稀有金属 2005,(06),832-836 DOI:10.13373/j.cnki.cjrm.2005.06.008
超声雾化Sn-Pb焊锡粉的组织特征及其抗氧化性能
卢彩涛 胡强 贺会军 徐骏 石力开
北京有色金属研究总院国家有色金属复合材料工程技术研究中心,北京有色金属研究总院国家有色金属复合材料工程技术研究中心,北京有色金属研究总院国家有色金属复合材料工程技术研究中心,北京有色金属研究总院国家有色金属复合材料工程技术研究中心,北京有色金属研究总院国家有色金属复合材料工程技术研究中心,北京有色金属研究总院国家有色金属复合材料工程技术研究中心 北京100088,北京100088,北京100088,北京100088,北京100088,北京100088
摘 要:
采用定氧仪、扫描电镜和俄歇表面谱仪研究了超声雾化制备的Sn-Pb焊粉的氧化速率、组织与形貌特征, 并与离心雾化焊粉进行了对比。结果表明:超声雾化法制备的粉末形貌和球形度明显优于离心雾化, 但在大气中放置粉末的增氧速度较快。显微组织对比发现超声雾化制备的粉末组织晶粒细小、两相分布更加均匀;俄歇分析表明超声雾化粉末表面Pb出现一定程度的富集;高频振动和快冷促进了粉末组织的细化, 表面富铅、晶界和相界数量增加是造成焊锡粉室温抗氧化性不足的主要原因。
关键词:
焊锡粉 ;超声雾化 ;抗氧化性能 ;
中图分类号: TG42
收稿日期: 2005-06-01
基金: 国家“863”计划资助项目 (2002AA331140);
Microstructure Characteristics and Oxidation Resistance of Sn-Pb Solder Powder Fabricated by Ultrasonic Atomization
Abstract:
The oxidation rate, microstructure and particle characteristics of Sn-Pb alloy solder powder fabricated by ultrasonic atomization and centrifugal atomization methods were examined.The results show that the appearance and sphericity degree