稀有金属 2008,(03),269-273 DOI:10.13373/j.cnki.cjrm.2008.03.011
Au-19.25Ag-12.80Ge钎料的焊接性能研究
王志法 姜国圣 周俊
中南大学材料科学与工程学院,中南大学材料科学与工程学院,中南大学材料科学与工程学院,中南大学材料科学与工程学院 湖南长沙410083,湖南长沙410083,湖南长沙410083,湖南长沙410083
摘 要:
根据Au-Ag-Ge三元相图, 制备了新型Au-19.25Ag-12.80Ge (%, 质量分数) 钎料合金。利用DTA, Sirion200场发射扫描电镜对钎料的熔化特性及显微组织进行分析, 并对其与纯Ni的润湿性加以研究。结果表明:Au-19.25Ag-12.80Ge钎料合金的熔化温度为446.764 94.40℃, 结晶温度区间为47.64℃;焊接温度在5105 50℃范围内时, Au-19.25Ag-12.80Ge钎料合金与Ni基体具有良好的铺展性和润湿性, 在熔化钎料前沿有润湿环现象出现, 钎料合金与Ni基体之间形成了一条连续的金属间化合物层, 能谱分析表明该金属间化合物层为Ge3Ni5金属间化合物, 由于该化合物层较脆, 故应控制焊接工艺以获得连续均匀且厚度适当的金属间化合物层;对于本钎料合金而言, 焊接温度530℃, 保温时间10min可获得较理想的焊接界面。
关键词:
Au-Ag-Ge硬钎焊合金 ;润湿性 ;焊接界面 ;润湿环 ;金属间化合物 ;
中图分类号: TG425
作者简介: 王志法 (E-mail:ct-cui@126.com) ;
收稿日期: 2007-07-05
基金: 国家高新工程重点项目 (DZ-2002-021) 资助;
Welding Performance Study on Au-19.25Ag-12.80Ge Brazing Alloy
Abstract:
According to Au-Ag-Ge phase diagram, a new-type brazing alloy Au-19.25Ag-12.80Ge (%, mass fraction) was prepared. The melting characteristics and microstructure of the solder alloy were analyzed using DTA and Sirion 200 field emission scanning electron microscope, and its wettability with pure Ni was also studied. The results showed that, the range of melting temperature of Au-19.25Ag-12.80Ge brazing alloy was 446.76~494.40 ℃, and the temperature interval between the solidus and the liquidus was 47.64 ℃. When the soldering temperature was in the range of 510~550 ℃, the brazing alloy had a good spreadability and wettability with Ni, and a wetting ring appeared in the front of the brazing alloy after spreading. The observation of interface structure revealed that there was one continuous IMC layer between the brazing alloy and the base metal Ni. X-ray energy dispersive spectrum analysis results showed that the IMC layer was Ge3Ni5 intermetallics. Because of its brittleness, a continuous and uniform IMC layer with proper thickness could be gained by controlling the welding condition. For Au-19.25Ag-12.80Ge brazing alloy, an ideal welding interface could be obtained, when the welding temperature was 530 ℃ and the holding time was about 10 min.
