biswas A K,Davenport W G,Translated by Department of Metal-lurgy,Kunming Institute of Non-Ferrous Metal Smelting Teachingand Research.Extractive Metallurgy of Copper[M].Beijing:Metallurgical Industry Press,1980.14.(比士瓦士(Biswas A K),戴文波特(Davenport W G)著.昆明工学院冶金系有色金属冶炼教研组译.铜提取冶金[M].北京:冶金工业出版社,1980.14.)
[3] Wu B,Liu X Y,Chen B W,Wen J K.Inhibit bioleaching ofpyrite by controlling oxygen content[J].Chinese Journal of RareMetals,2010,34(6):893.(武彪,刘兴宇,陈勃伟,温建康.控制氧含量抑制黄铁矿浸出研究[J].稀有金属,2010,34(6):893.)
[4] Xi Y,Wu A X,Zhu Z G,Jiang H C.Study on correlation be-tween particle size of oxide copper ore and its matel extraction ratein heap leaching[J].Metal Mine,2006,363(9):49.(习泳,吴爱祥,朱志根,江怀春.堆浸工艺中氧化铜矿石粒级与浸出率相关性研究[J].金属矿山,2006,363(9):49.)
[5] Yin S H,Wu A X.Study on solution flow law of the dump leac-hing[J].Mining Research and Development,2006,26(1):31.(尹升华,吴爱祥.堆浸矿堆溶液渗流规律初探[J].矿业研究与开发,2006,26(1):31.)
[6] Zhang D W.Study on the pelletizing and column leaching of ox-ide copper powder[J].Conservation and Utilization of MineralResources,1994,10(3):33.(张大维.氧化铜矿粉的制粒及柱浸试验初探[J].矿产保护与利用,1994,10(3):33.)
[7] LüP.A study on granulated heap leaching of lowly graded andhighly-mudded oxidized copper ore[J].Mining Research andDevelopment,2001,21(2):32.(吕萍.低品位高含泥氧化铜矿制粒堆浸新工艺的研究[J].矿业研究与开发,2001,21(2):32.)
[8] Li Q S,Wu A X,Jiang L C.Study on the mechanism of heapleaching of high-clay ore heaps with heap inside solution distribu-tion[J].Miining and Metalurgical Engineering,2003,23(2):23.(李青松,吴爱祥,姜立春.堆中布液浸出高泥矿堆的机理研究[J].矿冶工程,2003,23(2):23.)
[9] Wu M L,Liu F C,Zhang X X,Zang H,Wen J K,Wu B.Discussion on the winter insulation for heap leaching of oxide cop-per in alpine region[J].Metal Mine,2010,404(2):73.(武名麟,刘丰成,张兴勋,臧宏,温建康,武彪.高寒地区氧化铜矿堆浸工程冬季保温问题初探[J].金属矿山,2010,404(2):73.)
[10] Mbuyu Lwambiyi,Kasonde Maweja,Kitala Kongolo,Nkulu M.Lwambiyi,Mukulu Diyambi.Investigation into the heap leac-hing of copper ore from the Disele deposit[J].Hydrometallurgy,2009,98:177.
[11] Habbache N,Alane N,Djerad S,Tifouti L.Leaching of cop-per oxide with different acid solutions[J].Chemical EngineeringJournal,2009,152:503.
[12] Senanayake G.Review of theory and practice of measuring pro-ton activity and pH in ncentrated chloride solutions and applica-tion to oxide leaching[J].Mineral Engineering,2007,20:634.
[13] Ruan R M,Zhou E,Liu X Y,Wu B,Zhou G Y,Wen J K.Comparison on the leaching kinetics of chalcocite and pyrite withor without bacteria[J].Rare Metals,2010,29(6):552.
[14] Zhou G Y,Ruan R M,Wen J K,Wu B.Bio-oxidation of py-rite during copper bioleaching in Zijinshan[J].Journal of Uni-versity of Science and Technology Beijing,2008,30(1):11.(周桂英,阮仁满,温建康,武彪.紫金山铜矿浸出过程黄铁矿的氧化行为[J].北京科技大学学报,2008,30(1):11.)
[15] Yao G H,Yan J L,Wang H J,Wu A X.Study on heated agi-tation leaching of copper oxide ore with high mud content[J].Sciencepaper Online,2010,11(5):855.(姚高辉,严佳龙,王洪江,吴爱祥.高含泥氧化铜矿加温搅拌浸出试验研究[J].中国科技论文在线,2010,11(5):855.)