AZ31B镁合金电磁超声铸轧板后续温轧的组织和织构演变
李建平,肖琼,毛大恒,扶宗礼,石琛
(中南大学 高性能复杂制造国家重点实验室,湖南 长沙,410083)
摘要:分别对AZ31B镁合金普通/复合能场(电磁场+超声波)铸轧板在250 ℃下进行7个道次轧制,道次压下量为15%,对比分析了整个轧制过程中两种铸轧镁板组织及织构的演变规律。研究表明:复合能场铸轧板比普通铸轧板提前1个道次完成动态再结晶,再结晶晶粒的平均尺寸(4~6 μm)比普通铸轧板的平均尺寸(8~10 μm)小。复合能场铸轧板与普通铸轧板相比,原始织构的强度较低,各织构组分分布较均匀,锥面织构组分分布较高,择优取向较弱;复合能场铸轧板在前3个道次轧制过程中其主要织构(基面织构)强度增加较快,后四个道次则增加变缓,而普通铸轧板前3个道次增加较慢,后4个道次增加明显。每个道次复合能场铸轧板的屈服强度、抗拉强度和伸长率均高于相应道次的普通铸轧板。
关键词:AZ31B镁合金;复合能场;动态再结晶;织构
中图分类号:TG166 文献标志码:A 文章编号:1672-7207(2013)12-4811-08
Evolution of microstructure and texture of electromagnetic and ultrasonic energy-field cast-rolling AZ31B Mg alloy sheet during subsequent warm-rolling process
LI Jianping, XIAO Qiong, MAO Daheng, FU Zongli, SHI Chen
(State key Laboratory of High Performance Complex Manufacturing, Central South University, Changsha 410083, China)
Abstract: AZ31B Mg alloy sheets were rolled by seven passes with pass reduction of 15% at 250 ℃. The specimens were deformed by normal cast-rolling and combining energy-field cast-rolling (electromagnetic field and ultrasonic). Both microstructure and texture of two kinds of Mg sheets during whole rolling process were analyzed. The results show that in comparison to normal cast-rolling Mg sheet with the average grain diameter of 8-10 μm, the process of dynamic recrystallization of the combining energy-field Mg sheet with the average grain diameter of 4-6 μm is advanced by one pass. In contrast to normal cast-rolling Mg sheet, the texture intensity of combining energy-field Mg sheet is lower and the distribution