
Taper barrel rheomoulding process for semi-solid slurry preparation and microstructure evolution of A356 aluminum alloy
ZHANG Fan(张 帆), KANG Yong-lin(康永林), YANG Liu-qing(杨柳青), DING Rui-hua(丁瑞华)
School of Materials Science and Engineering, University of Science and Technology Beijing, Beijing 100083, China
Received 13 May 2010; accepted 25 June 2010
Abstract: The self-developed taper barrel rheomoulding (TBR) machine for light alloy semi-solid slurry preparation was introduced. The semi-solid slurry was obtained from the intense shearing turbulence of the alloy melt in the cause of solidification, which was further caused by the relative rotation of the internal and external taper barrel whose surface contained wale and groove. The heat transmission model of TBR process, the flow rules and the shearing model of the alloy melt were deduced. Taking A365 as experimental material, the microstructure evolution rules under different slurry preparation processes were analyzed. The results show that decreasing the pouring temperature of A365 alloy melt properly or increasing the shearing rate helps to obtain ideal semi-solid microstructure with the primary particle size of about 70 μm and the shape factor of above 0.8.
Key words: taper barrel rheomoulding; semi-solid slurry preparation; microstructure evolution; A356 aluminum alloy
1 Introduction
Since FLEMINGS et al[1] managed to make semi-solid alloy by mechanical stirring in 1970s, many scholars have researched and improved the semi-solid slurry preparation process and technology according to the metal solidification theory. So far, many semi-solid slurry preparation technologies and forming processes have been proposed, such as NRC (New rheocasting process)[2], CPR (Continuous rheoconversion process)[3], RDC (Rheo-diecasting process)[4-5], SSR (Semi-solid rheocasting process)[6], LSPWES (Low superheat pouring and weak electromagnetic stirring process)[7], MSMT (Melt spreading and mixing technique)[8], LSPSF (Low superheat pouring with a shear field process)[9], WSP (Wavelike sloping plate process)[10] and TBR (Taper barrel rheomoulding process)[11-12], most of which are now being researched in the laboratory and far from industrialization.
Taper barrel rheomoulding (TBR) slurry preparation process was designed by KANG et al[11-12], which could prepare excellent semi-solid slurry in just 10-15 s. Compared with other processes, TBR process possesses such superiorities as short time, high efficiency and homogeneous microstructure. Furthermore, it is convenient to combine TBR machine with conventional die-casting machine to develop rheo-diecasting process. At present, the self-developed TBR slurry preparation process has become mature and can be used to establish a semi-solid rheo-diecasting pilot line of Mg alloy in Beijing Guangling Jinghua Science & Technology Co. Ltd., which reflects its industrial value. Meanwhile, the technical prototype of the integrative process from semi-solid slurry preparation to rheo-diecasting of aluminium alloy is set up in the laboratory. Reasonable TBR processing parameters are critical for excellent semi-solid slurry. So, in this work, the heat transmission model of TBR process, the flow rules and the shearing model of the alloy melt were deduced. The influence of processing parameter on semi-solid microstructure was investigated, which provided reference to choose slurry preparation parameters. By setting pouring temperature and shearing rate as variable parameters, the microstructure evolution rules of A365 alloy were analyzed.
2 Experimental
2.1 TBR machine
The mandatory well-distributed solidification machine named taper barrel rheomoulding machine for light alloy was used in the experiment, which was designed by KANG et al[11]. Fig.1 illustrates the structure of TBR machine which consists of a driving system, a shearing system, a temperature control system, an elevating system and a gas protection system. The core part of the machine is the shearing system which is made up of internal and external taper barrel. On the wall of the external taper barrel, there are heating and cooling elements to control the temperature accurately (±1 °C). Thermal radiation and heat conduction help the internal taper barrel to reach working temperature.
