DOI:10.19476/j.ysxb.1004.0609.2019.07.03
工业纯铝等通道球形转角挤压数值模拟与实验研究
王晓溪1,张 翔2, 3,张 磊1,金旭晨1,韩颢源1
(1. 徐州工程学院 机电工程学院,徐州 221018;
2. 中国矿业大学 机电工程学院,徐州221116;
3. 高端工程机械智能制造国家重点实验室,徐州 221004)
摘 要:为提高传统ECAE工艺的挤压效率和变形效果,提出一种具有“球形分流”结构的新型等通道球形转角挤压工艺。采用DEFORM-3D有限元软件对工业纯铝ECAE-SC变形过程进行模拟,研究金属流动、挤压载荷、等效应变以及平均应力的分布及变化规律;在自行设计的ECAE-SC模具上成功实现工业纯铝室温单道次连续变形,对变形组织进行了EBSD分析和显微硬度测试。结果表明:ECAE-SC模具外角处球状圆弧的平滑过渡有效改善底部金属流动性,坯料经球形转角依次发生剪切、膨胀和挤压等3种不同形式的复合变形,挤压载荷表现出“急剧上升-缓慢增加-稳定变形”的变化趋势;1道次ECAE-SC变形后,坯料内部平均累积塑性应变高达3.07,沿长度方向形成1个近似平行四边形的稳定应变区,变形均匀性良好;工业纯铝坯料经室温1道次ECAE-SC变形后,外形完整、表面光滑、宏观无裂纹;材料内部形成大量细长的剪切变形带,晶粒破碎和细化现象明显,平均显微硬度大幅提高,由初始36.6 HV增加至58.7 HV。
关键词:等通道球形转角挤压;球形分流;有限元分析;变形行为;显微组织;力学性能
文章编号:1004-0609(2019)-07-1360-07 中图分类号:TG376 文献标志码:A
飞速发展的科学技术对高性能金属结构材料提出了更加苛刻的要求。细化晶粒是提高材料综合性能的一种重要手段。超细晶材料[1-2](包括晶粒平均尺寸介于100~1000 nm的亚微米晶以及100 nm以下的纳米晶)因其具有优异的力学性能、良好的加工成形性能以及许多不同寻常的物理和化学性能,近年来在航空航天、国防工业、交通运输、机械电子、生物医学等领域得到了广泛应用,成为国内外材料学者研究的热点。
等通道转角挤压(Equal channel angle extrusion, ECAE)[3-4]是一种基于纯剪切变形理论的典型剧烈塑性变形(Severe plastic deformation, SPD)方法,它在一定条件下能将三维尺寸较大的材料细化至亚微米级水平,具有模具结构简单、不改变材料的径向尺寸的情况下(使得重复变形成为可能)获得很大的变形、工艺应用潜力大等优点。然而,由于该工艺单道次细化晶粒的能力有限[5-6],多道次变形过程不连续[7],导致挤压效率低下,无法适应大规模工业化生产。此外,单道次ECAE变形后,坯料变形均匀性不高,横截面上常出现应变层化现象[8],且制备材料有效尺寸十分有限,使得该工艺进一步的发展和应用受到了限制。
因此,本文将“球形分流”的思想[9]引入传统ECAE工艺,提出一种新型复合剧烈塑性变形技术 ―― 等通道球形转角挤压(Equal channel angular extrusion with spherical cavity, ECAE-SC)。采用DEFORM-3D有限元软件对工业纯铝室温ECAE-SC变形过程进行模拟,深入研究了材料内部金属流动、挤压载荷、等效应变以及平均应力的分布及变化规律。在此基础上,开展了单道次ECAE-SC工艺实验研究,对变形组织进行EBSD分析和显微硬度测试,旨在为超细晶材料制备技术的开发与应用提供一种新思路。