of every kind of texture components is more homogeneous, and the proportion of conical plane texture is higher and preferred orientation is weaker. The intensity of main texture, basal plane texture, of combining energy-field Mg sheet increases rapidly in the previous three rolling processes and increases slowly in the following four processes, while that of normal Mg sheet increases slowly in the previous three rolling processes and increases rapidly in the following four processes. The yield strength, ultimate tensile strength and elongation of combining energy-field Mg sheet are all higher than those of the normal Mg sheet.
Key words: AZ31B Mg alloy; combining energy-field; dynamic recrystallization; texture
镁合金板带具有低密度、高比强度和比刚度及优良的阻尼性能及电磁屏蔽性能[1-2]。目前,镁合金板材的成熟生产工艺主要有热轧开坯轧制,挤压开坯轧制2种工艺,连续铸轧是一种正在研发的新工艺,具有高效、节能和流程短等优点,已成为国内外的前沿热门课题[3]。镁合金板材的综合力学性能主要取决于板材的微观组织和晶粒的择优取向(织构)[4-6],然而普通铸轧后的镁板带基面织构较明显,加工硬化现象较严重,限制了镁合金的后续加工及应用。为此国内外专家对铸轧镁合金板材微观组织和织构的改善做了一系列相关研究。Liu等[7]研究发现,导入超声振动对AZ91镁合金有晶粒细化作用。李婷恒等[8-10]研究表明,在铸轧过程施加电磁能场,改变电磁参数和工艺参数可对带坯的原始织构进行调整并细化晶粒。李建平等[11-14]发现,施加超声波外场能使铸轧镁板的晶粒显著细化。曾荣昌等[15]的研究表明,在镁合金后续轧制过程可以细化晶粒,改善组织,显著提高镁合金的力学性能。毛卫民[16]指出,铸轧板的力学性能不仅与合金在轧制过程中所产生的组织和织构密切相关, 而且还受带坯原始组织和织构的制约。国内外已有大量研究外场对镁合金铸轧板组织的影响及后续加工的组织演变的报道,但系统研究复合能场对铸轧板微观组织和织构的演变规律尚未见报道。本文作者对AZ31B镁合金在复合能场铸轧过程中产生的原始组织,以及后续加工过程中的组织性能演变进行了研究,这将对镁合金后续加工过程中的组织控制和性能优化有一定的现实意义。
1 实验
1.1 实验材料制备
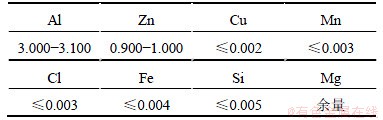