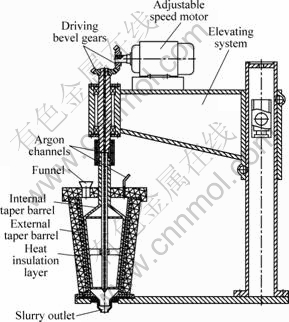
Fig.1 Schematic illustration of taper barrel rheomoulding machine
The operating principle of TBR machine is that the relative rotation of the internal and external taper barrel whose surface contains wale and groove causes intense shearing turbulence of the alloy melt in the cause of solidification, forming fine and uniform semi-solid slurry. The elevating system can adjust the clearance to change shearing speed and shearing time and to prolong the service time. The average variation of the clearance is 6-8 mm, and the corresponding minimal clearance variation is 3-5 mm.
2.2 Experimental procedures
The industrial A356 casting aluminium alloy was used as experimental material and tested by DSC, and its liquidus and solidus are 615 °C and 560 °C, respectively. Specific experimental procedures are as follows.
The A356 aluminium alloy ingot was dried and put into a melting furnace where the temperature was primarily set to be 400 °C. After the refinement and degassing treatment at 700 °C, the liquid alloy was set aside for about 15 min, then cooled to the pouring temperature, which is higher than the liquid line, and poured into the TBR shearing system with primarily settled parameters. Temperature of the shearing external taper barrel was 610-580 °C and rotation speed of the internal taper barrel was 300-700 r/min. The liquid alloy experienced strong shear stress in the clearance between the internal and external barrel and flowed from the slurry outlet after 1-5 s. The prepared slurry was poured into a special stainless steel barrel which was next cooled in water, and the semi-solid blanket was made in this way. The whole process including smelting and shearing turbulence was protected by Ar to avoid oxidation. Primary particle size and shape of the prepared blanket were marked by the equivalent area diameter D and the shape factor F, respectively. The primary particle is rounder when F is closer to 1. Specific formula are:  ,
,  , where A is the particle area and P is the perimeter of the particle section[13].
, where A is the particle area and P is the perimeter of the particle section[13].
3 Cooling behavior of melt during TBR semi-solid slurry preparation
3.1 Heat transmission model of TBR slurry preparation
Cooling of the alloy melt in the clearance between the internal and external taper barrel is an important factor that influences quality of semi-solid slurry, and the processing parameters mainly include the appropriate cooling method and shearing speed. So, the cooling rules of the melt during slurry preparation is significant for preparing semi-solid slurry with good property and stability and for searching the formation mechanism of semi-solid microstructure. Based on relevant theory of heat transmission, the temperature evolution rules of the melt when passing the shearing system are calculated.
Fig.2 shows the heat transmission procedure during the TBR semi-solid slurry preparation. It is assumed that the surface temperature of the internal and external taper barrel is constant and marked as T1 and T2, respectively, and that both of them are higher than the solidus temperature. After being poured into the taper barrel clearance of the shearing system, the alloy melt of which the initial temperature is recorded as Tp will reach temperature T at time t. Because the height and diameter of the internal and external taper barrel are larger than the clearance, the two shearing taper barrels can be predigested as two parallel slabs, and the liquid film in the thickness direction can be cooled uniformly. Ignoring the latent heat during solidification and the heat transmission in vertical section, then at the time t, heat release ?QR of the melt upon cooling equals the heat exchange ?QE between the melt and the two taper barrels[14], that is
?QR=?QE (1)

Fig.2 Schematic of heat transmission in TBR process
At the time t, heat release of the melt when passing the clearance between the two taper barrels is
?QR=mcpdT (2)
 (3)
(3)
In Eqs.(2) and (3), m is the mass of the melt; cp is the specific heat; α1 and α2 are the convective heat transfer coefficients between the melt and the wall of internal and external taper barrel, respectively; and S1, S2 are the contact areas between the melt and the wall of internal and external taper barrel, respectively. Considering that the material used for internal and external taper barrel are the same and that the melt spreads over the clearance, it can be considered that α1=α2=α, S1=S2=S. So, the heat exchange differential equation of TBR slurry preparation is built by combining Eq.(1) with Eq.(2) and Eq.(3):
 (4)
(4)
Solve the equation and bring in m/s=ρλ (λ is the mean clearance between the internal and external taper barrel, and ρ is the density of the melt); when t=0, T=Tp, then
 (5)
(5)
Eq.(5) is the heat transmission model of TBR slurry preparation process. It can be seen that pouring temperature, taper barrel temperature, clearance and passing time over the shearing system are important factors that influence the cooling behavior of the melt, and that in TBR process, semi-solid slurry with different properties can be obtained by controlling these factors. The convective heat transfer coefficient is related to the physical characteristics and flow state of the melt. For a certain alloy melt, it can be considered that its density and specific heat are invariable in the semi-solid region.
