Ќш¬з „ЈҐ ±Љд: 2018-10-17 16:56
ѕ°”–љр ф 2019,43(10),1023-1031 DOI:10.13373/j.cnki.cjrm.xy18070029
SiCp /Al-5MgЄіЇѕЇЄЋњЇЄљ” 7075¬ЅЇѕљр TIGЇЄљ”є§“’Љ∞љ”ЌЈ„й÷ѓ–‘ƒ№Ј÷ќц
Їъ«еї™ ’≈“еЄ£ –№Ћє ћ∆цќ
’™ “™£Ї
≤…”√∞лєћћђљЅ∞и≥ђ…щЄ®÷ъ÷э‘мЈ®љбЇѕ‘ю÷∆є§“’÷∆±ЄЄіЇѕ≤ƒЅѕЇЄЋњ, є”√Є√ЇЄЋњґ‘7075-T651≥ђ”≤¬ЅЇѕљрљш––∞л„‘ґѓTIG(tungsten inert gas)ЇЄ°£“‘њєј≠«њґ»ќ™ѕм”¶…иЉ∆÷µЌ®єэ’эљї ‘—йЈ÷ќцЈ®”≈їѓЇЄљ”µзЅч(I )°Ґ∆µ¬ (f )°Ґ∆¬њЏљ«ґ»(¶Ѕ )ЇЌ∆шЅчЅњ(v )4ЄцЇЄљ”є§“’≤ќ э,≤Ґґ‘≤їЌђє§“’≤ќ эѕ¬µƒЇЄљ”љ”ЌЈљш––ј≠…м–‘ƒ№°Ґѕ‘ќҐ”≤ґ»°Ґѕ‘ќҐ„й÷ѓЇЌЇЄЈм≥…–ќЈ÷ќц°£ћљЊњ‘Џ≤їЌђє§“’≤ќ эµƒ„ч”√ѕ¬,ЄіЇѕ≤ƒЅѕґ‘ЇЄљ”љ”ЌЈ–‘ƒ№µƒ”∞ѕмєж¬…Љ∞„ч”√їъ÷∆°£ ‘—йљбєы±н√ч,ЇЄЇуSiCњ≈Ѕ£(SiCp )≤њЈ÷‘≠ќїЈі”¶…ъ≥…ЅЋќ»ґ®µƒAl4 SiC4 ”≤÷ њ≈Ѕ£;ґ‘”ЏЇЄљ”љ”ЌЈњєј≠«њґ»„оЉ—є§“’≤ќ эќ™:ЇЄљ”µзЅчI =200 A°ҐЇЄљ”∆µ¬ f =÷–∆µ(M)40 Hz°Ґ∆шЅчЅњv =12 L°§min-1 ЇЌ∆¬њЏљ«ґ»¶Ѕ =60°г;ґ‘”ЏЇЄЇуSiCњ≈Ѕ£µƒіж‘ЏЉ∞Ј÷…Ґ≥ћґ»µƒ„оЉ—є§“’≤ќ эќ™:ЇЄљ”µзЅчI =180 A°ҐЇЄљ”∆µ¬ f =µЌ∆µ(L)10 Hz°Ґ∆шЅчЅњv =12 L°§min-1 ЇЌ∆¬њЏљ«ґ»¶Ѕ =60°г°£Ќ®єэ ‘—йљбєыЈ÷ќц,Їѕ µƒє§“’≤ќ эњ…“‘±£≥÷њ≈Ѕ£µƒЈ÷…ҐЇЌ“÷÷∆÷–Љдѕаµƒќц≥ц,і”ґшћбЄяЇЄљ”љ”ЌЈµƒ„џЇѕ–‘ƒ№°£
єЎЉьі £Ї
¬ЅїщЄіЇѕ≤ƒЅѕ ;‘ц«њњ≈Ѕ£ ;ЇЄљ”є§“’ ;7075¬ЅЇѕљр ;Al4 SiC4 ;
÷–ЌЉЈ÷јаЇ≈£Ї TG457.14
„ч’яЉтљй£Ї Їъ«еї™(1993-),ƒ–,љ≠ќчЄя∞≤»Ћ,Ћґ њ—–Њњ…ъ,—–ЊњЈљѕт:ЄіЇѕ≤ƒЅѕЉ∞Љ”є§;E-mail:102016141@glut.edu.cn;; *ћ∆цќ,љћ Џ;µзї∞:18977329060;E-mail:xtang@glut.edu.cn;
’Єе»’∆Џ£Ї 2018-07-24
їщљр£Ї єгќчњ∆ЉЉ÷Ўіу„®ѕо„ ÷ъѕоƒњ(єрњ∆AA17129005)„ ÷ъ;
Welding Process and Joint Microstructures Performance Analysis of SiC p Al-5Mg Filling Layer Strengthened AA7075 by TIG Welding Hu Qinghua Zhang Yifu Xiong Si Tang Xin
Guangxi Ministry-Province Jointly-Constructed Cultivation Base for State Key Laboratory of Processing for Non-ferrous Metal and Featured Materials
College of Material Science and Engineering,Guilin University of Technology
School of Mechatronics & Electrical Engineering,Nanchang University
Abstract£Ї
Composite wire was prepared by semi-solid stirring ultrasonic assisted casting combined with rolling process. The welding wire was used for semi-automatic TIG(tungsten inert gas) welding of 7075-T651 superhard aluminum alloy. In response to the design value of tensile strength, the welding process parameters, such as welding current(I ), welding frequency(f ), groove angle(¶Ѕ ) and gas flow rate(v ), were optimized by orthogonal test method. The tensile properties, microhardness, microstructures and weld forming of welded joints with different process parameters were analyzed. The effect of composite wire on welded joints was investigated. The experimental results showed that the stable Al4 SiC4 hard particles were formed by partial in-situ reaction of SiC particles(SiCp ) after welding. For tensile strength of welded joints, the optimum process parameters were welding current I =200 A, welding frequency f =middle frequency(M) 40 Hz, welding gas flow rate v =12 L°§min-1 and welding groove angle ¶Ѕ =60 °г. For the existence and dispersion of SiC particles after welding, the optimum process parameters were welding current I =180 A, welding frequency f =low frequency(L)10 Hz, welding gas flow rate v =12 L°§min-1 and groove angle ¶Ѕ =60 °г. In fact, the reasonable process parameters favored the dispersion of particles and restrained the precipitation of interphases, which could improve the combination properties of welded joints.
