AZ31þ�Ͻ���������������Ϊ������Ԫģ��
�� ���������ޣ���־�£����ճ���ʷ �|
(���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ������ ��ɳ��410083)
ժ Ҫ�����ö�ά�����Դ���������������Ԫ��(FEM) , ����������AZ31þ�Ͻ������������̵�һ���ν���ģ�⣬������������������Ӧ������Ӧ�䳡�ķֲ����������������е��¶ȳ��ı仯���ɡ�ʵ������������������������, ��ЧӦ�������Ʒ���������, �������渽���ﵽ���ֵ54.1 MPa , �������С���������������xΪѹӦ���������IJ�Ϊ��Ӧ�����ڱ�������y��ҪΪѹӦ�����ɱ��浽���Ħ�y��С����ЧӦ�������Ʒ���������, ���������ڴ��ﵽ���ֵ0.253�����������ƹ����У������ڲ��ڵ���¶ȱ仯������������ڵ���¶ȱ仯���ң�������ɺ����¶ȴ�500 �潵�͵�467 �棬�в��¶ȴ�500 �����ߵ�503.1 �棬�IJ��¶ȴ�500 �����ߵ�502.2 �档
�ؼ��ʣ�þ�Ͻ�����������Ԫģ�⣻�������
��ͼ����ţ�TG146.2+2 ���ױ�־�룺A ���±�ţ�1672-7207(2009)06-1535-05
Finite element simulation of deformation in hot rolling process of AZ31 magnesium alloy
YU Kun, WANG Xiao-yan, CAI Zhi-yong, WANG Ri-chu, SHI Di
(School of Materials Science and Engineering, Central South University, Changsha 410083, China)
Abstract: The first pass hot rolling of direct casting AZ31 magnesium was simulated by using two-dimensional elastic- plastic thermal-mechanical coupled finite element method (FEM). The distribution of stress field, strain field and temperature field of deforming region and the change of them during the whole process were analyzed. The results show that in the deforming zone the equivalent stress increases gradually along the direction of rolling and reaches the maximum value of 54.1 MPa nearby neutral face, then decreases gradually; ��x near the surface is compressive stress, while it is tensile stress near the center, ��y is mainly compressive stress, ��y decreases gradually from surface to center. The equivalent strain increases gradually along the direction of rolling and reaches the maximum value of 0.253 at outlet of work piece; the surface temperature changes sharply during the rolling process, while the center temperature changes a little. After rolling, the surface temperature decreases from 500 �� to 467 ��, while the temperature of the middle part increases from 500 �� to 503.1 ��, and the center temperature increases from 500 �� to 502.2 ��.
