���±�ţ�1004-0609(2007)05-0819-06
����ʽ���̵�صİ�ȫ����
�����٣����º�����־�ˣ������������Ľܣ�������
(���ϴ�ѧ ұ���ѧ�빤��ѧԺ����ɳ 410083)
ժ Ҫ��̽�ֵ���䷽���ղ���������ʽ���̵�ذ�ȫ���ܵ�Ӱ�죬���ö�·���Ժ��ŵ���Եķ����о����ֹ����䷽�µ�صİ�ȫ���ܣ�ͨ��ʵ���о���Ӱ���ذ�ȫ���ܵĸ������أ���ȷ����ѵĹ��ղ����ֱ����£������������������Ϊ0.9?1��KOH���ҺŨ��Ϊ43%(��������)�����Һ������п�ĺ���Ϊ7%��п���е�����п����Ϊ0.8%~1.0%��п���е��Һ����Ϊп������40%~42%��п��������������Ϊп������1%�����о۱�ϩ������۱�ϩ���������Ϊ6?4��п���л�ʴ������Ϊп������0.01%���ڴ˹����������Ƶõ�����ʽ���̵�ض�·���Ժ�ը�����ŵ���Ժ�ߴ���β������涨���ߴ��0.12 mm��
�ؼ��ʣ���ʽ���̵�أ�������ȫ���ܣ�����
��ͼ����ţ�TM 911���� ���ױ�ʶ�룺A
Safety performance of mercury-free alkaline Zn/MnO2 button cells
DING Shu-rong, LI Xin-hai, WANG Zhi-xing, GUO Hua-jun, PENG Wen-jie, HU Qi-yang
(School of Metallurgical Science and Engineering, Central South University, Changsha 410083, China)
Abstract: The influence of battery formula and technology parameter on the safety performance of mercury-free alkaline Zn/MnO2 button cell was explored. Short circuit test and overdischarge test were used to study the safety performance of battery produced with varied formula and technology parameter. The factors affecting the safety performance of battery were studied. The optimal technology parameters are confirmed as follows: capacity ratio of anode to cathode is 0.9?1, KOH electrolyte content is 43% (mass fraction), content of  dissolved in KOH electrolyte is 7%, content of ZnO added in zinc gel is 0.8%-1.0%, content of electrolyte added in zinc gel is 40%-42%, content of binder added in zinc gel is 1% and the mass ratio of polyacrylate sodium to polyacrylic acid is 6?4, content of inhibitor added in zinc gel is 0.01%. The mercury-free alkaline Zn/MnO2 button cell produced under this technology condition does not explode after short circuit test and its distortion does not exceed 0.12 mm of its stated maximal height.
dissolved in KOH electrolyte is 7%, content of ZnO added in zinc gel is 0.8%-1.0%, content of electrolyte added in zinc gel is 40%-42%, content of binder added in zinc gel is 1% and the mass ratio of polyacrylate sodium to polyacrylic acid is 6?4, content of inhibitor added in zinc gel is 0.01%. The mercury-free alkaline Zn/MnO2 button cell produced under this technology condition does not explode after short circuit test and its distortion does not exceed 0.12 mm of its stated maximal height.
