基于热力耦合的铸轧辊弹性变形数值模拟
熊勇刚1, 2,刘云豫3,陈科良1,李小东1, 2,谭建平2
(1. 湖南工业大学 机械学院,湖南 株洲,412008;
2. 中南大学 机电学院,湖南 长沙,410083;
3. 河南工业职业技术学院 机械工程系,河南 南阳,473009)
摘 要:根据铝板坯铸轧工艺和铸轧辊的特点,建立铸轧辊变形热力耦合计算分析模型;通过计算得到铸轧力分布规律,分析工艺参数对铸轧力和铸轧辊弹性变形的影响,从而确定计算铸轧辊变形关键的边界条件,并进行实验验证。研究结果表明:铸轧力先增加后减小,呈非对称分布,最大值为100 MPa;铸轧辊在不同铸轧工艺参数下的弹性变形呈相似的“马鞍形”曲线,铸轧辊弹性变形最大值为0.303 mm;仿真计算结果与测量结果相吻合。
关键词:铸轧辊;弹性变形;热力耦合;数值模拟
中图分类号:TG249.9 文献标识码:A 文章编号:1672-7207(2009)04-0969-05
Numerical simulation of elastic deformation of roller based on thermo-mechanical coupling
XIONG Yong-gang1, 2, LIU Yun-yu3, CHEN Ke-liang1, LI Xiao-dong1, 2, TAN Jian-ping2
(1. School of Mechanical Engineering, Hunan University of Technology, Zhuzhou 412008, China;
2. School of Mechanical and Electrical Engineering, Central South University, Changsha 410083, China;
3. Department of Mechanical Engineering, Henan Polytechnic Institute, Nanyang 473009, China)
Abstract: According to the rolled technology and characteristics of roller, the thermo-mechanical coupled mathematical model was established for roller elastic deformation. The law of roll casting force distribution was calculated and the influence of process parameter on the force and roller elastic deformation was analyzed, thus the key boundary conditions were determined to calculate roller elastic deformation and its experimental verification was performed. The results show that casting force distributes asymmetrically and decreases after it increases to 100 MPa. Casting roller elastic deformation distributes the similar saddle-shaped curves under different casting process parameters and the maximum is 0.303 mm. The calculation results agree with the measured data very well.
Key words: roller; elastic deformation; thermo-mechanical coupling; numerical simulation
在连续铸轧过程中,金属从高温熔融状态被瞬态冷却、凝固并轧制成形,在铸轧区内的温度变化很大,平均温度梯度达200 ℃/cm以上。金属的塑性变形在轧制成形过程中完成30%以上。在铸轧过程中,除了温度变化对结构变形和材料性质产生影响外,结构变形也会改变热边界条件,进而影响温度的变化,即温度与位移存在耦合作用。铸轧力分布是计算铸轧辊弹性变形关键的边界条件;铸轧辊-板坯-辊套之间还存在着复杂接触力学问题,接触分析影响计算的效率和收敛性。Jarry等[1-4]对合金双辊铸轧过程进行了热―力模拟研究;熊勇刚等[5-6]对铸轧辊变形进行了热力耦合计算;湛利华等[7-9]对提高铸轧辊使用寿命进行了研究,探讨了相应的措施,得出热辊型近似于抛物线,温度场为“凸轮状”。上述轧辊弹性变形分析具有以下特点:a. 计算前先进行试探性假设,在此基础上建立具体模型,然后求解;b. 没有耦合计算热载荷的影响;c. 将工作辊与支承辊、工作辊与轧件之间的接触简化为1个线性弹簧,与实际问题有一定的差异;d. 没有分析工艺参数对铸轧辊变形的影响。
