�й���ɫ����ѧ�� 2003,(06),1505-1509 DOI:10.19476/j.ysxb.1004.0609.2003.06.034
AZ31þ�Ͻ�������������
�ſ��� ������ ����� ������
��������ҵ��ѧ���Ͽ�ѧ�빤��ѧԺ,��������ҵ��ѧ���Ͽ�ѧ�빤��ѧԺ,��������ҵ��ѧ���Ͽ�ѧ�빤��ѧԺ,��������ҵ��ѧ���Ͽ�ѧ�빤��ѧԺ ������150001 ,������150001 ,������150001 ,������150001
ժ Ҫ��
ͨ�����������Ʊ��˺��Ϊ 0 .8mm��AZ31þ�Ͻ𱡰塣�ڲ�ͬ�¶Ⱥ�Ӧ�����������½����˵����������顣�� 5 0�� 2 4 0����¶ȷ�Χ�� ,����ƽ�ױ��γ�ͷ���������о��˳����¶ȡ������ٶ��Լ���ͷ�¶ȶ�AZ31þ�Ͻ��������յ�Ӱ�졣������� :AZ31þ�Ͻ����������RLD���¶ȵ����߶��������� ;�ڳ����¶�Ϊ 2 0 0�� ,�����ٶ�Ϊ 30mm/min�������� ,���RLD�ɴ� 2 .6 5 ,��Ӧ�ĸ߾���Ϊ 1.4 ,֤��AZ31þ�Ͻ��������õ����������� ;���� ,�����ٶȺͳ�ͷ�¶ȶ�AZ31þ�Ͻ���������Ҳ����ҪӰ�졣
�ؼ��ʣ�
AZ31þ�Ͻ� ;�������� ;�����¶� ;��������� ;
��ͼ����ţ� TG356
����飺 �ſ���(1951),��,����,��ʿ����ʦ.; ������,��ʿ�о���;�绰:045186413681;Email:d_l_yin2000@yahoo.com.cn;
�ո����ڣ� 2002-12-08
Deep drawability of AZ31 magnesium alloy sheets at elevated temperatures
Abstract��
AZ31 magnesium alloy sheets with a thickness of 0.8 mm were prepared through hot-rolling process. For the determination of the mechanical properties relevant to deep drawing of AZ31 magnesium alloy, uniaxial tensile tests were carried out under various temperatures and strain rates. Deep drawing tests for AZ31 magnesium alloy were conducted in a temperature range between 50 �� and 240 ��. The effects of forming temperatures, deep drawing speeds and punch temperatures on deep drawing process were experimentally investigated. It is indicated that the limiting drawing ratio(RLD ) significantly increases with the increase of temperatures. The maximum RLD can be raised up to 2.65 with the corresponding height-diameter ratio of 1.4 under a deep drawing speed of 30 mm/min at 200 ��, thus showing good formability of AZ31 magnesium alloy sheet. Further, deep drawing speeds and punch temperatures during deep drawing process can also exert significant influence on the deep drawing of AZ31 magnesium alloy.