Key words�� alkaline Zn/MnO2 button cell; mercury-free; safety performance; hydrogen evolution
��ʽ���̵�����������ķŵ����ܺ��������ƣ��㷺Ӧ���ڵ����������ֱ����������Լ���ߵȲ�Ʒ��[1-2]�����ڿ�ʽ���̵�صĽṹ���⣬���ڲ��ռ���С��������Ƴ�����Բ�����̵�صĿ����Һͷ���������˽�����ڲ�����������ͳ�Ϊ��ʽ���̵�ص��ѵ�[1-2]��
��������������ͨ�����ڵ�������ӹ����Ļ����������Ƹ�������������Ϊ�˴ﵽ����������Ч������ʽ���̵���ڹ��ĺ���ͨ��Ϊ3%~7%���������ɴﵽ�������������1%[3]�����ŵ���������С�ͻ����ͻ���չ����ʽ��صĹ�ģ�Ѿ��ӽ����100��ֻ����Ȼ��ʽ���������������Ƚ�С��������˴��������ʹ�÷�����ʽ��صĹ���Ⱦ����ȫ���ע���ش�����[2-3]��Ŀǰ��ŷ���ȹ��ҷ�������ֹ�����ͽ��ں�����Ʒ���ڴ˱����£���ʽ���̵�ص����������������г���ֵ��
Ŀǰ��һ����ö��������ĸ����ǡ����̵��ר����п���Լ��ڵ���䷽�м�����������л���ʴ����ʵ�ֿ�ʽ���̵������[4]����Ŀ�Ķ���Ϊ�������ڲ����������������������ڵ��ԭ����ָ���������£��ۺ�̽���˹����䷽�������Ӱ�죬�ӹ����䷽�ĸĽ����ֽ������ʽ���̵�صİ�ȫ�� ���⡣
1 ʵ��
1.1 ����п����Ʊ�
��ȡ������Ϊ100?1?0.8?0.01�Ĺ�����п�ۡ�������������п�ͻ�ʴ����������ĥ��Ͼ��ȣ��ټ���ռп������42%��һ��Ũ�ȵ�KOH���Һ������ս����豸�л�ϣ��Ƴɸ���п�ࡣ
1.2 ������������Ƭ���Ʊ�
��ȡ������Ϊ100?8?0.3�������̵��ר�õ��������̡�ʯī����Ȳ�ڣ�����ĥ���н�����ȣ������������顢��0.375 mmɸ����ѹƬ������һ��ѹ��ѹ�Ƴɹ涨���Ķ�����������Ƭ��
1.3 ��ص�����
�ڿ�ʽ���̵������������ɵ�ص���װ���Ƶ�LR44�Ϳ�ʽ��ء�
1.4 ��ذ�ȫ���ܲ���
���Ƶõĵ����45 ������7 d��Ȼ���������¸���24 h��������а�ȫ���ܲ��ԣ�������·���ŵ���ԣ�Ҫ���·���Ժ��ز���ը�����ŵ���Ժ��ظ߶Ȳ������涨���ߴ��0.25 mm[5-6]��
���ŵ����[5-6]������һ����������˾DM-��800�͵���Զ��ŵ���ϵͳ�Ͻ��У��ŵ緽ʽΪ����6.8 k�����ŵ���0.6 V��ֹ��Ȼ�õ��ȡ����3ֻͬ����δ�ŵ��ش���������1����ֵΪ27 k���ĸ��ɵ��裬��ͨ��·ֱ�����ɵ�ѹΪ2.4 V��ȡ������������¸���24 h��ÿ48 h��������ܸ߶ȵ�����ߴ磬������3�β���ֵ����ʱֹͣ��
��·����[5-6]��ͭ����(�ܵ���С��0.1 ��)ֱ�ӽ���ض�·�������·24 h����ֹ�������¸���24 h��ÿ24 h��¼��������ݼ��۲��Ƿ�ը��������3�β���ֵ����ʱֹͣ��
��������Ϊǧ�ֳߣ�����Ϊ0.01 mm��
��صĹ�����k����ʽ���㣺
ʽ�С�h0Ϊ��ز���ǰ�ܸ߶ȣ�h1Ϊ��ز��Ժ��� �߶ȡ�
2 ���������
2.1 ������������ȵ�Ӱ��
������������ƥ����ƶԿ�ʽ���̵�صİ�ȫ�������ž��������á�һ����˵��ͨ��������������������ֶΣ��Զ��Ƶ���ڷ����֮��п������[7]�����ڿ�ʽ��صĹ�������һ��Ƚ�С�������̷���С�����ŵ���ͨ�����Էų�����1���ӵ�����[8]�����ǵ���ڶ�·���ڣ���������������ʱ��ö࣬�ڶ�·�����������С�ö࣬���������������ƥ����Ҫ��ʵ��������������ƣ���ȷ����ѵ�ƥ�����ݡ�ʵ���й̶�������Ƭ�Ķ������̺�����ͨ���ı�п����������������������ȡ�ͼ1�ͱ�1��ʾΪ����ƥ��(�� ��/����)�Ե�ذ�ȫ���ܵ�Ӱ�졣