按AZ31B镁合金的配比将镁、铝、锌金属置于容量为200 kg的电阻式坩锅炉内,在物料顶部均匀洒上一层覆盖剂,并在氩气保护下加热熔化,获得镁合金熔体。待物料溶化后,在熔体的表面加入精炼剂进行搅拌除渣,当熔化炉中的镁合金熔体达到600 ℃以上时,开始向炉中持续通入一定量的氩气,由于氩气的密度比空气大,在炉中形成一层气体保护层,能有效隔绝空气,防止镁合金熔体氧化燃烧。继续加热至熔炼温度695~705 ℃后,静置15~20 min。倾转电阻式坩锅炉使熔体通过流槽、前箱(温度保持在670~680 ℃)、过桥、铸嘴等,最后流入直径400 mm,长度500 mm的水平式双辊铸轧机,分别进行普通和复合能场铸轧的实验,成功制备出2种铸轧条件下宽200 mm、厚5 mm的AZ31B镁合金板带。AZ31B镁合金的合金成分如表1所示。
表1 AZ31镁合金的化学成分(质量分数)
Table 1 Chemical composition of AZ31B alloy %
1.2 方法
(1) 将制备的2种厚度为5 mm的AZ31B镁合金铸轧板分别在直径320 mm,长度500 mm冷轧机上进行7个道次温轧得到1.6 mm厚的薄板,温轧温度250 ℃,道次压下量约为15%。为方便起见,各道次轧制的普通铸轧板分别记为N0,N1,N2,…,N7;复合场铸轧板分别记为C0,C1,C2,…,C7。
(2) 在铸轧板上取样、磨样、腐蚀,然后在Leica DMI 5000M金相显微镜进行显微组织观察。腐蚀剂配方为:5 g苦味酸+5 g冰醋酸+10 mL蒸馏水+80 mL无水乙醇。
(3) 在D8 DISCOVER X线衍射仪上进行极密度测量,仪器操作和具体参数为:采用Cu Kα射线,管电压40 kV,管电流40 mA,采用反射法,测量范围为α(0~75°),β(0~360°),测量步长5°。将测量的衍射强度在经过扣除背底、校正散焦后进行归一化处理,最后由Tex evaluate软件计算极密度分布并绘制所需极图。
(4) 同时测量了(0002),(10 0),(101)和(102)4个不完整极图的数据,利用校正后的极图数据,采用Bunge的球谐级数的展开方法计算取向分布函数(ODF),计算过程使用 Tex evaluate软件完成,结果以恒φ2(φ2=0°,5°,…,60°)截面图来表示。
0),(101)和(102)4个不完整极图的数据,利用校正后的极图数据,采用Bunge的球谐级数的展开方法计算取向分布函数(ODF),计算过程使用 Tex evaluate软件完成,结果以恒φ2(φ2=0°,5°,…,60°)截面图来表示。
(5) 按照GB/T 228―2002《金属材料室温拉伸试验方法》的规定对每道次的铸轧镁板在RD(轧向)方向截取3个拉伸试样,进而在WPL-250动静万能试验机上做拉伸力学性能实验 (拉伸速率v=1 mm/s)。
2 结果与分析
2.1 显微组织分析
图1和图2所示分别为普通铸轧和复合能场铸轧的镁合金板经7个道次温轧后的法相面金相显微组织。普通铸轧板经过第1和2道次轧制后,晶粒在轧制力作用下破碎细化,晶粒仍较粗大,部分晶粒直径达50 μm以上,孪晶较多,基本没有动态再结晶。第3和4道次后晶粒进一步细化,孪晶大量增加,在晶界和孪晶界的周围出现了细小的再结晶组织。第5道次后普通板完成了动态再结晶,晶粒基本为细小的再结晶组织,平均晶粒尺寸为8~10 μm,孪晶基本消失。第6和7道次后,晶粒开始长大,孪晶又继续出现并急剧增加,这是由于薄板传热快,轧制中实际变形温度较低,动态再结晶受到抑制。