Key words: magnesium alloy; hot rolling; finite element method (FEM) simulation; thermal-mechanical coupling
þ�Ͻ���иߵı�ǿ�Ⱥͱȸն�, �ߴ��ȶ��Ը�, ����������ܺ�, ��е�ӹ�����, �������ڻ�������, ���ھ��з�չǰ;��һ��������ɫ�ṹ����[1-3]�����ǣ�����þ�Ͻ���е�������������ṹ��ʹþ�Ͻ����Լӹ����ܲ������þ�Ͻ�Ĺ�ҵ��Ӧ�á�þ�Ͻ�ֻ���ڽϸ��¶���(��225 ��)�ű��ֳ��ϺõĿɼӹ��ԡ���ˣ��о�þ�Ͻ����ȼӹ������µı�����Ϊʮ����Ҫ��
����������һ��ͨ�������Ա�����Ч���Ʋ�����̬��֯�Ĺ����ֶΣ������������ղ���(���������¶ȡ������ٶȺ�ѹ����)�ı仯�Բ��ϵ��ٽᾧ��Ϊ������֯������Ӱ�죬��Ӱ����Ϻ����ӹ�����[4-5]��Ŀǰ�����þ�Ͻ����������̵Ĺ�����ƣ����Dz������鷨���Դ�������ȫƾ�辭�����þ�Ͻ����������и������ص�Ӱ����ɣ�ȱ���������ݣ���ʵ��������ֻ����ijһ�������������ձ��ԣ����Ѵﵽ���ղ������������Ż���ơ�������ֵ���漼��ģ����ϳ��ι��̣���������Ԥ����ι����в��ϵ��������ƺ�Ӧ����Ӧ��ֲ���ʵ�ֹ��ղ������Ż������ҿ˷��˴�ͳ������ģ���ʵ���о��ɱ��ߡ�Ч�ʵ͵�ȱ�㣬�ر������þ�Ͻ�������ѡ��������������ӵ����⣬������ֵ���漼��ģ��þ�Ͻ����Ա� �Σ��ѳ�Ϊþ�Ͻ��о������һ����Ҫ����[6-10]��������[11]��������Ԫ��������������AZ31þ�Ͻ�Բ�������������¶ȱ仯���ֲ����ɣ����嶫��[12]��AZ91Dþ�Ͻ�ѹ�������ͺ����̹��̽�����ֵģ�⣬������Ż���ѹ�����ղ�����Ҷ���ϵ�[13]ͨ����AZ31þ�Ͻ�ѹ���̵���ֵģ�⣬�о���AZ31��ѹ������Ӧ�����¶ȵķֲ����ɣ����ǹ���AZ31þ�Ͻ����������յ�����Ԫ��ֵģ����о��������١��������߲����������ģ�������Ԫ�������������ʵ���������̵ĵ��μӹ����գ���AZ31þ�Ͻ�������������������Ӧ����Ӧ����¶ȳ��ֲ���������˷�����Ϊ���ƺ��Ż�ʵ�ʹ����ṩ���������ݡ�
1 ����Ԫģ�͵Ľ���
������������Ϊ�����ԽӴ��壬�����Ľڵ��ı��ε�Ԫ������ɢ�����������������е��Ա��ηdz�С��������Ϊ���壬������������������ȴ���[14]��Ϊ���ټ������������ǵ�ģ�͵ĶԳ��ԣ�ȡ������1/2��Ϊ��������ڱ��ķ����У�����ֳ�����������������ɺ�˵�һ��������������ͬ���ٶȵĸ����ƶ�ǿ��ҧ�룬�������������Ӵ�ҧ����ͷŸ��壬������������ʩ��λ��Լ���ͷ��������Ӷ���������Ħ������ʹ���������ȶ�����״̬������Ԫģ����ͼ1��ʾ��
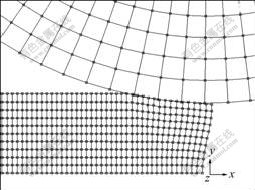
ͼ1 ��������Ԫģ��
Fig.1 Finite element model of hot rolling
