稀有金属 2006,(02),255-258 DOI:10.13373/j.cnki.cjrm.2006.02.029
锻造对喷射成形Al-8.5Fe-1.3V-1.7Si合金组织和性能的影响
刘雅政 张永安 朱宝宏 王锋
北京有色金属研究总院有色金属材料制备加工国家重点实验室,北京科技大学材料科学与工程学院,北京有色金属研究总院有色金属材料制备加工国家重点实验室,北京有色金属研究总院有色金属材料制备加工国家重点实验室,北京有色金属研究总院有色金属材料制备加工国家重点实验室 北京100088 北京科技大学材料科学与工程学院,北京100085,北京100085,北京100088,北京100088,北京100088
摘 要:
采用喷射成形和锻造工艺制备了Al-8.5Fe-1.3V-1.7Si合金, 通过金相、扫描电镜和力学性能测试等实验, 对锻件组织和性能进行了分析。结果表明:“闷车+包套锻造”工艺对喷射成形Al-8.5Fe-1.3V-1.7Si合金坯件的致密化效果好于用自由锻造和包套锻造致密化的合金, 采用该工艺可以制备出组织和性能优良的耐热铝合金材料。“闷车+包套锻造”锻件在室温下的抗拉强度 (σb) 达到407MPa, 屈服强度 (σ0.2) 达到344MPa, 延伸率 (δ) 为7.6%;在315℃, 锻件的σ, σ, δ分别为222, 216MPa, 7.2%。
关键词:
喷射成形 ;微观组织 ;力学性能 ;耐热铝合金 ;
中图分类号: TG113
作者简介: 张永安 (E-mail:ZhangYongan@grinm.com) ;
收稿日期: 2005-12-10
基金: 国家高技术研究发展计划资助项目 (2003AA305440);
Effect of Forging Process on Microstructure and Mechanical Properties of Spray Formed Al-8.5Fe-1.3V-1.7Si Alloy
Abstract:
Al-8.5Fe-1.3V-1.7Si alloy was fabricated by spray forming and forging processes. The microstructure and mechanical properties of the alloy were investigated by means of optical microscope, scanning electron microscope and tensile test. The effect of densification of spray formed Al-8.5Fe-1.3V-1.7Si alloys by pressing plus capsule forging process is better than by free forging process or capsule forging process. Spray formed Al-8.5Fe-1.3V-1.7Si alloy after pressing plus capsule forging processes displays excellent microstructure and performance. The σb , σ_ 0.2 and δ5 of the as-forged alloys are 407, 344 MPa and 7.6% at room temperature, respectively. At 315 ℃, the σb , σ_ 0.2 and δ5 are 222, 216 MPa and 7.2%, respectively.
