
Influence of melt superheating on microstructures of Mg-3.5Si-1Al alloys
ZHA Min(查 敏), WANG Hui-yuan(王慧远), LIU Bo(刘 波), ZHAO Bing(赵 兵),
LIANG Min-li(梁敏莉), LI Dong(李 栋), JIANG Qi-chuan(姜启川)
Key Laboratory of Automobile Materials of Ministry of Education,
Department of Materials Science and Engineering, Jilin University, Changchun 130025, China
Received 12 June 2008; accepted 5 September 2008
Abstract: The influence of melt superheating treatment on the microstructures of Mg-3.5Si-1Al alloys unmodified and modified with 0.2% Sr-Sb (mass fraction) was investigated. The results show that when the melt superheating temperature increases from 750 to 900 ℃, the average size of primary Mg2Si in the unmodified alloys decreases progressively from about 27 to about 19 μm, while that in Sr-Sb-modified alloys is refined considerably from about 14 to about 7 μm when the temperature increases from 750 to 850 ℃, and then slightly increases to about 9 μm with temperature further increasing to 900 ℃, which might be attributed to the burning loss of Sr and Sb in melts. However, the superheating temperature only has a slight effect on the morphologies of both primary and eutectic Mg2Si phases in unmodified and Sr-Sb-modified alloys.
Key words: magnesium alloy; silicon; Mg2Si; superheating temperature; modification
1 Introduction
Recently, there has been an increasing interest in Mg-Si system alloys owing to their desirable combination of various properties, which mainly depend on the size and morphology of Mg2Si[1-5]. However, the undesirable, coarse dendritic primary and Chinese script eutectic Mg2Si phases tend to be formed in Mg-high Si alloys under low solidification rate, which would apparently give a detrimental effect on the mechanical properties of Mg-Si alloys and severely confine its development and applications[4-5]. Therefore, the grain refining of Mg-Si alloys, which is mainly responsible for improving mechanical properties, has become a particularly active topic and deserves more and more attention[4-5]. Besides modification, it has been established that superheating treatment is also a simple and effective method for grain refinement[5-7].
The superheating process was originally described in a British patent granted in 1931[8]. Since then extensive investigations have been carried out and a number of hypotheses have been proposed from various perspectives[8-13]. However, the exact grain refinement mechanism still remains unclear and there are discrepancies in the explanations put forward.
The first group of researchers supposed that the particles at normal pouring temperatures are not small enough to serve as nuclei, whereas at higher temperatures they may dissolve and then reform or precipitate as finer particles suitable for nucleating small grains[9-10]. The influences of the solid particles and clusters survived during the melting process on the re-solidified structures were classified as a heredity phenomenon in materials[11-12]. CHEN et al[11] proposed that the superheating treatment of Al-7Si-0.55Mg melt can modify the eutectic Si phase through reducing the heredity of Si-Si clusters and changing its growth process. Besides, as reported by LI et al[6], a higher superheating temperature (1 050 ℃) reduces the heredity of the structure of Al-16Si alloy.
Another explanation attributes grain refinement to an increase in undercooling by superheating treatment. It is obvious that with the increase in melt superheating temperature, the distribution of alloying elements will be more homogeneous due to the thermal diffusion, which will clearly affect the undercooling and subsequent solidification process[7, 14]. According to results reported by YIN et al[14], grain refinement of the M963 alloy with high superheating temperature (over 1 873 K) is attributed to the increase in the undercooling of the melt.
In contrast to the above two approaches, other researchers tend to believe that the grain refinement is caused by the formation of new heterogeneous nucleation at higher superheating temperature[10, 15]. A recent study[10] suggested that superheating the melt of Mg-Al-Mn alloys can produce the high temperature ε-AlMn phase, which will partially transform into the metastable τ-AlMn phase, and hence can act as an effective heterogeneous nucleation site.