为了准确分析铸轧辊弹性变形,本文作者考虑温度与力2个因素的耦合,建立铸轧辊变形热力耦合模型;采用轧辊-板坯动态接触边界的自动处理算 法,提高接触搜索效率;计算分析铸轧力及工艺参数对铸轧力的影响,以及铸轧辊弹性变形和工艺参数对铸轧辊弹性的影响,以便为铸轧辊原始辊型的确定提供依据。
1 铸轧辊变形热力耦合模型和有限元分析模型
板坯―辊套―辊芯系统热力耦合变形的计算模 型为:
 该模型建立过程可参考文献[5-6],根据此热力耦合模型建立铸轧辊变形有限元分析模型(图1)。
该模型建立过程可参考文献[5-6],根据此热力耦合模型建立铸轧辊变形有限元分析模型(图1)。

(a) 上辊-板坯-下辊网格划分;(b) 板坯网格划分
图1 铸轧辊变形有限元分析模型
Fig.1 Finite element analysis model of elastic
deformation of roller
此耦合计算模型的主要特点如下:a. 考虑铸轧上、下辊的影响,及板坯厚度、铸轧工艺等因素,从而能分析工艺参数对铸轧辊变形的影响;b. 能分析板坯的塑性流动行为;c. 能分析铸轧辊弯曲与压扁变形;d. 能计算工作辊内部的应力分布;e. 将影响铸轧辊变形的关键边界条件――铸轧力作为未知量[5],更接近真实工况;f. 利用更新几何模型、抗力模型,保证了铸轧过程模拟的连续性,且能实现参数化计算分析。
另外,与八节点六面体等参单元相比,二十节点六面体等参单元能更好地模拟实际曲面,因此,模型铸轧辊变形热力耦合分析流程如图2所示。按照轧制压力与温度场解耦求解流程,运行铸轧辊变形热采用二十节点六面体。力耦合分析流程,首先分析铸轧力的分布,进而计算分析铸轧辊的弹性变形。

图2 铸轧辊变形热力耦合分析流程图
Fig.2 Flowchart of thermo-mechanical coupling analysis elastic deformation casting roller
2 铸轧力分布及工艺参数对铸轧力的影响
对于连续铸轧铸造区,铸坯温度很高。由于金属处于液固共存两相区,金属所能承受的变形很小,因此,在铸造区,变形速度和变形程度对变形抗力的影响相对于变形温度来说很弱,故在铸造区只考虑温度对变形抗力的影响。
铸轧力分布影响铸轧辊的弹性变形和板坯形状,反过来,铸轧辊变形与辊缝形状影响轧制压力和摩擦力的大小与分布。建立铸轧辊计算模型必须将板坯的塑性变形计算与辊系的弹性变形计算耦合在一起。采用迭代方案实现板坯与铸轧辊间的耦合[5](见图2)。
2.1 铸轧力分布的仿真计算
对快速铸轧过程中的铸轧力进行仿真,其分布规律如图3所示。

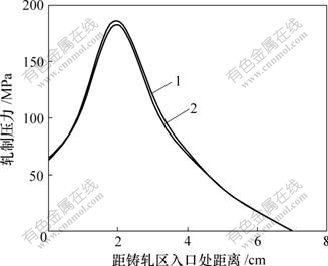
1―v=8 m/s; 2―v=10 m/s; 3―v=12 m/s
图3 铸轧区温度(a)和压力(b)分布
Fig.3 Distributions of temperature(a) and rolling force(b) in casting blank
从图3可知:a. 在铸轧区,当铸轧速度为0.8 m/min时,最大应力为100 MPa,应力呈非对称分布,轧制应力从轧件入口处开始逐渐增加,在变形区中间达到最大值,然后,逐渐减小;轧制应力逐渐增加的速度比逐渐减小的速度小。b. 在板坯的宽度方向即铸轧辊的长度方向:在板坯边缘处,呈突降趋势;在中间部分基本上呈现均布状。
2.2 铸轧速度、板坯厚度、辊径和温度对铸轧区铸轧力的影响
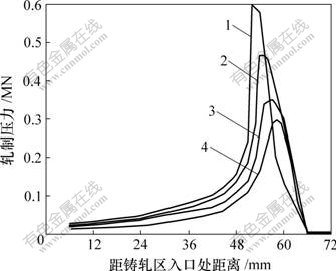
运行铸轧辊变形热力耦合分析流程,研究了快速铸轧条件下铸轧速度、铸轧区长度、铸坯厚度等工艺参数对轧制压力的影响。铸轧速度对铸轧区铸轧力的影响如图4所示。由图4可知,轧制压力具有单峰值。在相同条件下,随着铸轧速度增大,峰值降低,且峰值出现的位置向铸轧区出口处移动,在相同断面处,轧制压力也随着铸轧速度增大而降低。

v/(m?min-1): 1―6.5; 2―7.0; 3―7.5; 4―8.0
图4 速度对铸轧区压力的影响
Fig.4 Effects of casting speed on casting force
不增强铸轧辊内、外冷却能力,单纯减小铸轧坯厚度可提高铸轧速度;在其他工艺参数保持不变(功率除外),且保持出口温度与常规铸轧时基本相近的出口温度时,快速铸轧时的轧制压力比常规铸轧时的高。