1 ECAE-SC工艺变形原理
ECAE-SC是在传统ECAE工艺基础上发展起来的一种新型复合SPD技术,变形原理如图1所示。该工艺对传统ECAE模具结构进行优化和改进,在“L”型通道的转角部位增设一处直径大于模具通道尺寸的球形空腔。坯料从竖直通道放入,在冲头压力P的作用下,经球形转角依次发生剪切、膨胀、挤压等多种形式的变形,最终从水平通道被挤出,真正实现了单道次条件下坯料“一次挤压、多种工艺、连续变形”的复合成形效果,挤压效率大幅提高。由于变形前后坯料的截面形状和尺寸不发生变化,因此在材料塑性允许的前提下,可通过反复多道次变形以累积更大的塑性应变,进而获得细小均匀的组织和优异的性能。
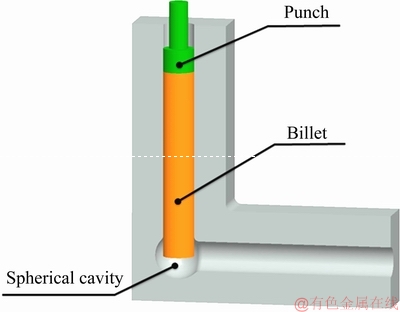
图1 ECAE-SC工艺原理示意图
Fig. 1 Schematic illustration of ECAE-SC process
2 ECAEE-SC工艺有限元模拟
2.1 模拟参数设置
基于DEFORM-3D有限元分析软件,采用刚塑性有限元法对ECAE-SC变形过程进行三维数值模拟。挤压材料选用程序自带的工业纯铝(Al 1100),坯料尺寸为d 15 mm×90 mm,温度设定为常温(20 ℃)。模具和冲头定义为刚体,坯料为刚塑性体。ECAE-SC模具通道为圆形截面,挤压通道直径为d 15 mm,球形转角处空腔直径为d 23 mm,两通道夹角为90°。为了观察塑性流动,采用软件自带的四节点四面体等参单元对坯料进行离散,网格数目为30000。坯料与模具之间采用剪切摩擦模型,摩擦因数为0.12,挤压速度为1 mm/s。模拟过程中,软件自动对剧烈塑性变形后的畸变网格进行重划分,以保证模拟运算的精度。
2.2 变形过程分析
图2和3所示分别为ECAE-SC工艺下变形坯料网格的变化及挤压载荷-位移曲线。从图中可以看出,单道次ECAE-SC变形过程中,挤压载荷的变化大致可分为3个阶段:
1) 急剧上升阶段Ⅰ:挤压初始阶段,在冲头压力P的作用下,坯料逐渐与通道内壁相接触,金属开始不断充填球形空腔,在球形转角处发生剧烈塑性剪切变形。此时,转角处坯料的网格尺寸得到迅速细化,表现出明显的剪切变形特征,挤压载荷急剧上升。ECAE-SC模具外角处球状圆弧的结构设计,有效改善了坯料底部金属的流动性,材料在转角处过渡平滑,与模具内壁实现紧密贴合,未出现传统ECAE变形的挤压“死区”。
2) 缓慢增加阶段Ⅱ:随着冲头继续下压,靠近坯料头部的材料逐渐被挤出球形转角,开始发生减径挤压变形,塑性应变累积量进一步增大。此时,由于球形空腔出口处截面尺寸急剧减小,模具内部产生了强烈的反向“背压”作用[10],坯料处于理想的三向压应力状态,径向变形更加剧烈,网格尺寸更加细小。该阶段坯料内部产生了明显的加工硬化现象,变形越来越困难,挤压载荷缓慢增加。由于坯料与模具之间存在摩擦,靠近表面的金属流动阻力增大,导致表面与心部金属流速存在差异,坯料挤出后头部出现了翘曲现象[11]。