3.2 Cooling behavior of melt in TBR shearing system
TBR heat transmission model provides references to selecting parameters of semi-solid slurry preparation. In a certain processing condition, it is supposed that the convective heat transfer coefficient α, the density ρ and the specific heat cp are constant during the preparation, then the relationship between temperature and time when the alloy are passing through the clearance is shown in Fig.3. When passing through the clearance, the alloy melt is affected by the shearing field and meanwhile it exchanges heat with the internal and external taper barrel, so its temperature decreases from the pouring temperature to the liquidus TL at the time t0, and then it enters the semi-solid region where the under-cooling melt begins to nucleate and grow and the primary dendrites are broken, rounded and ripen to spherical particles. At the time tout, the alloy melt flows out of the shearing system, then the preparation is finished. If the melt has sufficient time to pass through the clearance, its temperature will approach to the mean value of the internal and external taper barrel, (T1+T2)/2. During the cooling process, cooling rate of the melt is not constant but reduced with time.
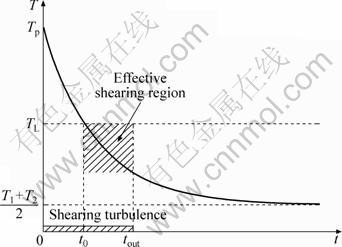
Fig.3 Cooling curve of alloy melt in TBR process
The time interval when the alloy melt is affected by the shearing filed is 0-tout, during which the temperature of the melt is higher than liquidus. So, there is no primary particles, let alone broken dendrites. For this reason, the effective shearing time of TBR device on the alloy melt is t0-tout. The enclosure of the cooling curve of the melt and the lines through TL and tout is defined as the effective shearing region, so the horizontal and vertical edge of the region means the semi-solid temperature and the effective shearing time region of TBR device for the melt. Increasing area of the effective shearing region properly is beneficial to breaking the primary phase and to obtaining fine, uniform and round semi-solid microstructure.
4 Flow rules of melt in TBR shearing system
4.1 Speed distribution of melt when passing through clearance
When the alloy melt is flowing through the clearance between the internal and external taper barrel, because of its gravity and rotation of the internal barrel, there are two speed components in the vertical Y and tangential Z direction, so the melt descends in the form of helix. The speed distribution along Y and Z direction is calculated theoretically and the flow rules of the melt when passing through the clearance are summarized. The two taper barrels can be predigested as two parallel slabs. It is supposed that the value of the clearance is λ and that the electric engine drives the internal taper barrel to rotate at the speed N, then the side linear speed of the internal taper barrel is  , where
, where  is the mean diameter. Fig.4 shows the flow illustration of the melt in the clearance between internal and external barrel.
is the mean diameter. Fig.4 shows the flow illustration of the melt in the clearance between internal and external barrel.
1) Vertical speed distribution of melt under gravity
The ordinary differential equation of the melt under gravity is inferred from the continuity equation of incompressible melt[15-16]:
 (6)
(6)
Boundary conditions are as follows: (1) where x=0 or x=λ, uY=0; (2) where x=λ/2, duY/dx=0. Integrating Eq.(6) and calculating the integration constant according to the above boundary conditions, then the speed components in the vertical direction is
 (7)
(7)
where g is the gravity acceleration, and η is the apparent viscosity of the melt.
