
Semisolid metal forming by novel sloping plate process
GUAN Ren-guo(管仁国), WANG Chao(王 超), SHANG Jian-hong(尚剑洪), XING Zhen-huan(邢振环)
College of Materials and Metallurgy, Northeastern University, Shenyang 110004, China
Received 28 July 2006; accepted 15 September 2006
Abstract: Semisolid metal forming by a novel sloping plate process was studied. A sloping plate with wavelike surface was used to prepare semisolid alloy. Semisolid billets and slurries with good microstructures and excellent property were prepared by cooling or preheating the sloping plate. During preparing semisolid alloy by the proposed process, the co-action of burst nucleation and dendrite fragmentation causes fine spherical microstructure formation, and casting temperature, cooling strength and sloping angle are the main factors influencing the alloy microstructure. Under the current experimental conditions, in order to prepare good quality semisolid billets, proper casting temperature ranges of 660-690 ℃for AlMg3 alloy and 660-680 ℃ for AlSi6Mg2 alloy are suggested. A small car hub wheel of AlSi6Mg2 alloy was thixoformed, and its pattern and inner microstructure are fine. The reasonable technological conditions for preparing AlSi6Mg2 slurry are also proposed: the sloping plate preheating temperature is 300 ℃, and the casting temperature is 680 ℃.
Key words: AlMg3; AlSi6Mg2; sloping plate; semisolid; forming; microstructure; property
1 Introduction
Semisolid metal forming is applied in many fields such as automobile, aviation, electronic industry. Many structural parts are manufactured every year in developed countries [1-4]. However, its application is not very extensive in other countries. One of the reasons is that the parameters, such as temperature, solid fraction, and mould preheating temperature should be controlled strictly during the forming process. A short process route is favorable for industrial application, so many scientists try to shorten and simplify the forming process, and some near-net-shape technologies have been developed [2-9]. Semisolid metal forming process includes two typical forming routes. One is thixforming and the other is rheoforming. In the first forming route, the semisolid billet prepared beforehand is cut and remelted to a semisolid temperature, and then it is formed at the semisolid state. In the rheoforming, the slurry is directly formed at the semisolid state, so it needs no remelting. A sloping plate process has ever been developed to prepare fine grain materials. As a new semisolid forming process, it was proposed several years ago and is regarded as a new convenient process for preparing semisolid alloy. It is also called the cooling slope method and has already been used to manufacture rheo-rolling plate of aluminum alloy [6-7]. This process has some advantages: convenience and low cost, which are favorable for industrial application. It can be used to prepare semisolid materials of steel, Al- and Mg- based alloys. Many reports have described the effect of a flat cooling plate on alloy microstructures [5-7]. In recent years, new rheocasting is also highlighted, in this process, the casting temperature is required very low, and sometimes the sloping plate is also used for cooling the alloy. Up to now, there is no study of the use of a wavelike sloping plate or of preheating the plate for preparing semisolid alloy. In order to further improve the quality of prepared semisolid alloy, in this paper, the flat cooling plate was modified to a wavelike pattern, as shown in Fig.1. Hence, preparing semisolid billets and slurries by cooling or the preheating the proposed sloping plate were studied.
2 Experimental
Experiments were performed using an in- house designed setup, as shown in Fig.1. The sloping plate made from copper was designed with a wavelike surface and can be cooled by the cooling water or be heated by the heating element. The plate length was set at 640 mm. The experimental materials were self-prepared AlMg3, AlSi6Mg2 alloy, and they all have a wide semisolid temperature range of 600-640 ℃ and 557-615 ℃, respectively. The smelting temperatures for these alloy are 720, 740 and 750 ℃ respectively, and the casting temperatures is set at 640-750 ℃. When the melted alloy is poured on the wavelike sloping plate, the alloy is stirred and cooled by the sloping plate and evolves to semisolid alloy gradually, finally, it is collected by a water-cooling copper mould. Two different sloping plate conditions were studied, namely, it was either cooled or preheated. The first method was performed to prepare semisolid billet for thixoforming, and the latter was applied to prepare the slurry for rheoforming. AlSi6Mg2 alloy was thixoformed at the semisolid state. The technological parameters, such as casting temperature, sloping angle and plate preheating temperature were optimized by experiments. Semisolid billets prepared by cooling the plate were remelted at semisolid temperature and were quenched at different holding times for microstructure observation. Semisolid billet of AlMg3 alloy was compressed at semisolid region on Gleeble1500 thermal simulation machine to analyse the forming property. Microstructure observation was performed on the Olympus microscope.