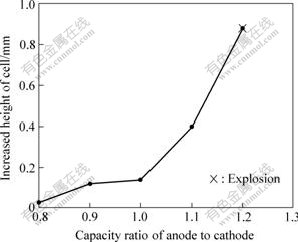
ͼ1 ������ȶԵ�ع��ŵ簲ȫ���ܵ�Ӱ��
Fig.1 Influence of capacity ratio on overdischarge safety performance
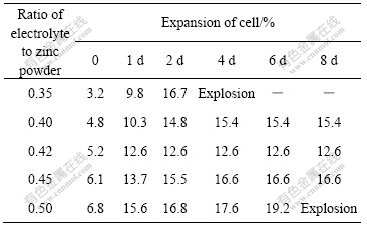
��1 ������ȶԵ�ض�·��ȫ���ܵ�Ӱ��
Table 1 Influence of capacity ratio on short circuit safety performance

��ͼ1�ͱ�1��֪������������������ȴ���1.1?1ʱ�����ŵ簲ȫ���ܴ�����������ظ߶ȱ仯�����˹涨���ߴ��0.25 mm���������ǣ�С��0.9?1ʱ����صİ�ȫ���ܺã���·ʱδ���ֱ������ɼ�������ȶԶ�·��ȫ����Ӱ���������������Խ�࣬����ڷŵ����������п����Խ�������ذ�ȫ����Խ�ã����ǹ���̫���ʹ��ص������ܵ����ơ�
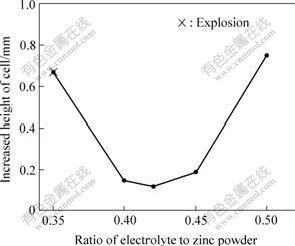
2.2 ���ҺŨ�ȵ�Ӱ��
��ʽ���̵�صĵ��Һ��Ϊ�������Һ���������Һ���������ҺΪKOH��Һ�����������ҺΪ�ܽ�������п�ͻ�ʴ����KOH��Һ���������ҺŨ�ȱȸ������ҺŨ���Ը�һЩ�����ҺŨ��ֱ��Ӱ���صķŵ�������Randell[9] ��Ϊ��طŵ�ǰ���ҺŨ��Ϊ34%~37%(��������)ʱ������طŵ�����һ������������ҺŨ��Ӧ��Ϊ49.5%~51.5%����ʱ��طŵ�������ߡ��ڰ�ȫ���ܷ��棬��Ũ�ȵ�KOH���Һ�����Ժá�����п�۵ĸ�ʴ����ǿ��п���������ϴ�[10-11]����˵�Ũ�ȵĵ��Һ�Էŵ��������棬���ǶԵ�صİ�ȫ���ܲ�������Ũ�ȵ�KOH���Һ��п�۵ĸ�ʴС���������Բ������������������ϴ��ֻ��������©Һ�ķ���[8]���������ʽ���̵�صĵ��ҺŨ�������ѡ��ͼ2�ͱ�2��ʾΪ���ҺŨ�ȶԵ�ذ�ȫ���ܵ�Ӱ�졣�ɼ�����Ũ�Ⱥ�Ũ�ȵĵ��Һ�����ܵ��µ�ر��ǡ�

ͼ2 ���ҺŨ�ȶԹ��ŵ簲ȫ���ܵ�Ӱ��
Fig.2 Influence of electrolyte concentration on overdischarge safety performance
��2 ���ҺŨ�ȶԶ�·��ȫ���ܵ�Ӱ��
Table 2 Influence of electrolyte concentration on short circuit safety performance
п���ڵ�Ũ�ȵĵ��Һ�л��Դ�ʴ�Ͽ죬�ŵ�ʱ����С�������ϴ�·ʱ�ŵ練ӦѸ�٣��ڽ϶�ʱ���ڲ��������������������¸������ϵ������ڼ�Һ����ʴ�������㸯ʴ¶���ײ�������ֿ�ʱ��п����֮����ԭ��ط�Ӧ�����������������������㱻��ʴʱ���н϶��п��δ��Ӧ�����������ϴ��������𱬿ǡ�
���ҺŨ�ȹ���ʱ��п�۵Ļ��Խ��͡�п�۵ĸ�ʴ��������ʱ���ڵĶ�·(��2 h)������ʹп�۴ֱ����ģ�����п�����϶࣬��ʱ���������ѱ��ƻ�����ʴԭ����γɣ���������������������𱬿ǡ���Ũ������ʱ���ڶ�·�����ƻ������п���Ѿ����ĵ��ˣ������ڶ�·������п�۵ĸ�ʴҲ�Ƚ�С������ڲ��������������٣���˲������𱬿ǡ�
2.3 ���Һ��п���������Ӱ��
����п��KOH���Һ���ܽ�����п���[11]��

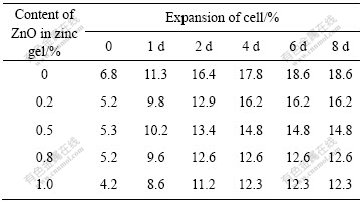