研究结果表明:在相同条件下,随着铸轧区长度增加,相同断面处的轧制压力减小,轧制压力峰值也相应增大,且向铸轧区出口处移动;在相同条件下,随着铸轧坯厚度增大,相同断面处轧制压力降低,轧制压力峰值也降低,且其位置向铸轧区出口处移动。随着铸轧速度降低、铸轧区增大与铸轧坯厚度减小,轧制压力峰值增大;且峰值位置随着铸轧速度、铸轧区与铸轧坯厚度增大而向出口处移动。
铸轧辊径对铸轧区铸轧力的影响如图5所示。由图5可知,随着铸轧辊径的增大,轧制压力相应提高。因此,在进行铸轧机力能参数设计时,其力能设计参数也要相应增大,但当辊径为800~1 200 mm时,轧制应力增加不明显。
辊径/mm: 1―1 200; 2―980
图5 辊径对铸轧区压力的影响
Fig.5 Effects of roller diameter on casting force
浇注温度对铸轧区铸轧力的影响如图6所示。由图6可知,在相同条件下,随着浇注温度的升高,相同断面处的轧制压力降低,轧制压力峰值也相应降 低,且向铸轧区出口处移动。当浇注温度从675 ℃增加到685 ℃时,不考虑板宽影响时,总铸轧力由 4.53 MN降低到3.07 MN;铸轧力矩从166 kN?m减小到157 kN?m。
浇注温度/℃: 1―670; 2―675; 3―680; 4―685
图6 浇注温度对轧制压力的影响
Fig.6 Effects of pouring temperature on casting force
3 主要工艺参数对铸轧辊弹性变形的影响
当铸轧速度分别为8,10,12 m/min时,铸轧速度对铸轧辊变形量的影响如图7所示。结果表明:随铸轧速度的增加,轧辊变形量减小。

v/(m?min-1): 1―8; 2―10; 3―12
图7 铸轧辊弹性变形
Fig.7 Elastic deformation of casting roller
当铸轧压力为150,120和100 MPa,在其他参数不变时,对铸轧辊变形量进行计算。结果表明:铸轧辊变形量随铸轧压力的增加而增加。
当浇注温度为685,680和675 ℃时,对铸轧辊变形进行计算。结果表明:温度越高,变形量越大,当浇注温度由685 ℃下降至675 ℃时,变形量由0.25 mm减小到0.15 mm。
板坯宽度分别为800,960和1 600 mm时,板坯宽度对铸轧辊变形量的影响见图8。由图8可知,板坯宽度不同, 铸轧辊变形量则不同。板坯宽度增加,铸轧辊承受载荷的宽度亦增加,铸轧辊的变形程度降低;铸轧辊在板坯宽度以外的区域,变形近似为1条直线。随着板坯宽度的增加,铸轧辊弯曲的直线部分减少,在板坯宽度范围内,变形曲线为1条抛物线。
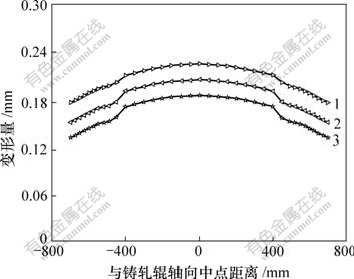
板坯宽度/mm: 1―800; 2―960; 3―1 200
图8 板坯宽度对铸轨辊变形量的影响
Fig.8 Effects of slab width on roller elastic deformation
4 实验验证
为了验证模型的正确性及仿真计算的准确性,设计铸轧辊变形在线测量系统[10],如图9所示。对国内某厂980 mm×1 600 mm(直径×长度)铸轧机进行现场工业测试,得到铸轧辊弹性变形的现场测量值,与计算值相比,计算值与现场测量值二者较吻合(见图10)。

图9 铸轧辊变形在线测量系统
Fig.9 Measurement system of roller elastic deformation
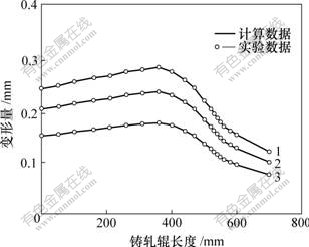
v/(m?min-1): 1―5.0; 2―6.5; 3―8.0
图10 铸轧辊弹性变形与测量值的对比
Fig.10 Comparison of simulated results with
experimental results
5 结 论
a. 考虑温度与力二因素的耦合,建立铸轧辊变形热力耦合模型。
b. 铸轧力呈非对称分布,从轧件入口处向变形区逐渐增加,最大值为100 MPa,然后,逐渐减小,而且减小的速度大于增加的速度。
c. 在不同的工艺参数条件下,铸轧辊的影响不一样,但是,铸轧辊变形的规律均为1条相似的“鞍马形”曲线,铸轧辊弹性变形量最大值为0.303 mm。
d. 仿真计算与现场测量结果相吻合,证明模型是正确的。
参考文献:
[1] Jarry P, Toitot D, Menet P Y. Thermal-mechanical modeling of 3C roll casting of alloys[J]. Light Metals, 1996: 905-911.