Keyword��
AZ31 magnesium alloy; deep drawability; forming temperature; limiting drawing ratio;
Received�� 2002-12-08
��Ϊ�ܶ���С�Ľṹ��������, þ�Ͻ����нϸߵıȸնȺͱ�ǿ��, ��������������ɢ�����ܡ� ����������ܺͼ�������
[1 ]
, �����������ҵ�� ���պ���ҵ�Լ���������ҵ�����Ź�����Ӧ��ǰ����
������, þ�Ͻ��ѹ�����ͼ�����չѸ��, �Ѿ���Ϊ����þ�Ͻ��Ʒ���������ա� �ù�������������״���ӵ����, ����Ч�ʽϸߡ� ��ѹ������������������ں���һЩ�ۿ���ȱ��, ʹ������ۺ�ǿ�Ⱥ�ʹ��������������ϸߵ�Ҫ��
[2 ]
�� ����, �����þ�Ͻ�ѹ��������Ҫʹ��SF6 ��Ϊ��ȼ��, ���������������ɱ�, ������Ⱦ�˻���
[3 ]
�� ��ѹ���������, ���ϳ��ι��ղ���������Ⱦ���������ܹ�����������������ѧ���ܺ���֯���ܵ������ ��ֱ��Ŀǰ, þ�Ͻ�İ��ϳ��μ�����δ�ڹ�ҵ������Ӧ�á� ����Ҫ����Ϊþ�Ͻ����������(HCP)�ṹʹ֮�������µ����Ժܲ�, ����ͨ����̬�µİ��ϳ��ν��д�����������
þ�Ͻ������DZ���þ�Ͻ�������湤���¶ȵ����߶����Ը���, ��Ϊþ�Ͻ���ϵ��ȳ����ṩ�˿��ܡ� ����������������þ�Ͻ�����µı�����Ϊ�ͳ��μ������˱���
[4 ,5 ,6 ,7 ,8 ,9 ]
, ���йس����¶ȡ� �����ٶ��Լ���ͷ�¶ȶ�þ�Ͻ��������Ӱ����о�����
[2 ,10 ]
�� �������߲������������Ʊ��˾���������֯״̬��AZ31þ�Ͻ𱡰塣 ͨ���������������о���þ�Ͻ��ڲ�ͬ�¶Ⱥ�Ӧ�����������µ���ѧ���ܡ� ʹ��ƽ�ױ��γ�ͷ������AZ31þ�Ͻ������µ���������, ����˺Ͻ��ڲ�ͬ�¶��µļ��������, ���������ٶȡ� ��ͷ�¶ȶ�����յ�Ӱ������˷�����
1 ʵ��
1.1 þ�Ͻ���������Ʊ�
�о���ԭ����Ϊ���ü�ѹ̬AZ31þ�Ͻ��, ���Ϊ1.2 mm, �仯ѧ�ɷ����1��ʾ�� ����֯��������: þ�Ͻ���ƽ�������ߴ�Ϊ15 ��m, ���������ִ���Ҵ�С������
��1 AZ31þ�Ͻ��Ļ�ѧ�ɷ� Table 1 Chemical composition of AZ31magnesium sheet (mass fraction,%)
Al
Zn
Mn
Ca
Si
Cu
Mg
2.5~3.5
0.6~1.4
0.2~1.0
0.04
0.1
0.01
Bal.
Ϊ�˻�þ���ϸ����֯�����ó������ܵ�þ�Ͻ𱡰�, ���AZ31��ѹ̬þ�Ͻ�������ƴ����� ����þ�Ͻ��������µ����Բ�, ���Խ��������ӹ�
[11 ]
, ���, ��Ҫ�����������ս�ԭʼ�����Ƴɺ��Ϊ0.8 mm�ı��塣 ����ǰ, �ֱ�þ�Ͻ�������������320 ��, ����߰��ϵ�����, ͬʱ�������ƹ����в����ļӹ�Ӳ����֯���� �����ڴ��¶�����, ������������; �����ڴ��¶�����, ����þ����ִ�İ��ϡ�
���ƹ��̷�4�����ν���, ����þ�Ͻ��ı䱡, ѹ���ʴ�16.7%��С��4.2%�� ������Ϊ����Խ��, �¶��½���Խ��, ���ϵ�����Խ��, ������ѹ����Ҳ��֮���͡� ������2���κ�, �轫���Ϻ��������¼�����320 ��, �ٽ��к�2�����ε�����, �Է�ֹ�����ڼ������ɢʧʹþ�Ͻ�������½�, ������ѡ�
����������������, ����˾�������ϸ����֯��AZ31þ�Ͻ𱡰�, ��ƽ�������ߴ�Ϊ4.5 ��m��
1.2 ������������
���������������ձ�����AG-1 250 kN��������������Ͻ��С� �����ı��Ϳ��ȷֱ�Ϊ12 mm��5 mm�� ����ֱ����������Ʒ����0��, 45���90����С� ��50~240 ����¶ȷ�Χ��, �Ժ㶨��Ӧ������
( �� �B )
(
��
�B
)
�������������졣 Ӧ��������7.0��10-3 s -1 ��1.4��10-1 s -1 �ķ�Χ�ڱ䶯�� ƽ����������ָ��
r ?
r
?
