Article ID: 1003-6326(2005)02-0270-05
Influence of fabricating process on microstructure and properties of spheroidal cast tungsten carbide powder
DAI Yu(戴 煜)1, 2, TAN Xing-long(谭兴龙)1, LI Yu-xi(李玉玺)1,
YANG Jian-gao(羊建高)1, HUANG Bai-yun(黄伯云)1
(1. State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China;
2. Hunan Denli New Materials Engineering Center Co Ltd, Changsha 410083, China)
Abstract: A super-high temperature furnace was developed to fabricate spheroidal cast tungsten carbide powder with excellent flowability and fine feathery structure in a large scale. Optical microscope and scanning electron microscope were taken to characterize the morphology and microstructure of cast tungsten carbide powder. X-ray diffractometry was used to analyze the phase composition of powders involved. It is found that the carbon potential in the furnace and feeding speed play an important role on the microstructure, morphology and properties of the spheroidal cast tungsten carbide powder. As carbon potential is between 0.3% and 0.9% in the furnace, cast tungsten carbide powder with hardness over 2800(HV0.5), flowability over 7.1s/50g and tap density over 10.3g/cm3 is obtained.
Key words: spheroidal cast tungsten carbide; fine feathery structure; processing parameter; flowability CLC number: TF125.3
Document code: A
1 INTRODUCTION
Cast tungsten carbide, an eutectic mixture of WC and W2C, was extensively used as a hard-facing material due to its unique properties such as high melting point up to 2525℃, high hardness up to 2500-3000kg/cm2, which is only next to that of diamond and high wear resistance, whose relative wear resistance is 4 when assuming that of YG6 cemented carbide is 1[1]. Cast tungsten carbide powder can be build-up welded or thermal sprayed onto the surface of articles subjected to wear to improve their wear resistance and anti-corrosion properties and to improve their service life by ten times or even a hundred times, so it is widely used in petroleum, geology, mine, metallurgy, machining, electric power, building materials, paper making industry and agricultural machinery industry[2-6].
Great attention from the market is given to spheroidal cast tungsten carbide powder, because spheroidal cast tungsten carbide possesses two distinguished advantages: the spheroidal morphology leading to better flowability, welding property and better surface finish, and the fine feathery microstructure resulting in higher hardness and better wear resistance[7, 8].
In China most researches for cast tungsten carbide are focused on grinding and screening technology to gain cubic particulates as possible restricted by the super-high temperature involved in the process. Foreign researchers focus on two aspects. One is to gain cast tungsten carbide of qualified content, microstructure and phase structure by improving melting process[9]. The other is to obtain spheroidal cast tungsten carbide powder from angular powder at a small scale in laboratories by new technologies[10-12], such as plasma and arc melting-rotary atomization[11-16]. Though they can produce spheroidal cast tungsten carbide powder, the production scale and efficiency is low and the cost for the equipment is as high as 2 million US dollars.
Spheroidizing cast tungsten carbide powder in large scale and with high efficiency was not reported until now. In this paper we will introduce a brand new way to spheroidize cast tungsten carbide powder. Influence of fabricating technology on the microstructure and properties of spheroidal cast tungsten carbide powder is also studied.
2 EXPERIMENTAL
2.1 Raw material
The raw material is angular cast tungsten carbide powder made by traditional way, whose chemical compositions are listed in Table 1.
2.2 Spheroidizing process
A self developed equipment was adopted and the spheroidizing process is shown in Fig.1. The angular cast tungsten carbide powder was carried by carrier gas continuously through a pre-heated sector and a high temperature spheroidizing sector to spheroidize angular powder at an super-heated temperature up to 2900℃. Influence of feeding rate and carbon potential in the furnace on the microstructure and properties of cast tungsten carbide was studied.
Table 1 Chemical compositions of angular cast tungsten carbide powder(mass fraction, %)

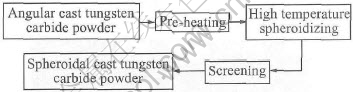
Fig.1 Flow chart of spheroidizing process
2.3 Characterization
OM and SEM were used to observe the morphology and microstructure of cast tungsten powder. XRD was adopted to study phase composition; micro-indenter was used to measure hardness and ICP was taken to measure carbon content.