3) 趋于稳定阶段Ⅲ:随着挤压的进行,竖直通道内的坯料不断减少,金属整体连续、平稳地向前流动,依次经过球形转角,发生剪切、膨胀、挤压等多种形式的复合变形,挤出坯料网格细小且均匀。由于摩擦力不断降低,该阶段挤压载荷略有下降,但基本维持在一个相对稳定的数值,大小约为52.5 kN。

图2 ECAE-SC变形过程中坯料网格分布图
Fig. 2 Mesh distribution during ECAE-SC process

图3 ECAE-SC工艺下坯料的载荷-位移曲线
Fig. 3 Load-displacement curve during ECAE-SC process
2.3 等效应变分析
图4所示为1道次ECAE-SC变形后,完全变形坯料(坯料1)内部中心纵截面的等效应变分布云图。由图4可以看出,挤压结束后,坯料除头部因未发生剪切变形应变量很小,尾部由于严重畸变呈楔形导致应变急剧升高之外,其内部整体应变分布较为均匀,沿长度方向形成了1个近似平行四边形的高应变区域。这是由于在球形转角部位,坯料受到剧烈塑性剪切,且球形空腔直径较大,坯料在充填转角过程中膨胀变形,随后发生减径挤压,被挤入水平通道,恢复初始截面尺寸。在上述多种不同形式变形的复合作用下,内部累积塑性应变量大幅提高。同时,水平通道“减径”所提供的反向“背压”作用有效提高了坯料的径向变形能力,材料内部静水压力较高,塑性应变累积效果十分明显,应变分布也逐渐趋于均匀。
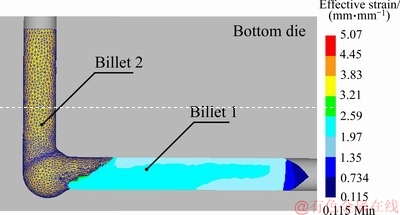
图4 ECAE-SC变形后坯料内部中心纵截面等效应变分布云图(坯料1)
Fig. 4 Effective plastic strain distribution contours in longitudinal direction (pressing direction) of billet processed by ECAE-SC (billet 1)
为进一步研究工业纯铝ECAE-SC变形的等效应变分布规律,在坯料中心横截面上沿高度方向均匀选取一系列跟踪点进行定量研究,其结果如图5所示。由图5可以看出,单道次ECAE-SC变形后,坯料内部累积了大量的塑性应变,平均等效应变值高达3.07,远高于相同挤压条件下ECAE变形的(单道次应变累积量约为1.048)[12]。仔细观察还可以发现,坯料心部等效应变值最大,靠近上下表面部位等效应变值相对较低,应变不均匀性系数为0.10,表现出良好的变形均匀性。这一结果表明,新型ECAE-SC工艺在大幅提高坯料变形效率的同时,还能有效其改善变形均匀性,是一种较为理想的复合剧烈塑性变形方法。
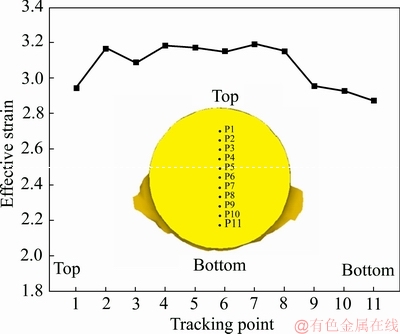
图5 ECAE-SC变形后坯料中心横截面上的等效应变分布
Fig. 5 Effective strain distributions through transverse direction (cross-section) of billet processed by ECAE-SC
2.4 平均应力分析