复合能场铸轧板经过第1和2道次的轧制后,组织均匀,大晶粒周围已出现“项链”状的细小再结晶晶粒,孪晶不明显,这是由于复合能场铸轧板材原始晶粒细小均匀,晶粒界面能高,能为动态再结晶提供较大的驱动力,在相同的变形量下比普通铸轧板更容易发生动态再结晶,并且细晶粒易产生塑性变形。第3和4道次后复合能场铸轧板已经完成了动态再结晶,较粗大的原始晶粒被细小的再结晶晶粒所取代。在第5道次后发生了第2次动态再结晶,晶粒更加细化,平均晶粒尺寸比同道次普通镁板的更小,为4~6 μm,这说明镁合金动态再结晶的晶粒尺寸和原始晶粒的尺寸有直接关系。经第6道次轧制后晶粒也明显粗化,但是产生的孪晶不多,这是由于经前面多道次轧制后的晶粒细化激活了棱柱面和锥面等潜在的非基面滑移系,并使晶界滑移(GBS)变得容易,所以孪晶并未成为变形的主要方式。第7道次后,孪晶大量出现,但是晶粒比同道次的普通铸轧板细小均匀。
2.2 织构分析
图3所示为普通铸轧镁板(a)和复合能场铸轧镁板(b)的恒φ2的ODF截面图,图4所示为N0和C0的主要织构取向密度分布。由图3可知:在铸轧过程中形成的织构类型主要为基面取向和棱柱面取向。因为镁合金六方结构的6次对称性及铸轧织构分布的规律性,可选φ2=0°的ODF截面图来分析其取向分布情况。由图4可知,N0和C0的强织构组分为(0°,0°,0°)和(90°,0°,0°),前者为典型的基面取向{0001}<100>,后者为棱柱面取向{20}<100>,而锥面取向的强度相对很小。C0的基面取向强度为7.02,棱柱面取向强度5.34,分别略低于N0的基面取向强度7.49和棱柱面取向强度6.11。从整个取向分布情况可知:与N0相比,C0织构强度较低,各织构组分分布较均匀,锥面织构组分分布较高,择优取向较弱。
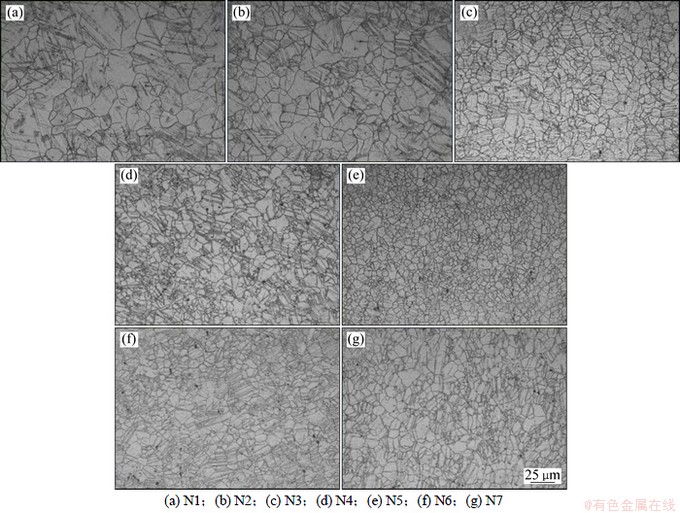
图1 普通镁合金铸轧板各道次的显微组织
Fig. 1 Microstructures of normal Mg roll-casting sheets at different pass intervals
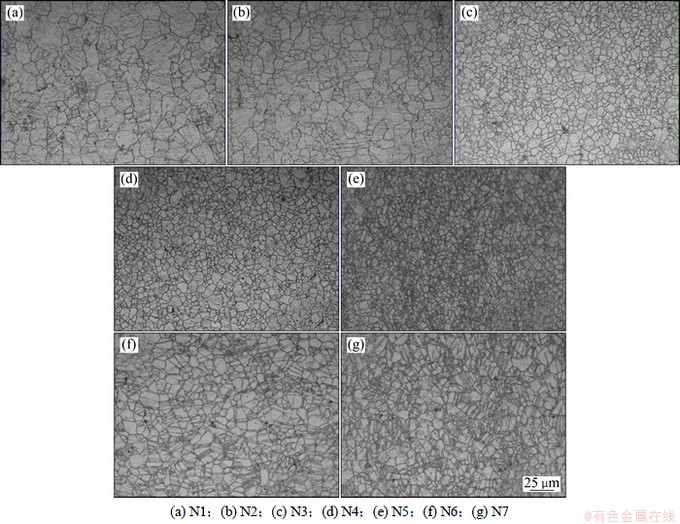
图2 复合能场镁合金铸轧板各道次的显微组织
Fig. 2 Microstructures of combining energy-field Mg roll-casting sheets at different pass intervals
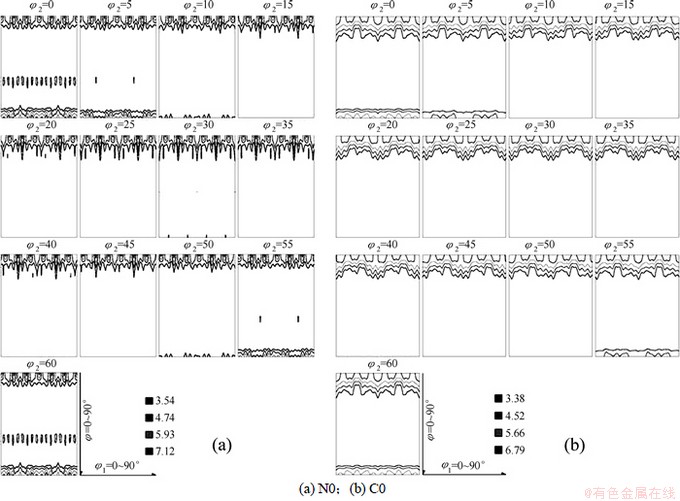
图3 普通铸轧镁板(a)和复合能场铸轧镁板(b)的恒φ2的ODF截面图
Fig. 3 Constant φ2-ODF sections of normal Mg roll-casting sheets (a) and combining energy-field Mg roll-casting sheets (b)
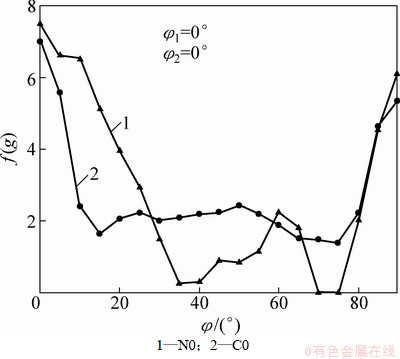
图4 N0和C0的主要织构取向密度分布
Fig. 4 Distributions of orientational density of main textures of N0 and C0
图5所示为N0和C0的基面织构和柱面织构取向密度分布。由图5可知:C0和N0的基面织构主要集中在(0°,0°,0°)和和(60°,0°,0°),织构类型为{0001}<100>。C0的各基面织构呈相对均匀分布,N0的各基面织构锋锐程度高。N0的(30°,0°,0°)和(90°,0°,0°)也表现出相对集中,织构类型为{0001}<20>,而C0的(30°,0°,0°)和(90°,0°,0°)的密度却分布相对较低。C0和N0的棱柱面织构{20}的密度呈高低交替循环分布,而C0的棱柱面织构总体分布相对均匀些。