3 RESULTS AND DISCUSSION
3.1 Influence of carbon potential on microstructure and properties of cast tungsten carbide powder
The carbon potential in the furnace is adjusted by filling a certain flow rate of carbon containing gas such as methane, acetone or mono carbon oxide. It is found that carbon potential in the furnace plays an important role on the morphology evolution and properties of cast tungsten carbide powder. Fig.2 and Fig.3 reveal the relationship between carbon potential and hardness, flowability and tap density of cast tungsten carbide powders. It can be found that flowability, tap density and hardness of cast tungsten carbide powder increase with increasing carbon potential first, and then decrease. When carbon potential ranges from 0.3% to 0.9%, flowability, tap density and hardness of cast tungsten carbide powder possess the highest values. This is because over 2000℃, WC will decompose into tungsten element and carbon under certain condition. Carbon is evacuated in the form of CO, leading to porous morphology, as shown in Fig.4, reduced flowability and decreased hardness. XRD pattern of the spheroidal cast tungsten carbide power shows the presence of WC, W2C and W(Fig.5), proving the WC decomposing reaction. On the other hand, by filling a certain flow rate of carbon containing gas, carbon potential in the furnace is increased to restrain decomposing reaction of WC, leading to increased micro-hardness, wear resistance, better flowability and finishing powder surface. XRD pattern of qualified spheroidal cast tungsten carbide powder shows the presence of only WC and W2C(Fig.6). The micro hardness for those samples is around HV2900 and their morphology is shown in Fig.7. The chemical compositions and properties of qualified spheroidal cast tungsten carbide powder are listed in Table 2. And too high level of carbon potential will lead to depo sition of carbon and free carbon in the powder, reduced tap density, hardness and flowability.
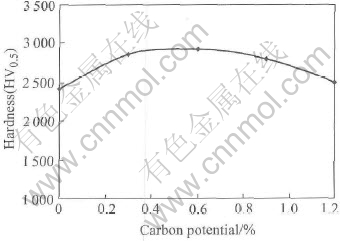
Fig.2 Relationship between carbon potential and micro-hardness of cast tungsten carbide powder
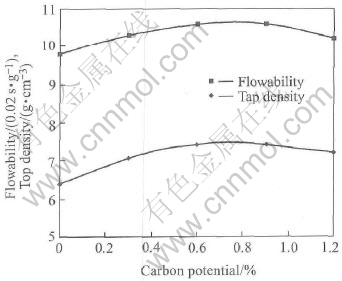
Fig.3 Relationship between carbon potential and flowability, tap density of cast tungsten carbide powder
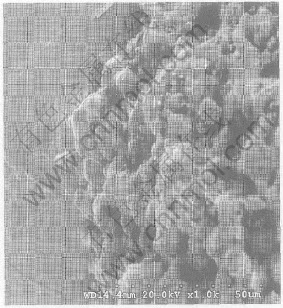
Fig.4 Morphology of porous surface of cast tungsten carbide
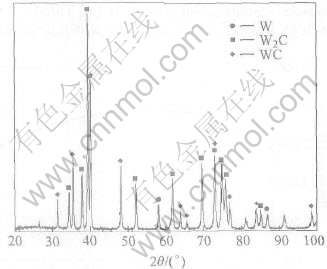
Fig.5 XRD pattern of spheroidal cast tungsten carbide with decomposed tungsten element
3.2 Influence of feeding rate on microstructure and properties of cast tungsten carbide
Feeding rate also plays an important role on the microstructure and properties of cast tungsten carbide powder. Under a constant temperature and length of high temperature sector over 2m, feeding rate decides the residing time of cast tungsten carbide powder in the high temperature sector. With suitable feeding rate, powder in carrier gas has enough time to adjust microstructure, homogenize and rapidly consolidate, leading to changing from angular morphology into spheroidal one driven by the surface tension force, as shown in Fig.8 and microstructure evolution from coarse structure into fine feathery one, as shown in Fig.9.

Fig.6 XRD pattern of qualified spheroidal cast tungsten carbide powder
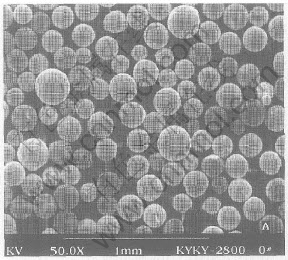
Fig.7 SEM image of qualified spheroidal cast tungsten carbide powder
Reducing the feeding rate to certain degree, powder in the carrier gas does not have enough time to adjust microstructure, homogenize and rapidly consolidate, so only local re-melting takes place. Partial spheroidizing takes place as shown in Fig.8(b). The inner microstructure of those powders remains as coarse structure, and only surface has feathery structure, as shown in Fig.10.