In the present study, superheat treatment on unmodified and Sr-Sb-modified Mg-3.5Si-1Al alloy melts and its influences on the solidification microstructures were studied experimentally. It is expected that the preliminary results can be significant in promoting the development of Mg-Si system alloys.
2 Experimental
The chemical composition of the experimental alloys is Mg-3.5Si-1Al, as measured with an ARL4460 metals analyzer, are shown in Table 1. Detailed preparation of Mg-Si alloy was described in previous study[3]. About 250 g of Mg-Si alloy was remelted in a graphite crucible in an electric resistance furnace under the protection of a mixed gas atmosphere of SF6 (1%, volume fraction) and CO2 (Bal.). After the melt was held at the designed temperature (750 ℃ ) for 5 min, Al (99.98%, mass fraction), Al-10Sr master alloy and pure Sb preheated to about 150 ℃ were added to the melts to get the designed Mg-3.5Si-1Al and Mg-3.5Si-1Al-0.2 (Sr-Sb) alloys, respectively. The melts were manually stirred for about 2 min using a stainless steel impeller, held at the predetermined temperature (i.e. 750, 800, 850 and 900 ℃) for 20 min, and then poured into a copper mold preheated at 100 ℃ to produce circular column samples of d 10 mm×100 mm.
Table 1 Chemical composition of experiment alloys (mass fraction, %)
Metallographic samples were prepared in accordance with standard procedures used for metallographic preparation of metal samples and etched with 0.5%HF (volume fraction) at room temperature for about 30 s. The microstructure characteristics of the specimens were investigated by using optical microscopy (OM) (LEICADM.IRM) and X-ray diffraction (XRD) (D/Max2500PC Rigaku, Japan). Grain size was estimated by the line intercept method under low magnification of the microstructures, and at least 80 grains were calculated.
3 Results and discussion
3.1 XRD analysis
Fig.1 shows the XRD patterns of unmodified and Sr-Sb-modified Mg-3.5Si-1Al alloys processed at various superheating temperatures. When superheating temperature increases from 750 to 800 ℃, both unmodified and Sr-Sb-modified Mg-3.5Si-1Al alloys consist of Mg and Mg2Si phases as expected. However, when the temperature further increases to 850 and 900 ℃, besides Mg and Mg2Si phases, a slight MgO phase is also detected by XRD, which indicates that the oxidation and burning loss of the alloys are aggravated with the smelting temperature increasing. The addition of Sr-Sb has no influence on phase compositions of Mg-3.5Si-1Al alloys.

Fig.1 XRD patterns of unmodified (a) and Sr-Sb-modified (b) Mg-3.5Si-1Al alloys processed at various superheating temperatures
3.2 Microstructure analysis
Figs.2-3 show the influence of superheating temperature on the as-cast microstructures of unmodified and Sr-Sb-modified Mg-3.5Si-1Al alloys. With superheating temperature increasing, one can see that the size of primary Mg2Si in unmodified alloy is progressively refined (Figs.2(a)-(d)); moreover, also that in Sr-Sb-modified alloys changes significantly (Figs.3(a)-(d)). The changes in size of primary Mg2Si particles in both unmodified and Sr-Sb-modified Mg-3.5Si-