for ultrasonic atomized powder is superior to centrifugal atomized powder, but the oxidation resistance is not enough.SEM observation shows that the microstructure of ultrasonic atomized powder is fine and uniform in distribution.The AES element analyzing indicates that Pb is rich in powder surface comparatively in ultrasonic atomization.High frequency vibration and fast solidification promote the formation of fine microstructure.Three factors including Pb rich in surface, the increasing in grain boundaries and phase boundaries were the main reasons to explain the oxidation mechanism.
Keyword:
solder powder;ultrasonic atomization;oxidation resistance;
Received: 2005-06-01
金属与合金粉末作为一类重要的工业原料, 目前已广泛地应用于冶金、 机械、 材料、 电子等行业。 随着各种功能金属粉末应用的出现, 对粉末的质量与性能要求也不断提高, 进而推动粉末制备技术的更新换代
[1 ]
。 通常在选择雾化工艺时制粉效率、 粉末粒度和形貌是首要的考虑因素, 但粉末的成分均匀性、 抗氧化性等性能也不容忽视
[2 ]
, 以电子表面贴装为例, 作为焊膏主体成分的焊粉, 如果粉末颗粒表面氧化程度过高, 焊料间就不会形成合体, 回流焊易形成很小的焊料球, 焊料球的产生会引起电路短路, 严重时导致电路板作废, 从而影响焊接质量
[3 ]
。 所以粉末的抗氧化性是焊粉生产者和电子封装用户极为关注的一个重要指标, 氧化性的好坏直接影响到焊粉保存条件和保质期的长短