Keyword:
spray forming; microstructure; mechanical properties; heat-resistant aluminum alloy;
Received: 2005-12-10
快速凝固Al-Fe-V-Si系耐热铝合金具有优异的高温和室温力学性能、 良好的热稳定性、 低密度等特点, 成为航空航天领域备受青睐的新材料, 在国外该材料已在航空航天领域得到广泛应用
[1 ,2 ,3 ,4 ,5 ]
。
国内外学者对Al-Fe-V-Si 合金成分、 组织和性能研究较多
[3 ,6 ,7 ,8 ]
, 但要真正拓展该合金在工业上更广泛的应用, 需生产大型构件, 因此, 如何加工成型就成了解决问题的关键和难点。 目前国内外对该合金的研究开发多采用挤压的方法, 但是挤压不能制备出大尺寸的毛坯件, 本文采用“自由锻造”“包套锻造”“闷车+包套锻造”这3种锻造方式来致密化喷射成形Al-8.5Fe-1.3V-1.7Si合金, 研究锻造成形工艺对合金组织和性能的影响, 旨在制备出大尺寸的综合性能优良的耐热铝合金材料。
1 实 验
样品制备工艺如图1所示, 合金熔炼在中频感应炉中进行, 其化学成分 (%, 质量分数) 为Fe 8.5, V 1.3, Si 1.7, 余量为Al。 喷射成形实验在北京有色金属研究总院自行研制的SF-200喷射成形设备上进行, 采用非限制式气流雾化喷嘴, 雾化气体为氮气。 实验参数为:气体压力0.6~0.9 MPa; 实际喷射温度1000~1050 ℃; 液滴飞行距离450~600 mm; 偏心距离20~45 mm; 接收器旋转速度45~60 r・min-1 ; 接收器下降速度2~3 mm・s-1 ; 气液质量比3.0~4.5。
分别在NEOPHOT-2型光学显微镜、 JEM-840型扫描电镜上对不同状态下锻件的金相组织和拉伸断口进行观察。 力学性能测试在MTS-810实验机上进行, 拉伸速率为1~5 mm・min-1 。
2 结果与分析
2.1 金相组织
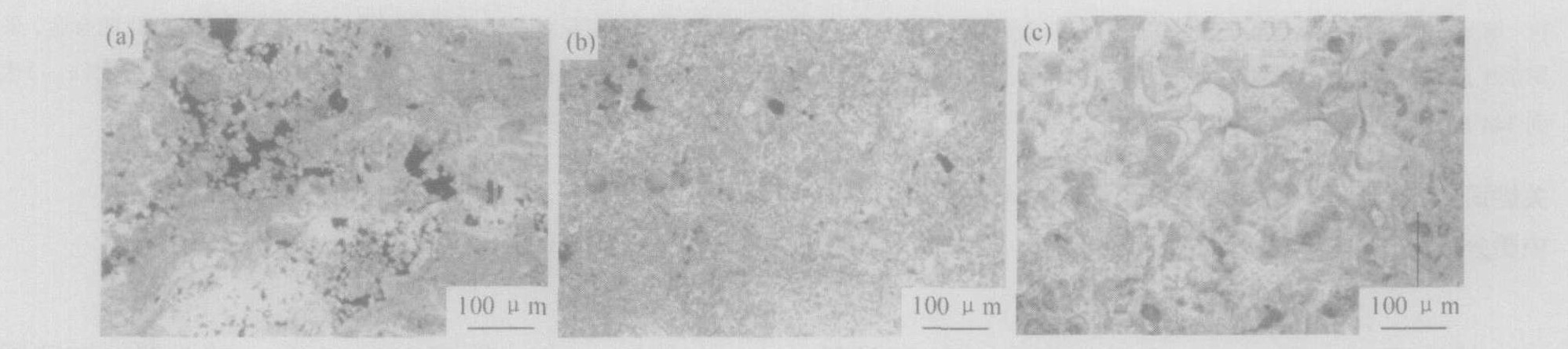
图2是经过自由锻的合金的金相组织照片, 其中图2 (a) 是“自由锻造”合金的金相组织; 图2 (b) 是“包套锻造”合金的显微组织; 图2 (c) 是经过“闷车+包套锻造”合金的组织照片。 经过比较可以发现, 喷射成形Al-8.5Fe-1.3V-1.7Si合金在直接“自由锻造”后, 合金中含有一定数量的孔洞, 合金未能达到很好的致密化; 合金在“包套锻造”后, 组织有了一定的改善, 孔洞明显减少, 致密化效果较好; 合金在“闷车+包套锻造” 后的组织的致密程度要远远高于其他两种方式, 这也是造成材料性能差异的最直接也是最主要的原因。 图2 (a) 中大量孔洞缺陷一方面是因为自由锻造变形不充分, 没有有效地消除疏松而造成的; 另一方面, 可能也和材料的制备有一定的关系。 因为在喷射成形过程中, 当气体质量流率与金属熔体质量流率的比值过高时, 雾化锥内完全凝固的雾化液滴的百分含量增加, 从而在沉积坯件中产生了大量的粉末颗粒堆积的现象, 由于冷速过高, 沉积坯件顶部的液相含量不足以填充粉末堆积后留下的孔隙, 从而使得沉积坯件的相对密度下降, 而在后续的自由锻造过程中很难以完全消除。