Fig.1 Schematic diagram of novel sloping plate process
3 Results and discussion
3.1 Preparation of semisolid billets
Fig.2 shows the semisolid billet obtained in the copper mould. Its microstructures of AlSi6Mg2 alloy prepared at 660 ℃ and 680 ℃ are shown in Fig.3. The microstructures of remelted semisolid billets of AlSi6Mg2 alloy prepared at different casting temperatures are shown in Fig.4, and those of AlMg3 alloy prepared at 660 ℃ are shown in Fig.5.
The results show that high quality semisolid billet can be prepared by cooling the wavelike sloping plate. Under proper casting temperatures, the microstructures of the semisolid billets of AlSi6Mg2 alloy are composed of spherical grains and a small amount of rosette structures, and the grain size is 10-50 μm, the average grain size is very fine, as shown in Fig.3. The remelted semisolid billets are mainly composed of spherical grains and remnant liquids. Fig.6 shows the true stress and true strain curves of compressing semisolid billet of AlMg3 alloy at semisolid temperature region. It can be seen that not only deformation force is small, but also the curve exponent of stress and strain is negative. The stress sharply reaches the first peak, followed by a little decrease and a stable deformation stage. At the second stage, semisolid alloy exhibits a good thixo-deformation property. Many literatures agree that this behavior derives from spherical grain slipping and liquid deformation. Slipping mainly happens along grain boundaries and in the liquids, and the deformation force includes liquid flow resistance and grain boundary friction. Because spherical grains can constantly adjust their position during slipping, deformation became easy to proceed, associated with a negative curve exponent. So during compressing semisolid alloy, liquids can take a lubrication function. Aggregation, welding and work hardening will not take place until the strain reaches a certain value. While conventional casting is usually composed of big dendrites. Even it is preheated, it can not evolve to spherical structures. Fig.7 shows the microstructure of re-melted dendritic casting of AlSi6Mg2 alloy prepared by conventional casting. The alloy is composed of large dendritic network and liquids, and obviously different from spherical structures, which will easily cause work hardening and fracture, so it is not suitable for semisolid forming.

Fig.2 Semisolid billet

Fig.3 Microstructures of semisolid billets of AlSi6Mg2 alloy prepared at different casting temperatures: (a) 660 ℃; (b) 680 ℃
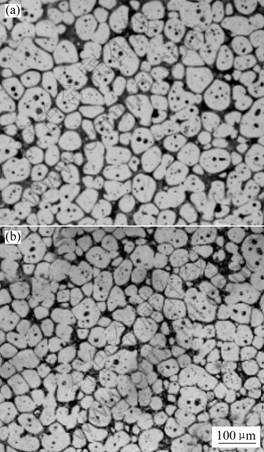
Fig.4 Microstructures of remelted semisolid billets of AlSi6Mg2 alloy: (a) 660 ℃ casting, 610 ℃, 20 min; (b) 680 ℃ casting, 600 ℃, 30 min

Fig.5 Microstructures of re-melted semisolid billets of AlMg3 alloy prepared at 660 ℃: (a) 620 ℃, 90 min; (b) 620 ℃, 120 min

Fig.6 True stress―true strain curves of compressing semisolid billet of AlMg3 alloy ( =0.1 s-1)
=0.1 s-1)