Keyword£Ї
aluminum matrix composite; reinforced particle; welding parameters; 7075 aluminum alloy; Al<sub>4</sub>SiC<sub>4</sub>;
Received£Ї 2018-07-24
¬ЅЉ∞¬ЅЇѕљр «“ї÷÷«б÷ ≤ƒЅѕ, Њя”–љѕЇ√µƒƒЌƒ•–‘°Ґ ƒЌЄѓ і–‘°Ґ ƒЌµЌќ¬–‘Љ∞љѕЇ√µƒїъ–µ«њґ», ±їєгЈЇµƒ”¶”√‘ЏЇљњ’Їљћм°Ґ Ї£—у°Ґ ѓ”ЌЇЌљїЌ®‘Ћ дµ»––“µ
[1 ,2 ]
°£ љш»л21 јЉЌ“‘јі, љр фїщЄіЇѕ≤ƒЅѕµƒЈҐ’є ЃЈ÷µƒ—Є√Ќ, ‘ЏЄч÷÷Њьє§Ѕм”тЇЌ√с”√––“µ, ЄіЇѕ≤ƒЅѕ‘љјі‘љ±нѕ÷≥ц”≈“м–‘ƒ№
[3 ,4 ,5 ,6 ]
°£ Ћж„≈ЉЉ хµƒЈҐ’є, –¬–ЌЄіЇѕ≤ƒЅѕµƒ÷∆±Є‘љјі‘љ≥… м, ∆д÷–њ≈Ѕ£‘ц«њ¬ЅїщЄіЇѕ≤ƒЅѕ“—‘Ћ”√‘ЏЇљњ’Їљћмµ»ЄяґЋЅм”т
[7 ]
°£ ÷ч“™µƒ‘ц«њњ≈Ѕ£ћнЉ”ќпќ™ћЉїѓќп°Ґ µ™їѓќпЇЌ—хїѓќп, ∆д÷–SiCp /AlїщЄіЇѕ≤ƒЅѕ—–Њњ„оќ™≥… м
[8 ]
°£ SiCp /AlїщЄіЇѕ≤ƒЅѕЊя”–Єяµƒ±»«њґ»°Ґ ƒЌƒ•–‘“‘Љ∞≥яізќ»ґ®–‘Ї√
[9 ,10 ]
°£ µЂњ≈Ѕ£‘ц«њ¬ЅїщЄіЇѕ≤ƒЅѕµƒ«–ѕчЉ”є§–‘ƒ№±»љѕ≤о, »џћеЅчґѓ–‘≤ї„г, µЉ÷¬≤їƒ№≤…”√≥£єж÷э‘мµ»Јљ љ÷∆‘м–ќ„іљѕќ™Єі‘”ЇЌ≥яізљѕіуµƒљбєє≤ƒЅѕ
[11 ]
, “тіЋє§≥ћ”¶”√…ѕ≥£–и≤…”√ЇЄљ”µ»Ѕђљ”є§“’јіљш––љбєє∆і„∞, µЂ‘ЏЇЄљ”єэ≥ћ÷–Ї№…ў”–ѕаґ‘”¶µƒЄіЇѕ≤ƒЅѕ„чќ™ћо≥дљр ф
[12 ]
; Ќђ ±‘ЏЇЄљ”єэ≥ћ÷–њ≈Ѕ£”л¬Ѕ»џће“„ЈҐ…ъљз√жЈі”¶
[13 ]
, …ъ≥…÷–Љдіа”≤ѕа”∞ѕм≤ƒЅѕµƒЇЄљ”Їу–‘ƒ№°£ ±ЊќƒЌ®єэ≤…”√ЇЄљ”–‘ƒ№љѕ≤оµƒ7ѕµ¬ЅЇѕљр„чќ™ƒЄ≤ƒ, јы”√÷∆±Єїсµ√µƒSiCp /AlїщЄіЇѕЇЄЋњ≤ƒЅѕґ‘∆дљш––∆љ∞еґ‘љ”ЇЄ, Ќ®єэ≤…”√≤їЌђµƒЇЄљ”є§“’јі÷∆±ЄЇЄЈм ‘—щ, јы”√ј≠…м ‘—й°Ґ ќђ ѕ”≤ґ»°Ґ єв—Іѕ‘ќҐЊµ(OM)Љ∞≥°ЈҐ…д…®√иµзЊµ(SEM)µ»±н’чЈљ љћљЊњЄіЇѕћо≥д≤ƒЅѕµƒЇЄЇу–‘ƒ№Љ∞∆д‘ц«њњ≈Ѕ£µƒљз√жЈі”¶°£
1 µ —й
1.1 ≤ƒЅѕЉ∞…и±Є
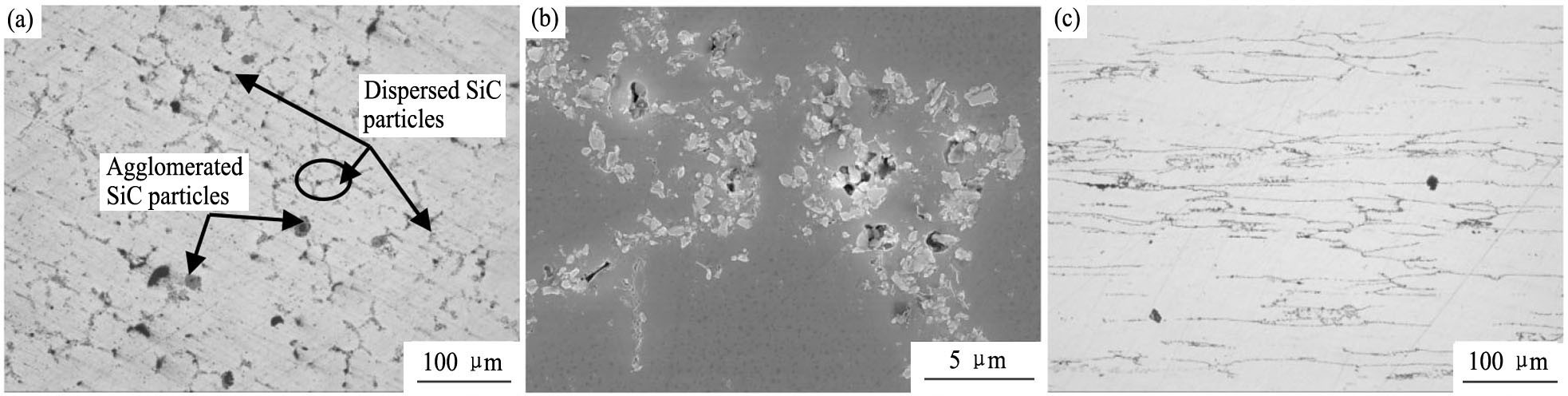
ЇЄљ”ћо≥дљр фќ™3%(÷ ЅњЈ÷ э)—«ќҐ√„SiCp /Al-5Mg¬ЅїщЄіЇѕ≤ƒЅѕ, Є√ЄіЇѕ≤ƒЅѕЇЄЋњ≤…”√∞лєћћђљЅ∞и≥ђ…щЄ®÷ъ÷э‘мЈ®÷∆±Єµ√µљ¶µ10.00 mm°Ѕ160.00 mmµƒ÷э∞ф, Ќ®єэ≤…”√ґаµјіќ‘ю÷∆µƒЈљЈ®ґ‘÷∆±Єµ√µљµƒ÷э∞фљш––ЈіЄі»»‘ю÷∆і”ґшµ√µљ¶µ3.00 mmµƒЇЄЋњ≤ƒЅѕ°£ ЇЄљ” ‘—йƒЄ≤ƒќ™7075-T651¬ЅЇѕљр(”…ќчƒѕ¬Ѕ“µћбє©)∞е≤ƒ∆д≤ƒЅѕµƒњєј≠«њґ»ќ™560 MPa, ‘∞еµƒ≥яізќ™150.00 mm°Ѕ75.00 mm°Ѕ4.00 mm°£ ЇЄљ”≤…”√∆љ∞еґ‘љ”ЇЄ, ЇЄљ”Ћўґ»ќ™(2.5°ј0.5) mm°§s-1 (≤їЌђ∆¬њЏљ«ґ»¬‘”–≤о±р), ЇЄљ”є§“’µƒ∆¬њЏја–Ќќ™µ•±яV–Ќ, ∆¬њЏљ«ґ»ќ™120°г, 90°гЇЌ60°г, ґџ±я≥яізќ™1 mm, ∆дЇЄљ”„∞≈д»зЌЉ1Ћщ Њ°£ ЇЄљ”…и±Є≤…”√ћ∆…љPanasonic YC-500WX-N–ЌTIG(tungsten inert gas)ЇЄїъ“‘Љ∞Panasonic YA-1 UAR61–Ќє§“µїъ∆ч»Ћ ÷±џ°£ ‘—йєэ≥ћ÷–Ћщ є”√µƒћо≥д≤ƒЅѕЇЌƒЄ≤ƒµƒїѓ—І≥…Ј÷(%, ÷ ЅњЈ÷ э)»з±н1Ћщ Њ, ∆дћо≥д≤ƒЅѕµƒєв—Іѕ‘ќҐ„й÷ѓ(OM)ЇЌ≥°ЈҐ…д…®√иµзЊµ„й÷ѓ(SEM)»зЌЉ2Ћщ Њ°£ ‘ЏЌЉ2(a, b)÷–њ…“‘њі≥цSiCњ≈Ѕ£—ЎЊІљзљѕќ™Њщ‘»Ј÷≤Љ, Ќђ ±“≤іж‘Џ≤њЈ÷µƒњ≈Ѕ£Ќ≈Њџ, ’в”лSijoЇЌЇъј§µ»
[14 ,15 ]
µƒљбєыѕа“ї÷¬°£ њ≈Ѕ£≥яіз‘љ–°∆д±н√жƒ№‘љЄя, ‘ЏЄяќ¬Љ”»л ±ЄьЉ”іўљшЅЋњ≈Ѕ£±н√жµƒ≤їќ»ґ®–‘°£ “тіЋ≤…”√∞лєћћђљЅ∞и єµ√њ≈Ѕ£ƒ№”лїщће¬ЅЇѕљрљбЇѕµƒЄьЉ”љф√№, »їЇу‘Џ700 °жµƒћхЉюѕ¬≥ђ…щµƒњ’їѓЇЌ…щЅч„ч”√ єµ√њ≈Ѕ£љш––Њщ‘»Ј÷…Ґ°£ ‘ЏЊ≠єэґаµјіќµƒЈіЄі‘ю÷∆Љ”є§Їу, SiCp µƒЈ÷≤Љ√чѕ‘µƒ—Ў‘ю÷∆Јљѕт≥ ћхіш„іЈ÷≤Љ, ≤њЈ÷Ќ≈ЊџµƒSiCњ≈Ѕ£“≤±ї«њ÷∆Ј÷…Ґ(ЌЉ2(c)), ’в”–јы”Џљш––ѕа”¶µƒЇЄљ” ‘—й°£
Є√ ‘—й≤…”√’эљї ‘—йL
3 4
3 4
ƒ£–Ќљш––ЇЄљ”є§“’≤ќ эµƒ”≈їѓ, Њяће≤ќ эЉ∞ ‘—й„й±р»з±н2Ћщ Њ, ∆д÷–ЇЄљ”∆µ¬ ≤ќ э÷–LЇЌMЈ÷±р±н ЊµЌ∆µЇЌ÷–∆µ°£
ЌЉ1 ЇЄљ”є§“’µƒ∆¬њЏ–ќ√≤
Fig.1 Groove of welding process (mm)
(a) 120°г; (b) 90°г; (c) 60°г
±н1 ћо≥дљр фЇЌƒЄ≤ƒµƒїѓ—І≥…Ј÷
Table 1 Chemical compositions of base metal and filler metal (%, mass fraction )
Si
Fe
Cu
Mn
Mg
Cr
Zn
Ti
SiC
Al
°№0.0081
°№0.0221
°№0.0002
-
5.0
-
°№0.0156
-
3
Bal.