图1 实验工艺流程
Fig.1 Process of experiment
图2 经不同方式自由锻造的合金金相照片 (a) 自由锻造; (b) 包套锻造; (c) 闷车+包套锻造
Fig.2 OM photographs of spray formed Al-8.5Fe-1.3V-1.7Si alloys after different forging process
2.2 力学性能与断口
表1是3种锻造工艺下锻件的力学性能测试结果, 样品1~3依次是自由锻造、 包套锻造、 “闷车+包套锻造”样品。 可以看到, “闷车+包套锻造”锻件在室温下的抗拉强度达到407 MPa, 比“自由锻造”和“包套锻造”合金的强度分别高出217和132 MPa, 合金的延伸率达到7.6%, 比“自由锻造”和“包套锻造”合金的延伸率分别高出5.3%和4.1%。 在250和315 ℃的高温条件下, “闷车+包套锻造”锻件的力学性能均比自由锻造和包套锻造合金有明显的提高。 所以, “闷车+包套锻造”锻件无论在室温还是在高温下都具有较高的拉伸强度和延伸率。 很明显, 经过“闷车+包套锻造”后, 合金的致密化程度远远高于“自由锻造”和“包套锻造”合金, 大量孔洞的消失使材料的性能高于其它两种锻造工艺锻件的性能, 该工艺能制备出性能优良的大尺寸的耐热铝合金材料。
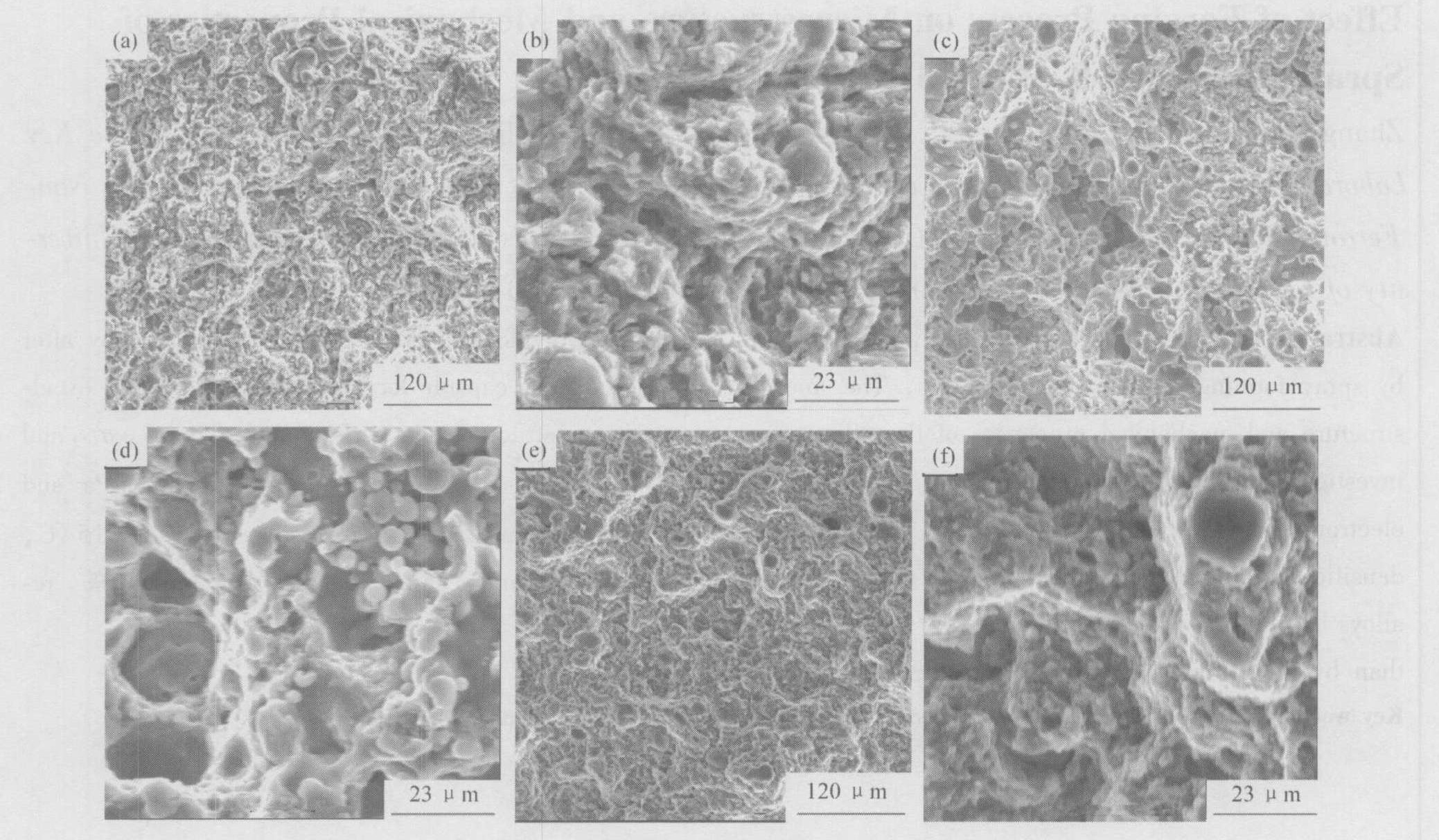
图3是不同自由锻状态下的合金拉伸断口形貌。 图3 (a) 和 (b) 是“闷车+包套锻造”锻件的拉伸断口; 图3 (c) 和 (d) 是“包套锻造”锻件的拉伸断口; 图3 (e) 和 (f) 是“自由锻造”锻件的拉伸断口。 通过比较可以发现, “闷车+包套锻造”锻件断口中孔洞很少, 颗粒细小, 表明该工艺可以很好地将合金中的较大的第二相破碎, 合金得到了有效的致密化, 拉伸断口存在着大量的韧窝, 断裂方式属于韧性断裂, 材料表现出较好的力学性能; “包套自由锻”锻件的锻口中有少量的孔洞, 颗粒粗大, 致密化程度不好; “自由锻造”锻件的锻口中含有较多的孔洞, 致密化效果最差。 在后两种锻件中, 断口上呈现出大量的“拉断平台”, 因此合金性能要低于第一种合金的。
表1锻件的力学性能
Table 1 Mechanical properties of spray formed Al-8.5Fe-1.3V-1.7Si alloys after forging
力学性能 (250 ℃)
力学性能 (315 ℃)
σ b /σ 0.2 /δ 5 /σ b /σ 0.2 /δ 5 /σ b /σ 0.2 /δ 5 /
样品1
190
/
1.3
164
-
1.5
125
-
2.7
275
209
3.5
164
145
4.8
134
115
5.7
407
344
7.6
250
243
6.0
222
216
7.2
图3 不同锻造状态下的合金拉伸断口形貌
Fig.3 Fracture morphology of spray formed alloys after different forging process