[4 ]
。 目前除了从成分上进行微调之外, 更多的是采取化学缓蚀剂进行表面处理, 以及采用真空封装、 惰性气体保护等措施
[5 ]
。 而不同工艺条件下制备的粉末抗氧化性能的差异尚未引起人们的重视, 本文针对焊粉在实际存储过程中存在的增氧问题进行了对比分析, 并对试验结果进行了分析和总结, 在此基础上提出了为改善焊粉抗氧化性工艺上所应采取的相应对策。
1 试验材料及方法
实验用3# Sn-Pb焊粉分别采用超声雾化
[6 ]
和离心雾化方法制备 (工艺参数略) , 其中离心雾化焊粉为日本某公司产品, 焊粉的名义成分为Sn63Pb37; 筛分得到的3# Sn-Pb焊粉在真空状态下封装保存, 每次取样后粉末袋都及时进行真空封装, 以考察实际存放条件下粉末的增氧规律。
采取标准筛法测定了两种试验粉末的粒度分布; 利用氮氧分析仪跟踪测定了存放不同时间后粉末的氧含量; 通过俄歇电子谱 (AES) 对存放30天后的粉末表面进行化学成分分析, 并且利用扫描电镜对粉末形貌及剖面组织进行了观察, 同时利用能谱探针 (EDS) 进行了微区成分分析。
2 结果与分析
2.1 粉末的粒度分布对比
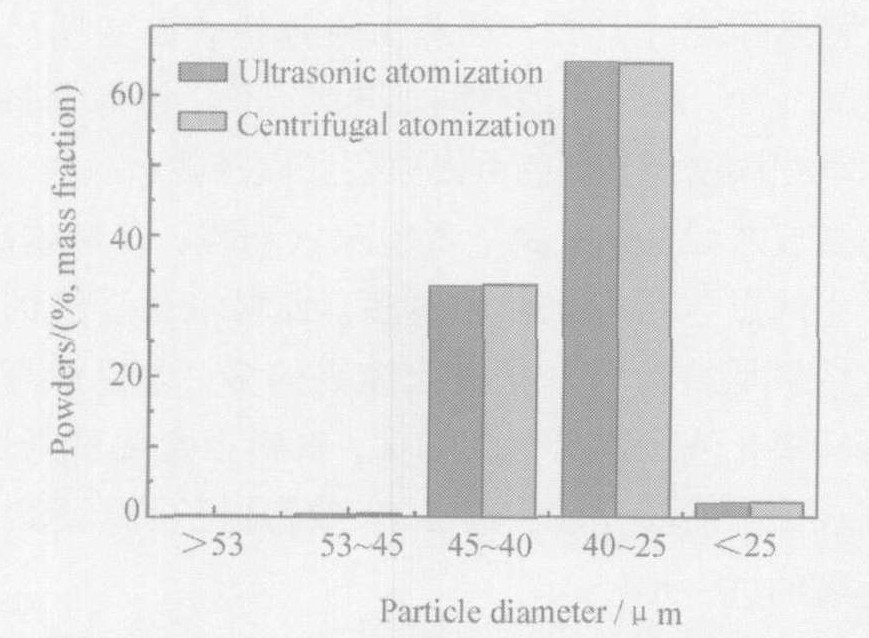
图1为两种标准3# Sn63Pb37焊粉的粒度分布统计结果, 可以看出符合粒径标准的粉末占总量的97%以上, 即漏筛率低于3%。 从尺寸分布来看, 两种工艺制备的3# 焊粉粉末在粒度分布比例上基本相同, 其中25~40 μm粒度区间的粉末占65%左右, 而40~45 μm则占33%左右, 两种粉末中超标的细粉比例均在2%以下。
2.2 粉末的氧化速度测定
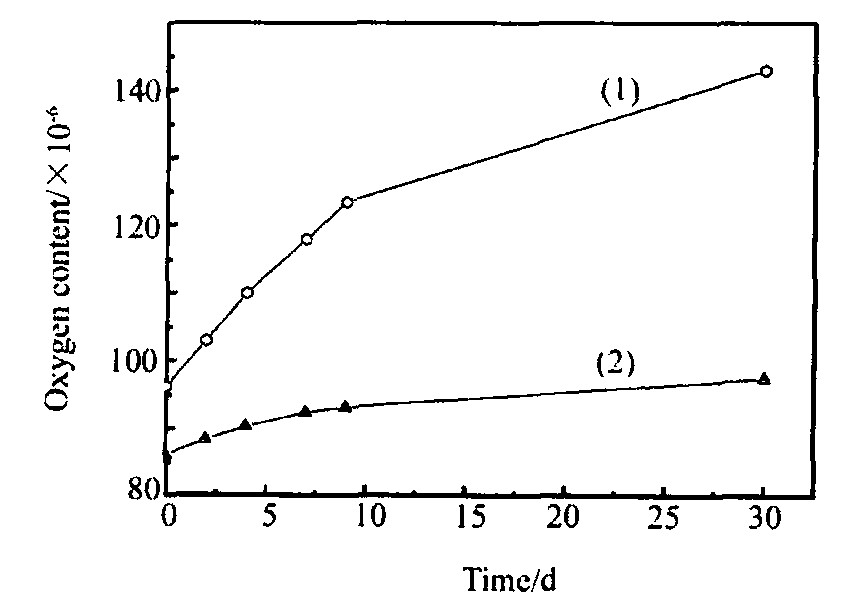
图2为Sn-Pn焊粉氧含量随时间的变化规律, 从图中的氧含量变化曲线可以看出, 超声雾化制备的Sn-Pb粉末氧化速度明显偏高, 放置10天粉末氧含量便增加到124×10-6 , 致使相同情况下超声雾化制备的焊粉保质期缩短, 与离心雾化粉末生产的粉末存放期相差一倍以上。
2.3 粉末的形貌与组织观察
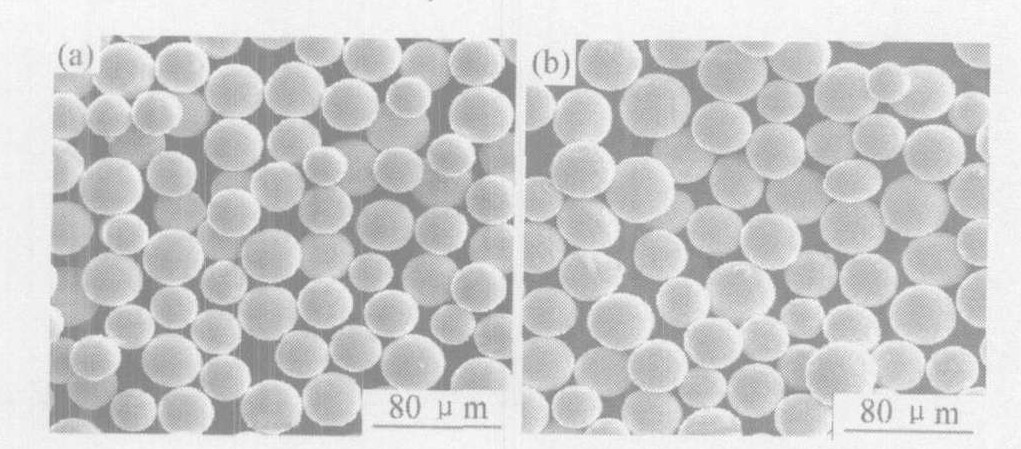
电镜下观察发现离心雾化工艺制备的焊粉非球形比例较高, 而超声雾化工艺生产的粉末球形度较好, 见图3。 这与其制备工艺有关。