图6所示为2种AZ31B镁合金铸轧板各道次φ2=0°的ODF截面图。由图6可知:2种铸轧板的棱柱面的取向强度随温轧道次的增加变化不明显,而基面取向强度明显增加,成为主要织构。图7所示为N和C的强点织构(0°,0°,0°)的取向密度变化由图7可知:在前3个道次的温轧过程中,复合能场铸轧板的强点织构(0°,0°,0°),即{0001}<100>,上升明显,而普通铸轧板则呈上升后又转而下降的交替循环变化。产生上述变化是因为在前3个道次的轧制过程中,复合能场铸轧板比普通板更容易发生动态再结晶,而动态再结晶产生的新晶粒择优取向导致基面织构加强;而普通铸轧板产生大量的孪晶,孪晶使晶格旋转,从而在一定程度上弱化了其基面织构。复合能场铸轧板在第4~6道次后织构强度略有下降,这由于动态再结晶的完成,晶粒细化激活镁合金中棱柱面和锥面等潜在的非基面滑移系和晶界滑移(GBS),弱化了其基面织构;而普通铸轧板的基面织构强度在动态再结晶的完成后上升明显加快,高于同道次的复合能场铸轧板的基面织构强度。在第7道次后,复合能场铸轧板的基面织构强度略有下降,普通铸轧板的基面织构强度继续上升,这主要因为复合能场铸轧板产生的大量孪晶,弱化了基面织构。
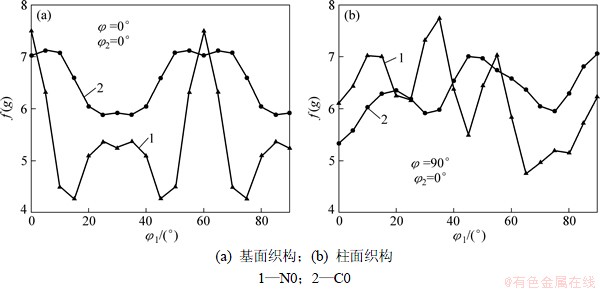
图5 N0和C0的基面织构和柱面织构取向密度分布
Fig. 5 Distributions of orientational density of basal plane texture and cylinder plane texture of N0 and C0

图6 2种AZ31B镁合金铸轧板各道次φ2=0°的ODF截面图
Fig. 6 φ2=0°-ODF sections of two kinds of cast-rolling AZ31B Mg alloy sheets at different pass intervals
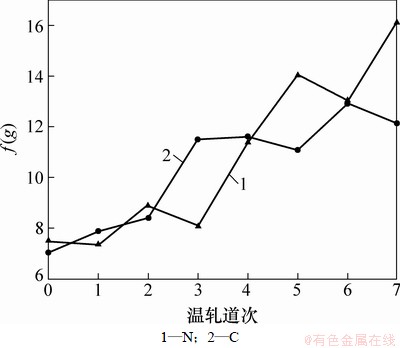
图7 N和C的强点织构(0°,0°,0°)的取向密度变化
Fig. 7 Variation in Orientational density of strength point texture (0°,0°,0°) of N and C
2.3 力学性能分析
图8所示为N和C在RD方向屈服强度和抗拉强度的变化,图9所示为N和C在RD方向伸长率的变化。从图8和图9可知:在整个温轧过程中,复合能场铸轧板和普通铸轧板在RD方向的屈服强度、抗拉强度随轧制道次的增加而呈现出不同程度的提高:复合能场铸轧板的屈服强度,抗拉强度从未经温轧时的162.2和235.5 MPa分别增加到第7道次轧制后的305.1和355.5 MPa;普通铸轧板的屈服强度,抗拉强度从未经温轧时的138.4和220.1 MPa分别增加到第7道次轧制后的286.9和315.4 MPa。2种铸轧板屈服强度和抗拉强度的提高主要是因为细晶强化和基面织构强化的共同作用,前5个道次细晶强化作用明显,后2个道次织构强化则发挥着主要作用。复合能场铸轧板和普通铸轧板在RD方向的伸长率分别从未经温轧时的2.1和1.6逐渐上升至第5道次轧制后的3.1和1.9,随后下降至第7道次轧制后的2.8和1.5,这主要是因为:在前2个道次轧制过程中晶粒细化对伸长率的提高作用和加工硬化对伸长率降低作用相互抵消,2种铸轧板的伸长率变化很小;在第4,5道次轧制过程中动态再结晶导致的晶粒细化效果明显增强,2种板的伸长率都得到大幅度提高;在第6,7道次轧制过程中,晶粒尺寸的增大,基面织构的强化和加工硬化的共同作用,2种铸轧板的伸长率下降。
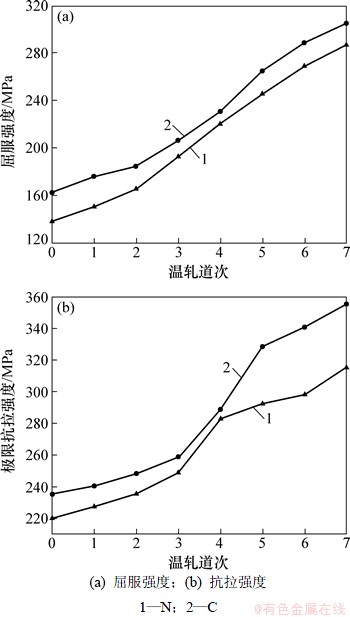