[2] Kang C G, Kin Y D. A thermal elastic-plastic finite-element analysis to roll-life prediction on the twin roll strip continue casting process[J]. Metallurgical and Materials Transactions B, 1997, 28(12): 1213-1225.
[3] 郭剑波. 热带钢连轧机工辊温度场和热凸度计算[J]. 燕山大学学报, 1998, 22(3): 255-258.
GUO Jian-bo. The calculation of work rolls temperature field and thermal crown in hot strip mills[J]. Journal of Yanshan University, 1998, 22(3): 255-258.
[4] Miyazawa K. Continuous casting of steels in Japan[J]. Science and Technology of Advanced Materials, 2001, 2: 59-65.
[5] 熊勇刚, 毛明智, 臧铁刚, 等. 超薄快速铸轧机铸轧辊温度场和热凸度仿真及实验[J]. 中国有色金属学报, 2001, 11(3): 485-488.
XIONG Yong-gang, MAO Ming-zhi, ZANG Tie-gang, et al. Emulation and test research of temperature field and thermal crown for super-thin high-speed mills roll[J]. The Chinese Journal of Nonferrous Metals, 2001, 11(3): 485-488.
[6] 朱志华, 肖文锋. 超薄快速铸轧过程轧制压力分布的数学模型与实验研究(Ⅰ)―铸造区轧制压力分布的数学模型[J]. 上海有色金属, 2001, 22(3): 106-109.
ZHU Zhi-hua, XIAO Wen-fen. Modelling and simulating investigation of rolling pressure distribution at ultra thin high- speed roll casting(Ⅰ): Model of rolling pressure distribution in casting zone[J]. Shanghai Nonferrous Metal, 2001, 22(3): 106-109.
[7] 湛利华, 李晓谦, 钟 掘. 基于ANSYS的快速铸轧过程温度场数值模拟[J]. 重型机械, 2005(2): 39-42.
ZHAN Li-hua, LI Xiao-qian, ZHONG Jue. ANSYS-based finite element simulation on temperature field of high-speed roll casting process[J]. Heavy Machinery, 2005(2): 39-42.
[8] Li S, Liu W K, Hao W. Numerical simulations of large deformation of thin shell structure using meshfree methods[J]. Computational Mechanics, 2000, 25(2/3): 102-116.
[9] Krysl P, Belytschko T. Analysis of thin plates by the element-free Galerkin method[J]. Computational Mechanics, 1995, 17(1/2): 26-35.
[10] 熊勇刚, 谭建平. 铸铸轧辊变形在线测量研究[J]. 轻合金加工技术, 2005, 33(7): 12-14.
XIONG Yong-gang, TAN Jian-ping. Survey of temperature field and thermal deformation of casting roller[J]. Light Alloy Fabrication Technology, 2005, 33(7): 12-14.
收稿日期:2009-03-05;修回日期:2009-05-25
基金项目:国家重点基础研究发展规划项目(G1999064906);国家计委重点科技攻关项目(计高技[1998]1985);湖南省自然科学基金资助项目(04JJ40037);湖南省科学基金资助项目(2007GK3051);湖南省教育厅基金资助项目(02C662)
通信作者:熊勇刚(1966-),男,湖南益阳人,教授,博士,从事机械设计、金属成形等研究;电话:0731-22623403;E-mail: xygyxj@163.com