图1 实验用两种3#焊粉的粒度分布Fig.1 Particle size distribution of two 3# solder powders
图2 焊粉的氧含量随时间的变化规律 (1) 超声雾化制备的焊粉; (2) 离心雾化粉末Fig.2 Increasing extent of oxygen content of solder powders after different days
图3 焊粉颗粒形貌 (a) 超声雾化粉末; (b) 离心雾化粉末Fig.3 SEM morphology of solder powder particles
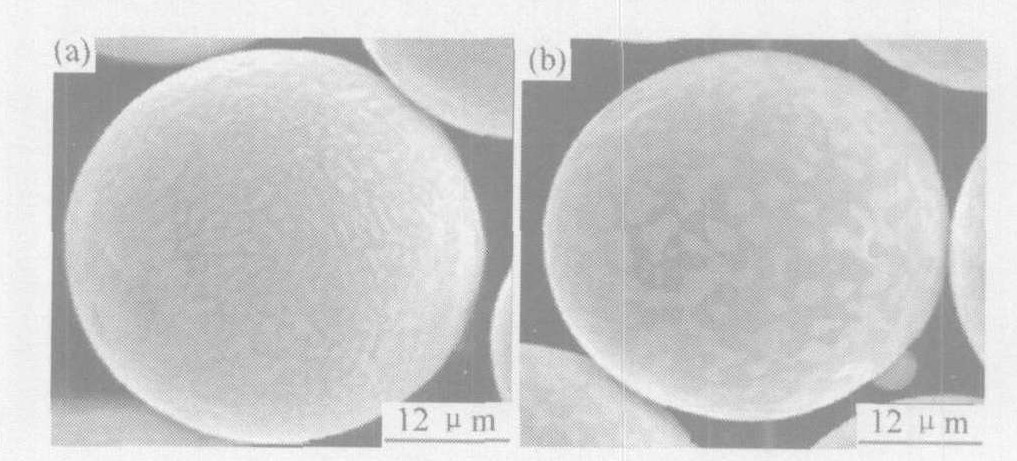
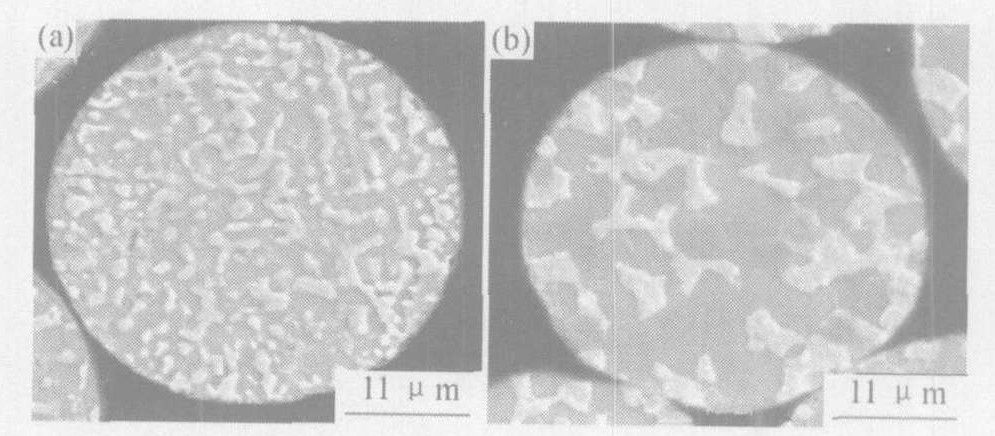
由于Sn-Pb合金组织中富Sn相和富Pb相颜色对比度较大, 所以从粉体表面可以清楚呈现组织分布情况 (图4) , 与离心雾化焊粉相比, 超声雾化Sn-Pb焊粉的组织非常细小, 反映出二者在冷却速度和先析出相结晶核心数量上的显著差异。 为了进一步确定白色和灰暗区域的组织类型 (图5) , 利用能谱对不同区域进行了微区成分分析, 结果见表1, 结果证实组织中白色区域为富Pb相, 灰暗色区域为富Sn相, 这与相关文献的描述一致。
Sn63Pb37为典型的共晶成分合金, 凝固组织上也显现明显的共晶组织特征, 但在共晶组织中, 通常情况下其中一相作为领先相首先析出, 在Sn-Pb共晶成分及其附近、 富Pb相作为先析出相率先析出, 随后富Sn相生成, 两相共同生长。 冷却速度快、 熔体纯净度低及熔体波动等均会导致先析
图4 焊粉颗粒形貌 (a) 超声雾化粉末; (b) 离心雾化粉末Fig.4 SEM morphology of single solder powder particles
图5 焊粉剖面显微组织 (a) 超声雾化粉末; (b) 离心雾化粉末Fig.5 Section microstructure of solder powder particles
表1 微区成分分析结果 (%, 质量分数) Table 1 Composition analysis of microregion
粉末制备方法
测定区域
Sn
Pb
超声雾化
灰色
93.49
6.51
白色
67.67