图6所示为ECAE-SC稳定变形阶段坯料中心纵截面的平均应力分布云图。由图6可知,ECAE-SC变形过程中,坯料内部基本处于理想的压应力状态,越靠近球形转角部位,材料内部压应力值越大,从而为坯料的复合剧烈塑性变形创造了有利条件。随着挤压的进行,当坯料被挤入水平通道后,靠近上下表面的金属逐渐由压应力状态转变成了拉应力状态,这也是实际挤压过程中坯料表面容易出现裂纹和发生破坏的主要原因。
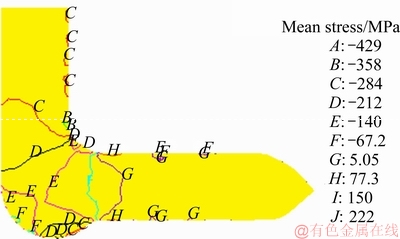
图6 ECAE-SC变形坯料的平均应力分布云图
Fig. 6 Mean stress distribution in processed billet during ECAE-SC process
3 工业纯铝ECAE-SC挤压实验
采用YD32G-100型四柱液压机,在自行设计的ECAE-SC模具上对工业纯铝1060进行室温单道次挤压变形。模具实际通道尺寸与前述有限元模拟设置完全相同,模具材料为H13钢。坯料尺寸为d 15 mm×80 mm,挤压速度约为1 mm/s。ECAE-SC变形前,在坯料表面和模具通道内壁均匀涂抹MoS2润滑剂,以减小摩擦对变形带来的不利影响。
图7所示为工业纯铝坯料在ECAE-SC模具中的变形实物图。由图7可以看出,ECAE-SC变形过程中,工业纯铝坯料在模具内变形连续,球形转角处过渡圆滑,金属在模具型腔内充填良好,坯料与模具贴合紧密,挤出坯料外形完整,表面光滑无裂纹。由于坯料与模具通道间存在摩擦,使得坯料上下表面金属流动的速度与心部存在差异,因此,挤出后头部出现了翘曲现象,这与图2所示的有限元模拟结果相吻合。
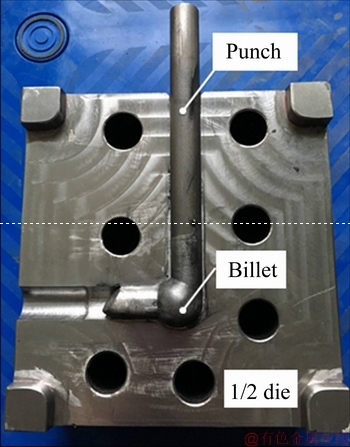
图7 ECAE-SC模具中工业纯铝坯料的变形实物图
Fig. 7 Appearance of deformation of commercially pure aluminum billet in ECAE-SC die
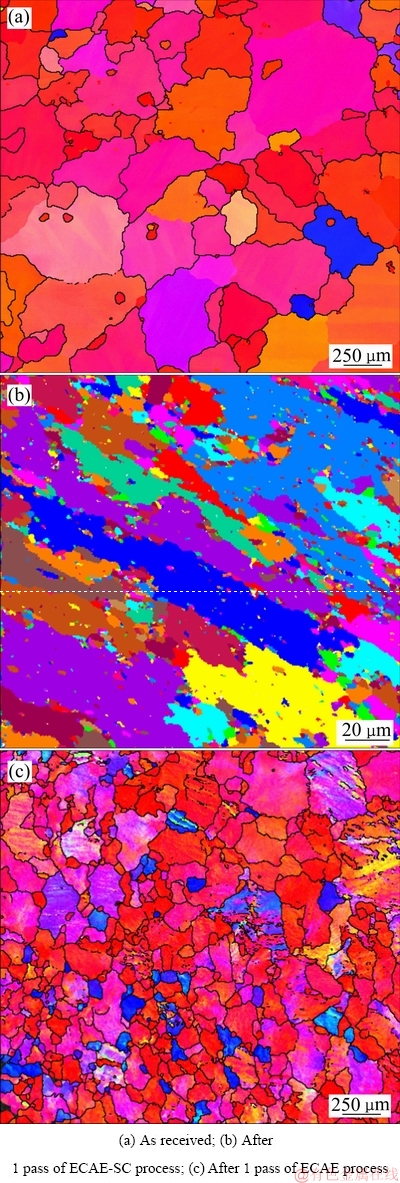
图8 不同条件下工业纯铝组织的EBSD晶粒图
Fig. 8 EBSD based grain maps of commercially pure aluminum under different conditions
为进一步验证新型ECAE-SC工艺的变形效果,在相同的挤压条件下对工业纯铝1060进行了1道次室温ECAE变形,并对两种工艺下挤出材料的变形组织进行了EBSD分析和显微硬度测试,结果分别图8和9所示。
图8所示为工业纯铝在不同条件下组织的EBSD晶粒图。从图8中可以看出,原始铸态组织十分粗大,晶粒尺寸大小不一,基本呈等轴状分布,如图8(a)所示。在ECAE-SC工艺剧烈塑性剪切、膨胀变形和减径挤压的复合作用下,1道次变形后,原始粗大晶粒被拉长呈条带状(与挤压方向约呈45°),材料内部形成了大量近似平行的条带状及不规则形状组织,晶粒发生了明显的破碎和细化。剪切变形带的宽度约为20~40 mm,大量拉长的条带状剪切带相互交割[14-15],在这些变形带之间还分布着众多亚微米级的细小晶粒,如图8(b)所示。而传统1道次ECAE挤压后,由于材料只在模具转角处发生近似纯剪切变形,变形程度较小,且单道次变形不均匀,虽然组织得到一定程度的细化,但剪切变形特征并不明显,只有少量沿剪切带方向略微拉长的粗大晶粒,局部区域仍存在基本未发生塑性变形的晶粒,如图8(c)所示。
