稀有金属 2002,(06),452-455 DOI:10.13373/j.cnki.cjrm.2002.06.011
铟电解精炼中异常行为的研究
曾冬铭 莫红兵
湘潭工学院化工系,中南大学化学化工学院,中南大学化学化工学院 湖南湘潭411201 ,湖南长沙410083 ,湖南长沙410083
摘 要:
探索了铟电解精炼中电解液酸度的异常变化和阳极铟的异常行为 , 研究表明 :在阴极和阳极室 , 溶液的pH值分别增大和下降 ;电解液在纯化过程中出现乳化现象 ;阳极铟在溶解时有少量以In+的形式进入溶液 , 发生歧化反应生成海绵铟。提出了通过加入NaOH来控制电解液酸度 , 以及通过加硫酸来防止或消除电解液纯化过程中乳化现象的方法
关键词:
铟 ;电解精炼 ;异常行为 ;
中图分类号: TF843.1
收稿日期: 2002-01-30
基金: “九五”科技攻关资助项目;
Abnormal Behavior in Electrorefining of Indium
Abstract:
Abnormal variation of electrolyte acidity and abnormal behavior of indium on anode during electrorefining were investigated. pH of electrolyte increases in cathode region but decreases in anode region, and electrolyte acidity could be controlled between 2 and 3, by adding sulfuric acid or sodium hydroxide. A protion of indium enters electrolytic solution it the form of indium ion, and a little In + disproportionates into sponge indium and deposits as anode slime. Emulsification can be prevented or eliminated by adding sulfuric acid.
Keyword:
indium; abnormal behavior; electrorefining;
Received: 2002-01-30
铟是一种稀有金属, 在地壳中的丰度很低, 大约为0.1 μg・g-1 。 从铟的用途看, 主要集中在半导体、 透明导电涂层 (ITO) 、 电子器件、 有机金属化合物等方面, 而这些材料的生产和加工均离不开高纯金属铟
[1 ]
; 如电子器件、 有机金属化合物中要求产品杂质含量不超过10 μg・g-1 , 铟作为Ⅲ-Ⅴ族化合物半导体材料, 在成品元件中大约1019 个Ⅲ-Ⅴ 族化合物原子中出现一个异质原子, 这就要求纯铟材料中的杂质含量要小于0.01 μg・g-1
[2 ]
。 这些材料需要高纯度的铟作为原料, 一般要求铟的纯度达99.999%, 甚至要求达99.9999%以上, 而我国目前生产的精铟还只是99.99%。 因此, 高纯金属铟的研制和开发是一个急需解决的问题。 高纯铟的生产目前在国内外有电解法、 真空蒸馏法、 区域熔炼法、 金属有机化合物法、 低卤化合物法等
[3 ,4 ,5 ,6 ,7 ,8 ]