图8 N和C在RD方向屈服强度和抗拉强度的变化
Fig. 8 Variation of yield strength and ultimate tensile strength in RD direction of N and C
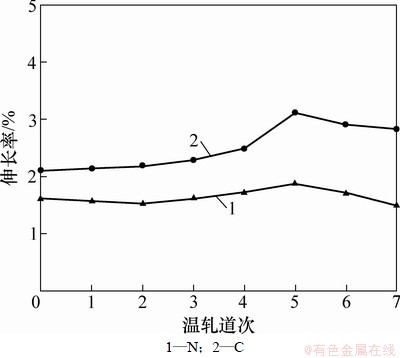
图9 N和C在RD方向伸长率的变化
Fig. 9 Variation of elongation in RD direction of N and C
经过7个道次的温轧后,在RD方向上复合能场铸轧板的屈服强度、抗拉强度和伸长率比普通铸轧板分别提高6.3%,12.7%和86.7%,这主要是因为复合能场铸轧镁板的原始组织比普通铸轧镁板要均匀细小,原始织构分布比普通铸轧板要散漫。组织和织构通过影响镁合金的动态再结晶过程和塑性变形方式来影响后续温轧。而复合能场对铸轧镁板原始组织和织构的影响过程可归结于:超声波在铸轧过程中使镁熔体因振动而产生数以万计的微小空化泡,空化泡在交替的正负压强下受到压缩和拉伸,当空化泡被压缩直至崩溃的一瞬间,在镁熔体内产生强烈的冲击波会使初生的粗大晶体和正在长大的枝晶网胞破碎,其中一部分将继续重新熔化,而其余的则能够成为有效的形核质点,在声流的搅拌作用下,它们被均匀地弥散于熔体中,增加了外来质点,提高了形核率,使晶粒更均匀细小;电磁场在铸轧过程中对镁合金的枝晶网胞起到剪切破碎作用,枝晶组织被打碎后形成大量的结晶晶核,同时电磁场的振荡作用促使这些晶核在液相中流动扩散,由于液相的冲刷和晶核相互之间的碰撞摩擦作用,打乱了新晶粒择优生长的方向,增加了晶粒取向的随机性,削弱了织构的强度。
3 结论
(1) 复合能场铸轧板在第4道次轧制后已经完成第1次动态再结晶,第5道次发生第2次动态再结晶,细化后的平均晶粒尺寸为4~6 μm,而普通铸轧板在第5道次轧制后才完成动态再结晶,细化后的平均晶粒尺寸为8~10 μm。
(2) 2种铸轧板在铸轧过程中均形成以基面织构{0001}<100>和棱柱面织构{20}<100>为主的原始织构,在后续轧制过程中,棱柱面织构强度基本不变,而基面织构强度则持续增加,基面织构成为主要织构。复合能场铸轧板与普通铸轧板相比,原始织构的强度较低,各织构组分分布较均匀,锥面织构组分分布较高,择优取向较弱;复合能场铸轧板在前3个道次轧制过程中其主要织构(基面织构)强度增加较快,后4道次则增加变缓,而普通铸轧板前3个道次增加较慢,后4道个次增加明显。
(3) 力学性能测试结果表明,在整个温轧过程中,复合能场铸轧板RD方向的屈服强度、抗拉强度和伸长率均高于同道次普通铸轧板的相应值。
参考文献:
[1] Kaiser F, Letzig D, Bohlen J, et al. Anisotropic properties of magnesium sheet AZ31[J]. Materials Science Forum, 2003, 419/420/421/422: 315-320.
[2] Mohri T, Manuchi M, Nakamuram M, et al. Microstructural evolution and superplasticity of rolled Mg-9Al-1Zn[J]. Materials Science and Engineering , 2000, 290(1): 139-144.
[3] 翁文凭, 阎蕴琪, 陈琦, 等.双辊铸轧镁合金板坯微观组织特征[J]. 特种铸造及有色金属, 2007, 27(11): 16-17.