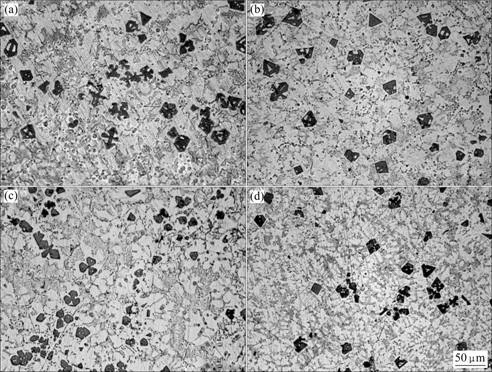
Fig.2 Optical micrographs of unmodified Mg-3.5Si-1Al alloys at different superheating temperatures: (a) 750 ℃; (b) 800 ℃; (c) 850 ℃; (d) 900 ℃
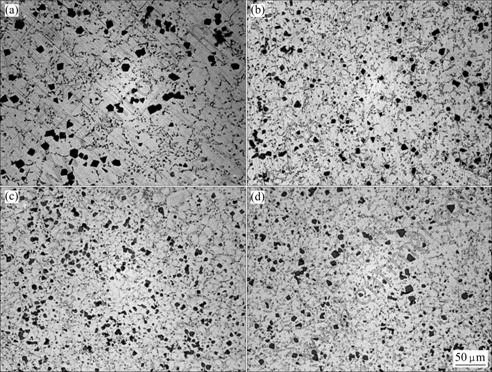
Fig.3 Optical micrographs of Sr-Sb-modified Mg-3.5Si-1Al alloys at different superheating temperatures: (a) 750 ℃; (b) 800 ℃; (c) 850 ℃; (d) 900 ℃
1Al alloys as function of melt superheating temperature are shown in Figs.4(a) and (b), respectively. Increase in temperature from 750 to 900 ℃ considerably refines the coarse primary Mg2Si particles in unmodified alloy from larger than 27??μm to 19 μm or less (Fig.4(a)). Meanwhile, the Mg2Si particles increase obviously in amount due to the reduction of size, and are distributed more uniformly throughout the Mg matrix (Figs.2(a)-(d)). Increase in temperature from 750 to 850 ℃ causes a significant reduction in particles size from about 14 to about 7 μm in modified alloy (Fig.4(b)). With the temperature further increasing to 900 ℃, however, the modified Mg2Si particles become slightly coarser with an average size of approximately 9 μm (Fig.4(b)). Combined with XRD results, therefore, the smelting temperature of about 800 ℃ is considered to be the appropriate superheating temperature for the purpose of grain refinement of coarse primary Mg2Si particles in Mg-3.5Si-1Al alloys.
By comparing Fig.2 with Fig.3, it can be observed that the primary Mg2Si transforms from coarse equiaxed dendritic shape to refined polyhedral shape. Furthermore, the eutectic Mg2Si phase turns from Chinese script shape into fibrous morphology. The results indicate that the addition of Sr-Sb can effectively modify and refine both the primary and eutectic Mg2Si phases. However, the modification mechanism is still unclear so far and further work is continuing.
Figs.5 and 6 show the high magnification morphologies of primary and eutectic Mg2Si phases in unmodified and
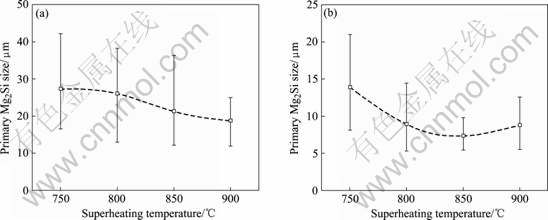
Fig.4 Change in size of primary Mg2Si particles in Mg-3.5Si-1Al alloys with melt superheating temperature: (a) Unmodified; (b) Sr-Sb-modified
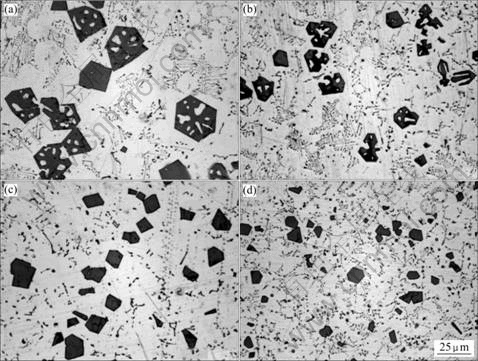
Fig.5 High magnification morphologies of primary Mg2Si in unmodified and Sr-Sb-modified Mg-3.5Si-1Al alloys at different superheating temperatures: (a) 750 ℃ (unmodified); (b) 900 ℃ (unmodified); (c) 750 ℃ (modified); (d) 900 ℃ (modified)
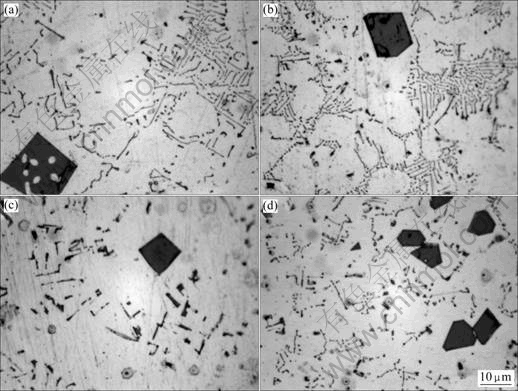
Fig.6 High magnification morphologies of the eutectic Mg2Si in unmodified and Sr-Sb-modified Mg-3.5Si-1Al alloys at different superheating temperatures: (a) 750 ℃ (unmodified); (b) 900 ℃ (unmodified); (c) 750 ℃ (modified); (d) 900 ℃ (modified)