Keyword:
Au-Ag-Ge brazing alloy; wettability; welding interface; wetting ring; intermetallics (IMC) ;
Received: 2007-07-05
航天技术的发展对有关器件的要求越来越高, 特别是对材料密度的要求十分苛刻。 许多航天用电子器件都采用密度较低的材料, 如铝基热沉材料 (表面镀Ni) 。 这些电子器件都要求封装焊接。 为保证有关材料的性能在焊接时不受影响, 要求焊接温度必须低于铝基热沉材料的熔点 (660 ℃) ; 与此同时, 这些电子器件的壳体与芯片的焊接多采用Au-Si, Au-Ge等低熔点焊料, 其焊接温度多为400 ℃左右; 故焊接这些电子器件所用的钎料熔点应介于400和660℃之间, 控制在450~500 ℃范围内为宜。 目前国内外可使用的该温度区间的钎料报道较少
[1 ,2 ,3 ]
, 因此迫切需要开发出一种熔点范围在500 ℃左右的合金, 同时还能满足钎料的其他性能要求, 如与镀Ni层浸润良好, 铺展性好等。
研究表明
[4 ,5 ,6 ]
, Au-Ag-Si系钎料合金可满足此熔点范围要求, 但该钎料合金与Ni的润湿性能有限, 且金含量高导致成本较高。 初步试验表明, Au-19.25Ag-12.80Ge钎料合金具有更为理想的流散性能, 可与Ni润湿良好, 同时合金材料成本可大大降低。 为此, 作者通过分析Au-Ag-Ge系三元相图
[7 ]
, 提出一种新型Au-19.25Ag-12.80Ge钎料合金, 并对该钎料合金的熔化特性、 显微组织和与Ni的焊接性能进行了研究分析。
1 实 验
1.1 钎料合金的配制
根据Au-Ag-Ge系三元相图, 选择成分为Au-19.25Ag-12.80Ge (%, 质量分数) 的合金钎料进行研究。 采用纯度为99.99%Au, 99.99%Ag和单晶Ge进行配制, 在中频感应真空炉中熔炼, 熔化后进行充分搅拌, 以尽量减少Ge在金属液中的比重偏析。 熔炼时采用高纯石墨坩埚, 采用紫铜模冷却铸锭。
1.2 钎料合金熔化特性测试
用型号为SDTQ600的微量型DTA差热分析仪测定钎料合金的熔化温度, 采用氮气保护, 升温速度为10 K・min-1 。
1.3 钎料合金的润湿性试验