ֵ������ʽ����:
r ? = 1 4 ( r 0 + r 9 0 + 2 r 4 5 ) ? ? ? ( 1 )
r
?
=
1
4
(
r
0
+
r
9
0
+
2
r
4
5
)
?
?
?
(
1
)
1.3 �������������
Ϊ���о�AZ 31þ�Ͻ𱡰������������, ��50~240 ����¶ȷ�Χ��, ʹ��ƽ�ױ��γ�ͷ�����˼��������(RLD MN Һѹ����������Ͻ���, ģ��ͼ��ͼ1��ʾ��
ͼ1 �������������ģ��ͼ Fig.1 Scheme of tooling for RLD test 1��Punch; 2��Blank holder; 3��Circular blank; 4��Spacer; 5��Female die
ʹ��2�������ĵ����Ԫ���ֱ�Գ�ͷ1�Ͱ�ģ5(���Ϸ����ڰ�ģ��ѹ��Ȧ֮��)����, ���о���ͬ��ͷ�¶ȶ�������̵�Ӱ�졣 ʹ�ù̶�ѹ��϶�ĸ���ѹ��װ��, ͨ��ʩ���㹻��Ԥ������ѹ��Ȧ2�Ͱ�ģ5�������ӡ� ʹ�ü�϶��4��֤�㶨��ѹ��϶, ����ͨ���ı��϶��4�ĺ�ȵ���ѹ��϶�Ĵ�С�� ���ø�����֬��Ϊ��, ���������ȵ�ͿĨ��ѹ��Ȧ2���±���Ͱ�ģ5���ϱ��档 ��ͷֱ��d p �Ͱ�ģ�ھ�d d �ֱ�Ϊ40 mm��42 mm�� ��ͷԲ�ǰ뾶r p �Ͱ�ģԲ�ǰ뾶r d �ֱ�Ϊ5 mm��4.5 mm�� ��������Բ�����ϵĺ��l Ϊ0.8 mm, ֱ��d 0 ��4 mm����, R LD ����ʽȷ��:
R L D = d 0 max d p ? ? ? ( 2 )
R
L
D
=
d
0
max
d
p
?
?
?
(
2
)
2 ���������
2.1 ���������ص���ѧ����
2.1.1 �¶ȶ��������ߵ�Ӱ��
ͼ2��ʾΪAZ31þ�Ͻ�ĵ�������������, Ӧ�����ʺ�Ϊ4.2��10-2 s-1 , �¶���50~240 �淶Χ�ڱ䶯ʱ���������ߡ� ��ͼ2���Կ���: ��Ӧ�����ʱ��ֲ���, ����ǿ��(�� b )�����¶ȵ����߶���С, ���������������¶ȵ����߶����ӡ�
ͼ2 ��ͬ�¶�������AZ31�Ͻ���������� Fig.2 Flow curves of AZ31 alloy at various temperatures
�ɴ˿�֪, �����¶ȵ�����, AZ31þ�Ͻ���������������еķǻ�����ϵ������, ʹ�úϽ�����Ա�������������ǿ�� �����Ա���������ǿ�������෴, Ӧ��Ӳ������ȴ�����¶ȵ����Ӷ����Լ����� ������Ϊ�����¶ȵ�����, �ȼ������õ���ǿ����þ�Ͻ���һ���̶ȵĶ�̬�ظ�, �Ӷ�����˲��ϵ�λ���ܶ�, �����˲��ϵ�Ӧ��Ӳ��������
2.1.2 Ӧ�����ʶ��������ߵ�Ӱ��
ͼ3��ʾΪ��200 ����¶���, ��ͬӦ�����ʶ��������ߵ�Ӱ�졣 ��ͼ3���Կ���: ����Ӧ�����ʵ����, ��ʼ����Ӧ��(�� s )������ǿ�Ⱦ�����, ����������ȴ�������͡� �����AZ31þ�Ͻ���һ���¶������±��������������Ӧ�����ʵ���߶����� ����, Ӧ������Խ��, ʧ�Ⱥ��Ӧ�伱���С, ��˵������Ӧ�����ʵ�����, ������Ķ��ѹ��̼ӿ�, ����ܻ�Ӱ�쵽AZ31þ�Ͻ�����������̡�
ͼ3 ��ͬӦ������������AZ31�Ͻ���������� Fig.3 Flow curves of AZ31 alloy under various strain rates
2.2 ����������������̵�Ӱ��
2.2.1 �����ٶȶ�������̵�Ӱ��
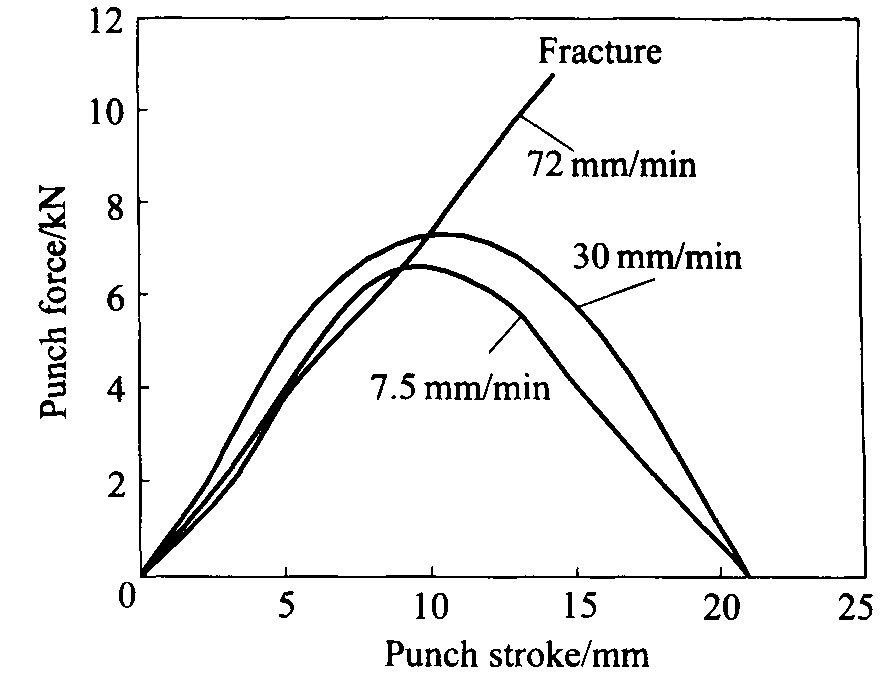
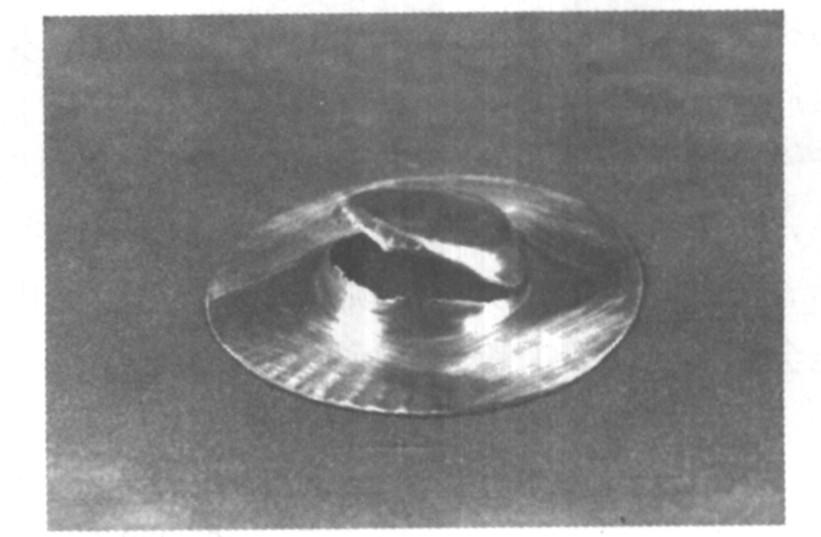
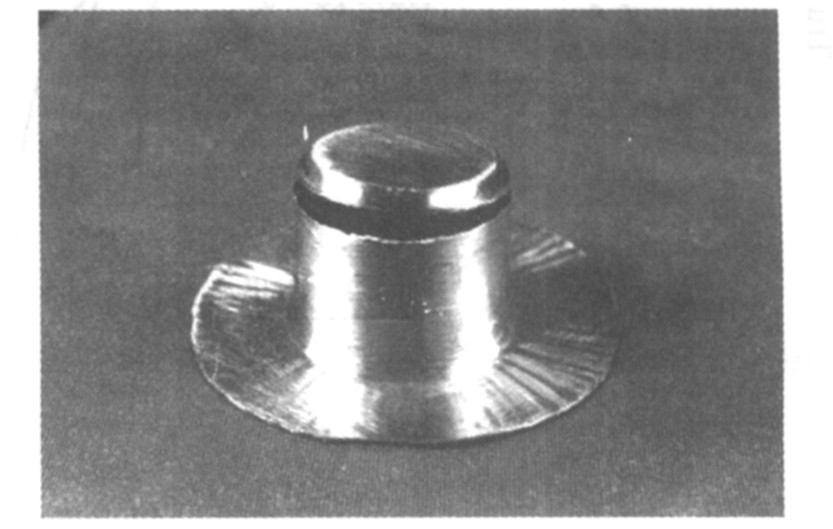
Ϊȷ�������ٶȶ�AZ31þ�Ͻ���������Ӱ��, ��200 ��ij����¶�(��ģ�¶�)��, �ֱ����3�ֺ㶨���ٶ�7.5, 30��72 mm/min��þ�Ͻ�������ƽ�ױ��γ�ͷ�������顣 ʵ��������: ��72 mm/min���ٶȽ�������ʱ, ���������dzʱ�㷢������; ����30 mm/min��7.5 mm/min�ٶȽ�������ʱ, ���Ͼ�����ȫ����, �������R LD Ϊ2.65, �߾���Ϊ1.4�ı��μ�(��ͼ4)��
ͼ5��ʾΪ200 ��ʱ, ��ͬ�����ٶ��µ�����������ͷ�г����ߡ� ��ͼ5���Կ���: ���������ٶȵ�����, �������������������; �������ٶ�����72 mm/minʱ, ������Ѹ������11 kN, ��������ɹ��� ��������AZ31þ�Ͻ���200 ���Ӧ������ǿ��ЧӦ, ʹ���ϵij�ʼ����Ӧ������; ͬʱ�����ٶȵ�����ʹԵ������ӿ�, ������̼������������������Ѹ������ֱ��������ģԲ�Ǵ��������ϵij�������, ��ɸô��������緢���ֲ���
ͼ4RLDΪ2.65�ı��μ� Fig.4 Cup component with RLD of 2.65
ͼ5 ��ͬ�����ٶ��µ� ����������ͷ�г����� Fig.5 Punch force vs punch stroke curves at various punch speeds