<0.4
<0.5
1.2°Ђ2.0
<0.3
2.1°Ђ2.9
0.18°Ђ0.28
5.1°Ђ6.1
<0.2
-
Bal.
ЌЉ2 ћо≥д≤ƒЅѕµƒѕ‘ќҐ„й÷ѓ
Fig.2 Microstructures of filling materials
(a)Cast structure of 3%Si Cp /Al-5Mg;(b)As-cast SEM amplified microstructure;(c)Rolling structure 3%Si Cp /Al-5Mg
±н2 ЇЄљ”є§“’≤ќ э
Table 2 Parameters of orthogonal welding
Test
I welding current /f welding frequency /v gas flow rate /-1 )¶Ѕ groove angle /
160
L10
10
60
160
M20
12
90
160
M40
14
120
180
L10
12
120
180
M20
14
60
180
M40
10
90
200
L10
14
90
200
M20
10
120
200
M40
12
60
1.2 µ—йЈљЈ®
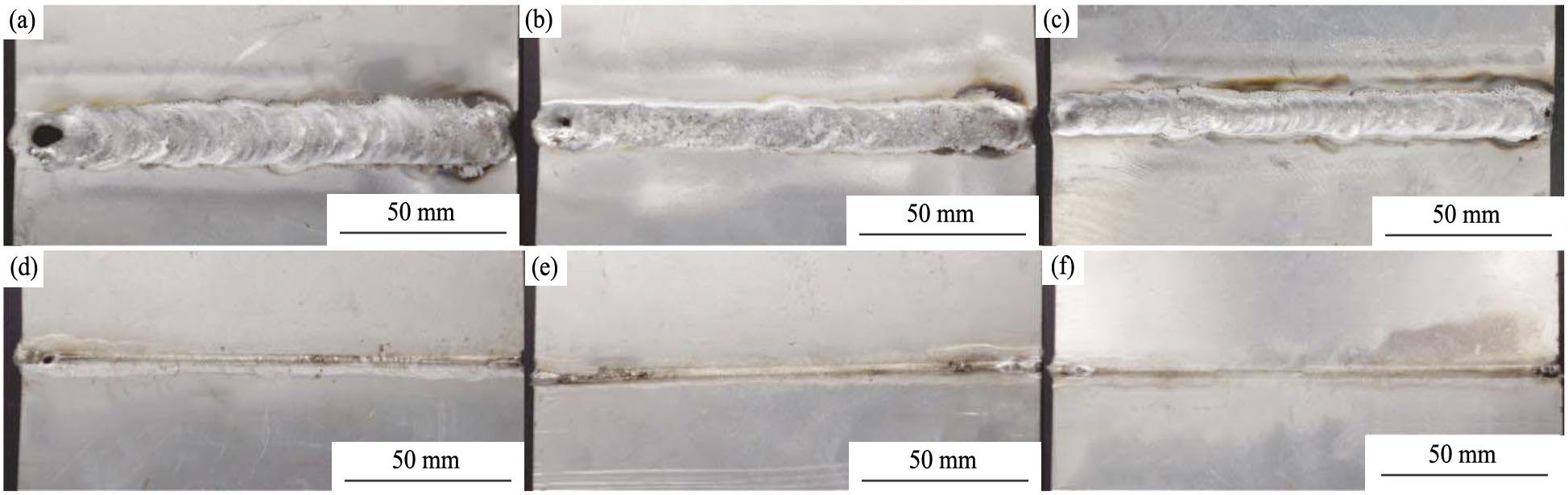
Ќ®єэ≤…”√љїЅчTIGЇЄїъљш––ЇЄљ” ‘—й, ∆д≤їЌђ∆¬њЏљ«ґ»µƒЇЄЈм≥…–ќ»зЌЉ3Ћщ Њ°£ ”…ЇЄЈмЇкєџ–ќ√≤њ…÷™, µ±∆¬њЏљ«ґ»ќ™120°г ±, ЇЄЈмµƒ≥…–ќљѕ≤о«“іж‘Џќі»ЏЇѕ, ґшµ±љ«ґ»ќ™60°г ±, ЇЄЈм≥…–ќљѕЇ√≥ ”гЅџќ∆„і°£ ј≠…м ‘—й∞і’’єъЉ“±к„ЉGB/T 228.1-2010љш––, ≤в ‘ ‘—й≤…”√»’±ЊµЇљтєЂЋЊ…ъ≤ъµƒAG-I 50KNЌтƒ№ј≠…м ‘—йїъљш––ј≠…м ‘—й, «“Ќђ“їЇЄљ”≤ќ эѕ¬—°»°3Єцј≠…м ‘Љю≤в ‘≤Ґ«у∆љЊщ÷µ; ЇЄЈм”≤ґ» ‘—й≤…”√√јєъLecoєЂЋЊ…ъ≤ъµƒAMH-43»Ђ„‘ґѓ”≤ґ»“«љш––≤в ‘, Љ”‘Ў‘ЎЇ…1.96 N, Љ”‘Ў ±Љд15 s; ≤…”√LEICA DMi8Aєв—Іљрѕаѕ‘ќҐЊµ(OM)љш––ЇЄЈмѕ‘ќҐ„й÷ѓµƒєџ≤мЇЌЈ÷ќц; ≤…”√»’±ЊµƒJSM4800≥°ЈҐ…д…®√иµзЊµ(SEM)Љ∞ѕа≈дћ„µƒƒ№∆„“«(EDS)љш––‘™ЋЎЉ∞–ќ√≤µƒєџ≤мЈ÷ќц°£
2 љбєы”лћ÷¬џ
2.1 є§“’≤ќ эґ‘ЇЄЈмЅ¶—І–‘ƒ№µƒ”∞ѕм
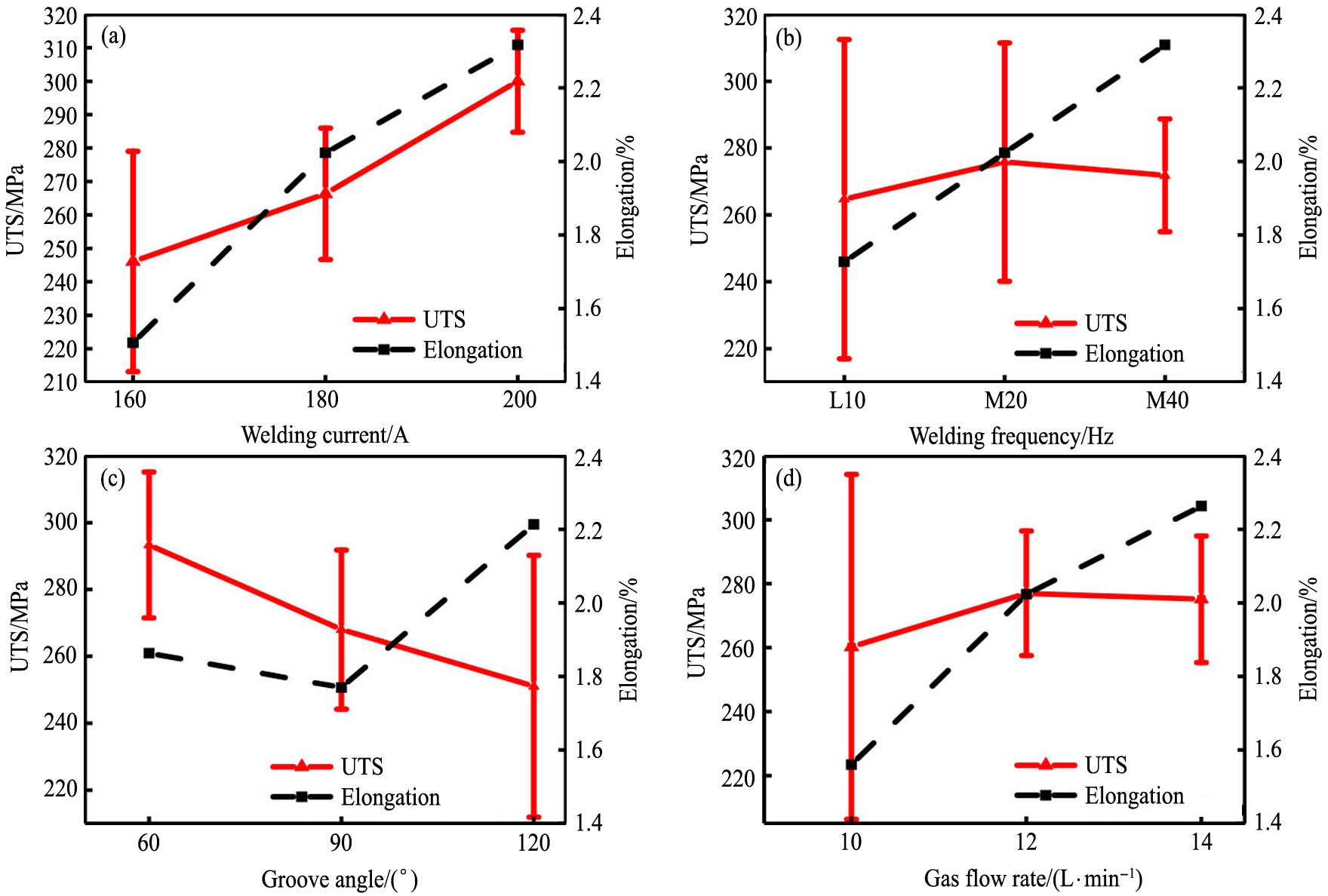
ЄщЊЁ’эљї ‘—й…иЉ∆µ√µљµƒ≤їЌђ“тЋЎЉ∞ЋЃ∆љіо≈дѕ¬ґ‘”¶µƒЇЄљ”љ”ЌЈњєј≠«њґ»µƒљбєы”Џ±н3°£ ∆д÷–, K n n =1°Ђ3)Ј÷±рќ™√њЄц“тЋЎµƒµЏn ЋЃ∆љЋщ‘Џµƒ ‘—й÷–ґ‘”¶ЇЄЈмњєј≠«њґ»(UTS)µƒЊщ÷µ, R ќ™ЉЂ≤о°£ ЌЉ4ќ™ЇЄљ”љ”ЌЈњєј≠«њґ»Љ∞ґѕЇу…м≥§¬ ЋжЇЄљ”є§“’≤ќ э±дїѓµƒ“тЋЎ÷Є±кЈ÷ќц«ъѕя°£ ЄщЊЁЌЉ4(a)њ…“‘њі≥ц, ЇЄљ”љ”ЌЈµƒњєј≠«њґ»Ћж„≈ЇЄљ”µзЅчµƒ‘ціуґш‘ціу, «“«њґ»±дїѓі”180 A‘ціуµљ200 A ±±»160 A‘ціуµљ180 AµƒЈщґ»Єьіу°£ ’в «”…”ЏSiCp /Al¬ЅїщЄіЇѕ≤ƒЅѕµƒЅчґѓ–‘±»љѕ≤о, µ±µзЅчљѕ–° ±, »џ≥Ўµƒ’ыћеЅчґѓ–‘≤ї„гµЉ÷¬ЇЄЈм≤ъ…ъљѕґаµƒ»±ѕЁ“‘Љ∞њ≈Ѕ£‘ЏЇЄЈм÷–µƒЈ÷≤Љ≤їЊщ‘», “тіЋ‘ЏЇЄљ”µзЅчќ™200 A ±љ”ЌЈ«њґ»»°µ√„оіу÷µ°£ ‘ЏЌЉ4(c)÷–, ЇЄЈмµƒњєј≠«њґ»Ћж„≈ЇЄљ”∆¬њЏљ«ґ»µƒ‘ціуґшЉх–°, ’в «“тќ™∆¬њЏљ«ґ»‘ціу, –и“™ћо≥дµƒЇЄЈмљр ф‘цґа, ”…”Џћо≥д≤ƒЅѕµƒЅчґѓ–‘≤ї„гЇЌ¬ЅЇѕљрљѕњмµƒјд»іЋўґ»µЉ÷¬њ≈Ѕ£Ј÷≤Љ≤їЊщ‘»ЇЌЇЄљ”∆шњ„µƒ‘цґаі”ґш