32.33
离心雾化
灰色
83.48
16.52
白色
64.60
35.40
出相数量的增加, 超声雾声焊粉的组织特征表现为富Pb相数量多, 造成粉体表面的富Pb相数量增加及其在表面所占面积比例高于离心雾化工艺制备的焊粉。
2.4 粉末的表面成分俄歇分析
粉末化学成分分析结果表明, 两种样品成分基本相同, 超声雾化和离心雾化粉的成分分别为Sn62.44Pb37.56和Sn62.09Pb37.91。
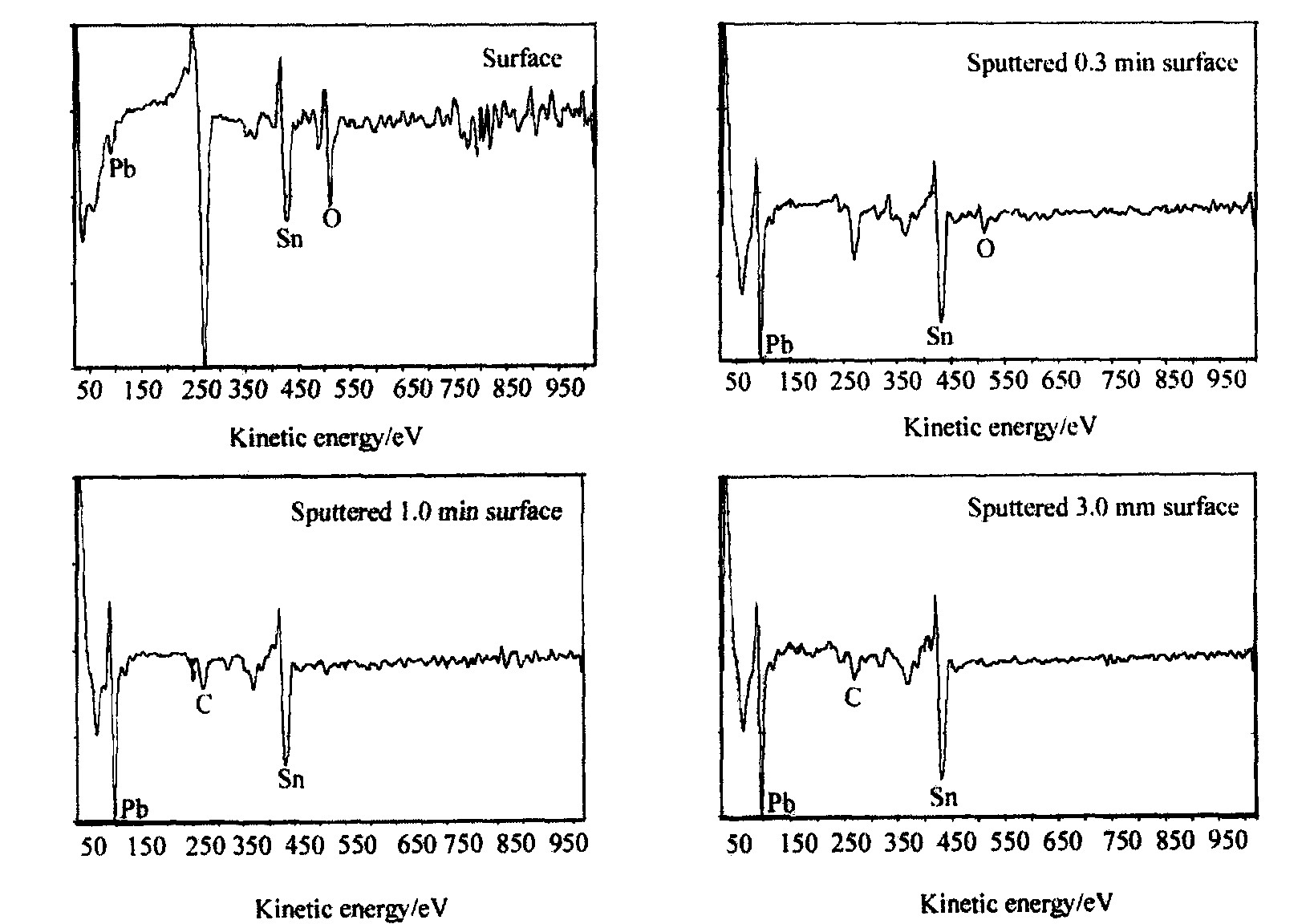
利用俄歇探针分析了粉末样品的表面成分及其沿深度的变化, 图6显示的是超声雾化制备的焊粉颗粒表面及刻蚀不同时间的AES谱, 对比发现两种不同技术制备的粉末表面层所含元素相同, 均为Sn, Pb, C, O, 其中C, O微量故略去计超声雾化工艺制备的粉末颗粒表面成分为Sn61%, Pb39%; 而离心雾化制备的粉末表面成分为Sn73%, Pb27%; 溅射不同时间后所含元素种类不变, 仍为Sn, Pb, C, O, 其中Sn, Pb含量虽有变化, 但分析值基本在Sn70Pb30上下波动, 且变化趋势基本相同。
俄歇分析结果表明, 与离心工艺制备的焊粉比较, 超声雾化粉末表面Pb出现一定程度的富集。
2.5 富 Sn相与富 Pb相的抗氧化能力分析
富Sn相与富Pb相的氧化速率可从Sn, Pb氧化物特征及熔融态Sn-Pb合金氧化渣构成两方面进行分析
[7 ]
, 首先依据氧化物与单质元素的体积比, SnO2 /Sn大于PbO/Pb, 说明相对而言, SnO2 氧化物更致密, 钝化能力相对较强; 其次是根据不同Sn含量的熔融态Sn-Pb合金钎料表面颜色变化的快慢来作定性判断, 液态锡铅钎料表面初期呈现金属光泽, 经过一段时间加热氧化后, 液态钎料表面氧化膜增厚, 颜色由银白色变成轻微金黄色, 继而变成灰黑色, 表面呈现粉末状颗粒, 含铅越高, 产生的黑色粉末状颗粒越多。 钎料氧化后渣的称重结果是纯铅的氧化渣比纯锡的多, 含铅量高的钎料氧化渣比含铅量低的多, 钎料中含锡量降低, 在表面不能形成足够的SnO2 致密保护膜, 难以阻止氧的进一步侵入。
Sn-Pb合金熔体的氧化渣物相分析结果表明: 随着含锡量的降低, PbO所占比例增加, 而致密的SnO2 含量减少。 渣中含铅量高于基体合金成分, 而含锡量则大大低于基体成分。
