ֱ������עģ���͵��о���չ
��Դ�ڿ����й���ɫ����ѧ��2015���2��
�������ߣ���С�� ���»� ����Ⱥ ���ճ� �� ��
����ҳ�룺267 - 280
�ؼ��ʣ��մɣ�ֱ������עģ���ͣ�������ϵ��������������
Key words��ceramics; direct coagulation casting; coagulation system; post-processing technique
ժ Ҫ��ֱ������עģ������һ�����͵��մɾ��ߴ罺̬���ͷ���������ֱ������עģ���͵��о�״��������ֱ������עģ���͵Ļ���ԭ�����������̺�ʵʩ;�����ص��ܽ�3����͵�ֱ������עģ������ϵ����ø����ϵ����������ϵ���л�����ϵ�������ܸü����ĺ����������ռ�Ӧ�ã�̽��ֱ������עģ���ʹ��ڵ���Ҫ���⼰�о�����
Abstract: Direct coagulation casting (DCC) is a novel near-net-shape colloidal processing of ceramics. The research and development of direct coagulation casting was reviewed. The fundamental theory, technology process and implement approaches of this ceramic forming technique were elaborated. In addition, three kinds of typical coagulation systems including enzyme catalysis, high valence counter-ion and organic system were summarized. Furthermore, the post-processing technique and the application were introduced. Finally, the problems and development of direct coagulation casting were also discussed.
���±�ţ�1004-0609(2015)02-0267-13
��С��1�����»�1������Ⱥ1�����ճ�1���� ��2
(1. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410083��
2. ���ϴ�ѧ ��ĩұ������ص�ʵ���ң���ɳ 410083)
ժ Ҫ��ֱ������עģ������һ�����͵��մɾ��ߴ罺̬���ͷ���������ֱ������עģ���͵��о�״��������ֱ������עģ���͵Ļ���ԭ�����������̺�ʵʩ;�����ص��ܽ�3����͵�ֱ������עģ������ϵ����ø����ϵ����������ϵ���л�����ϵ�������ܸü����ĺ����������ռ�Ӧ�ã�̽��ֱ������עģ���ʹ��ڵ���Ҫ���⼰�о�����
�ؼ��ʣ��մɣ�ֱ������עģ���ͣ�������ϵ��������������
��ͼ����ţ�TQ174 �� �� ���ױ�־�룺A
WANG Xiao-feng1, SUN Yue-hua1, PENG Chao-qun1, WANG Ri-chu1, ZHANG Dou2
(1.College of Materials Science and Engineering, Central South University, Changsha 410083, China;
2. State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China)
Abstract: Direct coagulation casting (DCC) is a novel near-net-shape colloidal processing of ceramics. The research and development of direct coagulation casting was reviewed. The fundamental theory, technology process and implement approaches of this ceramic forming technique were elaborated. In addition, three kinds of typical coagulation systems including enzyme catalysis, high valence counter-ion and organic system were summarized. Furthermore, the post-processing technique and the application were introduced. Finally, the problems and development of direct coagulation casting were also discussed.
Key words: ceramics; direct coagulation casting; coagulation system; post-processing technique
���ڲ����մɸɷ������Ʊ��IJ��Ͼ������۽ṹ�����ȡ����žۡ���״��һ�����ȱ�㣬�մɸɷ������Ѳ��������ִ�����Ҫ��[1]�����մ�ʪ�����Ϳ���Ч���ƿ����ž��Լ����ʡ�����ȱ�ݣ������֯�ɷ־�һ����״���ӵ��մ�����[2-3]����ͳ��ʪ�����ͣ�����ͨ��ע�����͡�����ע�������Լ�ѹ��������͵ȣ���Ҫ�������ģ�ߵ�ëϸ�����������������ѹ�������ͣ�ʹ�����ܶȺ�ǿ����ߣ��������͵������ܶȲ�����������Ч�ʵ͡�ע�������ɳ��ͳߴ羫�ȸߡ���״���ӵ��մ����壬�����ڴ����л���ļ���ʹ��֬���̺�ʱ���ܣ�����֬����ʱ�������������������ӳ����ײ������ѡ�̮����ȱ�ݡ�����������⣬�������͵�ԭλ���̳��ͷ���Ӧ�˶�����
1990����������������ص�ʵ���ҵ�JANNEY��OMTETE[4-5]����������עģ����(GC)���÷�������ͳ���մɹ����뻯ѧ�����л��ؽ����һ�����ô�����������ʹ��������Һ�е��л����巢�������γ�����ṹ�Ӷ�ԭλ�̻������ŵ��dz�������ǿ�ȸߡ��ɻ��ӹ���������������ԽϺã��������������Զ����̶ȵ�[6]��1993�������滯ѧ�о���BERGSTR M[7]����¶��յ���������(TIF )�����ý���Ŀռ��ȶ����ԣ�������Һ�м���һ���ܽ�����¶ȱ仯�����Ա�����Լ����ɢ����ͨ���ı��¶Ƚ����ܽ�ʹ֮��ɢ������ʧ�Ӷ�����ԭλ�̻������յ������ǿ���ģ����ڲ��ϵĻ��������á�1993���������������Ǵ�ѧLANGE��VELAMAKANNI[8]��ѹ�˳��ͺ�����עģ���͵Ļ����������̬��עģ����(CVGC)������������Ũ����Һ�ڸ�����ǿ���µĴ����ԣ��÷�����Ȼ����Ҫ�Ʊ��߹�������Һ�������������ǿ�ȵͣ���ģʱ���ѱ��Ρ�1994����ֵ�ֱ������עģ����(DCC)����ʿ����������ߵȹ�ҵѧԺGaucklerʵ����[9]������һ�ֽ����ߴ�����ͳ��ͼ������÷����״ν���̬��ѧ������ø�������뵽�մɳ��ͼ����У�ͨ��ø����Ӧ�ı�����Һ��pHֵʹ�������ȵ��IEP������������Ũ��ѹ��˫��㣬�Ӷ����ٻ����������Ӽ�ľ�����������÷��»�������ԭλ���̣��ɹ����Ʊ����ָ�����״�ĸ������մ�������������ʪ��������ȣ�ֱ������עģ���;���ʮ���������ŵ�[2, 10-11]��1) ��һ�ֽ����ߴ��ԭλ���̣����������ͺ��ս�����гߴ����״�仯����С��2) �����ӻ������Ӽ��������л����˲���Ҫ������֬��3) �����������ܶȸߡ������Ժá���״���ӵ��մ����壻4) ʪ�������㹻ǿ����ģ���ɱ�����ģ��������������Ŀ��ѱ��Σ�5) ��ͨ��ø�������ø��Ũ�ȡ��¶������������ٶȣ������̱��ڿ��ƣ�6) ���÷���ˮ�Ե���ģ�ߣ��ɱ�������
M[7]����¶��յ���������(TIF )�����ý���Ŀռ��ȶ����ԣ�������Һ�м���һ���ܽ�����¶ȱ仯�����Ա�����Լ����ɢ����ͨ���ı��¶Ƚ����ܽ�ʹ֮��ɢ������ʧ�Ӷ�����ԭλ�̻������յ������ǿ���ģ����ڲ��ϵĻ��������á�1993���������������Ǵ�ѧLANGE��VELAMAKANNI[8]��ѹ�˳��ͺ�����עģ���͵Ļ����������̬��עģ����(CVGC)������������Ũ����Һ�ڸ�����ǿ���µĴ����ԣ��÷�����Ȼ����Ҫ�Ʊ��߹�������Һ�������������ǿ�ȵͣ���ģʱ���ѱ��Ρ�1994����ֵ�ֱ������עģ����(DCC)����ʿ����������ߵȹ�ҵѧԺGaucklerʵ����[9]������һ�ֽ����ߴ�����ͳ��ͼ������÷����״ν���̬��ѧ������ø�������뵽�մɳ��ͼ����У�ͨ��ø����Ӧ�ı�����Һ��pHֵʹ�������ȵ��IEP������������Ũ��ѹ��˫��㣬�Ӷ����ٻ����������Ӽ�ľ�����������÷��»�������ԭλ���̣��ɹ����Ʊ����ָ�����״�ĸ������մ�������������ʪ��������ȣ�ֱ������עģ���;���ʮ���������ŵ�[2, 10-11]��1) ��һ�ֽ����ߴ��ԭλ���̣����������ͺ��ս�����гߴ����״�仯����С��2) �����ӻ������Ӽ��������л����˲���Ҫ������֬��3) �����������ܶȸߡ������Ժá���״���ӵ��մ����壻4) ʪ�������㹻ǿ����ģ���ɱ�����ģ��������������Ŀ��ѱ��Σ�5) ��ͨ��ø�������ø��Ũ�ȡ��¶������������ٶȣ������̱��ڿ��ƣ�6) ���÷���ˮ�Ե���ģ�ߣ��ɱ�������
����������������ֱ������עģ���͵Ĺ��ռ�����������ϵ��Ӧ������ȷ����ȡ���˺ܴ������DCC������ϵҲ��ø����ϵ��չ�����л�������������ϵ���ü���Ҳ�������Ʊ��������մ�(Al2O3��ZrO2��)�����������մ�(SiC��Si3N4��)�Լ����ิ���մɵ�[12]����ˣ�ʮ���б�Ҫ�Ըü������о���չ����ϵͳ�Ĺ��ɡ��ܽ�ͷ������������߽���ֱ������עģ���͵��о���չ�����������������ԭ�����������̺;����ʵʩ;�����в����������ܽ�3��ֱ������עģ������ϵ�����̽��ֱ������עģ���ʹ��ڵ����⼰��չ����
1 ֱ������עģ���͵Ļ���ԭ���빤������
ֱ������עģ�����ǽ����廯ѧ���մɹ�����Ϊһ��Ľ����ߴ�ԭλ���̼�������ˣ�ֱ������עģ���͵Ļ���ԭ��Ӧ�ӽ��廯ѧ�ĽǶ������ͣ��մɷ�����뵽�ܼ���(ˮ���л��ܼ���)���������������ˮ��ʹ������������ɻ��߸���ɣ��������Ӵ���Һ�����������෴�ĵ�ɣ����ڹ�Һ�Ӵ������˫��㣬�䶯��λ��ΪZeta��λ(������ĵ�λ�����������ɢϵ�ȶ��Ե���Ҫָ��)�����ݽ��廯ѧ����(DLVO)[13-14]������Һ���������մɿ���֮����Ҫ���ڷ��»���������˫�������ľ�����������»���������ʹ��������žۻ��߹̻����������������ʹ�����з�ɢ������ͼ1��ʾΪ����Һ������֮���������ܡ�����Һ���ȶ���ȡ���ڷ����������ܼ��е�������VT�����Ƿ��»�������VA��˫����ų���VR֮�ͣ���VT=VA+VR����ͼ1��֪�����»���������˫����ų��ܾ���ֵ�����������Ӽ�ľ�������Ӷ���С�����»��������ɷ��»�������������ֻ������Һ�����������Ժͽ��������йأ����Ӱ���С��˫����ų�����˫���ľ������������������Һ��pHֵ�������е�����Ũ�ȼ������йء���ˣ���ͨ������VR�ı������ܣ������ı�����Һ�п������ȶ��ԡ���pHֵ�����仯��Զ��ȵ��IEP(IEPΪZeta��λΪ0ʱ��Ӧ��pH)ʱ���������������ϴ���һ���ܴ�������谭���Ӽ����������ʱ����Һʮ���ȶ����մɷ�������ڽ����гʷ�ɢ״̬������pHֵ�����仯�ƶ���IEPʱ��˫����ų���VR=0����VT=VA����ʱ˫����ľ��������ʧ�����»�������ռ�������ã�����Һ��ò��ȶ��������ڷ��»������������������ʹ����Һ�п�����������(�߹��ຬ��������Һ�������֮Ϊ�̻�)���ɼ���ֱ������עģ���͵Ĺ̻�ԭ�������֣�����pHֵ���ȵ�����������ǿ�ȣ�������������øı�pHֵ����������Ũ�ȣ�ʹ�߹��ຬ��������Һ���������������ߵ���ֵ��Ϊ��ֵ(�����Ӽ����������ų�����Ϊ������)���Ӷ��̻��γ�һ����״���մ����塣
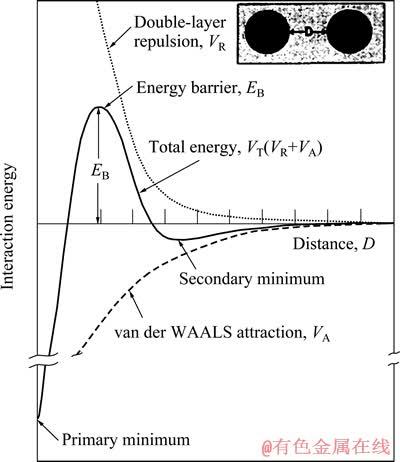
ͼ1 �մ�����Һ������֮����������[13]
Fig. 1 Interaction energy between particles of ceramic suspension[13]
ͼ2��ʾΪֱ������עģ���͵Ĺ������̡����Ƚ��մɷ����Լ���ɢ�������ܼ��г�ֻ�ϣ�Ȼ��������Һ�м���ɸı�pHֵ������Ũ�ȵ����Ӽ�(ø��ø���õ����)�������ݺ�����Һ��ע��Ԥ������ģ���У���������ɺ������ģ�����Լ��սᣬ���ջ���մɳ�Ʒ����������Һ���Ʊ������̹��̵Ŀ����dz��ͼ����Ĺؼ�����ֱ������עģ����������ҺҪ����Ⱥ߹��ຬ����������ζ�����õ������ԣ������ڳ����ݺ�����Һ������ģ�ߣ��Ӷ�������״���ӵ��մ����壬�������Һ����Ҫ�����1 Pa��s[3]���߹��ຬ������ʹ��������ﵽ���ܶȺ�ǿ�ȡ����̹��̵Ŀ��ƹؼ���������Һ��עǰ��״̬�Ŀ��ƣ���עǰ����ҺҪ�������Ժ�(���ȵ�)����ע������Ѹ�����ӷ����̻���
2 ֱ������עģ���͵�ʵʩ;��

ͼ2 ֱ������עģ���͵Ĺ�������[3]
Fig. 2 Process of direct coagulation casting[3]
�������Ϸ�����2�ֹ̻�ԭ����ֱ������עģ���Ϳ�ͨ������3�ַ�ʽʵ������Һ���ȴӶ���������(�̻�)[11]��1) �ı�����Һ��pHֵʹ֮�����ȵ��IEP�����ı�pH��ͨ��ø����Ӧʵ�֣�Ҳ��ͨ����������ķ���ʵ�֡���1��2�ֱ��г�һЩ���õ�ø����Ӧ���Դ���Ӧ[13, 15]����ı�����Һ��pHֵ�� ������ֱ������עģ���ͣ�2) ��������Һ�е�����Ũ����ѹ����Һ�Ӵ����˫��㡣����ø�����Դ���ӦҲ����������Һ�е�����Ũ��ʵ��ֱ������עģ���͡����⣬������Һ������һЩ�ض�������ˮ������ĸ�̬����ͨ���ı���������Һ�е��ܽ��Ҳ��ʵ������Һ��Һ-��ת�䣬�ҹ��̿ɿء�3) �����ض����л����Ӽ�ʹ֮����������Һ�������棬������Һ�������б�����ԣ��������IEP����Ϊʵ������Һ��pHֵ��
��1 �ɸı�pHֵ��ø����Ӧ
Table 1 Possible enzyme-catalyzed reactions for shifting value of Ph