WENG Wenping, YAN Yunqi, CHEN Qi, et al.Microstructure of twin-roll casting magnesium alloy strip[J]. Special Casting & Nonferrous Alloys, 2007, 27(11): 16-17.
[4] 陈振华, 夏伟军, 程永奇, 等. 镁合金织构与各向异性[J]. 中国有色金属学报, 2005, 15(1): 1-11.
CHEN Zhenhua, XIA Weijun, CHENG Yongqi, et al.Texture and anisotropy in magnesium alloys[J]. Chinese Journal of Nonferrous Metals, 2005, 15(1): 1-11.
[5] Perez-Prado M T, Ruano O A. Texture evolution during grain growth in annealed MG AZ61alloy[J]. Scripta Materialia , 2003, 48(1): 59-64.
[6] Wang Y N, Huang J C. Texture characteristics and anisotropic superplasticity of AZ61 magnesium alloy[J]. Materials Transanctions, 2003, 44(11): 2276-2281.
[7] LIU Xinbao, Yoshiaki O, Susumu T, et al. Grain refinement of AZ91 alloy by introducing ultrasonic vibration during solidfication[J]. Materials Letters, 2008, 62(17): 2872-2875.
[8] 李婷, 毛大恒, 李建平, 等. AZ31B镁合金电磁铸轧实验研究[J]. 热加工工艺, 2010, 39(15): 18-21.
LI Ting, MAO Daheng, LI Jianping, et al. Experimental study of electromagnetic cast-rolling for AZ31B Mg alloy[J]. Hot Working Technology, 2010, 39(15): 18-21.
[9] XU Guangming, BAO Weiping, CUI Jianzhong, et al. Effect of magnetostatic field on the microstructure of magnesium alloys ZK60[J]. Transactions of Nonferrous Metals Society of China, 2003, 13(6): 1270-1273.
[10] 毛大恒, 肖立隆, 丁道廉. 电磁场对铸轧板织构和力学性能的影响[J]. 中南工业大学学报, 1998, 29(6): 573-576.
MAO Daheng, XIAO Lilong, DING Daolian. Effects of electromagnetic field on textures and mechanical properties of casting-rolling strip[J]. Journal of Central South University of Technology, 1998, 29(6): 573-576.
[11] 李建平, 胡建冰, 毛大恒, 等. 超声波辅助铸轧AZ31镁合金板带的实验研究[J]. 华中科技大学学报, 2010, 38(12): 131-133.
LI Jianping, HU Jianbing, MAO Daheng, et al. Experiment research on ultrasound cast-rolling AZ31alloy strip[J]. Journal of Huazhong University of Science and Technology, 2010, 38(12): 131-133.
[12] GAO Deming, LI Zhijun, HAN Qingyou, et al. Effect of ultrasonic power on microstructure and mechanical properties of AZ91 alloys[J]. Materials Science and Engineering, 2009, 502(1): 2-5.
[13] GUO X W, DING W J, LU C, et al. Influence of ultrasonic power on the structure and composition of anodizing coatings formed on Mg alloys[J]. Surface and Coatings Technology, 2004, 183(2): 359-368.
[14] LI Jianping, LI Zhipeng, MAO Daheng, et al. Effect of annealing process on microstructure and properties of roll-casting AZ31B Mg alloy sheet[J]. Procedia Engineering, 2012, 27: 895-902.
[15] 曾荣昌, 韩恩厚, 刘路, 等. 轧制组织对镁合金AM60疲劳性能的影响[J]. 材料研究学报, 2003, 17(3): 241-246.
ZENG Rongchang, HAN Enhou, LIU Lu, et al. Effect of rolled microstructure on fatigue properties of magnesium alloy AM60[J]. Chinese Journal of Material Research, 2003, 17(3): 241-246.
[16] 毛卫民. 金属材料的晶体学织构与各向异性[M]. 北京: 科学出版社, 2002: 61-65.
MAO Weimin. Crystallography textures and anisotropy of metal material[M]. Beijing:Science Press, 2002: 61-65.
(编辑 陈爱华)
收稿日期:2013-02-20;修回日期:2013-06-09
基金项目:国家自然科学基金资助项目(50974139)
通信作者:李建平(1952-),男,湖南长沙人,教授,博士生导师,从事材料成型工艺及装备研究;电话:13319568033;E-mail:rikennpei102@hotmail.com