图6 超声雾化焊粉颗粒表面及刻蚀不同时间的AES谱Fig.6 AES spectra of particle surface of solder powder after different etching time
表2 钎料氧化后渣的重量比较 (%, 质量分数) Table 2 Sediment weight of solders after oxidation
钎料成分
340 ℃
380 ℃
Sn
0.8909
1.4468
Sn30Pb70
1.0012
1.9949
Sn15Pb85
1.2523
2.2423
Pb
2.1033
3.3452
3 讨 论
无论是超声雾化还是离心雾化, 液滴在激起后飞行过程中的冷却都可以归结为快速凝固过程, 由于液滴尺寸很小, 所以冷却速度极快, 从微区成分分析结果可以看出, Pb在β-Sn中的固溶度远远高出2.5%的平衡固溶度, 而且对比发现离心雾化粉末中Pb在β-Sn中的固溶度更高, 意味着试验用焊粉离心雾化过程中的冷却速度大于超声雾化的冷却速度; 那么为什么超声雾化粉末组织比较细小, 笔者分析认为是由于雾化过程的不同所造成, 同时还与熔体过热度控制高低有关, 如果过热度偏低, 液膜在振动表面铺展的过程中凝固已经开始进行, 凝固核心或枝晶在高频超声能量的作用下出现破碎, 熔体中的核心数量会显著提高, 其效果是促进了粉末组织的细化。
从改善力学性能和合金物理性能方面考虑, 获得细晶组织是人们所期望的, 但本文的分析结果却发现细晶组织降低了Sn-Pb焊料的室温抗氧化性能, 即表现为晶粒尺寸副效应, 其原因可以归因于Sn-Pb合金本身独特的氧化规律, 正如前面所提到的β-Sn和α-Pb相的氧化膜组成和结构, 相比较而言β-Sn相的氧化膜更容易钝化而阻止氧化的进一步深入。 组织细化带来表面晶界和相界数量的大幅度增加, 因为晶界 (或相界) 扩散系数比体扩散系数大数10倍, 所以晶界和相界往往成为氧向内部短路扩散的通道, 使得氧化程度不断加深
[8 ]
。 另外从电化学腐蚀因素考虑, 两相数量的增加意味着原电池数量的增加, 同样可能会削弱粉末材料的抗电化学腐蚀性能。
俄歇表面分析结果表明超声雾化粉末表面铅含量相对偏高, 这可能是由于其组织细小, 两相的分布更为均匀, 测试数据更确切地反映出微区的平均成分, 而离心雾化粉末组织粗大, 成分测试结果的离散性随之增大。 对于Sn-Pb共晶合金, 熔点高的α-Pb相作为领先相析出, 由于温度梯度的存在, 所以从数量上来说表面层铅析出数量多, 成分分析结果必然富铅。