润湿性实验是在流动纯氢气保护管式电阻炉中进行。 将制备的尺寸为3 mm×3 mm×1 mm的长方体钎料在510, 530和550 ℃下分别置于厚度为1 mm的纯Ni片上进行润湿性测试, 保温时间分别为5, 10, 15和20 min。 试验前, 镍片用砂纸细磨后用丙酮擦洗去除油污, 用10%的稀盐酸溶液侵蚀5 s去除表面氧化物。 再用去离子水充分清洗。 用数码相机对冷却后的铺展样品拍照, 用专用图像处理软件进行铺展面积的计算。 实验结果为3次实验的平均值。
1.4 钎料合金的焊接性能测试
焊接试样经过机械研磨和抛光后, 用30 ml HCl+0.3 gCrO3 溶液进行腐蚀, 利用Sirion200场发射扫描电镜背散射电子相观察钎料合金的显微组织及与Ni润湿后的焊接界面组织, 同时利用能谱分析对焊接界面组织进行成分分析。
2 分析与讨论
2.1 钎料的熔化特性和组织
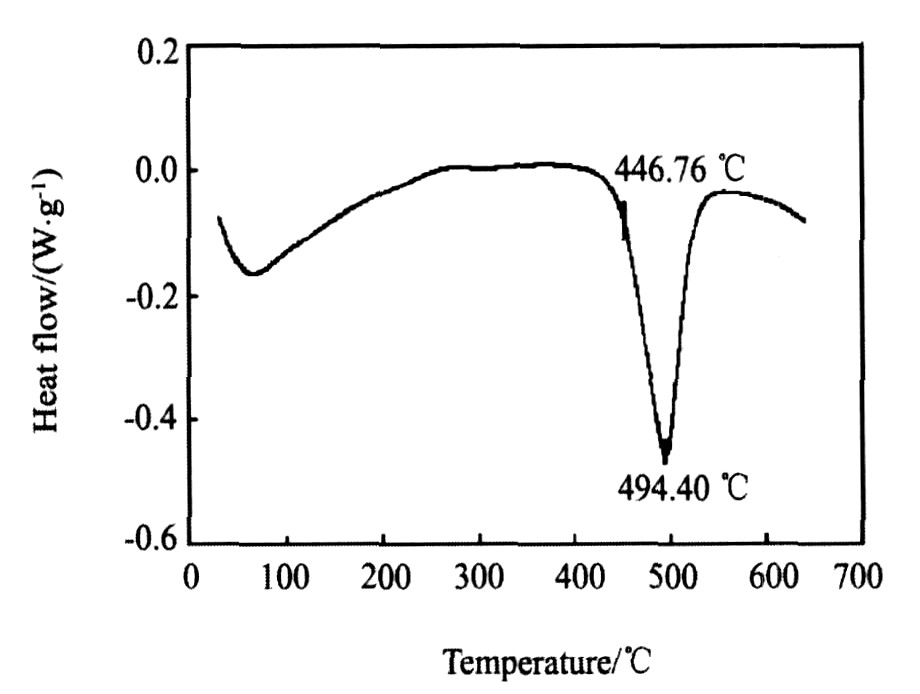
钎料合金的DTA曲线如图1所示。 由图1可见, 合金有1个明显的类似共晶反应的吸热峰。 合金的熔化温度区间为446.76~494.40 ℃, 固-液相间隔为47.64 ℃; 试验合金的熔化温度落在预先设计的450~500 ℃之间, 符合对钎料熔化温度的要求。 由于10 K・min-1 的升温速度相对较大, 使得试样内部的温度梯度增大, 试样和周围的温差也增大, 增加了DTA曲线的钝化趋势, 从而导致热效应峰的起点比相变开始温度有所提前, 而热效应峰的峰尖比相变终止温度有所滞后, 因此实际的熔化温度区间应比DTA曲线反映的 (446.76~494.40 ℃) 要小。
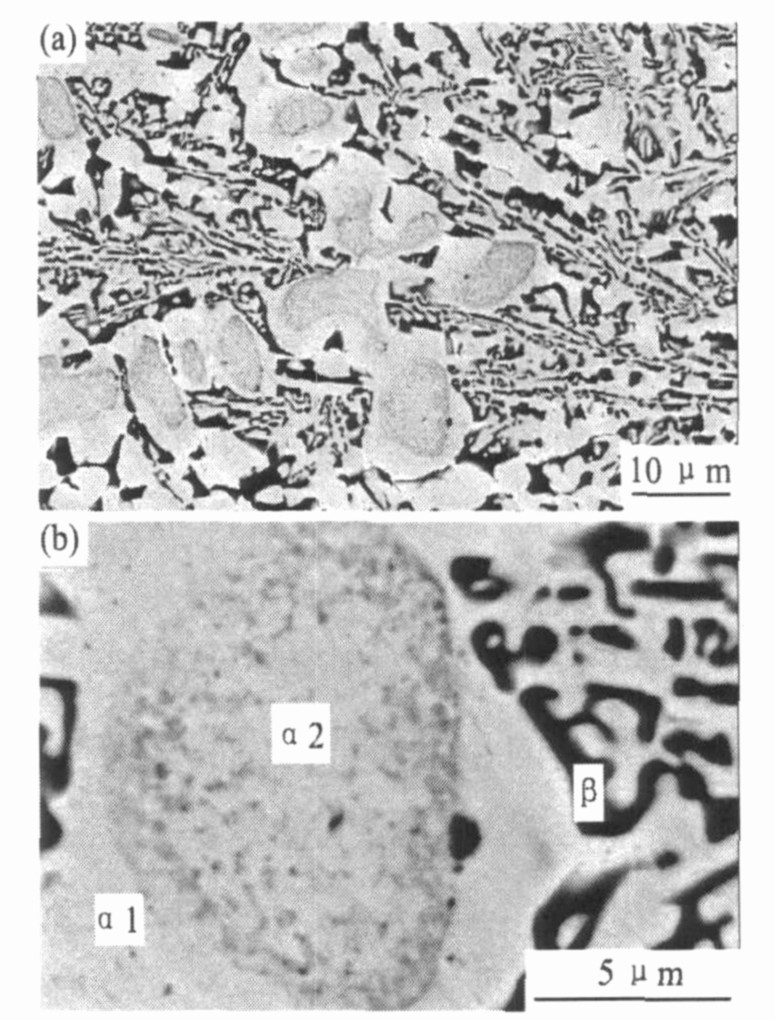
图2所示为钎料合金的显微组织照片。 合金由灰色的初晶α相和黑色的共晶β相组成, 固溶体合金的非平衡凝固造成初晶α相出现晶内偏析现象, 因此出现了浅灰色的α1 相和深灰色的α2 相。 经X射线能谱分析知, 共晶β相含14.54% Au (质量分数, 下同) , 1.58% Ag, 83.88% Ge, 初晶α1 相中含78.96% Au, 18.39% Ag, 2.65% Ge, 初晶α2 相中含69.20% Au, 27.83% Ag, 2.97% Ge; 合金的两相组织交替排列, 且组织较细, 已形成明显的α+β共晶组织。 一方面共晶合金具有良好的流动性, 低的熔点, 能很好地填充铸模, 可使熔化和铸造工艺简化; 另一方面共晶合金较小的固液相间隔是保证钎料良好润湿性的重要条件。
图1 钎料合金的DTA分析曲线
Fig.1 DTA curve of brazing alloy
2.2 钎料合金的润湿性与润湿后的界面组织
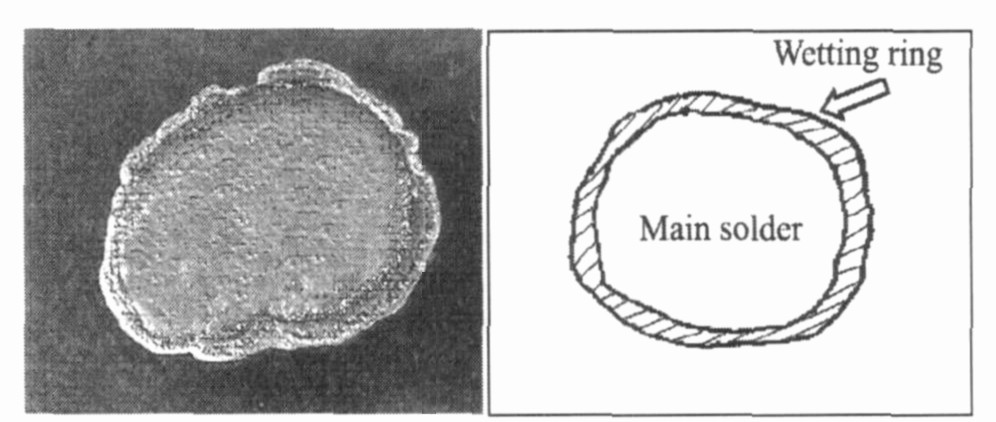