Fig.7 Microstructure of re-melted dendritic casting billet of AlSi6Mg2 alloy
3.2 Preparation of semisolid slurry
The semisolid slurries prepared at different temperatures were collected by the cooling copper mould. The mould has a strong cooling ability, so the solidification microstructures of the slurry in the mould can partly exhibit the original microstructures of the prepared slurry. Fig.8 shows the microstructures of the slurry of AlSi6Mg2 alloy prepared at 680 ℃ by preheating the sloping plate. It can be seen that the slurry is mainly composed of fine spherical or rosette grains and remnant liquids. Especially, when the sloping plate is preheated at 300 ℃, the slurry cast at 680 ℃ has good microstructure and is suitable for rheoforming, as is shown in three dimensions in Fig.8. It should be declared that due to the cooling ability of the copper mould is not as strong as that of direct quenching by water or oil, the slurry still has a little time to solidify in the mould, and dendrites may grow during this period. So the actual microstructures of the original slurry should be more excellent than that shown in Fig.8.

Fig.8 Slurry microstructure of AlSi6Mg2 alloy in three dimensional directions prepared by preheating sloping plate at 300 ℃
The experimental results indicate that the proposed process can prepare not only semisolid billet for thixoforming but also the slurry for rheoforming. For preparing semisolid billet, the sloping plate should be cooled, while it needs preheating to prepare slurry. Through a great deal of experiments, the appropriate conditions for preparing AlSi6Mg2 alloy slurry were suggested: the preheating temperature of the sloping plate is 300 ℃, and the casting temperature is 680 ℃.
3.3 Thixoforming of AlSi6Mg2 alloy
The prepared semisolid billet of AlSi6Mg2 alloy was thixoformed at the semisolid state. Fig.9 shows the product pattern and its inner microstructure of the sample. It is shown that the thixoformability of the billet is excellent and its product is also fine. The inner microstructure of the product is mainly composed of small spherical grains. The average grain size is smaller than 60 μm.