4 结 论
1. 超声雾化制备的Sn-Pb焊粉抗氧化能力不足的原因归咎于组织中先析出相富Pb相数量较多, 富Pb相数量增加的结果造成粉体表面Pb相对富集, 由于Pb在空气中形成的PbO致密性相对较差, 难以阻止氧的进一步渗入, 导致其在空气中的氧化程度增加。
2. 晶界和相界往往是氧向内部扩散的通道, 使金属的氧化由表面向内部延伸, 超声振动对枝晶的破碎作用促进了细晶组织的形成, 晶界和相界数量的增加也在一定程度上恶化了粉末在空气中的抗氧化能力。
3. 适当提高焊粉超声雾化过程中的熔体过热度; 提高雾化室温度, 降低粉体的凝固速度; 加强熔融钎料的精炼处理, 强化真空、 惰性气体保护下的熔化操作, 尽量减少返回料的加入量, 以上措施对粗化Sn-Pb焊粉组织, 提高焊粉抗氧化性会产生积极的效果。
参考文献
[1] 杨福宝, 张富文, 徐骏, 等.微细金属粉末超声波振动雾化技术的发展现状[J].材料导报, 2005, 19 (8) :87.
[2] Nadkarni Anil V, Cowan Gary L, Garrard Aida V, et al.Powdermetal pastes for brazing and soldering application[J].Int.PowderMetall., 2001, 7 (37) :55.
[3] 李力宏.焊膏及因素对焊接质量的影响[J].电子工艺技术, 1996, 17 (4) :28.
[4] 卢彩涛, 郭宏, 马自立, 等.焊锡粉品质对回流焊时焊料球产生的影响[J].中国稀土学报, 2003, 21:102.
[5] 潘辉英, 董荷花.Pb-Sn合金镀浴表面的熔盐防氧化剂[J].腐蚀与防护, 1994, (3) :143.
[6] 张曙光, 杨必成, 杨博, 等.新型超声雾化技术制备球形金属粉末[J].金属学报, 2002, 38 (8) :888.
[7] 邱小明, 张莉, 李世权, 等.合金元素对含稀土低锡钎料抗氧化性和润湿性的影响[J].吉林工业大学学报, 1997, 27 (2) :87.
[8] 李铁藩编著.金属高温氧化和热腐蚀[M].化学工业出版社, 2003.18.