J. Cent. South Univ. Technol. (2011) 18: 1808-1812
DOI: 10.1007/s11771-011-0906-0
Establishment of wear model and life prediction of drum of hot rolling coiler
ZHANG Jian(章健)1, 2, PENG Yan(彭艳)1, 2, LIU Hong-min(刘宏民)1, 2, LIU Yun-fei(刘云飞)1, 2
1. State Key Laboratory of Metastable Materials Science and Technology, Yanshan University,Qinhuangdao 066004, China;
2. Engineering Research Center of Rolling Equipment and Complete Technology of Ministry of Education,
Yanshan University, Qinhuangdao 066004, China
? Central South University Press and Springer-Verlag Berlin Heidelberg 2011
Abstract: For the drum of hot rolling coiler is prone to be easily destroyed, the type of MMU-5G abrasion tester was applied to revealing the friction and wear behavior. The morphology observation by scanning electron microscope (SEM) demonstrates the wear mechanism of the drum, and the test data of the influence coefficient of the normal pressure, relative sliding speed and surface lubrication conditions acted on the linear rate of the wear could be obtained by the regression method. A calculation model, which considers the factors of the structure of the drum, coiling tension and coiling strip specifications, was established by the combination method to predict the wear life of the drum. Then the practical production data was applied into this model and the analysis result was in good accordance with that of actual production.
Key words: drum; wear mechanism; combination method; wear model; wear life
1 Introduction
Drum is the key equipment of hot rolling coiler. It directly contacts with the hot strip and completes coiling and unloading of strips through cooperation of its internal components during the working process [1]. Because of the complex internal structure and poor working conditions, wear failure of the drum often happens, and thus it can affect the product quality and productivity. From an engineering point of view, it is significant to predict the wear life of the drum under various conditions. In recent years, many domestic and foreign researchers have investigated the wear properties of the drum. The works include the load distribution of the drum when the coiler is running, the variable wear of the components of the drum and some recommendations of increase in abrasive resistance of the drum. These approaches alleviate the wear of the drum to some degree [2-5]. But the wear of the drum is not only related to the inherent properties of the material but also has a closed relationship with the comprehensive performance of tribological system. So far there is no quantitative formula to calculate the wear of the drum due to the complicated influencing factors [6].
A large number of observations and testing analyses on the wear failure of the drum have shown that the wear, which affects the life of the drum, occurs mainly in the contact part of internal segment and wedge sets. This study uses experimental method to simulate friction and wear behavior of the wear failure parts of the drum. Through observation and measurement of the wear specimen, the wear type of the drum can be determined. Then a model with the combination method for wear calculation was established to predict the wear life of the drum, and the working condition coefficient and impact index were obtained from the experimental parameters. Finally, the established calculating model was applied to the drum of a hot rolling line, and the results are in accordance with the actual situation. It is proved that this method is feasible in predicting the wear life of the drum of the hot rolling coiler.
2 Experimental
The MMU-5G high-temperature-end wear tester was used to test the friction and wear behavior. The main part of the upper specimen is a cylinder with outer radius of 13 mm, inner radius of 10 mm and height of 14 mm. The material is ZG42CrMo (segment), with hardness of HB240, surface roughness of Ra<1.6 μm. The under specimen is a disc, with diameter of 43 mm, height of 3 mm, and the material is 40CrNiMoA (wedge sets), with hardness of HB260, and surface roughness of Ra<1.6 μm.
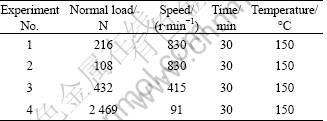
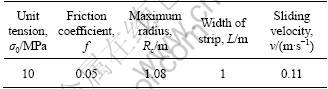
Friction surface was lubricated with lithium grease, with the grade of mep-2t. The specimens were cleaned in acetone with ultrasonic for 15 min and dried before and after wear, then weighed by an electronic balance with accuracy of 0.1 mg, as a result, wear losses of the specimens could be calculated. The same experiment was repeated three times to get the average value. Other parameters of the experiment are shown in Table 1.
Table 1 Setting parameters of experiment
S-4800 field emission scanning electron microscope was used to observe and analyze the wear surface of the specimens in experiment 4.