п����Ĵ���������п�۵��Էŵ磬������������������ɡ�п���Ũ��Խ�������ԽС��KOHҺ��������������пʹ֮����Ϊ�ѡ���ͼ3�ͱ�3�ɼ����Կ�ʽ���̵�صİ�ȫ���ܶ��ԣ����Һ������п�����������ڱ���ʱ��á�Sato��[12]������ѧ������ͣ���Ϊ����ڲ��ַŵ������ZnO�����ڵ��Һ�����ɻ���п�����ֻ���п��������ˮ������Ӧ�ų�����������������Ϊ����ԭ���п���������п���ܽ�������KOH��ͬʱ����ˮ�������˵��Һ��KOH��Ũ�ȣ��Ӷ�ͨ�����ҺŨ��Ӱ���صİ�ȫ���ܡ��ɱ�3��֪�����Һ��п�������Ϊ7%ʱ��صİ�ȫ������á�

ͼ3 ���Һ��п��������Թ��ŵ簲ȫ���ܵ�Ӱ��
Fig.3 Influence of content in electrolyte on overdischarge safety performance
��3 ���Һ��п��������Զ�·��ȫ���ܵ�Ӱ��
Table 3 Influence of content in electrolyte on short circuit safety performance

2.4 ����е��Һ������Ӱ��
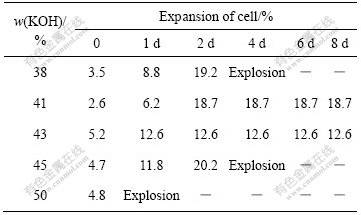
���Һֱ�Ӳ����˵�ط�Ӧ�����Һ����(�õ��Һ��п�۵������ȱ�ʾ)ֱ��Ӱ���ط�Ӧ�ij̶�[9]�����Һ�����������п�۵����ⷴӦ��ʹ�ù���ĵ��Һ������Ĥ����������Ƭ�����������ɢ�ۻ���ʹ���̷ۿ�����ʯī��Ӵ������ܣ��ŵ�ʱ��������������������п����������ͬʱ���Һ����Ҳ������ɵ��©Һ������Һ������ʱ��ط�Ӧ������ȫ���У���ʹ����п���飬ʹ�缫���ؼ�������������ŵ磬п�۴���ʣ�࣬�������������������ǣ�Ҳ����Ӱ���طŵ�������ͼ4�ͱ�4��ʾΪ���Һ����Ϊп������40%~42%ʱ���䰲ȫ�������(��������������Ƭ���������Һ�̶����˴����Һ���������˸���п���еĵ��Һ)��
ͼ4 ����е��Һ�����Թ��ŵ簲ȫ���ܵ�Ӱ��
Fig.4 Influence of electrolyte content on overdischarge safety performance
��4 ����е��Һ�����Զ�·��ȫ���ܵ�Ӱ��
Table 4 Influence of electrolyte content on short circuit safety performance
2.5 п��������п������Ӱ��
�Ʊ�����п��ʱ��������������п����ʹп�������п��Ĺ�����Ӧ�ԣ�ͬʱ���䰲ȫ����Ҳ�л������á��ڵ��Һ���ܽ��н϶�����пʱ����п��ʱ���������п�������ܽ��ڵ��Һ�У����Ǿ��ȵİ�����п����Χ��һ���������¶�ڼ�Һ�е�п�����棬�����˷�Ӧ���Ե㣬��˽������������ٶȣ���һ�������ڸ����ŵ�����ղ���Ϊ����п��п���м��������п������п���Էŵ練Ӧ��������У��Ӷ��ﵽ��������������Ŀ�ġ�ͼ5�ͱ�5��ʾΪ����п�ĺ���Խ�ࡢ�䰲ȫ����Խ�ã����о������ڵ����ܷ���ȴ�ή�͵�صķŵ��ѹ�����������Ӧ�ۺϿ������������о�������������п����Ϊп������0.8%ʱ���������õİ�ȫ�����ֲ���Ӱ��������ܡ�

ͼ5 п��������п�����Թ��ŵ簲ȫ���ܵ�Ӱ��
Fig.5 Influence of content of ZnO added in zinc gel on overdischarge safety performance
��5 п��������п�����Զ�·��ȫ���ܵ�Ӱ��
Table 5 Influence of content of ZnO added in zinc gel on short circuit safety performance
2.6 ��������ȵ�Ӱ��
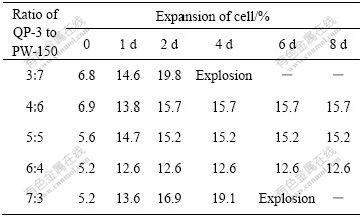
��������������п������Һ�����ã���������ʴ�������ã������ࡢ��������ȶԵ������Ӱ��ܴ�[13]�����о����þ۱�ϩ��PW-150�;۱�ϩ����QP-3��ͨ�����������������������п�����Ժͳ��ȣ��Եõ��������������������Ӧ�豸��п�ࡣʵ�鷢�֣�����ľ۱�ϩ���Ƶ���п����������Һ�ۼ���п���У����ӵ����ԲŨ������µ���ڶ�·����ʱ��������ŵ磬�����п�۴������࣬��·�������������ų��������±��ǡ����ٵľ۱�ϩ���Ƶ���п���ϡ��п�������̬�������е��Һ������������Ĥ������������ɵ��©Һ���Ӷ�����п��ȱ�ٵ��Һ���ŵ�ʱȱ�ٵ��Һ��п��δ������Ӧ����·������ʣ���п�����⣬���±��ǡ��۱�ϩ�������ʹп��ճ��̫������Ӧ��ʽ����������գ��۱�ϩ�������п��ճ��̫�ͣ����п������¶�ڼ�Һ�У����Ա�����¶�̶�Խ�ߣ�������Խ����˺��ʵ�����������������ǵ���п��Ĺؼ������о�������������������ȷ��Ϊп��������1%���������������(������)�Ե�ذ�ȫ���ܵ�Ӱ����ͼ6�ͱ�6��ʾ���ɼ����������۱�ϩ����QP-3�;۱�ϩ��PW-150����ȶԵ�ع��ŵ簲ȫ����Ӱ���С����δ���ֱ������Զ�·��ȫ����Ӱ�����������QP-3/PW-150���Ϊ3?7��7?3ʱ�����±��ǣ�QP-3/PW-150���Ϊ6?4ʱ��صİ�ȫ������á�

ͼ6 ��������ȶԹ��ŵ簲ȫ���ܵ�Ӱ��
Fig.6 Influence of binder ratio on overdischarge safety performance
��6 ��������ȶԶ�·��ȫ���ܵ�Ӱ��
Table 6 Influence of binder ratio on short circuit safety performance
2.7 ��ʴ��������Ӱ��
�о������������Ļ�ʴ��������������п���ڼ�Һ�е�������[14]�����о����õĻ�ʴ��Ϊ����������ʮ��������������ɵĸ��ϻ�ʴ����ʵ�鷢���������ʵĻ�ʴ���Ĵ��ڿ���������ߵ�صİ�ȫ���ܣ�����ʴ��������ʹ��ر��ǼӾ磬��ԭ������ǻ�ʴ������������û����Ľ�����δ���ȷֲ���п�۱��棬������п��ij���������Ӷ���������Ӿ硣��ʴ��������Ӱ����ͼ7�ͱ�7��ʾ���ɼ�������ʴ������Ϊп��������0.01%ʱ����صİ�ȫ������á�
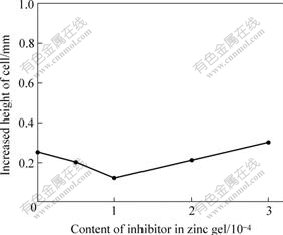
ͼ7 ��ʴ�������Թ��ŵ簲ȫ���ܵ�Ӱ��
Fig.7 Influence of inhibitor content on overdischarge safety performance
��7 ��ʴ�������Զ�·��ȫ���ܵ�Ӱ��
Table 7 Influence of inhibitor content on short circuit safety performance

3 ����
1) ��ʽ��ص���ѹ��ղ���Ϊ�������������������Ϊ0.9?1��KOH���ҺŨ��Ϊ43%�����Һ�е�����пŨ���Խӽ�����Ϊ�ã�ԼΪ7%��п��������п�ļ�����Ϊп��������0.8%~1.0%�����Һ����Ϊп������40%~42%��������ռп������1%�����о۱�ϩ������۱�ϩ���������Ϊ6?4����ʴ��Ϊп������0.01%��
2) �ڴ˹����������Ƶõ�����ʽ���̵�ض�·���Ժ�ը�����ŵ���Ժ�ߴ���β������涨���ߴ��0.12 mm��
REFERENCES
[1] �� ��������Ƽ������֥. ����п�̵�صļ�����������չDZ��[J]. ���, 1998, 28(6): 243-251.