єµ√ЇЄЈм«њґ»љµµЌ°£ ‘ЏЇЄљ”∆¬њЏљ«ґ»ќ™60°г ±, ЇЄљ”љ”ЌЈ«њґ»»°µ√„оіу÷µ°£ ґшЇЄљ”∆µ¬ ЇЌ∆шЅчЅњЅљЄцЇЄљ”є§“’≤ќ эґ‘”ЏЇЄљ”љ”ЌЈµƒњєј≠«њґ»”∞ѕм≤їіу(ЌЉ4(b, d))°£ ”ліњAl-5MgЇЄЋњЇЄљ”7075¬ЅЇѕљрµƒ∆љЊщњєј≠«њґ»280.76 MPaѕа±», ЄіЇѕЇЄЋњµƒљ”ЌЈњєј≠«њґ»”–ЋщћбЄя°£ „џЇѕЄч“тЋЎґ‘ЇЄЈмњєј≠«њґ»µƒ”∞ѕм, µ±ЇЄљ”µзЅчќ™I =200 A, ЇЄљ”∆µ¬ ќ™÷–∆µ, ∆шЅчЅњќ™v =12 L°§min-1 ЇЌ∆¬њЏљ«ґ»ќ™¶Ѕ =60°г ±ќ™„о”≈≤ќ э°£
ЌЉ3 ≤їЌђ∆¬њЏљ«ґ»ЇЄЈмЇкєџ’эЈі√ж≥…–ќ–ќ√≤
Fig.3 Macroscopic appearance of different groove angle weld seam forming
(a,d)120°г;(b,e)90°г;(c,f)60°г
±н3 ’эљї ‘—й…иЉ∆µƒ÷±єџЈ÷ќц
Table 3 Auto-visual analysis of orthonormality test design
Samples
I welding current /Af welding frequency /Hzv gas flow rate /(L°§min-1 )¶Ѕ groove angle /°гUTS/MPa
1
1
1
1
209.70
1
2
2
2
254.50
1
3
3
3
273.95
2
1
2
3
289.00
2
2
3
1
256.00
2
3
1
2
254.00
3
1
3
2
295.50
3
2
1
3
317.00
3
3
2
1
287.50
1 246.05
264.73
260.23
251.07
-
2 266.33
275.83
277.00
268.00
-
3 300.00
271.82
275.15
293.32
-
R 53.95
11.10
16.77
42.25
-
ЌЉ4 є§“’≤ќ эґ‘ЇЄЈмј≠…м«њґ»ЇЌґѕЇу…м≥§¬ µƒ”∞ѕм
Fig.4 Effect of process parameters on tensile strength and post-break elongation of welded joints
(a)Variation trend of tensile property and welding current;(b)Variation trend of tensile property and welding frequency;(c)Variation trend of tensile property and groove angle;(d)Variation trend of tensile property and gas flow rate
ЇЄљ”љ”ЌЈґѕЇу…м≥§¬ Ћж„≈ЇЄљ”µзЅч°Ґ ЇЄљ”∆µ¬ ЇЌЇЄљ”∆шЅчЅњµƒ‘ціуґш÷рљ•‘ціу, ”лњєј≠«њґ»µƒ±дїѓ«ч ∆їщ±ЊѕаЌђ, «“‘ціуЈщґ»“≤ «÷рљ•Љх–°°£ ґш‘ЏЌЉ4(c)÷–, ґѕЇу…м≥§¬ Ћж∆¬њЏљ«ґ»µƒ±дїѓ«ч ∆”л∆дЋы3Єц“тЋЎ”–Ћщ≤їЌђ, Ћж„≈ЇЄљ”∆¬њЏљ«ґ»µƒ‘ціу, ґѕЇу…м≥§¬ ѕ»Љх–°Їу‘ціу, «“„оіу÷µ‘Џ∆¬њЏљ«ґ»ќ™120°г, ∆д÷ч“™‘≠“тќ™∆¬њЏљ«љѕіу ±, ЇЄЈмљр ф÷ч“™ќ™SiCp /AlїщЄіЇѕ≤ƒЅѕ°£ љбЇѕњєј≠«њґ»µƒ±дїѓ«ч ∆, µ±ЇЄљ”µзЅчќ™I =200 A, ЇЄљ”∆µ¬ ќ™÷–∆µ, ∆шЅчЅњќ™v =14 L°§min-1 ЇЌ∆¬њЏљ«ґ»ќ™¶Ѕ =60°г ±ќ™ґѕЇу…м≥§¬ „о”≈≤ќ э°£
“‘њєј≠«њґ»„чќ™ѕм”¶÷µ, ≤…”√Ќ≥Љ∆—І‘≠јнґ‘Єч“тЋЎљш––∆дѕ‘÷ш–‘Ќ≥Љ∆Ј÷ќц, ЄщЊЁєЂ љЉ∆ЋгЄч“тЋЎґ‘њєј≠«њґ»µƒѕ‘÷ш–‘±»÷µ(F )»Јґ®Єчє§“’≤ќ эґ‘ЇЄљ”љ”ЌЈµƒ”∞ѕм≥ћґ»°£