3 Results
By weighing and calculating the average value, wear losses of the segment and wedge sets in experiments 1-3 are obtained, as shown in Table 2.
Table 2 Wear losses of upper and under specimen
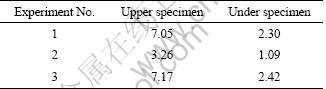
Figure 1 shows the SEM photographs of the wear specimen in experiment 4. Figures 1(a)-(c) are the surfaces of the upper specimen. In the friction process, it can be seen that there are brittle spalling areas and cracks on the surface of upper specimen, and the plastic deformation exists in certain area. So it can be judged that the wear type of the upper specimen is spalling wear and adhesive wear. In addition, Fig.1(d) shows the typical surface morphology of the under specimen. It can be seen that the under specimen is less worn and the main wear mechanism is minor spalling wear [7-13].
4 Establishment of wear calculation model and life prediction
4.1 Stress of wear parts
Segment and wedge sets are the main parts of the drum and their structures are shown in Fig.2.
The main structure of the drum is composed of one wedge set and four segments. During working process, drum bears radial pressure of the strips, while internal parts of the drum also interact with each other. Force suffered by the segment is shown in Fig.3.
In Fig.3, N is the thrust force of guide sleeve that acts on the segment; P1 is the normal pressure of wedge set that acts on each slope of the segment; F is the friction force between segment and wedge set; P is the vertical component of radial pressure of strip that acts on the segment; and α is the slope angle.
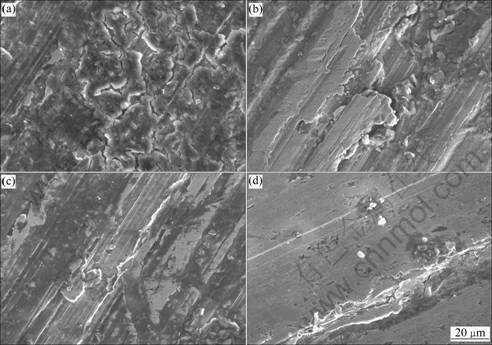
Fig.1 SEM photographies of worn surface: (a) Crack area of upper specimen; (b) Spalling area of upper specimen; (c) Plastic deformation area of upper specimen; (d) Typical surface morphology of under specimen
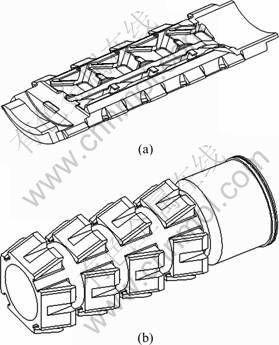
Fig.2 Structure of parts of drum: (a) Segment; (b) Wedge set

Fig.3 Force on segment
Basing on the above analysis, force balance equation on the vertical force of segment can be described by
 (1)
(1)
where f is the friction coefficient between segment and wedge set.
Figure 4 shows the force on the outer surface of segment. As shown in Fig.4, P is the vertical component of radial pressure, which can be obtained by integration of radial stress P0 in the segment working area. It can be expressed as
 (2)
(2)
where r is the outer radius of the segment, and L is the width of the strip.
In Eq.(2), the radical stress P0 can be calculated by the equation proposed by ZHOU [14], as for the hot rolling, the equation is as follows:
 (3)
(3)
where σ0 is the unit tension of coiling; r1 is the equivalent inner radius of the drum; and Rc is the maximum taking-up radius.
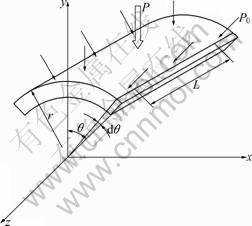
Fig.4 Schematic map of force on outer surface of segment
From Eqs.(1)-(3), it can be inferred that the stress p between segment and wedge set can be calculated according to
 (4)
(4)
where A is the contact area between each slope of the segment and wedge set.
4.2 Establishment of wear calculation model
Having known how the wear parts interact with each other, the combination method was used to calculate the wear loss [15-17]. The basic principle of combination method is to determine the changes on the matching surfaces corresponding to the work performance of the mechanical parts, namely the combination of wear loss. Then the relationship among combination wear loss, wear rate and wear time can be built [6].