������Ԫģ���У��趨�������Ϊ165 mm����ʼ�¶�Ϊ500 �棬������Ϊ10.9%�������ٶ�Ϊ2 m/s��AZ31þ�Ͻ��ܶ�Ϊ1.78 g/cm3�����ɱ�Ϊ0.35���������ϵ���ѧ�������ݲ���Gleeble-1500��ģ���ģ��ӽ���ʵ����Ӧ�����������µİ���������AZ31þ�Ͻ�ѹ�����ߵ����ݣ���ͼ2���������¶ȱ仯�IJ���ѡ����ͼ3��ʾ[15-16]��������Ԥ���¶�Ϊ100 �棬��������Ӵ��Ĵ���ϵ��Ϊ20 kW/(m2?��)�������ƹ����У������뻷����Ķ����ͷ���ĵ�Ч����ϵ��ȡ0.17 kW/(m2?��)�����������������Ա��μ������������ĽӴ�Ħ������������ȣ��ȹ�ת��ϵ��ȡ0.9[18]�����IJ��ÿ���Ħ��ģ�ͣ�Ħ������Ϊ0.3������ʱ�����ø��µ�Lagrange���о�����������̣����ϵ����������Prandtl-ReussӦ����Ӧ���ϵ�����ϵ����������Von Mises�����������ģ���Ӧ����Ӧ����¶ȳ��ֲ�����ģ�⡣
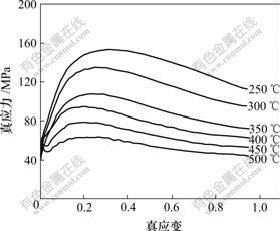
ͼ2 AZ31þ�Ͻ�ͬ�¶�ʱ����Ӧ������Ӧ������
( =5 s-1)
=5 s-1)
Fig.2 True stress��true strain curves of AZ31 magnesium alloy at different temperatures (=5 s-1)
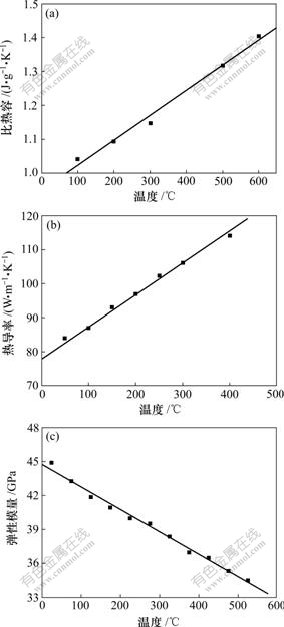
(a) �����ݣ�(b) �ȵ��ʣ�(c) ����ģ��
ͼ3 AZ31þ�Ͻ���ϲ������¶ȵı仯
Fig.3 Variations of parameters of material of AZ31 alloy with temperature
2 ģ����������
2.1 Ӧ���ֲ�
ͼ4��ʾΪAZ31þ�Ͻ�����������Ӧ�����ķֲ�����ͼ4(a)���Կ�����������������������ѹ���������������ı��������ӣ���ЧӦ�����������������������������Ӵ��ȴ�����ʹ�����¶Ƚ��ͣ������˱��ο������������渽������ЧӦ���ڱ���ﵽ���ֵ��Լ54.08 MPa��Ȼ����������������������ЧӦ�����ͣ������������������ЧӦ���������ֲ��䣬����Ϊ������ɺ�ĵ�Ч����Ӧ������ͼ4(b)���Կ������ڱ������������ϲ���x(x������Ӧ��)ΪѹӦ���������IJ�Ϊ��Ӧ���������������������棬�������в���ˮƽ��Ӧ�������£��ᱻ���ѣ��������ѻ�ն�������γɲ���[18-19]����ͼ4(c)���Կ������ڱ�������y(y������Ӧ��)��ҪΪѹӦ�����������߶ȷ����ɽӴ����浽���ģ�Ӧ���ķֲ���С��������Ħ����Ӱ���������¡�
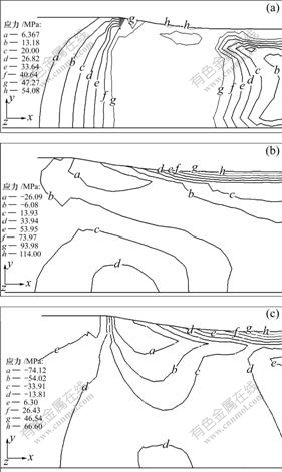
(a) ��ЧӦ����(b) ��x��(c) ��y
ͼ4 AZ31þ�Ͻ�������������Ӧ�����ֲ���ͼ
Fig.4 Stress distributions of AZ31 alloy in deforming zone during rolling process
2.2 Ӧ��ֲ�
ͼ5��ʾΪ�����������ݽ����ЧӦ���ֵ�ߡ����Կ������ӱ�������ڵ����ڣ������Ʒ����ЧӦ����������ͬһ�����ϴӱ���Ӵ�������������ĵ�ЧӦ���ɴ��С�������������У�ʹ���������ܼ������ã���ˣ����������¶ȵ��ڽ������¶ȣ�������ο������ӣ�Ӧ����֮��С���������ʵ��Ӧ�伯���ڽ����㣬������Ӧ�����Ϊ0.253�������ȷֲ�������Ӧ��������ٽᾧ�����ߴ���������ȷ����ϳʲ����ȷֲ����Ҿ���ϸ���ڽ����漯�У���ǿ�Ⱥ����Բ�������Ӱ�졣
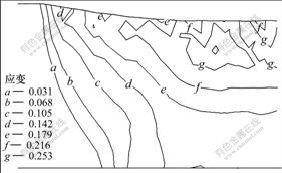