2) Tangential speed distribution of melt under rotation of internal taper barrel
On the basis of ordinary differential equation of the laminar motion in the slab clearance, there is
 (8)
(8)
Given boundary conditions: (1) where x=0,
 ; (2) where x=λ, uZ=0. Based on Eq.(8) and the boundary conditions, the tangential speed distribution of the melt is
; (2) where x=λ, uZ=0. Based on Eq.(8) and the boundary conditions, the tangential speed distribution of the melt is
 (9)
(9)
For the melt passing through the clearance, it can be approximately assumed that pressure difference of the melt in tangential direction, Δp, is 0, then the tangential speed distribution under rotation of the internal taper barrel is
 (10)
(10)
4.2 Flow track of melt in clearance
From the two speed components (Eqs.(7) and (10)), it is observed that the speed distribution at different locations is inconsistent. Making the speed direction at  (the flow direction of the whole melt), the two speed components here are
(the flow direction of the whole melt), the two speed components here are and
and  . The alloy melt flows from high to low in the form of helix in the clearance. Supposing that the angle between the helical and horizontal line is α, then there is
. The alloy melt flows from high to low in the form of helix in the clearance. Supposing that the angle between the helical and horizontal line is α, then there is
 (11)
(11)
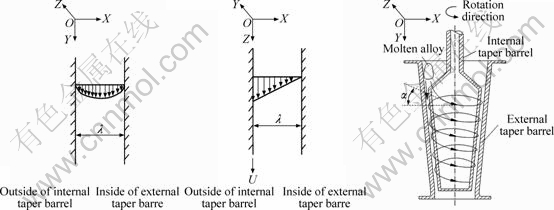
Fig.4 Flow illustration of melt in clearance between internal and external barrel
The formula above can represent the flow track of the melt in TBR shearing system, from which the relationship between the rotation speed of the internal taper barrel and the enclosure number and flow distance are summarized, as shown in Fig.5, in which the apparent viscosity of the melt is supposed to be a constant value of 0.5.
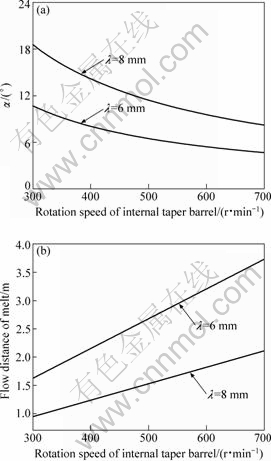
Fig.5 Influence rules of internal barrel rotation speed on flow patterns: (a) Angel α; (b) Flow distance of melt
5 Shearing model of TBR device
Based on the formula of shearing rate,  , the vertical and tangential shearing rates are:
, the vertical and tangential shearing rates are:
 (12)
(12)
 (13)
(13)
Due to  , meanwhile there are grooves of 3 mm in depth on the sides of the internal and external taper barrel, it is considered that the clearance value varies periodically as the melt flows in TBR device. Choosing the value
, meanwhile there are grooves of 3 mm in depth on the sides of the internal and external taper barrel, it is considered that the clearance value varies periodically as the melt flows in TBR device. Choosing the value  when the melt passes through the minimal clearance λmin to judge shearing rate, the shearing model is
when the melt passes through the minimal clearance λmin to judge shearing rate, the shearing model is
 (14)
(14)
6 Experimental results and analysis
6.1 Cooling behavior of semi-solid A356 under different pouring temperatures
From the heat transmission model of TBR process, it can be seen that pouring temperature has a great effect on cooling behavior of the alloy melt. When the convective heat transfer coefficient of the alloy melt α, density ρ and specific heat cp are brought into Eq.(5), the cooling rule of A356 alloy melt in TBR process can be expressed as
 (15)
(15)
Fig.6 shows the variation curves of temperature in A356 melt vs time with different pouring temperatures, when rotation speed of the internal barrel is 500 r/min, temperature of the internal and external taper barrel are T1=560 °C and T2=610 °C, respectively, and the mean clearance value λ is 6 mm. Under such conditions, the time tout that the melt passes through the shearing device is essentially the same and equals to 2 s. It can be seen from Fig.6 that temperature of the melt has similar variation trend with different pouring temperatures. But for the melt with lower pouring temperature, its primary temperature is accordingly lower and the cooling rate decreases also. If the cooling time that the melt passes through the clearance is not less than 6 s, temperature of the prepared slurry will become the same as the mean temperature of the internal and external taper barrel.