F = °∆ ( ? y i - °• y ) / k °∆ ( y i - ? y i ) / ( n - k - 1 ) ? F ( k , n - k - 1 ) ? ? ? ? ? ? ? ? ? ( 1 )
љ÷–: F ќ™“тЋЎѕ‘÷ш–‘ЋЃ∆љ±»; n ќ™—щ±ЊЅњ; k ќ™ƒ£–Ќ„‘±дЅњ; y i
? y i ќ™єјЉ∆÷µ;
°• y ќ™—щ±Њ∆љЊщ÷µ°£
Љ∆Ћгµ√µљЄч“тЋЎґ‘«њґ»µƒF±»»з±н4Ћщ Њ°£ µ±≤…”√÷√–≈«шЉдќ™95% ±, FµƒЅўљз÷µќ™6.940°£ЄщЊЁЉ∆Ћгµ√µљЄч“тЋЎµƒF ±»÷µ÷–, ЇЄљ”µзЅчЇЌ∆¬њЏљ«ґ»µƒF ÷µЈ÷±рќ™12.793ЇЌ7.789Њщіу”ЏF Ѕўљз÷µ, “тіЋЇЄљ”µзЅчЇЌ∆¬њЏљ«ґ»ґ‘ЇЄЈм«њґ»µƒ”∞ѕмќ™ѕ‘÷ш–‘; ґшЇЄљ”∆µ¬ ЇЌ∆шЅчЅњµƒF ÷µЈ÷±рќ™0.544ЇЌ1.456Њщ–°”ЏF Ѕўљз÷µ, ‘т±н√чЅљ“тЋЎґ‘ЇЄЈм«њґ»µƒ”∞ѕм≤їѕ‘÷ш°£
±н4 Єч“тЋЎґ‘«њґ»µƒF±»
Table 4 F ratio of factors to strength
F F critical value
12.793
6.940
0.544
6.940
1.456
6.940
7.789
6.940
2.2 є§“’≤ќ эґ‘ЇЄЈмѕ‘ќҐ„й÷ѓµƒ”∞ѕм
њ≈Ѕ£‘ц«њ¬ЅїщЄіЇѕ≤ƒЅѕ‘ЏЇЄљ”…ѕіж‘Џњ≈Ѕ£ЈҐ…ъЈі”¶Љ∞ЇЄЈм≥…–ќљѕ≤оµƒќ ћв
[16 ]
, Ќђ ±≤їЌђµƒЇЄљ”є§“’≤ќ э, ґ‘ЇЄЈм≥…–ќЇЌ„й÷ѓ”–„≈Ї№іуµƒ”∞ѕм
[17 ]
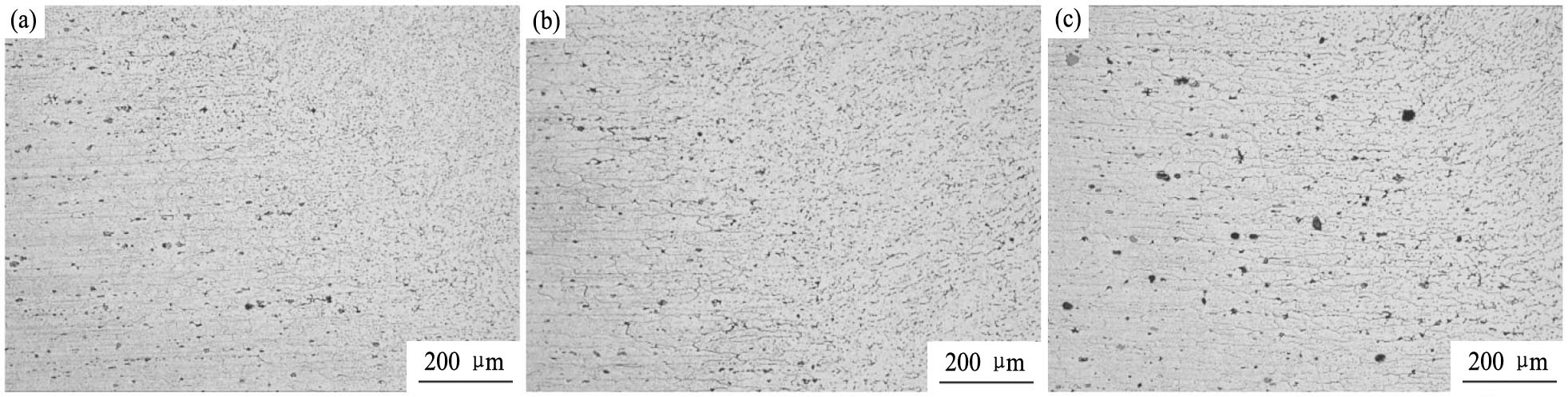
°£ ‘ЏЇЄљ”µзЅчќ™200 A ±, ЄщЊЁ≤їЌђµƒ∆¬њЏљ«ґ», ∆д»џЇѕѕяЉ∞Єљљь„й÷ѓіж‘Џљѕіу≤о“м, »зЌЉ5Ћщ Њ°£ ∆¬њЏљ«ґ»ќ™60°г ±, »»”∞ѕм«ш(HAZ)÷–іж‘ЏљѕіуµƒµЏґюѕаќц≥ц, «“»џЇѕѕя«ш”т÷щ„і÷¶ЊІ„й÷ѓљѕ√чѕ‘, ’в”лґѕЇу—”…м¬ µƒљбєыѕа“ї÷¬°£ ЄщЊЁ≤їЌђµƒ∆¬њЏљ«ґ», ∆дЇЄЇу»џЇѕѕя”лЇЄЄщЋЃ∆љѕяµƒЉ–љ«іж‘Џ“їґ®µƒ≤о“м, ’в÷ч“™ «“тќ™∆¬њЏљ«ґ»ґ‘ЇЄљ”µзї°–ќ„іµƒ”∞ѕм
[18 ]
, µ±ЇЄљ”µзї°”лЇЄЉюµƒЊајл“їґ® ±, ∆¬њЏљ«ґ»љѕ–°, ЇЄљ”µзї°÷ч“™≥ —єЋх–ќћђ; ґш∆¬њЏљ«ґ»єэіу, ‘тЇЄљ”„ч”√µƒµзї°≥ ЈҐ…Ґ–ќћђ°£ µ±ЇЄљ”µзЅч“їґ® ±, ≤їЌђµƒЇЄљ”µзї°–ќћђ∆д„ч”√–І¬ ≤їЌђ°£ ”…ЌЉ5ѕ‘ќҐ„й÷ѓњ…“‘ЈҐѕ÷60°г∆¬њЏљ«ґ»ѕа±»”Џ120°гµƒHAZљѕіу, Ћµ√чЇЄљ”»» д»лљѕіу°£
ЌЉ5 ЇЄЈм»џЇѕѕяєв—Іѕ‘ќҐ„й÷ѓ
Fig.5 Optical microstructures of weld fusion lines
(a)120°г;(b)90°г;(c)60°г
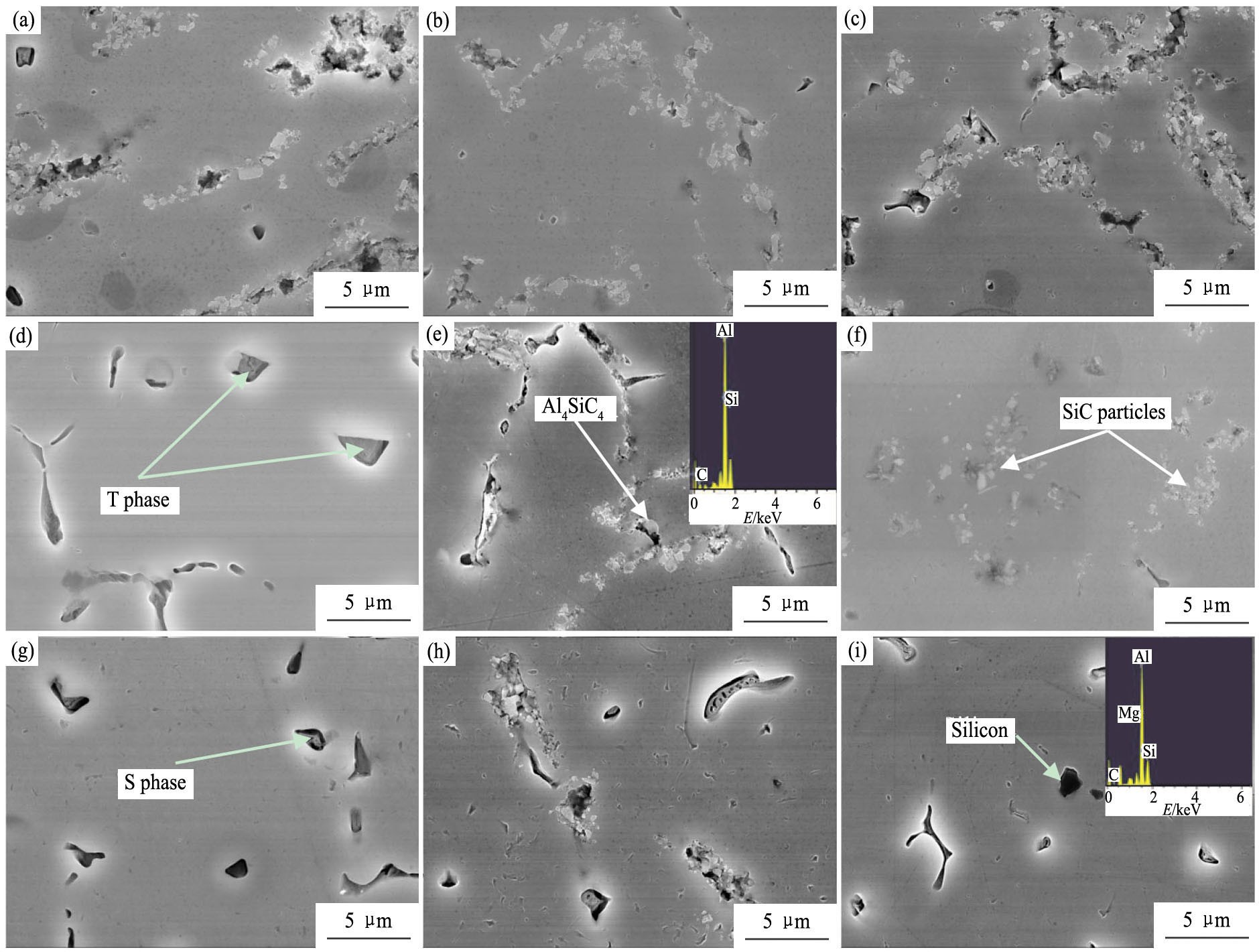
ЄщЊЁ”л ‘—й…иЉ∆„й±рµƒЈ÷ќц, ЌЉ6ќ™Єч ‘—й„й±рЇЄЈм÷––ƒµƒSEM„й÷ѓ°£ Ќ®єэЈ÷ќцSEMњ…÷™, ‘Џ≤їЌђµƒЇЄљ”є§“’≤ќ эѕ¬, SiCњ≈Ѕ£‘ЏЇЄЈм÷–µƒЈ÷≤ЉЉ∞∆діж‘Џ„іћђіж‘Џ“їґ®µƒ≤о“м°£ µ±ЇЄљ”µзЅчќ™ 160 A ±, ‘ЏЇЄЈм÷–њ…“‘√чѕ‘µƒєџ≤мµљSiCњ≈Ѕ£µƒіж‘Џ, µЂ «њ≈Ѕ£љѕќ™Ќ≈Њџ; µ±ЇЄљ”µзЅчќ™180 A ±, Ћж„≈∆¬њЏљ«ґ»µƒЉх–°, њ≈Ѕ£іж‘Џ„іћђЉ∞Ј÷…Ґ≥ћґ»‘љјі‘љЇ√; ґшµ±ЇЄљ”µзЅчќ™200 A ±, њ≈Ѕ£Јі”¶љѕќ™ЊзЅ“, «“њ≈Ѕ£Ј÷…Ґ≥ћґ»≤їЉ—°£