����ʧ�ȶ��ѡ�
2.2.2 �����¶ȶ�������̵�Ӱ��
��ͼ2��ʾ�IJ�ͬ�¶��µ��������߿��Կ���: þ�Ͻ�������������¶ȵ����߶���������, ��ͬʱ���ϵ�����Ӧ��������ǿ��Ҳ��֮����, Ӧ��Ӳ�����������½��� һ����, ���ų����¶ȵ�����, þ�Ͻ������������ǿ, �������ܻ�õ�һ���ĸ��ơ� ��һ����, �����¶ȵ�����, ���ϵ�����Ӧ�����Ͷ���Ӧ��Ӳ���������Լ���, ��ʹ�ð��ϵ���ǿ��(�� s /�� b )�;��ȱ��������½�, ����ʹΣ�ս��洦���������ֲ�����, �Ӷ�ʹR LD ���͡� ���, �����¶ȶ�R LD ��Ӱ��ȡ������������������õĽ���� Ϊ�˶�����ȷ�������¶ȶ�R LD ��Ӱ��, ��50~240 ����¶ȷ�Χ��, �Ժ㶨�������ٶ�30 mm/min��������������, �ó��˲�ͬ�¶��µļ�����������(��ͼ6)�� ���Կ���, �������µ�R LD =1.3���, ��50~200 �淶Χ��, AZ31þ�Ͻ���R LD �����¶ȵ�������������, ��200 ��ﵽ���ֵ2.65, ��˵����200 ��ʱ, ���������ӵĴٽ�������Ӧ��Ӳ���������͵ĸ���Ӱ��ﵽ��ƽ�⡣ ���¶ȳ���200 ��, Ӧ��Ӳ���������͵�Ӱ�쳬�������������ӵ�Ӱ��, ����R LD ��ʼ�½�, ��240 ��ʱ���͵�2.2�� �ɴ�ȷ����AZ31þ�Ͻ�������������¶�Ϊ200 �档
ͼ6 ��ͬ�����¶��µļ������������ Fig.6RLD curves at various forming temperatures
2.2.3 ��ͷ�¶ȶ�������̵�Ӱ��
�ڽ������ϵ����������ʱ, ���������ȳ�ͷ��ͷ������Զ���ڰ��ϳ��ε��¶�, ʹ�����ͷԲ�Ǻͱڲ���Ӵ����Ͻ���������Ӧ������Ե��λ����������Ӧ����������߳�ͷԲ�Ǻͱڲ������Ĵ�������, ������ϵļ�������ȡ� ����, ����AZ31þ�Ͻ�ĵ����������ȴ���ϵ���Լ��ڵ�������������, ���¶ȹ��͵ij�ͷ��þ�Ͻ��Ӵ�ʱ, ���ͷ�ײ���Բ�ǽӴ��İ��ϵ��¶Ƚ�Ѹ���½�, ���Լ��罵��, ������ν�ļ�������
[12 ]