Fig.7 shows the semi-solid microstructures under the above conditions. The white lumpy or near-spherical region is α(Al) primary particle, and the dark-grey region is eutectic structure formed by the remaining liquid. From Fig.6 and Fig.7, it can be seen that the microstructure of the melt varies because of different cooling rates at the clearance and different outlet temperature, which results from different pouring temperatures. When pouring temperature decreases, mean size of the α(Al) primary particles diminishes and the shape factor increases, that is, the primary particle becomes fine and homogeneous. Pouring temperature of Fig.7(a) is 690 °C, the prepared slurry temperature is 616 °C, and temperature of the melt flowing out of the clearance is still higher than liquidus temperature. The following formed primary particles will not be affected by the shearing field, so the primary α(Al) grows to coarse dendrite under pouring temperature of 690 °C. When the pouring temperature reduces to 670 °C and 650 °C, the alloy melt cools to the semi-solid region in a short time followed by primary particles breaking up and spherodizing by the shearing field; at last, spherical microstructure is obtained. But the primary particle with pouring temperature of 650 °C is finer and rounder than that of 670 °C. The reason is that when pouring temperature is 650 °C, the effective shearing area of the melt is 13 times that of 670 °C (shown in Fig.6), and the shearing semi-solid region of the former is 615-602 °C which is far larger than 615-609 °C for pouring temperature of 670 °C. So, for the melt under low pouring temperature, the effective shearing time and number of primary particles greatly increase, the coarse dendrites are broken fully, and then the finer and rounder semi-solid microstructure is prepared. When pouring temperature reduces to 640 °C, the semi-solid region where the melt is sheared and stirred is 615-598 °C, so the following primary particles become finer and more homogeneous, as shown in Fig.7(d), in which the mean size is 68 μm and the shape factor is 0.84(Fig.8).
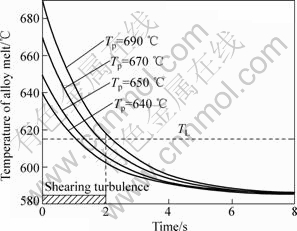
Fig.6 Effects of pouring temperature on cooling behavior of alloy melt
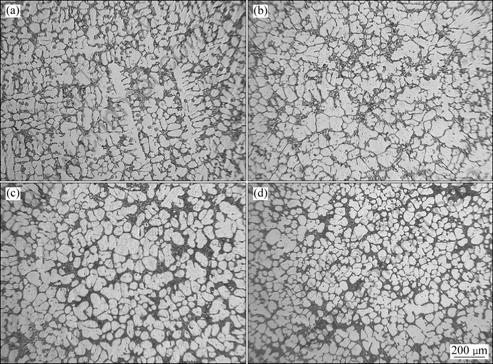
Fig.7 Semi-solid microstructures of A356 obtained under different pouring temperatures: (a) 690 °C; (b) 670 °C; (c) 650 °C; (d) 640 °C
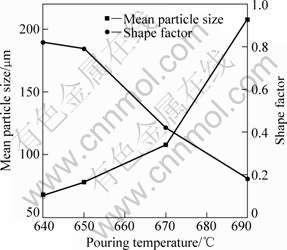
Fig.8 Effects of pouring temperature on morphology parameters of primary particles
6.2 Effects of shearing rate on semi-solid microstructure
Fig.9 shows the semi-solid microstructures when pouring temperature is 650 °C, temperatures of the internal T1 and external barrel T2 are 550 °C and 600 °C, respectively, and the rotation speeds of the internal taper barrel are 300, 400, 500 and 600 r/min. Based on Eq.(14), it is known that the shearing rates are 830, 1 105, 1 380 and 1 655 s-1 accordingly. As can be seen from Fig.9, α(Al) primary particles become finer, rounder and more homogeneous as shearing rate increases. When shearing rate is 830 s-1, there are many dendrites and rosette particles. When shearing rate increases to 1 105 s-1, dendritic α(Al) particles are mostly broken, fraction of spherical particles increases but the size is larger and there exist some rosette particles. As the shearing rate increases further, the size decreases obviously. When shearing rate reaches 1 380 s-1, α(Al) primary particles have turned spherical with the size of 72 μm and shape factor of 0.82(Fig.10).