对于钎料合金而言, 除了有熔化温度区间的要求, 还希望有较好的铺展性, 通常共晶型合金的熔化温度区间小, 表现出良好的铺展性。 钎料合金的润湿性和铺展性试验结果如表1所示, 实验结果表明, 在还原性H2 气氛条件下, 合金在Ni板上表现出良好的润湿性和铺展性, 润湿角均较小 (θ <15°) , 钎料铺展后表面质量较好, 无明显残留物。 同时, 发现在熔化钎料前沿总产生一个润湿环。 润湿环照片及示意图如图3所示。
文献
[
8 ]
在通过Au-Ni真空钎焊不锈钢的过程中也出现了润湿环现象, 文献认为950 ℃下Au的蒸汽压为1×10-3 Pa, 在此温度下Au是有可能蒸发的, 在钎焊过程中, 金部分挥发之后沉淀 (deposit) 于母材上, 当达到铺展温度后钎料整体开始流动覆盖于沉淀的Au上, 而未覆盖的部分就构成了润湿环。 本润湿性实验是在H2 保护下进行的, 实验温度范围为510~550 ℃, 此温度下Au的蒸汽压极低, 不易挥发, 这与文献中润湿环由于元素挥发而形成的机制不符合。 作者认为, 润湿环的形成从热力学角度分析主要是由于钎料中的某一组元与母材可以形成具有更低能量的界面。 在本研究中, Au-Ni为无限互溶系, 而Ge-Ni间可以形成金属间化合物, 都符合形成低能量界面的条件。 X射线能谱分析表明, 润湿环主要成分为Au, 含有少量的Ag, 表明钎料合金中的Ge已与Ni基体化合。
图2 不同放大倍数的钎料合金的显微组织
Fig.2 Microstructures of brazing alloy
图3 润湿环照片及示意图
Fig.3 Photograph and diagrammatic sketch of wetting ring
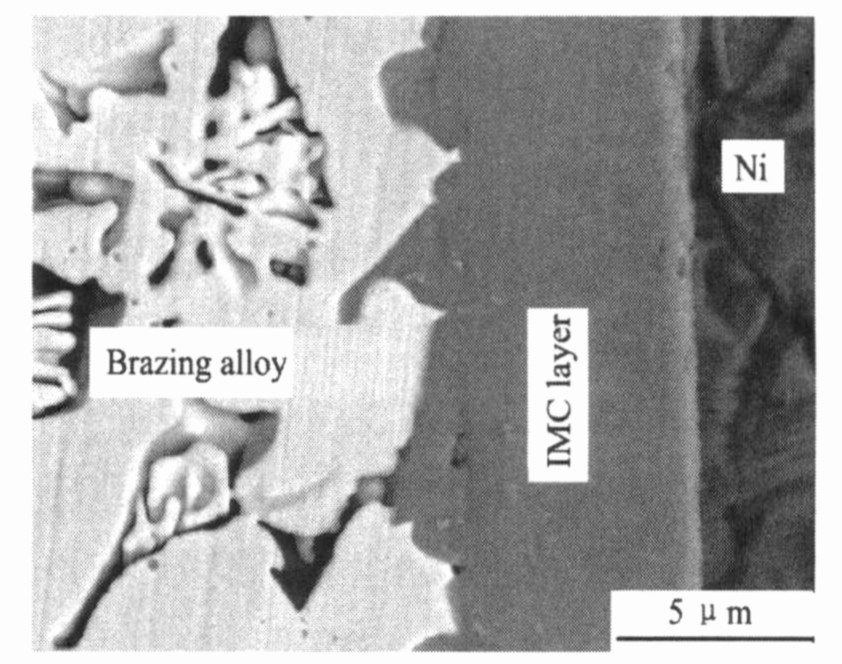
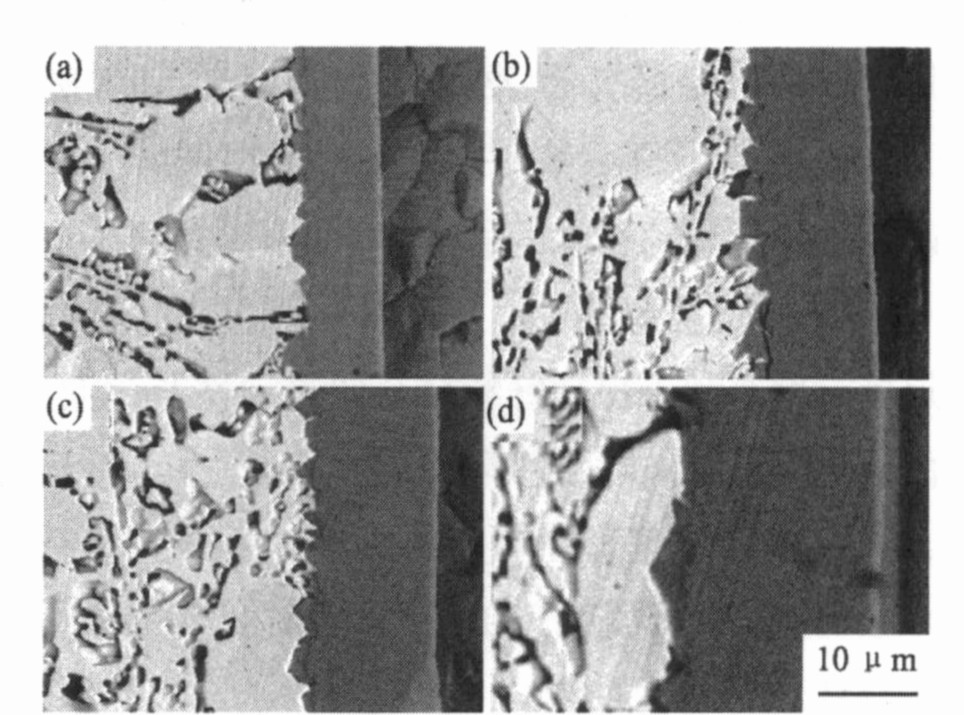
由表1可知, 保温时间相同时, 随着焊接温度的逐渐升高, 铺展面积逐渐增加, 润湿角略有减小; 焊接温度相同时, 随着保温时间的延长铺展面积有所增加, 润湿角略有减小。 焊接界面的背散射电子相观察发现, 所有界面处均形成了一条连续的金属间化合物 (IMC) 层, 如图4所示。 X射线能谱分析表明, 该金属间化合物层成分为37.39%Ge及62.61%Ni, 可能是形成了Ge3 Ni5 金属间化合物; 同时发现, 相同保温时间条件下, 随着焊接温度的升高, 金属间化合物层厚度逐渐增加; 相同焊接温度条件下, 随着保温时间的延长, 金属间化合物层厚度也有所增加, 如图5所示。