Ќ®єэSEMґ‘њ≈Ѕ£µƒЈі”¶љш––ћљЊњ, ‘ЏЌЉ6(d, g, i)÷–ќіЉы√чѕ‘њ≈Ѕ£„іSiCЉ∞’л„іAl4 C3 µƒіж‘Џ, µЂњ…“‘єџ≤мµљ”–µЏґюѕаSiµƒіж‘Џ°£ ґш∆дЋыЅщ„й ‘—й÷–њ…“‘√чѕ‘µƒєџ≤мµљSiCњ≈Ѕ£—Ў„≈ЊІљзЈ÷≤Љ, «“Њ≠ƒ№∆„Ј÷ќц‘ЏЌЉ6(e)÷–ЈҐѕ÷”–Al4 SiC4 µƒ…ъ≥…, ∆дЈі”¶єэ≥ћ»зѕ¬
[19 ,20 ]
:
Јі”¶ќ¬ґ»«шЉд650°Ђ1347 °ж
4Al(l) +3SiC(s) °ъAl4 C3(s) +3Si(s) (2)
Јі”¶ќ¬ґ»«шЉд1347°Ђ1627 °ж
4Al(l) +4SiC(s) °ъAl4 SiC4(s) +3Si(s) (3)
”…”ЏTIGЇЄљ”ЈљЈ®µƒµзї°ї°÷щЊя”–љѕЄяµƒќ¬ґ», ‘ЏЇЄљ”єэ≥ћ÷–, »џ≥Ў÷––ƒµƒќ¬ґ»Єя”Џ1347 °ж, єµ√SiCњ≈Ѕ£ЈҐ…ъЈ÷љвЇу”л¬Ѕ»џћеЈі”¶…ъ≥…≤ъќпќ™Al4 SiC4 , µ±ќ¬ґ»‘Џ650°Ђ1347 °ж«шЉд ±÷ч“™…ъ≥…’л„іµƒAl4 C3 , ґшµ±ќ¬ґ»‘Џ1347 °ж“‘…ѕ ±, SiCњ≈Ѕ£”лAl÷±љ”Јі”¶…ъ≥…Al4 SiC4 ЇЌSi°£ ’в‘Џ“їґ®≥ћґ»…ѕЋµ√чSiCњ≈Ѕ£‘ц«њ¬Ѕ√ЊЇЄЋњ„чќ™ћо≥дљр фњ…“‘“їґ®≥ћґ»µƒ±№√в…ъ≥…’л„іAl4 C, ґш‘Џ‘≠ќї…ѕ…ъ≥…ЅЋЅн“ї÷÷‘ц«њѕаAl4 SiC4 °£ ЄщЊЁSiCµƒіж‘Џ–ќ љЉ∞∆дЈ÷…Ґ, SiCp ‘ц«њ¬Ѕ√ЊЇЄЋњЇЄљ”7075¬ЅЇѕљрµƒ„оЉ—ЇЄљ”є§“’ќ™: ЇЄљ”µзЅчќ™I =180 A, ЇЄљ”∆µ¬ ќ™µЌ∆µ, ∆шЅчЅњќ™v =12 L°§min-1 ЇЌ∆¬њЏљ«ґ»ќ™¶Ѕ =60°г°£
Ќ®єэґ‘±»ЈҐѕ÷, ѕ‘ќҐ„й÷ѓ”лЅ¶—І–‘ƒ№µƒ„о”≈є§“’≤ќ э≤їѕа“ї÷¬°£ ∆д÷ч“™ «“тќ™њ≈Ѕ£µƒіж‘Џ єµ√ЇЄЈм»џ≥ЎµƒЅчґѓ–‘≤ї„г, ЇЄЈм„й÷ѓљѕќ™ иЋ…«“ƒЏ≤њ∆шњ„µ»ѕЄ–°»±ѕЁљѕґа, і”ґш єµ√ЇЄЈм÷–њ≈Ѕ£‘ц«њ–Ієы≤ї√чѕ‘°Ґ Ѕ¶—І–‘ƒ№≤їЄя; ґшµ±µзЅч‘ціу ±, њ≈Ѕ£ЈҐ…ъЅЋљѕќ™ЊзЅ“µƒЈі”¶і”ґш єµ√»џ≥ЎЅчґѓ–‘‘ц«њ, ЇЄЈм„й÷ѓµ√µљ“їґ®µƒЄƒ…∆, єЅ¶—І–‘ƒ№”–ЋщћбЄя°£
ЌЉ6 Єч ‘—й„йSEM’’∆ђ
Fig.6 SEM images of samples
(a)Test 1;(b)Test 2;(c)Test 3;(d)Test 5;(e)Test 6;(f)Test 4;(g)Test 9;(h)Test 7;(i)Test 8
Ќђ ±Ќ®єэSEMѕ‘ќҐЈ÷ќц, ≤…”√SiCp /Al-5Mgћо≥дљр фЇЄљ”7075¬ЅЇѕљр ±, њ≈Ѕ£µƒЉ”»лЄƒ±дЅЋ7075¬ЅЇѕљр÷–іа”≤ѕа(TѕаЇЌSѕа)µƒќц≥ц, єќц≥цѕа”…ћх„іќц≥цЄƒ±дќ™њ≈Ѕ£„і»зЌЉ6(d, g)°£ ≤Ґ«“њ…“‘√чѕ‘µƒєџ≤мµљ‘Џњ≈Ѕ£Ј÷≤Љµƒќї÷√ќц≥цѕа∆ґс§«ш, ’в”л≥£Ї£µ»
[21 ]
µƒ—–Њњљбєыѕа“ї÷¬°£ ’в÷ч“™ «“тќ™—«ќҐ√„њ≈Ѕ£µƒЉ”»лњ…“‘Єшƒэєћћбє©“м÷ –ќЇЋµг, Љ”њмЅЋƒэєћЋўґ»; Ќђ ±њ≈Ѕ£‘ЏЊІљзі¶Ј÷≤Љ„и∞≠ЅЋЊІЅ£µƒ…ъ≥§, і”ґшљш“ї≤љ“÷÷∆ЅЋ÷–Љдѕаµƒќц≥ц°£
2.3 ЇЄљ”љ”ЌЈ”≤ґ»Ј÷≤Љ
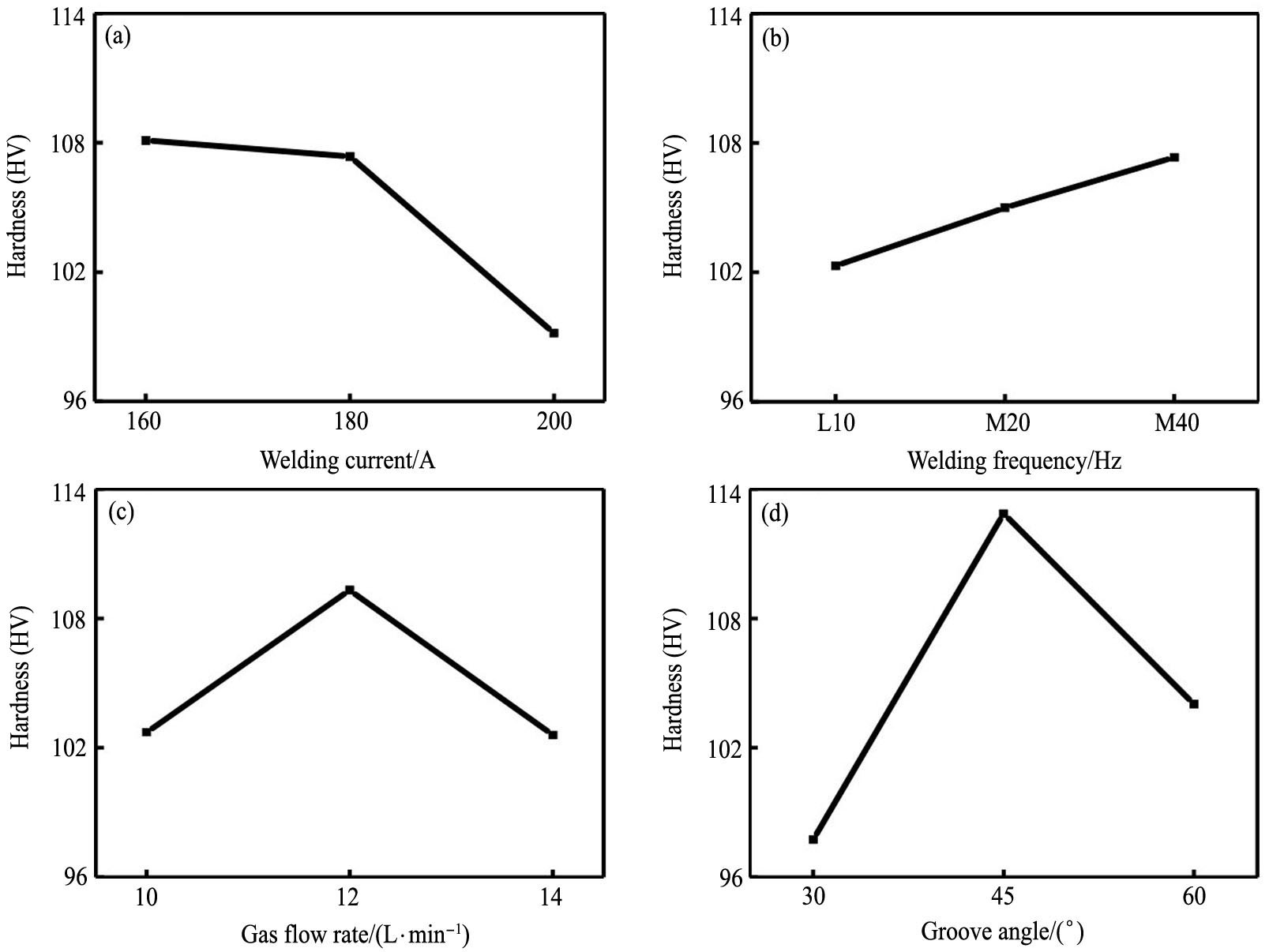