Table 2 Compositions and properties of spheroidal cast tungsten carbide

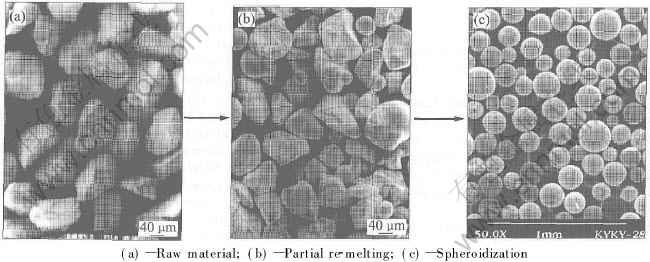
Fig.8 Morphology change during spheroidizing process
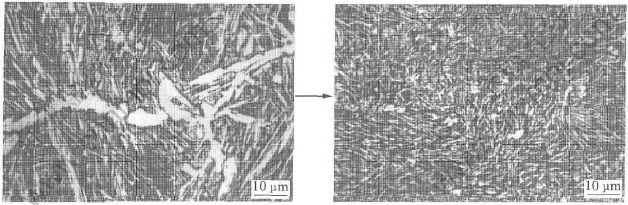
Fig.9 Microstructure change during spheroidizing process
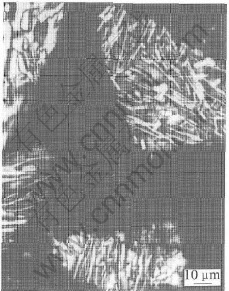
Fig.10 OM image for inner and surface of cast tungsten carbide powder
Because only the surface has enough time to adjust microstructure, homogenize and rapidly consolidate, and because very high cooling rate is involved in the process, a fine surface with particle size below 0.7μm is obtained, as shown in Fig.11. By adjusting feeding rate, angular powder can be modified into spheroidal powder with microstructure and hardness gradient specially with higher hardness and finer microstructure on the surface and with coarser structure and relatively lower hardness in the inner part of the powder.
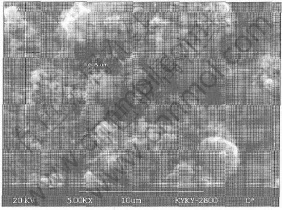
Fig.11 Nano-structure formed on cast tungsten carbide powder surface
4 CONCLUSIONS
Spheroidal cast tungsten carbide powder with excellent flowability and fine feathery structure was produced in a super-high temperature furnace. It is found that carbon potential in the furnace and feeding rate play an important role on the morphology and properties of cast tungsten carbide powder.
REFERENCES
[1]YAN Hong-fa. The properties and applications of cast tungsten carbide [J]. Cement Carbide, 1978, 3: 34-43.
[2]ZHOU Xu-mei. Development of WC hardening materials for undermine drilling tools [J]. Rare Metal and Cemented Carbide, 1995, 9(122): 11-18.
[3]WANG Yan-hua, CUI Li-shan. Improving wear resistance by coating Ni on cast tungsten carbide powder through laser treatment [J]. Mining and Processing, 2000, 6: 62-65.
[4]LI Li-jun, YANG Rui-ling. A study on a new type wear resistant material containing cast WC granules [J]. Cemented Carbide, 1998, 11, 13(4): 208-213.
[5]XU Wen-bin, XIANG Dong. Survey of surface composites strengthened by cast WC particles [J]. Founding Technology, 2002, 23(6): 362-364.
[6]SONG Huan, ZHANG Song. Study on flame spray welding by using cast tungsten carbide alloy preformed compact and wear resistance [J]. Powder Metallurgy Technology, 1995, 11, 13(9): 259-265.
[7]YU Jian-fang. A new method to produce cast tungsten carbide hard facing materials [J]. Cement Carbide, 1998, 15(4): 214-245.
[8]Haehn R, Luederitz E, Sattelberger S, et al. New process for the production of cast tungsten carbide [J]. Metal Powder Report, 1986, 41(12): 887-888, 890.
[9]Rock Bit with Hardfacing Material Incorporating Spherical Cast Carbide Particles [P]. US5791422.
[10] Besser M F, Sordelet D J. Spheroidization of WC-W2C powders by plasma spray processing source [J]. Journal of Materials Synthesis and Processing, 1995, 3(4): 223-230.
[11]Krishna B V, Misa V N, Mukhe P S. Microstructure and properties of flamed sprayed tungsten carbide [J]. International Journal of Refractory Metals and Hard Materials, 2002, 20: 335-379.
[12]Kameyama T, Tsunoda T. Preparation of ultrafine WC1-x powder in a R.F. thermal plasma and its properties [J]. Journal of the Japan Society of Powder and Powder Metallurgy, 1991, 38(2): 109-113.
[13]Process of Manufacturing Cast Tungsten Carbide Spheres [P]. US5089182.
[14]Boulos M I, JIANG Xian-liang. Effect of process parameters on induction plasma reactive deposition of tungsten carbide from tungsten metal powder [J]. Trans Nonferrous Met Soc China, 2001,11(5): 639-643.
[15]A Method to Fabricate Spherical Cast Carbide Particles [P]. CN1290581A.
[16]Mckelliget J W, Kaddah N E. The effect of coil design on materials synthesis in inductively coupled plasma torch [J]. Journal of Applied Physics, 1988, 64(6): 2948-2954.
Received date: 2004-11-20; Accepted date: 2005-01-18
Correspondence: DAI Yu, PhD Candidate; Tel: +86-13808479306; E-mail: Daiyu111@263.net
(Edited by YANG Bing)