ͼ5 AZ31þ�Ͻ������������ڵ�ЧӦ���ֵ�߷ֲ�
Fig.5 Equivalent strain distributions of AZ31 alloy in deforming zone during rolling process
���⣬�����Կ�����������������������νϴ��������IJ����Ա��κ�С�������ض������ı��γ�˫���Ρ��ɸ߾��ȹ�ʽ[21]��֪�����߾���H/R��2ʱ������Ϊ�����Σ���H/R��2ʱ������Ϊ˫���Ρ����о���HΪ165 mm��R�����Ƴ���L�����棬L= 82.2 mm����ˣ���H/L��2ʱ������������ӦΪ˫���Σ�ģ������˽��������
2.3 �¶ȳ��ֲ�
ͼ6��ʾΪģ�������������������¶ȷֲ�����ͼ��֪����������ڵ���½��ܴ��ڲ��ڵ��������������Ա��ι����в����˱����ȣ����ԣ��ڵ��¶��������ߡ�
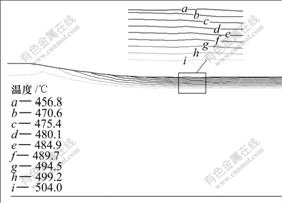
ͼ6 AZ31þ�Ͻ��������������¶ȵķֲ�
Fig.6 Temperature distributions of AZ31 alloy in deforming zone during rolling process
ͼ7��ʾΪ��������ȷ���ͬһ�����ϱ��桢�в����IJ��Ľڵ��������������¶ȵı仯��
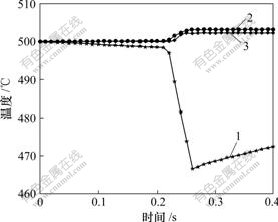
1������ڵ㣻2���в��ڵ㣻3���IJ��ڵ�
ͼ7 AZ31þ�Ͻ������������¶ȵı仯
Fig.7 Variations of temperature of AZ31 alloy during rolling process
�������������ǰ����绷���������������һ�����Ƚ�����ʹ�����¶Ƚ��ͣ����������¶Ƚ�����6 �����ң����в����IJ��ڵ�û���뻷�������Ƚ������¶Ȼ������ֲ��䡣����������ʱ�������������Ӵ�������ڵ��ܵ�������������ȴ�����������������������������������������ĽӴ��ȴ����������Ƚ����ܴ���ˣ�����ڵ���¶��½�27 �����ҡ��в����IJ��ڵ�������Զ��û��������ֱ�ӽӴ����ܽӴ��ȴ�����Ӱ���С��Ӱ���в����IJ��¶ȱ仯����Ҫԭ�������Թ�ת���������������в����Ա��ν��IJ��Ĵ����Ա���ת�����Ƚ϶࣬��ˣ��¶�����ֵ���IJ��Ĵ����IJ����Ա��η����������¶�����Ҳ�����ý��������������������ݽӴ���������������ڱ������Ա��γ̶Ⱦ��ң��������������ȣ�ʹ�����¶Ȼ����������в��ڵ㣬���ڴ����ڡ����¶��ݶȣ��ô����������淢���Ƚ���������Сһ�����������ݸ����棬���������½����IJ��ڵ��¶��������뿪������������ƽ�ȡ�������ɺ����¶ȴ�500 �潵�͵�467 �棬�в��¶ȴ�500 �����ߵ� 503.1 �棬�IJ��¶ȴ�500 �����ߵ�502.2 �档
�Ӽ��������Կ����������Ӵ������������Σ��������¶ȷ����˱仯����������Ľڵ���������������Ӵ��������Ա��Σ����γ̶Ⱦ��ң�ͬʱ�ܽӴ��ȴ���Ӱ����Ӷ����±����¶����ߺͽ���ֵҲ��������в����IJ��ڵ�������Զ���ܽӴ��ȴ�����Ӱ���С�������¶ȱ仯����Ҫԭ�������Թ�ת�����������¶ȱ仯���ƺ�С�������ƹ����У���绷����ȻҲ�������������һ���Ƚ���������ֵ�Ƚ�С�����Ա����Ⱥ������������ĽӴ��ȴ��������ƹ����������¶ȳ��仯����ҪӰ�����ء�
3 �� ��
a. �����������ڣ������Ʒ����ЧӦ���������������渽���ﵽ���ֵ54.1 MPa��֮������С�������ϲ���x�ֲ���ѹӦ���������IJ�����Ӧ�����ڱ�������y��ҪΪѹӦ�����������߶ȷ����ɽӴ����浽���ģ���y�ķֲ���С��
b. �������������ڣ������Ʒ����ЧӦ���������ڳ��ڴ�����ڵ��ЧӦ�����Ϊ0.253��ͬһ�����ϴӱ��浽���ĵĵ�ЧӦ���ɴ��С�������ض������ı��γ�˫���Ρ�
c. ���������ƹ����У������ڲ��ڵ���¶ȱ仯������������ڵ���¶ȱ仯�Ͼ��ң�������ɺ����¶Ƚ��͵�467 �棬�в��¶����ߵ�503.1 �棬�IJ��¶����ߵ�502.2 �档�����������ĽӴ��ȴ������������Ա���������Ӱ��������������¶ȳ��ֲ�����Ҫ���ء�
�ο����ף�
[1] Decker R F. The renaissance in magnesium[J]. Advanced Mater & Proc, 1998, 154(3): 31-33.
[2] �� ��, ������, ���ճ�. ����þ�Ͻ���о�������Ӧ��[J]. �й���ɫ����ѧ��, 2003, 13(2): 277-288.
YU Kun, LI Wen-xian, WANG Ri-chu. Research, development and application of wrought magnesium alloys[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(2): 277-288.
[3] SHI Ti, YU Kun, LI Wen-xian. Hot-compression constitutive relation of as-cast AZ31 magnesium alloy[J]. Transactions of Nonferrous Metals Society of China, 2007, 17(S1): 336-341.
[4] ������. �������Լӹ�ԭ��[M]. ��ɳ: ���ϴ�ѧ������, 2004.
PENG Da-shu. Metal plasticity processing mechanics[M]. Changsha: Central South University Press, 2004.
[5] Komori K. Simulation of deformation and temperature in multi-pass three-roll rolling[J]. Journal of Materials Processing Technology, 1999, 92/93: 450-457.
[6] Palaniswamy H, Ngaile G, Altan T. Finite element simulation of magnesium alloy sheet forming at elevated temperatures[J]. Journal of Materials Processing Technology, 2004, 146: 52-60.
[7] ��Ⱥ��, �����, ��ӱ��. AZ31þ�Ͻ������ȳ�ѹ��ֵģ����ʵ���о�[J].�й���ɫ����ѧ��, 2006, 16(4): 580-585.
CHANG Qun-feng, LI Da-yong, PENG Ying-hong. Numerical simulation and experimental study of warm deep drawing of AZ31 magnesium alloy sheet[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(4): 580-585.
[8] Chen F K, Huang T B, Chang C K. Deep drawing of square cups with magnesium alloy AZ31 sheets[J]. International Journal of Machine Tools & Manufacture, 2003, 43: 1553-1559.