Surface wear is usually signified by the thickness of the vertical surface. However, the combination wear is measured as the changes in position of the two mating surfaces, so the relationship between the two kinds of wear is determined by the geometric structure of the parts. Figure 5 shows schematic map of the wear surface between segment and wedge set, the thickness values of the wear loss of the surface are h1 and h2, respectively. Subsequent change in the relative position caused by the wear is radial displacement, which is the combination loss of H.
It can be inferred that the relationship between surface wear and the combination wear can be expressed as
 (5)
(5)
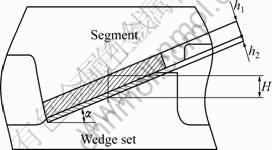
Fig.5 Wear thickness of segment and wedge set
For the friction pair between steels, the linear rate  of the wear is [6]
of the wear is [6]
 (6)
(6)
where t is the wear time; h is the thickness of the wear, the value of which can be derived indirectly from wear loss:
 (7)
(7)
where M is the wear loss; ρ is the density of the material; and A1 is the friction contact area.
According to Eqs.(5) and (6), the relationship between the drum wear loss and wear rate of the parts can be preliminarily inferred:
 (8)
(8)
In addition, it is usually thought that linear rate of the wear mainly depends on the surface stress p and sliding velocity v, which can be expressed as [6]
 (9)
(9)
where K is the condition coefficient, which is related to the material, surface quality and the lubrication; m and n refer to the impact index of the surface stress and sliding velocity on wear rate, respectively, the value of which should be in the range of 0.6-1.2.
The values of the parameters that have mentioned above can be obtained by regression method according to the experimental data. The specific method is as follows.
Experimental parameters and wear loss derived from experiments 1-3 are put into Eqs.(6) and (7). Under various conditions, the linear rate of the wear of segment can be obtained, which can be expressed as
 (10)
(10)
The obtained linear rate of the wear and each set of values p and v are put into Eq.(10) to obtain K=0.529× 10-15, m=1.108, n=1.085. When the segment is working, the relationship among the linear rate of the wear, stress and velocity is obtained, which is calculated according to
 (11)
(11)
For the wedge set, the relationship among the linear rate of the wear, stress and velocity can also be obtained with the same method, which is calculated according to
 (12)
(12)
Finally, Eqs.(11) and (12) are put into Eq.(8), the result of which is coupled with Eq.(4) to get the calculation model of the wear when the drum is working, the relationship is as follows:

 (13)
(13)
4.3 Wear life prediction of drum
Based on the calculation model of wear of the working drum, it can be seen that the wear loss is not only related with its own structure but also influenced by the strip size, coiling tension and other factors. So, different working conditions can cause different levels of wear. When the drum is working, the maximum radial thickness of wear is 2.0 mm, so it can be inferred that Hlimit is 1.0 mm for each friction pair. Then the Hlimit is put into the calculation model of wear, the result of t is the wear life of the drum in a single condition. Under various conditions, the working time and wear life are made by a statistical treatment to get the following relations:
 (14)
(14)
where ti (i=1, 2, …, N) is the working time under condition i; Li (i=1, 2, …, N) is the wear life under condition i.
Using the above relations, the wear loss and spare life of drum are calculated in the production, the results of which can be used as a reference to the repair time, furthermore, it can ensure the qualified product and equipment stability.
5 Industrial verification
The drum of 1 580 mm hot rolling coiler of a steel company was taken as an example. Its structural parameters and typical working parameters are shown in Tables 3 and 4.
The wear limit Hlimit and the above parameters are put into Eq.(13), and the wear life of the drum under this condition is 2.18×105 s. Then it multiplies the slip velocity to calculate the wear stroke S=tlife×v= 2.40×104 m. When the drum takes one volume of strip, the relative slip between segment and wedge sets is L=0.45-0.50 m. It can be seen that a drum takes E=S/L= (4.8-5.3)×104 volumes before it fails to work, and the number is (4.0-5.0)×104 volumes in practical situation. The analysis result is in good accordance with that of actual production. It can be concluded that this model has a theoretical guiding significance to the practical situation.