Sr-Sb-modified Mg-3.5Si-1Al alloys at various superheating temperatures of 750 and 900 ℃. The superheating temperature only has a slight effect on the morphologies of primary and eutectic Mg2Si whether in unmodified or in Sr-Sb-modified alloy. The primary and eutectic Mg2Si phases keep almost unchanged with equiaxed dendritic (Figs.5(a) and (b)) and Chinese script morphologies (Figs.6(a) and (b)) in unmodified alloy, as well as polyhedral (Figs.5(c) and (d)) and fibrous shape (Figs.6(c) and (d)) in modified one. However, one can see from Fig.6 that the eutectic Mg2Si phases in both unmodified and modified alloys are sharply refined with superheating temperature increasing.
3.3 Mechanism of grain refinement
It has been mentioned that the grain refinement can be explained by the reduction of heredity. Recently, QIN et al[7] have proposed that the morphological transformation of primary Mg2Si in Al-Si-Mg-Cu alloys after melt superheating is attributed to the change of the original structure and heredity of the melt. In previous study[4], the authors have reported that the reduction of heredity plays an important role in the grain refinement of both primary and eutectic Mg2Si phases in Mg-1.5Si-1Zn alloy during superheat treatment. In the present study, the reason for the grain refinement of both primary and eutectic Mg2Si phases in unmodified Mg-3.5Si-1Al alloy after superheat treatment can also be attributed to the reduction of heredity. Under the condition of low superheating temperature (e.g. 750 ℃), it is believed that there are some solid particles and relatively large moving atom clusters with similar characteristics to those of the mother ingot in the melt due to heredity. The solid particles and large clusters are responsible for nucleation, and therefore, the grains grow coarser easily during subsequent solidification process. With the superheating temperature increasing, the solid particles and large moving atom clusters gradually dissolve and become fine clusters suitable for nucleating small grains. As a result, the small clusters can grow into refining particles.
Although the exact reason for the grain refinement of Sr-Sb-modified Mg-3.5Si-1Al alloys is still unclear due to the unknown modification mechanism, the possible explanations may be as follows: 1) similarly, the reduction of heredity also plays an important role in the grain refinement of both the primary and eutectic Mg2Si phases in Sr-Sb-modified alloys; and 2) moreover, the Sr and Sb in melts will refine and modify the Mg2Si phases and hence lead to a further reduction in grain size. However, the high superheating temperature (i.e. 900 ℃) may result in an increase in burning loss of Sr and Sb in the melts, which in turn causes a slight increase in grain size (Figs.3(d) and 4(b)).
4 Conclusions
1) Increase in superheating temperature from 750 to 900 ℃ progressively refines the coarse primary as well as eutectic Mg2Si phases in unmodified Mg-3.5Si-1Al alloy. Similarly, increase in temperature from 750 to 850 ℃ significantly decreases the particles size of primary Mg2Si in Sr-Sb-modified alloy; however, further increase in temperature to 900 ℃ causes a slight increase in the particles size, which might be attributed to the burning loss of Sr and Sb in melts.