ќ™ЅЋљш“ї≤љ∆јґ®є§“’≤ќ эґ‘љ”ЌЈЅ¶—І–‘ƒ№µƒ”∞ѕм, ґ‘ЇЄЈм÷––ƒµƒѕ‘ќҐ”≤ґ»љш––“тЋЎ÷Є±кґ‘±»Ј÷ќц, ∆дљбєы»зЌЉ7Ћщ Њ°£ Ќ®єэ’эљї÷±єџЈ÷ќцЇЄљ”є§“’≤ќ эґ‘ЇЄЈм÷––ƒѕ‘ќҐ”≤ґ»µƒ”∞ѕм, Ћж„≈µзЅчµƒ‘ціуЇЄЈмѕ‘ќҐ”≤ґ»÷рљ•Љх–°, «“ѕ‘ќҐ”≤ґ»”…180 A‘ціуµљ200 AµƒЉх–°Јщґ»Єьіу(ЌЉ7(a)), ’в÷ч“™ «“тќ™µзЅчµƒ‘ціу єµ√»џ≥Ўјд»іЉхїЇґшµЉ÷¬ЊІЅ£≥§іу; ЇЄЈм”≤ґ»Ћж„≈ЇЄљ”∆µ¬ µƒ‘ціу≥ …ѕ…э«ч ∆(ЌЉ7(b)); ґшЇЄЈмѕ‘ќҐ”≤ґ»Ћж„≈∆шЅчЅњЇЌ∆¬њЏљ«ґ»µƒ‘ціу≥ ѕ÷≥цѕ»‘ціуЇуЉх–°µƒ±дїѓ°£ „џЇѕЇЄЈм≥…–ќЉ∞∆дњєј≠«њґ»µƒ±дїѓ, µ±ЇЄљ”µзЅчќ™I =180 A, ЇЄљ”∆µ¬ ќ™÷–∆µ, ∆шЅчЅњќ™v =12 L°§min-1 ЇЌ∆¬њЏљ«ґ»ќ™¶Ѕ =90°г ±ќ™ЇЄЈмѕ‘ќҐ”≤ґ»„о”≈≤ќ э°£ µЂ’ыћејіЋµ, ЇЄљ”є§“’≤ќ эґ‘ЇЄЈм÷––ƒµƒѕ‘ќҐ”≤ґ»”∞ѕм≤їіу°£
3 љб ¬џ
Ќ®єэ∞лєћћђљЅ∞и≥ђ…щЄ®÷ъ÷э‘мЈ®÷∆±Єїсµ√—«ќҐ√„SiCp ‘ц«њ¬Ѕ√ЊЄіЇѕ≤ƒЅѕЇЄЋњ, ґ‘7075-T651¬ЅЇѕљр∞ељш––љїЅчTIGЇЄљ”°£ “‘’эљї ‘—йЈ®Ј÷±рґ‘ЇЄљ”µзЅч°Ґ ЇЄљ”∆µ¬ °Ґ ЇЄљ”∆шЅчЅњЉ∞ЇЄљ”∆¬њЏљ«ґ»4Єцє§“’≤ќ эљш––”≈їѓ, „о÷’µ√µљ»зѕ¬љб¬џ:
ЌЉ7 ≤їЌђ“тЋЎѕ¬ЇЄЈм÷––ƒ”≤ґ»«ъѕя
Fig.7 Hardness curve of welded joints with different process parameters
(a)Variation trend of hardness and welding current;(b)Variation trend of hardness and welding frequency;(c)Variation trend of hardness and gas flow rate;(d)Variation trend of hardness and groove angle
1. SiCp /Al-5MgЄіЇѕ≤ƒЅѕЇЄЋњЇЄљ”7075 ¬ЅЇѕљр, Ќ®єэ’эљї ‘—йЈ÷ќц, “‘Ѕ¶—І–‘ƒ№ЇЌѕ‘ќҐ„й÷ѓ„чќ™—–Њњґ‘ѕуµ√µљЄчЇЄљ”“тЋЎґ‘ЇЄЈм«њґ»µƒ”∞ѕм≥ћґ»Ћ≥–тќ™ЇЄљ”µзЅч°Ґ ∆¬њЏљ«ґ»°Ґ ∆шЅчЅњЇЌЇЄљ”∆µ¬ °£ ‘Џ±Њ—–Њњ÷–љ”ЌЈ«њґ»„оЄяњ…іп317MPa, Єя”ЏAl-5MgЇЄЋњ≤ƒЅѕµƒљ”ЌЈ«њґ», љ”љьƒЄ≤ƒ«њґ»µƒ60%°£
2. Ќ®єэЇЄљ”є§“’µƒћљЊњ, їсµ√њ…“‘¬ъ„гЄіЇѕ≤ƒЅѕЇЄљ”≤ќ э, єµ√SiCњ≈Ѕ£њ…“‘љѕќ™ЅЉЇ√µƒ±£≥÷‘≠”–њ≈Ѕ£µƒ–ќћђ≤Ґ«“Ј÷≤Љљѕќ™Њщ‘»; ‘ЏЇЄљ”„іћђѕ¬Јі”¶µƒSiCњ≈Ѕ£…ъ≥…ЅЋќ»ґ®µƒїмЇѕћЉїѓќпAl4 SiC4 ЇЌµЏґюѕаSi°£
3. ЇЄљ”є§“’≤ќ эµƒЄƒ±дґ‘ЇЄЈм÷––ƒµƒѕ‘ќҐ”≤ґ»”∞ѕм≤їіу, ЇЄЈм÷––ƒµƒѕ‘ќҐ”≤ґ»їщ±Њќђ≥÷‘ЏHV 105°£
4. јы”√’эљїЈљЈ®Ј÷ќцЇЄЈмµƒњєј≠«њґ»“‘Љ∞ќу≤оЈґќІ°Ґ ѕ‘ќҐ„й÷ѓЇЌѕ‘ќҐ”≤ґ», µ√µљ„оЉ—„йЇѕє§“’≤ќ эќ™: ЇЄљ”µзЅч180 A°Ґ ∆¬њЏљ«ґ»60°г°Ґ ∆шЅчЅњ12 L°§min-1 ЇЌЇЄљ”∆µ¬ ÷–∆µ40 Hz°£
≤ќњЉќƒѕ„
[1] Lin G,Lin H G,Zhao Y T.Handbook on Application of Aluminum Alloy [M].Beijing:China Mechine Press,2006.5.(Ѕ÷Є÷,Ѕ÷їџєъ,’‘”сћќ.¬ЅЇѕљр”¶”√ ÷≤б(ЊЂ) [M].±±Њ©:їъ–µє§“µ≥ц∞ж…з,2006.5.)