当焊料熔化后, 界面上的固液反应就开始了。由于该反应, 焊料得以在基板上浸润并铺展, 并形成冶金接合从而实现界面连接。 一般来讲, 如果界面上形成了完整、 连续的金属间化合物, 则说明焊接质量可靠; 反之, 如果IMC没有形成或没有连续形成, 则说明没有焊接好, 可能形成虚焊。 保温时间相同时, 随着焊接温度的增加, 熔化钎料液体表面张力降低, 钎料合金中Ge与Ni层的反应速率增加, 因而铺展面积增加, 润湿角减小, 同时, 金属间化合物层厚度增加。 焊接温度相同时, 钎料合金中的Ge与Ni层的反应随保温时间的延长继续进行, 同时界面处元素之间的扩散作用持续进行, 因此, 保温时间越长, 铺展面积和金属间化合物层厚度越大, 润湿角越小。
表1 钎料合金的润湿性和铺展性
Table 1 Wettability and spreading property of brazing alloy
Temperature/℃
Time/min
Area/mm2
Angle/ (°)
510
5
37.56
12.36
10
38.72
11.25
15
41.95
8.53
20
42.66
7.09
530
5
46.98
10.88
10
47.89
8.80
15
49.80
7.95
20
51.03
6.80
550
5
59.42
8.00
10
61.25
6.79
15
66.14
6.37
20
66.36
6.11
图4 钎料合金与Ni在530 ℃, 保温5 min润湿界面的背散射电子相
Fig.4 Backscattered electron image of wetted interface of brazing alloy with Ni at 530 ℃ for 5 min
图5 530 ℃时钎料合金在不同保温时间下与Ni润湿后的界面背散射电子相
Fig.5 Backscattered electron images of wetted interface of the brazing alloy with Ni at 530 ℃ with different holding time (a) 5 min; (b) 10 min; (c) 15 min; (d) 20 min
界面金属间化合物 (IMC) 的生长和形态, 在一定程度上会影响接头的剪切强度, 薄且连续的IMC层是良好润湿和连接的必要条件, 同时又能提高钎焊接头的剪切强度
[9 ,10 ,11 ,12 ,13 ,14 ]