��2 �ɸı�pHֵ���ȼ��Ӧ
Table 2 Possible thermally activated reactions for shifting value of PH

3 ���͵�3��ֱ������עģ������ϵ����Ӧ��
3.1 ø����ϵ
ø����ϵ����ø����Ӧ���Դ���Ӧ�ı�����Һ��pHֵ��IEP������������Ũ��ѹ��˫��㣬ʹ����Һ�������̡�����ϵ���类������㷺Ӧ����ֱ������עģ���͡�������Ҫ����4��ø����ϵ����������-����ø����ϵӦ����Ϊ�㷺��
3.1.1 ����-����ø����ϵ
����-����ø������õ�ø����Ӧ���ѳɹ�Ӧ����Al2O3[16-19]��SiC[20-23]��Si3N4[2, 21]�ȵ�ֱ������עģ���͡����ص�ˮ�����������������ø������Ҫ����ΪNH4+��HCO3- ������CO32-���ҷ�Ӧ��Ļ�������pHֵΪ9.2���ҡ��䷴Ӧʽ������ʾ��
 (1)
(1)
 (2)
(2)
 (3)
(3)
�÷�Ӧ���Ըı�����Һ��pHֵ��ʹ֮����IEP������������Ũ��ѹ��˫��㡣��ˣ���������-����ø����ϵ����ͨ���ı�pHֵ����ǿ����Ũ�����ַ�����ʵ������Һ�Ĺ̻���ͼ3��4��ʾΪAl2O3����Һ�̻������ַ�ʽ������pH���̷��ͦ�I���̷�����pH���̷�(���ı�pHֵ)����������Һ�м���������������������ʣ�������ҺpHֵ����Զ��IEPԼΪ4ʹ֮�����ȶ�״̬��ͨ�����ش�ˮ��ʹpH��4��Ϊ9��˫���֮��ľ����ų��ܼ�С������0���Ӷ�ʵ�ֹ̻�����I���̷�(����������Ũ��)����������Һ�������������Σ�ʹ�����������������ڷ���������棬������Һ�ĵȵ��IEP��9��Ϊ3.4���ң���ͨ�����ش�ˮ����������Ũ�ȶ����ı�pHֵ��˫���õ�ѹ�����Ӷ������̻����������̷����õ����մ���������ṹ��ͬ���������Ϊ��pH���̷��õ����մ���������ṹҪ�Ȧ�I���̷��ľ���Щ��������ַ������͵�������ѧ����Ҳ��������[24]��

ͼ3 Al2O3����Һ��pH���̷��е�pH�仯[13]
Fig. 3 pH change of Al2O3 suspension in ��pH coagulation[13]