[2] Wu Y,Xu X J,Zhang Z Q,Zhang Y K,Deng P A,Sun L S.Microstructure and dislocation strengthening of pre-recovery-anneal 2099 Al-Li alloy extrusions [J].Chinese Journal of Rare Metals,2015,39(2):187.(ќв—ю,–нѕюЊ≤,’≈’с«њ,’≈‘ њµ,µЋ∆љ∞≤,ЋпЅЉ °.‘§їЎЄіЌЋїр2099¬ЅпЃЇѕљрЉЈ—є≤ƒµƒ„й÷ѓЇЌќїін«њїѓ[J].ѕ°”–љр ф,2015,39(2):187.)
[3] Wu R J.Recent development of metal matrix composites [J].Acta Materiae Compositae Sinica,1987,4(3):1.(ќв»Ћља.љр фїщЄіЇѕ≤ƒЅѕ—–Њњљш’є [J].ЄіЇѕ≤ƒЅѕ—І±®,1987,4(3):1.)
[4] Luo Z P.Crystallography of SiC/MgAlO/Al interfaces in a pre-oxidized SiC reinforced SiC/Al composite [J].Acta Materialia,2006,54(1):47.
[5] Coo Y.Effect of in situ reaction on microstructure of TIG welding SiCp /A356 with Ti as filler metal [J].Metal Science Journal,2013,23(8):917.
[6] Zeng X H,Xu R,Tan Z Q,Fan G L,Li Z Q,Zhang D.Progress of advanced aluminum matrix composites research [J].Materials China,2015,34(6):417.(‘ш–«ї™,–м»у,ћЈ’Љ«п,ЈґЄщЅЂ,јо÷Њ«њ,’≈Ёґ.ѕ»љш¬ЅїщЄіЇѕ≤ƒЅѕ—–Њњµƒ–¬љш’є [J].÷–єъ≤ƒЅѕљш’є,2015,34(6):417.)
[7] Liu Y Q,Ma Z L,Wei S H,Fan J Z,Hao X X,Zuo T.Fabrication and laser-beam welding behavior of silicon particle reinforced Al matrix composites [J].Chinese Journal of Rare Metals,2018,DOI:10.13373lj.cnki.cjrm.XY1801009.(Ѕх—е«њ,¬н„‘Ѕ¶,ќЇ…ўї™,ЈЃљ®÷–,Ї¬–ƒѕл,„ућќ.єињ≈Ѕ£‘ц«њ¬ЅїщЄіЇѕ≤ƒЅѕµƒ÷∆±Є”лЉ§євЇЄљ”––ќ™ [J].ѕ°”–љр ф,2018,DOI:10.13373lj.cnki.cjrm.XY1801009.)
[8] Kim C S,Cho K,Manjili M H,Nezafati M.Mechanical performance of particulate-reinforced Al metal-matrix composites (MMCs) and Al metal-matrix nano-composites (MMNCs) [J].Journal of Materials Science,2017,52(23):13319.
[9] Suryanarayana C,Al-Aqeeli N.Mechanically alloyed nanocomposites [J].Progress in Materials Science,2013,58(4):394.
[10] Rojas J I,Siva B V,Sahoo K L,Crespo D.Viscoelastic behavior of a novel aluminum metal matrix composite and comparison with pure aluminum,aluminum alloys,and a composite made of Al-Mg-Si alloy reinforced with SiC particles [J].Journal of Alloys & Compounds,2018,744:445.
[11] Niu J T,Liu L M.Optimization of welding parameters and microstructure of welded joint of Al2 O3 p/6061Al composite [J].Transactions of the China Welding Institution,1999,20(1):28.(≈£Љ√ћ©,Ѕхји√ч.Al2 O3 p/6061AlЄіЇѕ≤ƒЅѕЇЄљ”є§“’≤ќ эµƒ”≈їѓЉ∞љ”ЌЈ„й÷ѓ [J].ЇЄљ”—І±®,1999,20(1):28.)
[12] Lean P P,Gil L,Ure®Њa A.Dissimilar welds between unreinforced AA6082 and AA6092/SiC/25p composite by pulsed-MIG arc welding using unreinforced filler alloys (Al-5Mg and Al-5Si) [J].Journal of Materials Processing Technology,2003,143(26):846.
[13] Tham L M,Gupta M,Cheng L.Effect of limited matrix-reinforcement interfacial reaction on enhancing the mechanical properties of aluminium-silicon carbide composites [J].Acta Materialia,2001,49(16):3243.
[14] Sijo M T,Jayadevan K R.Analysis of stir cast aluminium silicon carbide metal matrix composite:a comprehensive review [J].Procedia Technology,2016,24:379.
[15] Hu K,Tang X,Hu Q H,Xiong S,Long S.Effect of submicron size SiC particles on microstructure and tensile properties of Al-5Mg alloy [J].China Foundry,2017,(12):1294.(Їъј§,ћ∆цќ,Їъ«еї™,–№Ћє,Ѕъ §.—«ќҐ√„SiCњ≈Ѕ£ґ‘Al-5MgЇѕљр„й÷ѓЇЌ–‘ƒ№µƒ”∞ѕм [J].÷э‘м,2017,(12):1294.)
[16] Ma Z Y,Xiao B L,Wang D,Wang Q Z,Bi J.Progress and outlook in welding of aluminum matrix composites [J].Materials China,2010,29(4):8.(¬н„Џ“е,–§≤Ѓ¬…,ЌхґЂ,Ќх»Ђ’„,±ѕЊі.¬ЅїщЄіЇѕ≤ƒЅѕЇЄљ”µƒ—–Њњѕ÷„і”л’єЌы [J].÷–єъ≤ƒЅѕљш’є,2010,29(4):8.)
[17] Xu F,Yang J,Gong S L,Chen L,Li X Y.Effects of welding parameters on laser welding of aluminum alloys with filler wire [J].Journal of Materials Engineering,2010,(9):45.(–нЈ…,—о≠Z,єЃЋЃјы,≥¬јю,јоѕю—”.ЇЄљ”≤ќ эґ‘¬ЅЇѕљрЉ§євћоЋњЇЄЈм≥…–ќµƒ”∞ѕм [J].≤ƒЅѕє§≥ћ,2010,(9):45.)
[18] Tian Y J.The Characteristic of TIG Arc and the Application of Ultra-Narrow Gap Welding Technology with Constricted TIG Arc by Two Pieces of Soild [D].Lanzhou:Lanzhou University of Technology,2008.56.(ћп”сЉ™.єћ±Џ‘Љ шTIGµзї°µƒћЎ–‘Љ∞≥ђ’≠ЉдѕґЇЄљ”µƒ”¶”√ [D].јЉ÷Ё:јЉ÷Ёјнє§іу—І,2008.56.)
[19] Li H,Vilar R M,Wang Y.Laser beam processing of a SiC particulate reinforced 6061 aluminium metal matrix composite [J].Journal of Materials Science,1997,32(20):5545.
[20] Show B K,Mondal D K,Biswas K,Maity J.Development of a novel 6351 Al-(Al4 SiC4 +SiC) hybrid composite with enhanced mechanical properties [J].Materials Science & Engineering A,2013,579:136.
[21] Chang H,Wang C J,Deng K K,Nie K B,Su K,Liao L,Wang H X,Tong L B.Effects of SiCp content on the microstructure and mechanical properties of SiCp /Mg-5Al-2Ca composites [J].Rare Metal Materials and Engineering,2018,47(5):1377.