2) The superheating temperature only has a slight effect on the morphologies of both primary and eutectic Mg2Si phases in unmodified and Sr-Sb-modified alloys.
References
[1] MORDIKE B L, EBERT T. Magnesium properties―applications― potential [J]. Mater Sci Eng, 2001, A302: 37-45.
[2] CZERWINSKI F. The generation of Mg-Al-Zn alloys by semisolid state mixing of particulate precursors [J]. Acta Mater, 2004, 52: 5057-5069.
[3] LU L, THONG K K, GUPTA M. Mg-based composite reinforced by Mg2Si [J]. Compos Sci Technol, 2003, 63: 627-632.
[4] WANG Hui-yuan, JIANG Qi-chuan, MA Bao-xia, WANG Yan, WANG Jin-guo, LI Jin-Bao. Modification of Mg2Si in Mg-Si alloys with K2TiF6, KBF4 and K2TiF6+KBF4 [J]. J Alloys Compd, 2005, 387: 105-108.
[5] GU Zhen-hua, WANG Hui-yuan, ZHENG Na, ZHA Min, JIANG Li-li, WANG Wei, JIANG Qi-chuang. Effect of melt superheating treatment on the cast microstructure of Mg-1.5Si-1Zn alloy [J]. J Mater Sci, 2008, 43: 980-984.
[6] LI Pei-jie, NIKITIN V I, KNADALOVA E G, NIKITIN K V [J]. Effect of melt overheating, cooling and solidification rates on Al-16wt.%Si alloy structure [J]. Mater Sci Eng, 2002, A332: 371-374.
[7] QIN Qing-dong, ZHAO Yu-guang, LIANG Yun-hong, ZHOU Wei. Influence of melt superheating treatment on the microstructures of Mg2Si/Al-Si-Cu alloy [J]. J Alloys Compd, 2005, 399: 106-109.
[8] CAO Peng, QIAN Ma, STJOHN D H. Mechanism for grain refinement of magnesium alloys by superheating [J]. Script Mater, 2007, 56: 633-636.
[9] LEE Y C, DAHLE A K, STJOHN D H. The role of solute in grain refinement of magnesium [J]. Mater Tran, 2000, A31: 2895-2906.
[10] QIU D, ZHANG M X, TAYLOR J A, FU H M, KELLY P M. A novel approach to the mechanism for the grain refining effect of melt superheating of Mg-Al alloys [J]. Acta Mater, 2007, 55: 1863-1871.
[11] CHEN Zhong-wei, JIE Wan-qi, ZHANG Rui-jie. Superheat treatment of Al-7Si-0.55Mg alloy melt [J]. Mater Lett, 2005, 59: 2183-2185.
[12] BIAN X F, WANG W M, QIN J Y. Structures of liquid Al-Si alloy modified by Sr [J]. Mater Sci Forum, 2000, 331/3: 349-354.
[13] HAQUE M M, ISMAIL A F. Effect of superheating temperatures on microstructure and properties of strontium modified aluminium- silicon eutectic alloy [J]. J Mater Process Tech, 2005, 162/163: 312-316.
[14] YIN F S, SUN X F, LI J G, GUAN H R, HU Z Q. Effects of melt treatment on the cast structure of M963 superalloy [J]. Script Mater, 2003, 48: 425-429.
[15] CAO Peng, QIAN Ma, STJOHN D H. Effect of iron on grain refinement of high-purity Mg-Al alloys [J]. Script Mater, 2004, 51: 125-129.
(Edited by CHEN Wei-ping)
Foundation item: Project(50501010) supported by the National Natural Science Foundation of China; project supported by the 985―Automotive Engineering of Jilin University, China
Corresponding author: JIANG Qi-chuan; Tel/Fax: +86-431-85094699; E-mail: jiangqc@mail.jlu.edu.cn