XIA Xi, GUO Zai-ping, GAO Rui-zhi. Advanced technologies and development potentiality for alkaline Zn/MnO2 battery[J]. Battery Bimonthly, 1998, 28(6): 243-251.
[2] ��ƽ��. ��ʽ��ص���״�뷢չ����[J]. ��ع�ҵ, 2002, 7(3/4): 216-219.
XU Ping-guo. Status and development trend of button cell[J]. Chinese Battery Industry, 2002, 7(3/4): 216-219.
[3] ���ʺ�, ��ʤ��, �����, ������. ��ʽ��غ���������������Ľ���[J]. ��ع�ҵ, 2005, 10(3): 177-119.
GUO Ren-hong, WU Sheng-feng, HUANG Yu-bing, LIN Pei-yun. Investigation on mercury content in button batteries and the proposal of the limitation of mercury content[J]. Chinese Battery Industry, 2005, 10(3): 177-119.
[4] ������. ��ˮ������ť�͵��[P]. �й�ר�� ZL 01234722.1��2002-10-02.
HE Yong-ji. Mercury-free alkaline coin cell[P]. CN ZL 01234722.1, 2002-10-02.
[5] SN/T 1413-2004. ������ԭ��ذ�ȫ���鷽��[S].
SN/T 1413-2004. Safety inspection of the import and export primary batteries[S].
[6] IEC 60086-2: 2001. Part 2: Physical and electrical specifications, MOD[S].
[7] С������. ���������ֲ�[M]. �� ������. �ɶ�: �Ĵ��Ƽ�������, 1994.
Kozawa A. Handbook of manganese dioxide[M]. XIA Xi, transl. Chengdu: Sichuan Science and Technology Press, 1994.
[8] �� ��. �������̵�صĹ�ȥ�����ں�δ��[J]. ��Դ����, 1996, 20(2): 78-81.
XIA Xi. Past, present, and future of MnO2 batteries[J]. Chinese Journal of Power Sources, 1996, 20(2): 78-81.
[9] Randell C F. Alkaline electrochemical cells[P]. WO 01/99214, 2001-12-27.
[10] Ravindran V, Muralidharan V S. Cathodic processes on zinc in alkaline zincate solutions[J]. J Power Sources, 1995, 55(2): 237-241.
[11] �����j, ���º�, ������. ��ѧ��Դ-���ԭ�������켼��[M]. ��ɳ: ���ϴ�ѧ������, 2003: 93.
GUO Bing-kung, LI Xin-hai, YANG Song-qing. Chemical power sources��theory and manufacture technology of batteries[M]. Changsha: Central South University Press, 2003: 93.
[12] Sato Y, Takahashi M, Asakura H, Yoshida T. Gas evolution behavior of Zn alloy powder in KOH solution[J]. J Power Sources, 1992, 38(3): 317-325.
[13] ������, ������, �����, ��ƽ��. �۱�ϩ�ἰ�������ڼ���п�̵���е�Ӧ��[J]. ���, 2002, 32(4): 220-222.
WANG Jin-liang, MA Kou-xiang, YU Cui-lan, XU Ping-guo. Use of polyacrylic acid and polyacrylate sodium in alkaline Zn/MnO2 battery[J]. Battery Bimonthly, 2002, 32(4): 220-222.
[14] Yano M, Fujitani S, Nishio K, Akai Y, Kurimura M. Effect of additives in zinc alloy powder on suppressing hydrogen evolution[J]. J Power Sources, 1998, 74(1): 129-134.
�ո����ڣ�2006-09-11�������ڣ�2006-12-08
ͨѶ���ߣ����º�, ����; �绰: 0731-8836633; E-mail: xhli@mail.csu.edu.cn
(�༭������ƽ)