, 但主要是用电解精炼法进行生产。 要除去铟中的痕量杂质, 必须严格控制电解液的成分及电解条件, 在电解中有可能出现一些异常现象, 若不及时进行处理, 将严重影响到产品质量。 本文主要探讨了铟电解精炼中电解液酸度的异常变化、 电解液纯化过程中的乳化现象以及阳极铟的异常行为。
1 实 验
1.1 实验原理
采用电解法精炼铟, 电解液采用In2 (SO4 ) 3 ~H2 SO4 体系, 并加入NaCl作为支持电解质, 加入明胶和硫脲作为添加剂。 电解槽用阳离子膜隔开, 以粗铟作阳极, 高纯铟作阴极进行电解精炼, 发生的电极反应为:
阳极:In-3e→In3+ , Φ 0 = -0.33V
阴极:In3+ +3e→In, Φ 0 = -0.33V
1.2 实验操作
以铟 (99.99%) 为原料, 加入49%左右的H2 SO4 (优级纯) 使之完全反应, 并加入一定量的明胶、 硫脲 (分析纯) 、 NaCl (优级纯) 配成铟浓度100 g・L-1 左右的In2 (SO4 ) 3 溶液, 将电解液倒入带有阳离子膜的电解槽, 搅拌, 控制温度为25 ℃, 在不同条件下进行电解。 采用ZK-82B真空干燥箱 (上海市实验仪器总厂) 干燥产品, 用WFX-120原子吸收分光光度计 (北京瑞利分析仪器公司) 测定产品铟中杂质含量。 用pHS-10B型pH酸度计测定电解液pH值的变化, 用日本理学D/max-RAX射线衍射分析仪器测定样品的物相。
2 结果与讨论
2.1 电解液的酸度变化
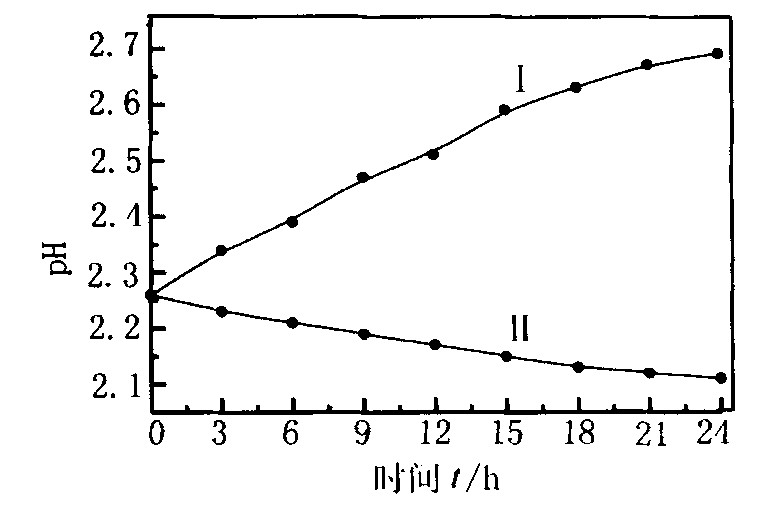
酸度对电解的影响很显著, 在实际生产中一般控制电解液的pH值为2~3左右, 因此在电解过程中必须考虑电解液酸度的变化。 在25 ℃, 80 A・m-2 的条件下电解, 测定电解前电解液的pH值, 并每隔3 h测定阳极室、 阴极室电解液的pH值。 实验测得电解液的pH值随时间的变化关系如图1所示。 从图1中可看出, 在阴极区, 溶液的pH值随电解有所增大; 而在阳极区, 溶液的pH值则有所下降。 在铟的电解中, 阳极发生铟的溶解, 阴极为铟的析出, 它们是一对可逆反应, 电解液中的其它组分不参与反应。 因此严格地说, 电解液的pH值不会发生变化。 但由于在H2 SO4 的酸性体系中, 存在着阳极的钝化作用和阴极的析氢效应, 从而引起阳极室和阴极室的电解液pH值有一定变化。 其原因可能是:在H2 SO4 体系中, 阳极会发生钝化作用, 甚至会放出氧气, 随着氧气的放出, 溶液的pH值会有所下降; 而在阴极, 由于溶液为酸性, 也有可能发生析氢效应, 虽然氢析出的过电位较高, 一般情况下难以析出, 但当溶液酸度较大或In3+ 浓度下降到一定程度后, 使二者电位相近, 则会发生铟和氢的共析, 使得阴极的pH值升高。 这种现象给精铟的生产带来了许多困难和不便。 为了尽量减少钝化作用和析氢效应, 实验表明一般控制电解液的pH值在2~3为适宜。
2.2 酸度的控制
在电解过程中, 常出现的酸度问题主要是电解液pH过低, 且较难处理。 至于pH过高可以通过加入酸来解决。 pH过低主要是由于配制酸液或补加酸液时, H2 SO4 加入过量而致。 H2 SO4 加入过量的原因是: (1) 配制电解液时出现In (OH) 3 沉淀, 需加入过量的H2 SO4 使沉淀溶解而引起酸度偏高。 (2) 补加酸液时, 搅拌不够或未搅拌, H2 SO4 已过量而不知, 从而引起酸度过高等。 要降低电解液的酸度, 一般可采取两个措施: (1) 直接在电解液中加入碱液或固体碱; (2) 在电解液中加入成品铟。 但实际上往电解液中加入成品铟的方法无使用价值, 这是因为铟在稀的无机酸中溶解极其缓慢, 尽管加热后溶解速度能稍加快, 但电解液较多, 所需时间很长; 而加入碱液会使电解液体积增大, 使电解液含铟量降低, 改变电解液的组成; 当电解液含铟量低时, 又将影响铟的产量。 因此, 最好的方法是加入固体NaOH颗粒。 为避免局部碱过量而引起铟水解, 应采用缓慢加入的方法; 加碱时, 需不断搅拌, 以已生成的In (OH) 3 能及时溶解为标准。 否则, 大量的In (OH) 3 很难在电解液酸度条件下转化为In2 (SO) 3 。