Fig.9 Product pattern and its inner microstructure
3.4 Microstructure formation and influence factors
Some researchers discussed the microstructure formation mechanism during preparing semisolid alloy by the flat sloping plate. It was considered that a large quantity of crystal nuclei forming on the sloping plate causes fine microstructure formation [5]. This presumption can be ascribed to burst nucleation mechanism explained in detail elsewhere [4-5] and can explain how the microstructure refines, but obviously, it is not enough to prospect the structure evolution. There are some questions that have to be discussed. 1) The above explanation is simple and has no experimental evidence. 2) Microstructure formation is closely related to the moving pattern of the alloy. Collision and shear caused by metal flow can induce dendrite arm fragmentation, resulting in fine and spherical grain formation, so it is essential to consider not only the thermodynamic factors but also the metal flow for studying microstructure formation. 3) Burst nucleation mechanism can not explain the phenomenon that the spherical structure can form even when the sloping plate was preheated. Generally, burst nucleation often happens in the case of low temperature casting. Only enough low casting temperature can provide adequate undercooling for innumerable crystal nucleus formation. In terms of this theory, preheated sloping plate can not meet the conditions for burst nucleation and can not lead to fine spherical structures. But the current experiments show the contrary results. Fine spherical microstructures were obtained by preheating the sloping plate, as shown in Fig.8. It is considered that the coaction of burst nucleation in the whole melt and the dendrite fracture causes the formation of fine spherical microstructures. Dendrite fragmentation induced by metal flow is the dominant factor resulting in fine spherical structure formation, which was illustrated in some related studies [8-9].
The factors influencing the semisolid alloy microstructure mainly include casting temperature, sloping angle and cooling strength. Casting temperature and cooling strength can affect alloy temperature distribution on the sloping plate. Low casting temperature will cause a large semisolid region on the sloping plate. If the casting temperature is too low, the semisolid region even occupies the whole plate surface, at the same time, alloy with high solid fraction has so large an apparent viscosity that can not flow down the sloping plate. In some cases, there remain solidification shells on the plate. But on the contrary, if the casting temperature is too high, liquid region on the sloping plate is too long, the semisolid zone is very short. The shear strength and apparent viscosity depend on the alloy temperature, high temperature alloy has a good flow ability and flows over the sloping plate rapidly, which causes the effective shear time to be very short. In this case, dendrite coarsens severely. Under the current experimental conditions, proper casting temperature ranges of 660-690 ℃ for preparing semisolid billet of AlMg3 alloy and 660-680 ℃ for AlSi6Mg2 alloy are suggested. Both the sloping plate preheating temperature is 300 ℃ and the casting temperature is 680 ℃ are proposed for preparing AlSi6Mg2 slurry. Sloping angle determines the component of gravity acceleration parallel to the sloping plate and influences alloy flow velocity. Large velocity gradient between melt layers will result in strong shear action between them and cause grain refining and spheroidization. However, if the sloping angle is too big, alloy will flow over the sloping plate quickly, the microstructure can not be adequately modified. Experimental results show that the proper angle range should be 40?-60? [5-8].
4 Conclusions
1) Semisolid billets and slurries with good microstructures have been prepared by cooling or preheating the novel sloping plate. A small car hub wheel of AlSi6Mg2 alloy was thixoformed, and its pattern and inner microstructure are fine.
2) During preparation of semisolid alloy by the proposed process, the co-action of burst nucleation and dendrite fragmentation causes fine spherical microstructure formation, and casting temperature, cooling strength and sloping angle are the main factors influencing the alloy microstructure.
3) Under current experimental conditions, proper casting temperature of 660-690 ℃ for AlMg3 alloy and 660-680 ℃ for AlSi6Mg2 alloy are suggested for preparing semisolid billets. Preparing AlSi6Mg2 slurry conditions are also proposed: the sloping plate preheating temperature is 300 ℃, and the casting temperature is 680 ℃.
References
[1] FLEMMING M C. Behavior of metal and alloys in the semi-solid state [J]. Metal Trans, 1991, A22: 957-969.
[2] CHINO Y, KOBATA M, IWASAKI H, MABUCHI M. An investigation of compressive deformation behavior for AZ91 Mg alloy containing a small volume of liquid [J]. Acta Materialia, 2003, 51: 3309-3318.
[3] FAN Z. Semisolid metal processing [J]. International Materials Reviews, 2002, 47(2): 49-189.
[4] YANG Xiang-jie. The rheological behavior for thixocasting of semisolid aluminum alloy (A356) [J]. J Materi Proc Tech, 2002, 130-131: 569-573.
[5] LUO Shou-jing, TIAN Wen-tong, XIE Shui-sheng, MAO Wei-min. Technology and applications of semi-solid forming [J]. The Chinese Journal of Nonferrous Metals, 2000, 10(6): 765-769.
[6] HAGA T. Semisolid strip casting using a twin roll caster with a cooling slope [J]. J of Mater Proc Tech, 2002, 130: 558-561.
[7] HAGA T, KENTA T, MASAHIKO I. Twin roll casting aluminum alloy strips [J]. J Mater Proc Tech, 2004, 153: 42-47.
[8] GUAN Ren-guo, LI Jun-peng, SHI Lu, WEN Jing-lin. Manufacturing semisolid Al-Mg based alloy by sloping cooling and shearing [J]. Journal of Northeastern University (Natural Science), 2005, 26(5): 448-451. (in Chinese)
[9] GUAN Ren-guo, WANG Shun-cheng, WEN Jing-lin, LIU Xiang-hua. A continuous semisolid extending-extrusion process for producing AA2017 aluminum alloy flat bar[J]. Materials Science & Technology, 2006, 22(6): 706-712.
(CHEN Ai-hua)
Foundation item: Project(50604007) supported by the National Natural Science Foundation of China; Project(20041006) supported by Returnee Foundation of Educational Ministry and Natrual Science Foundation of Liaoning Province, China
Corresponding author: GUAN Ren-guo; Tel: +86-24-83681463; E-mail:guanrg@smm.neu.edu.cn