Fig.9 Semi-solid microstructures of A356 obtained under different shearing rates: (a) 830 s-1; (b) 1 105 s-1; (c) 1 380 s-1; (d) 1 655 s-1
Rotation speed of the internal taper barrel is directly related to shearing rate of TBR device, that is, raising rotation speed will increase shearing rate. When the shearing rate is low, the shearing stress that affects dendrites is small, the collision frequency and intensity among dendrites or between dendrite and shearing side of the barrel are weak, so there are just a few dendrites broken up. As shearing rate rises, the primary particles will form obvious velocity difference with remaining liquid when flowing, and the collision frequency and intensity are enhanced, which results in more and more obvious shearing effects on dendrites and makes the dendrite arms fractured or fused. Besides, high shearing rate would round sharp corners of bulk particles and ripen rosette particles to turn into spherical particles.
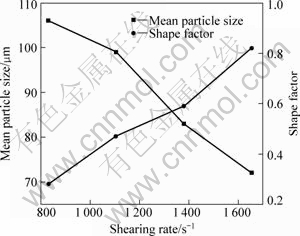
Fig.10 Effects of shearing rate on morphology parameters of primary particles
Except that broken primary particles bring about more free particles, the increase of nucleation rate is also an important reason why the primary particle size decreases as the shearing rate increases. The undercooled melt performs heterogeneous nucleation with the outer side of the internal taper barrel as its underlayer. Washout and collision by the flowing melt on the outer side will make the nucleus fall off and drop into the melt, and then the melt contacting the internal barrel side conducts instant nucleation. In this way, mass nuclei are generated and brought into the melt. As the rotation speed of the internal barrel rises from 300 to 600 r/min, flow distance of the melt in TBR shearing system increases from 1.62 m to 3.20 m(Fig.5), and the contact chances among the melt and the two barrels are multiplied, which enhances the nucleation rate and refines the microstructure.
7 Conclusions
1) From the heat transmission model of TBR process, it can be seen that factors affecting cooling behavior of the melt involve pouring temperature, temperatures of the internal and external taper barrel, clearance between the two barrels and time that the melt passes through the clearance. The factors above further affect morphology of primary particles.
2) Shearing rate of TBR device is in a linear relationship with rotation speed of the internal barrel:  . When the mean clearance is 6 mm, shearing rate increases from 830 s-1 to 1 655 s-1 as rotation speed increases from 300 to 600 r/min.
. When the mean clearance is 6 mm, shearing rate increases from 830 s-1 to 1 655 s-1 as rotation speed increases from 300 to 600 r/min.
3) Decreasing pouring temperature of A356 melt properly will increase the effective shearing area in TBR process and increase the effective shearing time on primary particles, which helps for gain refinement and homogeneous semi-solid microstructure.
4) Shearing rate of TBR device is benefit to break primary particles and lengthen flow distance in TBR shearing device, thus increases the number of free particles and refines the microstructure.
References
[1] Spencer D B, Mehrabian R, Flemings M C. Reological behavior of Sn-15%Pb in the crystallization range [J]. Metallurgical Transactions, 1972, 3(7): 1925-1932.