图9所示为不同条件下工业纯铝坯料横截面上的显微硬度变化情况。由图9可以看出,ECAE-SC变形后材料力学性能得到显著改善,显微硬度平均值由初始36.6 HV增加至58.7 HV,相对于原始粗晶态和传统ECAE挤压态分别提高了60.4%和11.2%。这是由于ECAE-SC变形过程中,随着累积塑性应变量的不断增加,材料内部位错密度增大,存在位错胞、位错墙和亚晶等变形缺陷。晶粒的不断细化导致组织内部晶界数目增多,对位错运动起到了阻碍作用,位错运动更加困难,大量位错在晶界处产生塞积,造成局部应力[16],进而表现出材料显微硬度值大幅增加。

图9 不同条件下工业纯铝坯料横截面平均显微硬度
Fig. 9 Average values of microhardness recorded on cross- sectional planes for commercially pure aluminum billet under different conditions
上述实验结果表明,由于ECAE-SC模具转角处存在球形空腔这一特殊结构设计,除为材料提供了近似纯剪切塑性变形外,还起到了“球形分流”和“膨胀挤压”作用。因此,与传统ECAE变形相比,ECAE-SC工艺挤压效率更高,坯料的变形更加剧烈和充分,晶粒细化和材料强化效果更好。
4 结论
1) ECAE-SC模具外角处球状圆弧的过渡作用有效改善了底部金属流动性,坯料在ECAE-SC工艺下变形连续,经球形转角依次发生剪切、膨胀和挤压等3种不同形式的复合变形,挤压载荷呈现“急剧上升-缓慢增加-稳定变形”的变化趋势。
2) ECAE-SC变形过程中,坯料内部基本处于理想的三向压应力状态。1道次变形后,坯料内部沿长度方向形成了1个近似平行四边形的高应变区,平均等效应变高达3.07;横截面上各处等效应变相差不大,应变不均匀性系数仅为0.10,表现出良好的变形均匀性。
3) 新型ECAE-SC工艺能够有效提高坯料的变形效率和挤压效果。工业纯铝经室温单道次ECAE-SC变形后,坯料外形完整,表面光滑无裂纹,材料内部出现了大量剪切变形带,晶粒破碎和细化十分明显,平均显微硬度高达58.7 HV,比原始粗晶态和传统ECAE挤压态分别提高60.4%和11.2%。
REFERENCES
[1] LANGDON T G. Twenty-five years of ultrafine-grained materials: Achieving exceptional properties through grain refinement[J]. Acta Materialia, 2013, 61(19): 7035-7059.
[2] WANG Cheng-peng, LI Fu-guo, CHEN Bo, YUAN Zhan-wei, LU Hong-ya. Severe plastic deformation techniques for bulk ultrafine-grained materials[J]. Rare Metal Materials and Engineering, 2012, 41(6): 941-946.