图1 电解液pH值与电解时间的关系
Fig.1 Relation between pH and time
2.3 电解液纯化过程中的乳化现象
在电解过程中, 电解液中的杂质离子不断积累, 使得电解液中杂质离子的含量升高, 必须对电解液进行纯化处理; 同时由于一次电解精炼并不能使产品铟达到In-5标准, 故还须进行第二次电解精炼, 也必须对电解液进行纯化处理。 电解液中杂质离子含量较高的主要有Zn2+ , Cd2+ 和Sn2+ 等, 可以采用N235 萃取锌、 镉等来纯化电解液, 经萃取后Zn2+ , Cd2+ 等的含量可<0.01 g・L-1 。 但由于N235 是胺类萃取剂, 用新配的有机相处理电解液时, 会引起乳化现象发生, 这主要是由于铟离子水解的pH值较低的缘故。
In3+ + H2 O = In (OH) 2 + + H+ pH=3.88
In3+ +3 H2 O = In (OH) 3 ↓+3H+ pH =3.43
一般来说, 电解液的pH值保持在2~3之间, 低于铟水解的pH值, 可防止溶液的水解, 但在纯化电解液的过程中, 由于N235 是胺类萃取剂, 呈弱碱性, 当有机相与In2 (SO4 ) 3 溶液混合后, 会立即引起铟的水解。 水解物In (OH) 3 等引起有机相的乳化现象较明显, 将严重影响电解液的纯化效果。 乳化现象对电解液纯化效果的影响如表1所示。
若有乳化物生成, 则应停止搅拌等操作。 为避免乳化现象的发生, 可在新配制的有机相中加入酸, 进行酸化。 一般来说, 可加入2 mol・L-1 的硫酸酸化至有机相的pH值接近电解液的pH值, 防止铟离子水解。 但一般不加盐酸, 这主要是由于盐酸在电解液中易挥发, 容易造成设备的腐蚀。 这也是工业上电解精炼铟一般采用In2 (SO4 ) 3 作为电解液而不用InCl3 的缘故。 若已经出现乳化现象, 则往乳化物中加浓度较高的硫酸, 使其溶解, 消除乳化现象。 为避免加酸过量, 在加酸的同时必须进行搅拌。 萃取锌、 镉后的有机相用碱反萃时, 有机相在pH接近3时就会出现上述类似的乳化现象。 这主要是由于在萃取锌、 镉的同时, 也有部分铟被萃取, 当pH值较高时, 容易引起水解。 消除这一现象的方法也是加一定量的硫酸, 并不断搅拌至乳化物溶解。 通过采用加酸防止或消除乳化现象, 可有效地降低电解液中杂质的含量, 使产品铟达到In-05标准。
表1 乳化作用对电解液纯化效果的影响/ (g・L-1)
Table 1 Effect of emulsification on purification of electrolytic solution
杂质离子
Zn2+
Cd2+
Sn2+
纯化前浓度
0.07
0.08
0.1
纯化后 (有乳化作用) 浓度
0.02
0.01
0.02
纯化后 (无乳化作用) 浓度
0.004
0.002
0.008
2.4 电解精炼中阳极铟的异常行为
在电解精炼过程中, 铟在阳极放电, 以In3+ 的形态进入溶液:
In-3e→In3+ , Φ 0 =-0.33 V
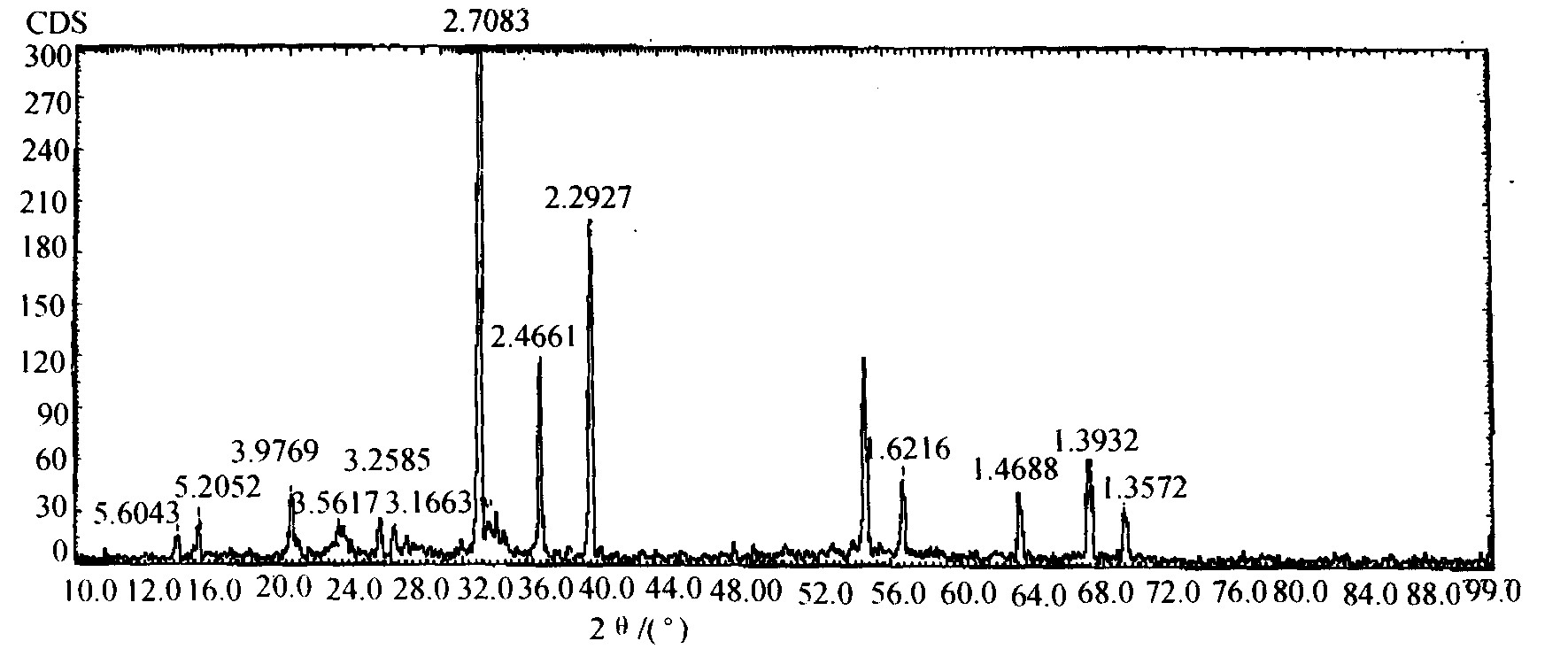