。 Ge3 Ni5 金属间化合物高温时为六方结构, 低温时为单斜结构, 其晶体结构对称性低因而较脆。 由于IMC本身固有的脆性, 太厚的IMC层会使钎焊接头的剪切强度下降。 同时这些IMC与钎料合金有着不同的力学性能, 在应力作用下, 焊点界面处容易形成应力集中, 进而引发裂纹, 焊点内部裂纹通常始于钎料合金与IMC层界面处。 因此研究并控制IMC的形态和生长行为对改善钎焊接头的可靠性具有重要意义。 对于本实验钎料合金而言, 焊接温度530 ℃, 保温时间10 min可获得较理想的焊接界面。
3 结 论
1. 采用中频感应真空熔炼工艺制备的成分为Au-19.25Ag-12.80Ge (%, 质量分数) 的钎料合金经DTA分析表明熔化温度为446.76~494.40 ℃, 结晶温度区间为47.64 ℃; 显微组织观察表明钎料合金已形成了明显的α+β共晶组织。
2. 润湿性实验表明, 焊接温度在510~550 ℃范围内时, Au-19.25Ag-12.80Ge钎料合金在Ni基体上表现出良好的铺展性和润湿性; 在熔化钎料前沿有润湿环现象出现; 焊接界面组织观察表明, 钎料合金与Ni基体之间形成了一条连续的金属间化合物层, 能谱分析表明该金属间化合物层为Ge3 Ni5 , 由于该化合物层较脆, 故应控制焊接工艺以获得连续均匀且厚度适当的金属间化合物层。
3. 焊接实验表明, 保温时间相同时, 较高的焊接温度有利于提高钎料合金的流动性及润湿性; 而焊接温度相同时, 随着保温时间的延长, 钎料合金的流动性及润湿性有所提高; 对于本实验钎料合金而言, 焊接温度530 ℃, 保温时间10 min可获得较理想的焊接界面。
参考文献
[1] 黄伯云, 李成功, 石力开.中国材料工程大典[M].北京:化学工业出版社, 2006.471.
[2] 张启运, 庄鸿寿.钎焊手册[M].北京:机械工业出版社, 1999.14.
[3] 岳译新, 谭澄宇, 郑子樵, 李世晨, 叶建军.新型Ag-Cu-Ge钎料的性能及钎焊界面特征[J].中国有色金属学报, 2006, 16 (10) :1793.
[4] 莫文剑, 王志法, 姜国圣, 王海山.Au-Ag-Si新型中温共晶钎料的研究[J].稀有金属材料与工程, 2005, 34 (3) :497.
[5] 莫文剑, 王志法, 王海山, 杨会娟.Au-Ag-Si钎料合金的初步研究[J].贵金属, 2004, 25 (5) :45.