[9] Abdel-Wahab, El-Morsy, Manabe K I. Finite element analysis of magnesium AZ31 alloy sheet in warm deep-drawing process considering heat transfer effect[J]. Materials Letters, 2006, 60: 1866-1870.
[10] Furushima T, Manabe K. Experimental and numerical study on deformation behavior in dieless drawing process of superplastic microtubes[J]. Journal of Materials Processing Technology, 2007, 191: 59-63.
[11] �� ��, ���˹�, �� ��, ��. AZ31þ�Ͻ�Բ�����������¶ȳ�����ֵģ��[J]. �й���ɫ����ѧ��, 2006, 16(9): 1570-1576.
GUO Peng, ZHANG Xing-guo, HAO Hai, et al. Temperature simulation of direct chill casting of AZ31 magnesium alloy billets[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(9): 1570-1576.
[12] ���嶫, ������, �� ��, ��. þ�Ͻ�ѹ�����յ���ֵģ��[J]. ���ϴ�ѧѧ��: ��Ȼ��ѧ��, 2006, 37(5): 868-873.
YU Yan-dong, JIANG Hai-yan, LEI Li, et al. Numerical simulation of die casting process of magnesium alloy[J]. Journal of Central South University: Science and Technology, 2006, 37(5): 868-873.
[13] Ҷ����, �� ��, ��ѧ��, ��. AZ31���ι������������ֵģ��������ѹ[J]. �������Ͽ�ѧ�빤��, 2007, 30(6): 10-13.
YE Yong-nan, LIU Jun, GUO Xue-feng, et al. Numerical simulation on reciprocating extrusion of AZ31 alloy by thermal-mechanical coupling method[J]. Ordnance Material Science and Engineering, 2007, 30(6): 10-13.
[14] �� ��, ¹����, ������. ������ƹ����¶ȳ�����Ԫģ�⼰Ӱ�����ط���(��)[J]. �����Ƽ���ѧѧ��, 1998, 20(1): 99-102.
ZHANG Peng, LU Shou-li, GAO Yong-sheng. Prediction of temperature distribution during the hot rolling of strip by FEM(��)[J]. Journal of University of Science and Technology Beijing, 1998, 20(1): 99-102.
[15] ����, ��ΰ��, �Ϻ��, ��. ����þ�Ͻ�[M]. ����: ��ѧ��ҵ������, 2005.
CHEN Zhen-hua, XIA Wei-jun, YAN Hong-ge, et al. Deformed magnesium alloy[M]. Beijing: Chemical Industry Press, 2005.
[16] Watanabe H, Mukai T, Sugioka M, et al. Elastic and damping properties from room temperature to 673 K in an AZ31 magnesium alloy[J]. Scripta Materialia, 2004, 51: 291-295.
[17] Wertheimer T B. Thermal mechanically coupled analysis in metal forming process[C]//Proceedings of Numerical Methods in Industrial Forming Processes. Swansea, 1982: 425-434.
[18] Komori K. Simulation of deformation and temperature in multi-pass three-roll rolling[J]. Journal of Materials Processing Technology, 1999, 92/93: 450-457.
[19] ��־ҵ. �����������Ա�������������[M]. ����: ұ��ҵ������, 1999.
ZHAO Zhi-ye. The theory of metal plasticity forming and rolling[M]. Beijing: Metallurgical Industry Press, 1999.
�ո����ڣ�2008-11-29�������ڣ�2009-03-02
������Ŀ�����ҡ�ʮһ�塱�Ƽ�֧�żƻ���Ŀ(2006BAE04B2-3)
ͨ�����ߣ��� ��(1974-)���У��Ĵ��ɶ��ˣ���ʿ�������ڣ�����þ�Ͻ��临�ϲ����о����绰��0731-88879341��E-mail: kunyugroup@163.com