在阳极泥中, 主要成分是化学电位比铟高的金属如铜、 铋等。 但在电解实验中发现阳极泥中有海绵状黑色物质出现, 同时阳极铟溶解的电流效率大于阴极铟析出的电流效率, 并>100%。 将黑色物质洗涤, 真空干燥, 进行粉末X射线衍射, 所得图谱如图2所示。 将该图谱与铟的标准图谱比较发现二者极为接近。 这说明在电解过程中, 阳极泥中出现了铟 (可排除机械剥落的可能) 。
阳极铟溶解的电流效率>100%, 说明在电解过程中, 生成了低价的铟离子。 其较为合理的解释为:阳极溶解时, 铟通常都是以In3+ 的形态进入溶液, 其正常化合价为+3价, 但在电解过程中由于各种原因, 导致阳极铟溶解时既有In3+ , 又有少量的In+ 溶出。
In - e→In+ , Φ 0 =-0.139V
当溶液中有铟存在时, 则In3+ 和In+ 之间存在着一定的平衡状态:
2 In3+ + In = 3In+
这种平衡关系在一定的温度下存在着一定的平衡常数; 因此, 在温度不变的情况下, 当溶液中In3+ 增多时, In+ 的浓度也会相应地增大。 在溶液中, In+ 不能稳定存在, 会分解析出铟粉或被溶液中的氧所氧化, 而生成稳定的In3+ 。
3In+ = 2In3+ + In↓ (铟粉)
2In+ + O2 + 4H+ = 2In3+ +2H2 O
由于In+ 的歧化反应, 使溶液中铟粉的含量增多, 铟粉沉淀于电解槽底而进入阳极泥, 增大了铟的损失, 从而降低了铟的回收率。 同时, 铟粉含量的增多, 将使得溶液中硫酸的浓度降低, 有可能在阴极表面形成结晶核心, 并长成晶粒, 将影响阴极铟的质量。
3 结 论
在电解中, 电解液的酸度出现异常变化。 在阴极区, 溶液的pH值随电解有所增大; 而在阳极区, 溶液的pH值则有所下降。 pH过高可通过加入酸来解决, 若出现酸度过低, 则可通过加入优级纯的固态NaOH颗粒的方法来调节pH值, 且该操作应以生成的In (OH) 3 能及时溶解为标准。 电解液的纯化处理采用N235 萃取, 在萃取和反萃取的过程中会出现乳化现象, 可通过加入硫酸来防止或消除。 阳极铟在溶解时有少量以In+ 的形式进入溶液, 发生歧化反应生成海绵铟沉淀在阳极泥中, 并出现阳极电流效率>100%的现象。 这将影响阴极铟的质量, 但可以通过减少极化来减弱或消除, 如适当地降低电流密度或增大阳极面积等。
图2 样品的X射线衍射图谱
Fig.2 XRD of the samples
参考文献
[1] 刘世友. 有色金属 (冶炼部分) , 1999, (2) :30.
[2] 金谷浩一郎. 国外稀有金属, 1991, (1) :48.
[3] 曾冬铭, 周智华, 舒万良, 等. 稀有金属, 2001, 25 (2) :147.
[4] 周智华, 曾冬铭, 舒万良, 等. 稀有金属, 2001, 25 (6) :478.
[5] BelskiiAA , ElyutinAV , ZulkovVN , etal. High pu rityindium.USPatent4, 287, 030, 1981.
[6] Okamoto, Hidenon, TakebayashiKazuaki, etal.Recoveryofindiumbyelectrolysis.USPatent5, 543, 031, 1996.
[7] SuMS , GentryJS , BossCB , etal. J .ElectrochemSoc., 1985, 4:802.
[8] 韩汉民. 化学世界, 1995, (4) :174.