[2] Easton M A, Kaufmann H, Fragner W. The effect of chemical grain refinement and low superheat pouring on the structure of NRC castings of aluminium alloy Al-7Si-0.4Mg [J]. Materials Science and Engineering A, 2006, 420(1/2): 135-143.
[3] Matthew M F. Seim-solid slurry formation via liquid metal mixing [D]. America: Worcester Polytechnic Institute, 2003.
[4] Ji S, Fan Z, Bevis M J. Semi-solid processing of engineering alloys by a twin-screw rheomoulding process [J]. Materials Science and Engineering A, 2001, 299(1/2): 210-217.
[5] Fan Z, Liu G. Solidification behaviour of AZ91D alloy under intensive forced convection in the RDC process [J]. Acta Materialia, 2005, 53(16): 4345-4357.
[6] Martinez R A, Flemings M C. Evolution of particle morphology in semisolid processing [J]. Metallurgical and Materials Transactions A, 2005, 36(8): 2205-2210.
[7] Mao Wei-min, Zhu Da-ping, Zheng Qiu, MAO Wei-min, ZHU Da-ping, ZHENG Qiu, TANG Xing-guo. Slurry preparation by LSPWES method and rheocasting of A356 aluminum alloy [J]. Foundry, 2009, 58(1): 10-13. (in Chinese)
[8] Liang Bo, Xu Jun, Zeng Yi-dan, LIANG Bo, XU Jun, ZENG Yi-dan, YANG Bi-cheng, ZHANG Zhi-feng. Study on the microstructure control of aluminum alloy semi-solid slurry prepared by MSMT technology [J]. Foundry Technology, 2008, 29(11): 1518-1521. (in Chinese)
[9] Liu Xu-bo, Yang Xiang-jie, Guo Hong-min. On-line preparation technology for semi-solid slurry of aluminum alloy based on LSPSF (Low shearing pouring semi-solid forming) method [J]. Special Casting & Nonferrous Alloys, 2008, 28(10): 762-765. (in Chinese)
[10] Guan Ren-guo, Shi Lu, Xing Zhen-huan, GUAN Ren-guo, SHI Lu, XING Zhen-huan, WANG Chao, MA Yan-wei, SHANG Jian-hong. Preparing semisolid AlSi6Mg2 alloy by novel sloping Plate process and thixoforming [J]. Foundry, 2007, 56(7): 694-697. (in Chinese)
[11] Kang Yong-lin, Xu Yue, Wang Zhao-hui. Study on microstructures and mechanical properties of rheo-die casting semi solid A356 aluminum alloy [C]//Proceedings of the 9th International Conference on Semi-Solid Processing of Alloys and Composites. Busan, 2006: 453-456.
[12] KANG Yong-lin, YANG Liu-qing, SONG Ren-bo, KANG Yong-lin, YANG Liu-qing, SONG Ren-bo, ZHANG Fan, TAO Tao. Study on microstructure-processing relationship of a semisolid rheocasting A357 aluminum alloy [C]//Proceedings of the 10th International Conference on Semi-Solid Processing of Alloys and Composites. Aachen, 2008: 157-162.
[13] Fan Z, Fang X, Ji S. Microstructure and mechanical properties of rheo-diecast (RDC) aluminium alloys [J]. Materials Science and Engineering A, 2005, 412: 298-306.
[14] Zhou Yun-qing. Heat transfer [M]. Beijing: Metallurgical Industry Press, 1999: 121-125. (in Chinese)
[15] Sha Qing-yun. Guiding book of transport process principles [M]. Dalian: Dalian University of Technology Press, 2007: 37-38. (in Chinese)
[16] Chai Cheng-jing, Zhang Guo-liang. Chemical fluid flow and heat transfer [M]. Beijing: Chemical Industry Press, 2000: 67-69. (in Chinese)
(Edited by YANG Bing)
Foundation item: Project(2006CB605203) supported by the National Basic Research Program of China
Corresponding author: ZHANG Fan; Tel: +86-10-62332335; E-mail: sk_zf@163.com
DOI: 10.1016/S1003-6326(09)60357-5