(a) , (b) “闷车+包套锻造”; (c) , (d) “包套锻造”; (e) , (f) “自由锻造”
3 结 论
1.采用“闷车+包套锻造”工艺致密化喷射成形Al-8.5Fe-1.3V-1.7Si耐热铝合金可以制备出综合性能良好的合金材料。
2.“闷车+包套锻造”工艺对喷射成形Al-8.5Fe-1.3V-1.7Si合金坯件的致密化效果好于用自由锻造和包套锻造致密化的合金, 采用该工艺可获得高性能的合金材料。 “闷车+包套锻造”锻件在室温下的抗拉强度 (σ b ) 达到407 MPa, 屈服强度 (σ 0.2 ) 达到344 MPa, 延伸率 (δ 5 ) 为7.6%; 在315 ℃, 锻件的σ b , σ 0.2 , δ 5 分别为222, 216 MPa, 7.2%。
参考文献
[1] Skinner DJ, Rye RL, Rayhould D, et al.Dispersion strengthened Al-Fe-V-Si alloy[J].Scripta Metallurgica, 1986, 20 (6) :867.
[2] Chellman DJ, Ekvall J C, Rainen R A.Elevated temperature PM aluminum alloys for aircraft structure[J].Metal Powder Report, 1988, 43 (10) :672.
[3] Franck L R E, Hawk J A.Effect of very high temperatures on the mechanical properties of Al-Fe-V-Si alloy[J].Scripta Metallurgica, 1989, 23 (1) :113.
[4] Ravichandran KS, Darakadasa E S.Advanced aerospace Al alloys[J].Journal of Metals, 1987, 39 (5) :28.
[5] Gilman P S, Das S K.Rapid solidified aluminumalloys for high temperature/high stiffness applications[J].Metal Powder Report, 1989, 4 (9) :616.
[6] Leng Y, Porr WC, Gangloff RP.Tensile deformation of2168and Al-Fe-V-Si aluminum alloys at elevated temperatures[J].Scripta Metallurgica, 1990, 24 (11) :2163.
[7] Hariprasad S, Sastry S ML, Jerina KL.Deformation characteristics of the rapidly solidified Al-8.5Fe-1.2V-1.7Si alloy[J].Scripta Met-allurgica et Materia, 1993, 29 (4) :463.
[8] 朱宝宏, 熊柏青, 张永安, 等.喷射成形制备8009耐热铝合金中耐热相体积分数的确定[J].稀有金属, 2002, 26 (6) :429.