[3] VALIEV R, LANGDON T G. Principles of equal-channel angular pressing as a processing tool for grain refinement [J]. Progress in Materials Science, 2006, 51(7): 881-981.
[4] DUAN Y, TANG L, XU G, DENG Y, YIN Z. Microstructure and mechanical properties of 7005 aluminum alloy processed by room temperature ECAP and subsequent annealing[J]. Journal of Alloys and Compounds, 2016, 664: 518-529.
[5] FADAEI A, FARAHAFSHAN F, SEPAHI-BOROUJENI S. Spiral equal channel angular extrusion (Sp-ECAE) as a modified ECAE process[J]. Materials and Design, 2017, 113: 361-368.
[6] KIM K, YOON J. Evolution of the microstructure and mechanical properties of AZ61 alloy processed by half channel angular extrusion (HCAE), a novel severe plastic deformation process[J]. Materials Science and Engineering A, 2013, 578: 160-166.
[7] 段红燕, 杨 勐. 基于有限元模拟的平行双通道挤压与单通道转角挤压的仿真比较[J]. 锻压技术, 2018, 43(3): 83-88.
DUAN Hong-yan, YANG Meng. Simulation comparison of parallel double-channel extrusion and single-channel angular extrusion based on finite element analysis[J]. Forging& Stamping Technology, 2018, 43(3): 83-88.
[8] 赵 炯, 陈恩厚, 黎克楠, 邴建立. Al-Mg-Mn合金不等径角挤压有限元分析及实验研究[J]. 锻压技术, 2016, 41(4): 54-59.
ZHAO Jiong, CHEN En-hou, LI Ke-nan, BING Jian-li. Finite element simulation and experimental research of alloy AI-Mg-Zn by unequal channel angular extrusion[J]. Forging & Stamping Technology, 2016, 41(4): 54-59.
[9] SEPAHI-BOROUJENI S, FERESHTEH-SANIEE F. The influences of the expansion equal channel angular extrusion operation on the strength and ductility of AZ80 magnesium alloy[J]. Materials Science and Engineering A, 2015, 636: 249-253.
[10] YOON S C, JEONG H G, LEE S, KIM H S. Analysis of plastic deformation behavior during back pressure equal channel angular pressing by the finite element method[J]. Computational Materials Science, 2013: 202-207.
[11] 贾鹏博, 杨西荣, 刘晓燕, 罗 雷. 摩擦因数对不同截面纯锆单道次ECAP变形影响的有限元模拟与实验验证[J]. 材料导报B, 2016, 30(1): 145-149.
JIA Peng-bo, YANG Xi-rong, LIU Xiao-yan, LUO Lei. Finite element simulation and experimental verification for the influence of fiction coefficient on one-pass ECAP of commercially pure Zr with different cross sections[J]. Materials Review B, 2016, 30(1): 145-149.
[12] 任国成, 赵国群, 徐淑波, 王桂青. AZ31镁合金等通道转角挤压变形均匀性有限元分析[J]. 中国有色金属学报, 2011, 21(4): 848-855.
REN Guo-cheng, ZHAO Guo-qun, XU Shu-bo, WANG Gui-qing. Finite element analysis of homogeneous deformation of AZ31 magnesium during equal channel angular pressing process[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(4): 848-855.
[13] TOLAMINEJAD B, HOSEINI-ATHAR M M. An investigation of microstructure and mechanical properties during ECAE of commercially pure aluminum[J]. Materials Science & Engineering A, 2016, 670: 146-152
[14] 井菲菲, 杨西荣, 刘晓燕, 罗 雷, 朱 振. 工业纯锆ECAP单道次变形组织与性能研究[J]. 稀有金属材料与工程, 2018, 47(4): 1124-1129.
JING Fei-fei, YANG Xi-rong, LIU Xiao-yan, LUO Lei, ZHU Zhen. Effect of one pass ECAP on microstructure and properties of commercial purity zirconium[J]. Rare Metal Materials and Engineering, 2018, 47(4): 1124-1129.