ͼ4 Al2O3����Һ��I���̷��е�����Ũ�ȱ仯[13]
Fig. 4 Ion concentration change of Al2O3 suspension in ��I coagulation[13]
BALZER��[17-18]��������ø�����ض�Al2O3�մɽ����о����Ƚ��˦�pH���̷��릤I���̷���ʵ���������I��������Ҫ��ʱ��Ȧ�pH����Ҫ���ܶ࣬�������ڦ�I���������ӵ�����Ũ�ȹ�������������ø���Եķ��ӡ�����I�������������ǿ�Ⱥ͵���ģ��Ҫ�Ȧ�pH��������ߵö࣬��ɽ���Ϊ��I�������������̹����з����������ţ�����������·�ṹ�����ȣ����ֲ�����ʹ��ǿ�����ӡ�л־����[12]ָ��Al2O3��ֱ������עģ������ͨ��ø����Ӧ�ƶ�pH��IEPʵ�֣���SiC��Si3N4����������Һ�е�����Ũ��ѹ��˫���ʵ�����̣���������SiC��Si3N4��IEP�ϵͣ�����ͨ���ڲ���Ӧ�ı�pH��IEP����ѧ����[2]��������-����ø��ϵ�Ʊ���Si3N4�ɻ��60%�������ܶȺ��㹻����ģǿ�ȣ����������λ�ܶȾ��кܺõľ����ԣ����ս���������ܶȿɴ�98%���ϣ�����ǿ�ȴ�758.4 MPa����������Ϊ6.3 MPa��m1/2��LI��[22]�������������ش�����ø��SiC����Һ����ֱ������עģ���͡�������ΪpHֵ��9.5~10.5֮����Ʊ����ȡ��߹��ຬ�����ȶ�����Һ����������pHֵ���½������ӣ��Ҷ���62%(�������)SiC����Һ����������¶�Ϊ50 �棬�¶ȹ�����Ͷ����ӳ�����ʱ�䣬����1 h�����㹻ǿ����ģ��SI��[23]��pHΪ10ʱ�Ʊ��˵���(��1~3 Pa��s)���߹����������(��60%)��̼���衢��̼��Ϸ�ĩ����Һ��ͨ���ı�pHֵ��õ�ʪ���������ṹǿ������������ǿ�����ƣ����ս��������ܶȸߴ�98.7%����������С��12%��XIE��[25]������������Ӧ����Al2O3ֱ������עģ�����С������ʾ���������������ӱ��ʴ���5ʱ��50%(�������)Al2O3��2%�����ɵõ�80 mPa��s�ĵ�������Һ�����¶���40 �潵��15 ��ʱ���������صĴ������������Ӽ������ͷ��»���������Һ��������ȫ�����ƣ���������ø����Һ����ڼ�Сʱ����ȫ���̣��ҵõ��ĸ������۽ṹʮ�־��ȡ�
��������øһ���õ��������Ҳ��Դ�ø���ۣ������ڴ�ø�������ȶ����ͻ�����Ƴɻ���Ƽ����ۡ�ø�Ļ����Ե�λ���㣬1��λ����Ϊ�������¡�pH=7ʱÿ���Ӳ���1 ��mol NH3����Ҫ��ø������STUDART��[26]ָ��������һ����Ч�Ҿ��õ�����øԴ��������õ�������Һ��ѧ������ʹ�ô�øʱ�����ƣ��������ã�������������Գ�ʪ������Ҳ���൱�õĻ��ԣ��ɱ�������
3.1.2 ����-����ø��ϵ
����ø��������ϵ[27]�Ļ���������pH��Χ6~7֮�䣬����ø��pH��Χ3~11֮�䶼�������õĴ����ԡ���Ӧʽ������ʾ��

 (4)
(4)
 (5)
(5)
������ø�Ĵ���ˮ�����ɰ��������ᣬ��һ��ˮ��õ�����ˮ�����RCOO-��NH4+��ͼ5��ʾΪ2%������(�������)����Һ������ø��������ʱ��pHֵ�仯���ɼ�������ø��ˮ�������ʹAl2O3����Һ��pHֵ��������(pH=3)�䵽������(pH=6)�����ɼ�����(pH=10)�䵽������(pH=7)�Ӷ��յ�����Һ���̡����У�����������õ�һ�֣�ʽ(5)Ϊ�䷴Ӧʽ���÷�Ӧ����ʹpHֵ����6~7֮�䣬�����������ڼ��Ի�����(�����ǵ�pHֵ����10)ʱ��Ӧ����ʮ��Ѹ�٣������䴦�����Ի�����ʱ��Ӧ���ʷdz���������Ҫ���㹻�����Ũ�����ٽ�ˮ����̡���ˣ��˷�Ӧ�������ڼ��Ի����´����ȶ�״̬�������Ի����·������̵��մ�����Һ���Ʊ���
3.1.3 ����-��ø��ϵ
��ø��������ϵ[27]�У������ڽ���ˮ�е��ȶ�pHֵΪ7���ڼ�����Һ�з���������ˮ�ⷴӦ���ɴ������ᡣ��ˮ����������������ͷ���ȡ���������йء���Ӧ���£�
 (6)
(6)
�÷�Ӧ�����ڳ�ʼpHֵ��10~11֮�䣬����IEP��5~6֮����մ�����Һ���յ����̡����õ�����ֻ�ж���������������������������ˮ�����Ϊ������������������������������������������͡�ͼ6��ʾΪ������ø����������ʱ��pHֵ�仯�������£�������ø����������ʱ����Һ��pHֵ�ɼ�������(pHԼΪ10)���͵�4~5֮�䣬���1�������Ǻϡ�

ͼ5 2%����������Һ������ø��������ʱ��pH�仯[27]
Fig. 5 pH change for 2% alumina suspension by propionamide/ amidase reaction[27]
3.1.4 ������-����������ø��ϵ
����������ø����������[27]��ͨ���ڲ�����������ø�ٽ�������Ӧ�ı�pHֵ��������������ø����������������������ʹ����Һ��pHֵ�ɼ��Ա�Ϊ���ԣ�������Ϊ���ԡ���Ӧʽ������ʾ��

 (7)
(7)
 (8)
(8)
�����Ϸ�Ӧ��֪����������ø������������Ҫ���Ĵ�������������ͨ��������Һ�����ӹ��������������ø�ṩ�����Դٽ���Ӧ���С�ͼ7��ʾΪ����������ø�������������������pHֵ�仯����ͼ7��֪��δ�ӹ�������ʱ����Һ��pHֵ������11���Ҳ������仯�����˹������������ҺpHֵ��11���͵�4����֪����������ø������������ϵ��pHֵ����4~11֮�䷢���仯ʱø���������û��ԡ�

ͼ6 ������ø����������ʱpH�ı仯[27]
Fig. 6 pH change for alumina suspension with addition of acetic acid ethyl ester and carboxylesterase[27]

ͼ7 ����������ø�����������������pH�仯[27]
Fig. 7 pH change due to catalytic oxidation of glucose by glucoseoxidise[27]
3.2 ��������ϵ
��������Ũ��ʵ��ֱ������עģ���͵ķ�����һ�����Ӻ��������֡�������ӷ�����ȣ�����һ������Ũ�ȵķ����õ�������ǿ�ȵ͡��ײ������ƣ����ܵõ��������մ�[28-29]���������ӷ����ɽ������ǿ�ȵ͡��̻�ʱ�䳤�����⣬��˱����о��߹�ע������������������մɷ�����������������෴���������ȶ�����Һ�����������͵����Ũ�ȶ���Ϊ�ٽ�����Ũ��(CCC)[28, 30]������Schulze-Hardy����[30]��֪�����ӵ��ٽ�����Ũ�������̬�������η��ɷ��ȡ������3�����ӵļ�̬���ֱ�Ϊ1��2��3�������ǵ��ٽ�����Ũ�ȱ���Ϊ729:64:1���ɴ˿ɿ�����̬��Խ�ߵ��������ٽ�����Ũ��Խ�ͣ�Խ���������̡�WEN��[31]�о��˸�̬���Ӷ�Al2O3�մ�����Һ���������ܵ�Ӱ�죬��Ϊ��̬���ӵļ�������յ�����Һֱ�����̡�������Ҫ�������ֵ��͵ĸ�������ϵ��þ������ϵ��������ϵ��
3.2.1 þ������ϵ
��ø����ϵ��ͬ����þ������ϵ�в�����ø����Ӧ�����Դ���Ӧ����������������ˮ��MgO��ˮ��ˮ�������Mg2+��ʹ����Һ���̵ġ��䷴Ӧʽ������ʾ��
 (9)
(9)