, �ͻ�������ij�ʼ�η������Զ��ѡ� ������ͷ���¶Ƚӽ��������¶�, �����ͷ�Ӵ��İ��ϵ�����Ӧ����Ե���ֵ�����Ӧ���ӽ��� �����������������������������������, ��ͷԲ�Ǵ������ĵ�ЧӦ��������Ե���ֲ��ϵ�����Ӧ��, ʹ������ת������ͷԲ�Ǵ�, �����յ���ʧ�ȶ��ѡ� ���, ȷ�����ʵij�ͷ�¶ȷ�Χ��þ�Ͻ���������̾�����Ҫ�����塣
Ϊ��, ��50~240 ����¶ȷ�Χ�ڷֱ�Գ�ͷ�Ͱ�ģ����, �Կ��첻ͬ�����¶��µij�ͷ�¶ȵı䶯����������ε�Ӱ�졣 ����������: ����ͷ���¶ȿ�����50~90 ��ķ�Χ��, ������̾���˳�����С� ����ͷ�¶ȵ���50 ��, �Լ��ܿ��ڰ�ģ��ڴ��������Զ���(��ͼ7); ������ͷ�¶ȸ���90 ��ʱ, �Լ�������һ������ڳ�ͷԲ�Ǵ���������(��ͼ8)��
ͼ7 ��ͷ�¶ȹ��͵��µĶ��� Fig.7 Fracture caused by low punch temperature
ͼ8 ��ͷ�¶ȹ��ߵ��µĶ��� Fig.8 Fracture caused by high punch temperature
��Ҫע�����, ���������ϵ�ֱ���ϴ�ʱ, ���ڳ�ͷԲ�Ǵ��������ܵ������Ӧ���ϴ�, ��ͷ���¶�Ӧȡ��Χ�ڽϵ͵�ֵ, ����߸ô������Ŀ���ǿ��, ��֤������̵�˳�����С�
3 ����
1) ��50~240
���¶ȷ�Χ��, AZ31þ�Ͻ���200 �������ѵ���������, ���R LD �ɴ�2.65��
2) AZ31þ�Ͻ�Ա����ٶȾ��������������ԡ�
���, AZ31þ�Ͻ��������Ӧ���ٶȽϵ͵�Һѹ���Ͻ��С� ��50~240 ��ij����¶ȷ�Χ��, �Ե���30 mm/min���ٶȽ�������ɻ�����������Ч����
3) AZ31þ�Ͻ���50~240
����¶ȷ�Χ������ʱ, ��ͷ���¶ȿ�����50~90 ����¶ȷ�Χ���DZ�֤�������������ܵ���Ҫ������
�����
[1] ��BuskRS .MagnesiumProductionDesign[M ].NewYork:MarcelDekkerInc,1986.1316.
[2] ��DoegeE ,DroderK .Sheetmetalformingofmagnesiumwroughtalloys formabilityand processtechnology[J].JournalofMaterialProcessingTechnology,2001(115):1419.
[3] ��SanoT ,WinterA ,SaikiT ,etal.Reductionofenviron mentalimpactattainedbymagnesiumalloysforautomo tivecomponents[A].Proceedingsofthe6thInternationalConferenceonTechnologyofPlasticity[C].Berlin,Ger many:SpeingerVerlag,1999.589594.