[15] LIU X, ZHAO X, YANG X, XIE C. Deformation behavior and microstructural evolution of ultrafine-grained commercially pure Ti[J]. Advanced Engineering Materials, 2014, 16(4): 371-375.
[16] 符彩涛, 刘 芳, 许光丽, 王佳媛, 何美凤. 超细晶纯铝微观组织及力学和腐蚀性能研究[J]. 材料科学与工艺, 2018, 26(1): 47-53.
FU Cai-tao, LIU Fang, XU Guang-li, WANG Jia-yuan, HE Mei-feng. Researches on microstructure, mechanical and corrosion properties of ultra-fine grained pure aluminum[J]. Materials Science and Technology, 2018, 26(1): 47-53.
Numerical simulation and experimental investigation of commercially pure aluminum during equal channel angular extrusion with spherical cavity
WANG Xiao-xi1, ZHANG Xiang2, 3, ZHANG Lei1, JIN Xu-chen1, HAN Hao-yuan1
(1. School of Mechanical and Electrical Engineering, Xuzhou University of Technology, Xuzhou 221018, China;
2. School of Mechatronic Engineering, China University of Mining and Technology, Xuzhou 221116, China;
3. State Key Laboratory of Intelligent Manufacturing of Advanced Construction Machinery, Xuzhou 221004, China)
Abstract: In order to improve the extrusion efficiency and deformation quality of traditional ECAE process, a novel technique named equal channel angle extrusion with spherical cavity (ECAE-SC) was proposed, which has the characteristics of “spherical split-flow”. The finite element simulation of commercially pure aluminum during ECAE-SC process was carried out using DEFORM-3D software. The variation and distribution of metal flow, extrusion load, equivalent strain and mean stress during ECAE-SC process were investigated. Moreover, commercially pure aluminum was successfully processed after 1 pass of ECAE-SC at room temperature on the self-designed die with continuous deformation. The electron back scattered diffraction (EBSD) was used to evaluate the microstructure of commercially pure aluminum, and microhardness tests were conducted for the processed billet. The results show that the smooth transition of spherical arc on the outer corner of ECAE-SC die can effectively improve the metal flow at the bottom. During ECAE-SC process, the billet undergoes shear, expansion and extrusion with continuous deformation when it passes through the spherical corner, the load presents a characteristic of “sharp increase - slow increase - steady deformation”. The average equivalent strain reaches up to 3.07 after a single pass of ECAE-SC, a stable strain region approximately to a parallelogram forms along the length direction, with a reasonable level of strain uniformity. After 1 pass of ECAE-SC, the extruded billet is free of macro crack with intact shape and good surface quality, lots of shear bands are generated leading to the significant grain refinement and fragmentation. The average value of microhardness is drastically increased from 36.6 HV to 58.7 HV.
Key words: equal channel angular extrusion with spherical cavity; spherical split-flow; finite element analysis; deformation behaviors; microstructure; mechanical property
Foundation item: Project (51401177) supported by the National Natural Science Foundation of China; Project (17KJB430031) supported by the Natural Science Foundation of the Jiangsu Higher Education Institutions of China; Projects(KC16SG279, KC16GZ015) supported by the Science and Technology Program of Xuzhou City, China; Project supported by Training Project for Young Science and Technology Talents of Jiangsu Association of Science and Technology in 2018, China
Received date: 2018-07-10; Accepted date: 2018-11-04
Corresponding author: WANG Xiao-xi; Tel: +86-516-83105376; E-mail: wxx19851109@sina.com
(编辑 王 超)
基金项目:国家自然科学基金资助项目(51401177);江苏省高校自然科学研究项目(17KJB430031);徐州市科技计划项目(KC16SG279,KC16GZ015);2018年度江苏省科协青年科技人才“托举工程”资助培养项目
收稿日期:2018-07-10;修订日期:2018-11-04
通信作者:王晓溪,副教授,博士;电话:0516-83105376;E-mail:wxx19851109@sina.com