[6] 崔大田, 王志法, 莫文剑, 姜国圣.Au-Ag-Si系钎料合金与Ni的润湿性[J].中南大学学报 (自然科学版) , 2007, 38 (1) :36.
[7] 何纯孝, 李美芳.贵金属合金相图及化合物结构参数[M].北京:冶金工业出版社, 2007.198.
[8] 庄鸿寿, 等.高温钎焊[M].北京:国防工业出版社, 1989.121.
[9] 劳邦盛, 高舒, 张启运.固-液金属界面上金属间化合物的非平衡生长[J].物理化学学报, 2001, 17 (5) :453.
[10] Duan N, Scheer J, Bielen J, Mvan Kleef.The influence of Sn-Cu-Ni (Au) and Sn-Au intermetallic compounds on the solder joint reliability of flipchips onlowtemperature co-gired ceramic substrates[J].Microelectronics Reliability, 2003, 43 (8) :1317.
[11] 蒋成禹, 吴铭方, 余春, 梁超.72Ag-28Cu钎焊TC4的接头组织与强度[J].稀有金属材料与工程, 2003, 32 (4) :295.
[12] Takenaka T, Kajihara M, Kurokawa N, Sakamoto K.Reactive diffusion between Ag-Au alloys and Sn at solid-state temperatures[J].Materials Science and Engineering, 2006, 427 (1-2) :210.
[13] Mita M, Miura K, Takenaka T, Kajihara M, kurokawa N, Sakamoto K.Effect of Ni on reactive diffusion between Au and Sn at solid-state temperatures[J].Materials Science and Engineering, 2006, 126 (1) :37.
[14] Lee WW, Nguyen LT, Selvaduray GS.Solderjoint fatigue mod-els;reviewand applicabilityto chip scale packages[J].Microelec-tronics Reliability, 2000, (40) :213.