[4] ��WatanabeH ,TsutsuiH ,MukaiT ,etal.DeformationMechanisminacoarse grainedMgAlZnalloyatelevatedtemperatures[J].InternationalJournalofPlasticity,2001,17:387397.
[5] ��LeeShyong,Yung hungChen,Jian yihWang.Isother malsheetformabilityofmagnesiumalloyAZ31andAZ61[J].JournalofMaterialProcessingTechnology,2002,124:1924.
[6] ��DoegeE ,DroderK .Processingofmagnesiumsheetmet alsbydeepdrawingandstretchforming[J].MaterTech,1997(78):1923.
[7] ��KohzuM ,YoshidaF ,SomekawaH ,etal.Fracturemechanismandforminglimitindeep drawingofmagne siumalloyAZ31[J].MaterTrans,2001,42(7):12731276.
[8] ��KanekoJ ,SugamataM ,NumaM .Effectoftextureonthemechanicalpropertiesandformabilityofmagnesiumwroughtmaterials[J].JJapanInstMetals,2002,64(2):141147.
[9] ��TozawaY .Deepdrawingofmagnesiumalloysheets[J].JJapanInstLightMetals,2001,51(10):492497.
[10] ��OhwueT ,SekiguchiF ,KikuchiM ,etal.FormabilityofAZ31magnesiumalloysheetsunderwarmworkingconditions[J].JJapanSocTechPlasticity,2001,42:246248.
[11] ��KimWJ ,ChungSW ,KumD .Superplasticityinthinmagnesiumalloysheetanddeformationmechanismmapsformagnesiumalloysatelevatedtemperatures[J].ActaMater,2001,49:33373345.
[12] ��SemiatinSL ,JonasJJ.FormabilityandWorkabilityofMetalsPlasticInstabilityandFlowLocalization[M].O hio:ASM ,MetalsPark,1984.121122.