Table 3 Parameters of structure of drum

Table 4 Parameters of typical condition
6 Conclusions
1) While the hot rolling drum is working, there is some wear between its internal segment and wedge set. Wear of segment is more serious, and the mechanism of wear is spalling wear and adhesive wear. The wear of wedge sets is less serious and appears to be slight spalling wear.
2) After analyzing the internal structure, working principle and working environment, the calculation model of drum is built combined with the experimental data.
3) On the basis of the established calculation model, the predicting wear life of drum is in good accordance with that of actual production.
References
[1] ZOU Jia-xiang. The rolling and machinery [M]. Beijing: Metallurgical Industry Press, 2000: 401-423. (in Chinese).
[2] DONG Hai-hong, JIANG Zhen-hua. HVOF technology and application of the surface treatment for sector plate [J]. World Iron and Steel, 2010, 10(3): 55-59. (in Chinese)
[3] QUINN T F J. The role of wear in the failure of common tribosystems [J]. Wear, 1984, 100(3): 399-436.
[4] FENG Xian-zhang, WANG Yi, LIU Cai. Research of distribution of friction force and displacement field in hot strip during coiling [J]. Iron and Steel, 2008, 43(3): 57-60. (in Chinese)
[5] JIN Guang-ling. Analysis of abrasion of coiler mandrel expanding mechanism in hot strip mill [J]. Metallurgical Equipment, 2009, 178(6): 63-65. (in Chinese)
[6] WEN Shi-zhu, HUANG Ping. Principles of tribology [M]. Beijing: Tsinghua University Press, 2008: 259-309. (in Chinese)
[7] CUI Xiang-hong, WANG Shu-qi, JIANG Qi-chuan. High-temperature wear mechanism of cast hot-forging die steel 4Cr3Mo2NiV [J]. Acta Metallurgica Sinica, 2005, 41(10): 1116-1120. (in Chinese)
[8] GENG Hao-ran, CUI Feng, TIAN Xian-fa. Processing technique and sliding friction and wear behavior of TiB2/ZA27 composite [J]. J Cent South Univ Technol, 2005, 12(2): 141-144.
[9] LI Chang-sheng, LIU Xiang-hua, WANG Guo-dong. New method for evaluating thermal wear of rolls in rolling process [J]. Journal of Iron and Steel Research, International, 2008, 15(6): 52-55.
[10] LIU Yong, LIU Su-qin, WANG Shun-xing. Microstructure and abrasion wear behavior of Ni-based laser cladding alloy layer at high temperature [J]. J Cent South Univ Technol, 2005, 12(4): 403-405.
[11] WANG Zhen-sheng, GUO Jian-ting, ZHOU Lan-zhang. High temperature wear behavior of NiAl-Cr(Mo)-Ho-Hf eutectic alloy [J]. Acta Metallurgica Sinica, 2009, 45(3): 297-301. (in Chinese)
[12] WANG Shu-qi, CHEN Kang-min, CUI Xiang-hong. Effect of alloying elements on thermal wear of cast hot-forging die steels [J]. Journal of Iron and Steel Research, International, 2006, 13(5): 53-59.
[13] DONG Guang-neng, HUA Meng, LI Jian. Tribological behaviors of spot-textured TiN coatings on M2 high-speed steel under boundary lubricated conditions [J]. Journal of University of Science and Technology, 2007, 14(4): 350-355.
[14] ZHOU Guo-ying. The finishing equipment of strip [M]. Beijing: Machinery Industry Press, 1982: 41-47. (in Chinese)
[15] LUDEMA K C. Mechanism-based modeling of friction and wear [J]. Wear, 1996, 200(1): 1-7.
[16] PETERSON M B, WINER W O. Wear control hand book [M]. WANG Yi-lin, Transl. Beijing: Machinery Industry Press, 1994: 309-374. (in Chinese)
[17] SUH N P. The delamination theory of wear [J]. Wear, 1973, 25(1): 111-124.
(Edited by HE Yun-bin)
Foundation item: Project(2009AA04Z143) supported by the National High Technology Research and Development Program of China; Project(E2006001038) supported by the Major Program of the Natural Science Foundation of Hebei Province, China
Received date: 2010-11-11; Accepted date: 2011-02-20
Corresponding author: PENG Yan, Professor, PhD; Tel: +86-13933691137; E-mail: pengyan@ysu.edu.cn