 (10)
(10)
��������ӡ�Ⱥ��������о�ʵ����PRABHAKARAN��[32-38]��YU��[39]�Բ�������þ��Ϊֱ������עģ���͵����̼����˴����о��������в��þ۱�ϩ�����Ϊ��ɢ�������մɷ��塢����ˮ�ͷ�ɢ�������ĥ���������MgO���塣����ɢ���۱�ϩ������մɷ��塢ˮ�Ȼ����ĥ�����У���ɢ������������Һ�������棬ʹ����Һ�е����������ʷ�ɢ״̬������ˮ��MgO��������Һ����ˮ�ⷴӦ��������Mg2+����ɢ������Mg2+������ѧ��Ӧ�����մɷ��������������Mg-����ϩ���Ӷ�ʹ�۱�ϩ��林�����Һ��������������������Ϊ���������·�ɢ��������Һ���ӱ���ĸ����ʲ��㣬������ʹ����Һ�����̻������⣬Mg-����ϩ����ճ�����ÿ���Ϊճ���ʹ��������㹻��ǿ�ȺͿɿ��ԡ�
PRABHAKARAN��[32]��MgO����Al2O3�մ��Ʊ��С�ͼ8��ʾΪAl2O3�մ�����Һ��MgOΪ���̼���ֱ�ӳ��������ȵı仯���ɼ�������������MgO�����75 min������Һ���ȶ��ϵͣ����������մɷ����������������ֽ��γ��ž��壬�ҹ���ķ�ɢ����MgO������ȵط�ɢ������Һ�����ɢ���á�֮��MgOˮ�������Mg2+���ɢ��������ѧ��Ӧʹ��ɢ��������������Ϊ����������Һ��������ʱ����ӳ�Ѹ������ʵ�ֹ̻�����õ�ʪ�������㹻��ǿ��(45~211 kPa)������ģ�������ʱ������������Ϊ2.3%~4.8%����1600 ���ս�2 h��������Ϊ16.2%~17.1%���õ����������ܶȴ���98%������ֽ�MgO��Ϊ���̼�����YSZ(���ȶ��Ķ������)�մ��Ʊ���[33]��ʵ�鷢��������Һ�м���0.023%(��������)MgO����(���ɢ����Ӧ����Ũ�����)���������з�ɢ����������������������κ�Ӱ�죬����Һ���������̡�������ΪYSZ�������ھ�����ѧ��ԭ���ڼ��Ի���(pHֵԼΪ9.8)ʱ�ʷ�ɢ״̬�������������������մɷ������Ӵ�С�������仯�������������MgO����Ϊ0.046%��0.069%ʱ�����ڷ�Ӧֻ����0.023%������Һ�л�ʣ�¶����0.023%��0.046%MgO��MgO�����IEPΪ10.8����pHֵΪ9.8ʱMgO�������ӱ����������ɣ���YSZ�����IEPС��8����pHΪ9.8ʱ��������������и���ɡ���ˣ�YSZ�������ӵ���������������MgO�����������෴�ĵ��ʹ����Һ�����ӣ���ʹ�����д��ڽ϶���ȵ���·�ṹ��֯���õ�ǿ�Ƚϸߵ��������塣PRABHAKARAN��[34]�����������������(DHC)��Ϊ��ɢ����MgO����(Ҫ��Ũ�ȸ��ڷ�ɢ����Ӧ����Ũ��)��Ϊ���̼���Al2O3����Һ�Ʊ��������о���������������ڹ���MgO��ˮ�⣬ʪ���������ǿ�Ⱥ͵���ģ��������ʱ������Ӷ����ӡ���MgO����Ũ����0.2%��Ϊ0.5%ʱ��������ģʱ����4 h���ٵ�1.25 h������ǿ������30 kPa���ӵ�230 kPa������ģ����2.5 MPa���ӵ�103 MPa���ս�����������ܶ�ԼΪ97%����������PRABHAKARAN��[35]�ֲ���MgOΪ���̼��ɹ��Ʊ���ѹ���մɡ�XU��[40]����������þΪ���̼��������������ΪpH���ڼ��ɹ��Ʊ��˸�����״���ӵ�������������

ͼ8 ������������Ϊ0.2%��MgO�Է�ɢ��Ũ��Ϊ0.84% Al2O3����Һ�ȵ�Ӱ��[32]
Fig. 8 Effect of addition of 0.2% MgO (mass fraction) on alumina slurries containing 0.84% of dispersing agent[32]
3.2.2 ��������ϵ
XU��[30]�������������(TAC)��Ϊ��ɢ�����������Ϊ���̼����о��˸����Ӷ�Al2O3�մ�ֱ�����̵�Ӱ�졣�䷴Ӧʽ������ʾ��
 (11)
(11)
 (12)
(12)
ͼ9��ʾΪ�������Ƶ�����Һ�����¶ȵı仯�͵���Ƶ��ܽ�����ߡ���ͼ9(a)��֪���������һ������ˮ�Ĺ�����壬���ܽ�������¶ȵ����߶����ӡ�10 ��ʱ���ܽ��ֻ��0.17 g�����¶����ߵ�60 ��ʱ���ܽ�����ӵ�1.38 g���¶����ߣ�����Ƶ��ܽ�����ӣ�ˮ�������Ca2+���ʼӿ죬����������ܽ����Һ�С�ͼ9(b)����δ���ӵ���Ƶ�����Һ�������¶����߲������ı䣬�����ӵ���Ƶ�����Һ�������¶�����Ѹ�����ӡ��������ڽ��뵽����Һ�մɷ������˫����Ca2+���������ܻ�����Ӱ�죬�������Ӽ��˫����ų���Ѹ�ټ�С��ʹ����Һ���ڲ��ȶ�״̬������Һ��Zeta��λ����Ca2+Ũ�ȵ����Ӷ����ͣ���������Ũ�����ӵ�ijһȷ��ֵ(���ٽ�����Ũ��)ʱ��Zeta��λ��С������0������Һ�����ڲ����Ӽ�ķ��»������žۻ�̻������⣬���������ɢ��������������ӷ�����Ӧ����������Ƴ�����ʹ��ɢ�������ӱ���ĸ����ʴ����٣�����Һ��������Ҳ��ʹ���̵Ľ��С�

ͼ9 ����Ƶ��ܽ�����ߺ͵���Ƶļ��������Һ�ȵ�Ӱ��[30]
Fig.9 Solubility curve of calcium iodate(a) and influence of addition of calcium iodate on suspension viscosity(b)[30]
XU��[29]����HCl����pH�Ʊ��ȶ�����Һ������Ca3(PO4)2Ϊ���̼���ͨ��Ca3(PO4)2��HCl��Ӧ������CaHPO4��Ca(H2PO4)2��CaCl��ˮ��õ���Ca2+ѹ��˫��㡣���⣬��Ӧ�������ᣬ����Һ��pHֵ�����仯����IEP���ӿ�����Һ���̡��÷���������ģʱ��̡�ѹ��ǿ�ȸߡ��ս����ܺá�YANG��[41]������֬�������ͷŸ�����Ca2+��SO42-���͵��������մ����ṹ���ȣ�����ܶȴﵽ98%���ϡ�XU��[42]�������������Ϊ���̼��������������ΪpH���ڼ��Ʊ��˸�����״���ӵ��������մɡ�
3.3 �л�����ϵ
3.3.1 ����������ϵ
���ȶ�������Һ�м������������ͨ���ı��¶�ʹ�ȶ�����Һ���ȣ��÷����ǵ���pH���ȵ�����������Ũ�ȵ��ۺ����֡����̷�Ӧʽ������ʾ��
 (13)
(13)
 (14)
(14)
���������ӵ��ͷż��������ļ��٣�ʹ����Һ��pH�����仯������IEP�����Ӷ����̡��������ӵ��ͷſ�ͨ���ı��¶ȿ��ƣ������ɵ�������������Ϊ���ս����
PAGNOUX��[43]�ij���DCC�����е�ø����̬�����յ�����Һ����Ϊ�л����յ����ͣ����Ʊ���Al2O3�մ�����֯���ȣ�������С������ܶȿɴ�98%���մ�����Һ�Ʊ�������ͼ10��ʾ���Ƚ�Ũ��0.32 mg/m2��VO(��ϩ����Ԫ���ۻ�����)��Һ��Al2O3�����ϣ�֮���ټ���Ũ��0.008 mg/m2�ĿǾ�����Һ(CT)���γ�������ǰ���ȶ�����Һ�����ö�������(Al(CH3COO)2OH)��Ϊ���̼���ʹ����Һ���̡�VO��Һ���մɷ����Ϻ�VO��������������Al2O3�մɷ�����棬���Լ�С�������ӵijߴ粢��ȥ����Һ�нϴ���ž��塣�����εĹ�������ǿCT�������Ӿۺϵ����֮��ľ��������������εĹ�����ʹ�մɷ������ӱ������ǿ�������������á���VO��Һ�����˻����κ������ε��ص㣬������Ч�ط�ɢ�մɷ��壬ʵ������Һ���ȵ�Ҫ��Ҳ������TiO2��ZrO2��һЩ������ķ�ɢ������������CT��Һ������Һ��ʱ��CT���ӽ���Al2O3���ӱ�����VO���ӷ������ӵĻ�ѧ��Ӧ�����л����ӣ������ȵط�ɢ���մɻ���������������ڱ�������ã�����������Һ�������ԡ�����CT��Һ������Һ���п��Լ�ѹ������ʱ�������̼����ǻ��������ᷢ��ˮ�����Al3+����С����Һ��pH����IEP��Al3+���ͷ�ͬʱ����������Һ�е�����Ũ��ѹ��˫��㣬�Ӷ��ٽ�����Һ�̻����͡����ַ���Ҳ������Si3N4��SiC�����������Ӻ������Ӿۺϵ���ʵ��մ��䷽�����Ʊ����봫ͳ������ȣ��÷���������ŵ��Dz��ü�ѹճ�����ž��壬ֻ�����������л����Ӽ���

ͼ10 ��VO��CT��Һ���ȶ�����Һ���Ʊ�����[43]
Fig. 10 Processing for stable suspension with VO and CT solution[43]
JUNG��[44]ͬ�������˶���������Ϊ���̼�����ֱ������עģ�����Ʊ������մ�92%Si3N4- 3.8%Al2O3-4.2%Y2O3������������1.0%(��������)���һ��������(TEAH)��Ϊ��ɢ���Ʊ����ȶ��ĸ߹��ຬ������������Һ��������Ѷ�������Ũ��Ϊ0.55%�����¶�������60 ��ʱ������Һ�������̡���õ�ʪ�������㹻ǿ����ģ�������������С��1.0%������ܶ�Ϊ55.8%��
3.3.2 ������������ϵ
������������ϵ�Ĺ̻���ʽ����ͨ���ı�����Һ��pHֵ���ȵ����ʵ�֡�BINNER��[45-46]���Ȼ����Ϊ��ɢ��������������������մ�����Һ����ֱ������עģ�����о������Dz��õķ�ɢ��Ϊ�۱�ϩ��泥����̼�Ϊѭ���Ȼ�����D-��������-��-����(D-gulonic-��-lactone)�����������Ļ�ѧ���ʺ��¶ȹ�ϵ���о���֪��D-��������-��-����������Һ����ˮ������Ӧ(������ˮ�⣬��ͼ11��ʾ)���������γ��ǻ�-�Ȼ��ᣬ�γɵ��ǻ�-�Ȼ��Ὣ��С����Һ�е�pHֵ��ʹ֮��������Һ��IEP���Ӷ�ʹ�ȶ�����Һ���ȣ�ʵ�����̹��̡����ڸù��̵�pHֵ���ɸ߱�͵Ĺ��̣�����ʺ����ڽϸ���(pHֵ�ϴ�)������Һ������Һ�������ٶ������̼���Ũ�Ⱥ�����Һ���¶���������ͼ12��ʾΪ�㶨��������������Һ���ȱ仯����ͼ12(a)���Կ��������¶�һ��ʱ������Һ�����������̼���Ũ�ȵ����Ӷ�����Ũ��Ϊ1.00��10-5 mol/gʱ���Ⱥܵ��һ������仯����Ũ��Ϊ2.52��10-5 mol/g��3.12��10-5 mol/gʱ������ʱ��仯�������ӣ��������߲���Ǻܴ����Ϊ����������Ҫ���ұ������̼����˷ѣ�ѡ��2.52��10-5 mol/gΪ���̼�ʵ��Ũ�ȡ�ͼ12(b)��ʾ�����̼�Ũ��Ϊ2.52��10-5 mol/gʱ������Һ�������¶ȵ����߶������¶�Ϊ7 ��ʱ������ʱ��仯�ϻ��������¶ȴﵽ25��30 ��ʱ������ʱ�伱��仯�����ѡ��25 �����ʵ��ɼ����ܺġ����ø÷������͵�Al2O3�մ��������ս��ܶȡ�ǿ�ȺͿɿ���������������ϵ���ƣ������۽ṹʮ�־��ȣ�����ܶȿɴ�99%���ң���еǿ��ԼΪ450 MPa������������л��������٣�����Ҫ������֬��P NARD��[47]����PBTCA(2-��������-1,2,4-������)����������ϸ��ĩ���з�ɢ����ʵ��DCC���͡�
NARD��[47]����PBTCA(2-��������-1,2,4-������)����������ϸ��ĩ���з�ɢ����ʵ��DCC���͡�

ͼ11 �����������ˮ�ⷴӦ
Fig. 11 Hydrolysis reaction of carboxylic acid derivatives

ͼ12 �ں㶨������������Һ���ȱ仯[46]
Fig. 12 Time-dependant change in constant shear suspension viscosity[46]
4 ֱ������עģ���͵ĺ�������
�մ�����ֱ������עģ���ͺ������������ģ�������Լ��ս�Ⱥ�����������ģ���ǽ�������ȫ���մ�ʪ�����ģ����ȡ���Ĺ��̣�Ϊ�˷�ֹʪ��������ģ�����в��������ѱ��ε�ȱ�ݣ�ʵ��Ҫ��ʪ����Ҫ���㹻����ģǿ�Ⱥͽ϶̵���ģʱ�䡣��ģʵ������������ģǿ�ȴﵽ0.01 MPa�Ϳ���˳����ģ������������[19-21]����ֱ������עģ���Ϳ��Դﵽ�㹻����ģǿ�ȡ�ʯ�ڵ�[19]ָ����ģǿ��������Һ�Ĺ̺����йأ����մɽ������㹻�ߵĹ̺���(�����������55%)ʱ�����������㹻����ģǿ�ȡ���ģʱ��������Һ��ģǰ���ȱ��йأ����ȱ�Խ����ģʱ��Խ�̡�����Ϊ�˱�����ģʱʪ������ģ�߷���ճ����ʵ������п���ʹ�ù�֬����ģ����
�մ�ʪ����������һ���������½��У�Ҳ�����¶ȡ�ʪ�ȿɿصĸ������н��У������������ʱ�䶼�Ƚϳ���Ϊ�˱��������ڸ���ʱ���ֹ����������߲����������Լ����ѣ�Ҫ�����������ܶ�Ӧ�����ܸߣ�����������ֵ��ܶ�Ӧ�ñ��־���һ�£����Ƕ�ʪ�������Ļ���Ҫ��[48]������ʱ�����ᳫ���ٸ����Ϊ���ٸ����������ﲻ���ȣ���ʱ���ڵĽϴ�������ʻ�ʹ���巢�����ѱ��Ρ�����ʱ��һ��ʪ���½��У���Ƶ���ط���ʪ���壬���Ա����մ����巢���������Ρ�
�ս�[49]�dz���������һ���¶��µ����ܻ����̣��ս���̰������������������ǿ�����ӡ����ܶ���ߵ�һϵ���������ı仯��ֱ��Ӱ�쵽�մɳ�Ʒ�ĸ�����ѧ���ܣ�����ս���մɳ���Ҳ������Ҫ[50-53]��л־����[54]�о�AlOOH��Al2O3�մ�ǿ��Ӱ���в��ù����¯������ѹ�սᣬ�մ����������������1280 �棬����ܶȸߴ�99.7%��SI��[23]��SiCֱ������עģ������Ҳ��������ѹ�սᣬ��������� DCC ���͡���Ⱦ�ѹ�ս�õ�����Ʒ����ܶȴ�98.7%���ȵȾ�ѹ���͡���Ⱦ�ѹ���ս�ĸ� 1.7%��˾�Ľݵ�[3]�����˲���DCC���͡��ȵȾ�ѹ�ս����������Τ��ģ���ߴ�47������Ⱦ�ѹ���͵Ľ�Ϊ12���ҡ�
5 ֱ������עģ���͵�Ӧ��
ֱ������עģ���Ϳ�Ӧ�����Ʊ��������մɡ����������մɡ����ิ���մɵȡ�GUACKLER��[27]ָ������DCC�Ʊ����������մɿ��������֡����֡�ϥ�Ǻ��Źؽ�ֲ����������õ����ں���Ƕ����ȡ�XU��[30]����DCC�Ʊ���������ֱ���֡�ͼ13��ʾΪDCC���͵��������մ�����������ZrO2��TiO2��Y2O3������������ֱ������עģ����Ҳ�Ѿ��Ʊ�������״���ӡ��߿ɿ��ԡ������ܵ��մ�������˾�Ľݵ�[3]����DCC�Ʊ����ս���������������ﯡ�̼���衢������ȸ�����������ֱ��Ϊ150 mm��ת�ӡ����ּ��ȡ����������մɵ�ֱ������עģ�����о���Ҫ�����ڵ������̼�����մɡ�SI��[23]ͨ��DCC�����˸���SiC��������ֱ��Ϊ90 mm�ij��֣�����ǰ�����̹��������κ������������������Ϊ1%~2%��GUACKLER��[27]����DCC�Ʊ���̼��������ת�ӡ�ͼ14(a)��ʾΪֱ������עģ�����Ʊ���̼������֡�
��ѧ����[2]��DCC���͵ĵ����������������ƽ����࣬����������ı߽Ǻ������ܶȲ���С������λ�ܶȾ��кܺõľ����ԡ�ͼ14(b)��ʾΪֱ������עģ���ͻ�õĵ�����������˾�Ľݵ�[21]�������ش�����øˮ��DCC�����Ʊ���̼����͵����貿��������֡������β����ȣ�������������ܶȸ����ܶȷֲ����ȡ�

ͼ13 DCC���͵��������մ�����[3, 27,30, 32]
Fig. 13 Alumina parts via direct coagulation casting: Gear[27]
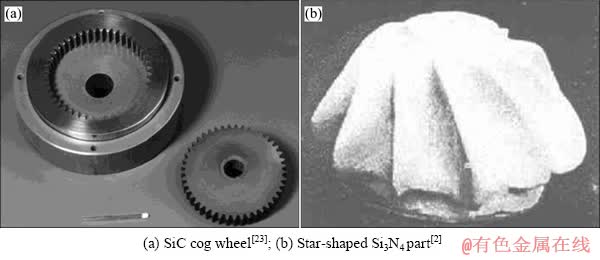
ͼ14 DCC���͵�SiC��Si3N4����[2, 23]
Fig. 14 SiC and Si3N4 parts via DCC
���ิ���մɵ��Ʊ����ڸ����մɵĵȵ��ͽ������Զ�����ͬ����˲���ֱ��Ӧ��DCC��������ͨ�����ӷ�ɢ���������մɿ������漰�Կ������б�������Ե������ǵĽ������ԣ�ʹ������ϵ�е����������������ĵȵ������ƵĽ������ԣ������Ϳ�������ͬ��������ֱ������עģ���Ͷ��ิ���մɡ���������ֱ������עģ�����ڶ��ิ���մɲ��ϵ��о�Ҳ�������࣬������[55] ����ֱ������עģ���ͳɹ��Ʊ�Al2O3-ZrO2��Al2O3-SiC��Si3N4-SiC��Al2O3-SiC-ZrO2���ิ���մɡ�JUNG��[42]��ֱ������עģ�����Ʊ���92%Si3N4-3.8%Al2O3-4.2%Y2O3�����մɡ����ิ��������մ����ܵ���Ҫ;��֮һ����ˣ���ָ��ֱ������עģ�����ڶ��ิ���մ��Ʊ��з��Ӻܴ����á�
6 ���ڵ������뷢չ
ֱ������עģ������һ�־����Ժõ�ԭλ���̼������ɳ����ָ�����״���մ������������մɹ�ҵ�ķ�չ�������ִ�����ҵ������Ӧ�õIJ������룬���մɳ���Ҫ��Ҳ������ߣ��µ�ֱ������עģ������ϵ����ӿ�֣����������ڳ��졣��ֱ������עģ���������������������һ��̽����
1) ���ȡ��߹��ຬ�����ȶ�����Һ���Ʊ�����һֱ��ֱ������עģ�������е�һ���ѵ㣬�����������ص����ڷ�ɢ��ϵ�Ŀ�����Ŀǰ�����������Ʊ��о��϶࣬��ɢ��������õ�������������ķ�ɢ����ͨ��������Եõ���������о����٣����ղ����죻���⣬ֱ������עģ���ͻ�δ�漰������ĩ����˽�һ�������µķ�ɢ��ϵ���б�Ҫ��
2) ����ǿ�ȵ���ߡ�ֱ������עģ����������ʪ��������ȣ������Բ������ʪ����ǿ����Խϵ͡�Ŀǰ��ͨ�������ض����л��������(��AlOOH)����������ǿ�ȣ����ⷽ����о�ԶԶ������
3) ��һ��̽���µ�������ϵ����������ϵ�Ŀ���������һֱ���о����ص㡣���������о��߿�����һϵ��������ϵ������Щ������ϵĿǰ��Ӧ��ֻ�����ڲ����մɵij��ͣ�����Al2O3��SiC��Si3N4Ϊ������������ͷ���������Զ����մɡ�����մɵ��о����١���ˣ����һ��̽���µ�������ϵ����ֱ������עģ�����գ��ʺϸ�����ϵij�������
4) DCC�������Ƽ����Զ�������������Ϊֹ��ֱ������עģ�������в����ƣ�����Ҫ������ȶ��Ժʹ��ģ��������Ӧ�ԣ���ʵ�ֳ����Զ�������ˣ���һ���潫���о���Ŭ���ķ���
REFERENCES
[1] LANGE F F. Colloidal processing of powder for reliable ceramics[J]. Current Opinion in Solid State & Materials Science, 1998, 3: 496-500.
[2] ��ѧ��, ����Ƽ, �ź곿, �� ��, ������. ֱ������עģ���͵������մ�[J]. ������ѧ��, 2001, 16(5): 877-882.
IU Xue-jian, HUANG Li-ping, GU Hong-cheng, XU Xin, FU Xi-ren. Direct coagulation casting of silicon nitride ceramics[J]. Journal of Inorganic Materials, 2001, 16(5): 877-882.
[3] ˾�Ľ�, ����, �� ��. �մ�ֱ������עģ(DCC)����[J]. �ִ������մ�, 1995(4): 40-44.
SI Wen-jie, MIAO He-zhuo, HUANG Yong. Ceramics forming by direct coagulation casting(DCC)[J]. Advanced Ceramics, 1995(4): 40-44.
[4] JANNEY M A, OMATETE O O. Method for molding ceramic powders using a water-based gel-casting: United States, C04B35/64, 5028362[P]. 1991-07-02.
[5] JANNEY M A, OMATETE O O. Method for molding ceramic powders using a water-based gel-casting process: United States, C08L33/00, 5145908[P]. 1992-09-08.
[6] ��С��, ���ճ�, ����Ⱥ, ������, ������, �� ��, �� ��. ����עģ���ͼ������о����չ[J]. �й���ɫ����ѧ��, 2010, 20(3): 496-509.
WANG Xiao-feng, WANG Ri-chu, PENG Chao-qun, LI Ting-ting, LUO Yu-lin, WANG Chao, LIU Bing. Research and development of gelcasting[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(3): 496-509.
[7] BERGSTRM L, SANDVIK A B. Method for forming ceramic powders by temperature induced flocculation: United States, B22F3/12, 5340532[P]. 1994-08-23.
[8] LANGE F F, VELAMAKANNI B V. Method for preparation of dense ceramic products: United States, C04B35/64, 5188780[P]. 1993-02-23.
[9] GRAULE T J, BAADER F H, GAUCKLER L J. Shaping of ceramic green compacts direct from suspension by enzyme catalyzed reactions[J]. CFI Ceram Forum Int Ber DKG, 1994, 71(6): 317-323.
[10] �� ��. ֱ������עģ���ͼ���[J]. ������ѧ��, 1998, 13(3): 269-274.
GAO Lian. Direct coagulation casting[J]. Journal of Inorganic Materials, 1998, 13(3): 269-274.
[11] ���羲, �� �. �մɷ����ֱ������עģ����[J]. ���ϵ���, 2004, 18(12): 59-61.
LI Shu-jing, LI Nan. Direct coagulation casting of ceramic powder[J]. Materials Review, 2004, 18(12): 59-61.
[12] л־��, �����, �� ��, ˾�Ľ�. �մ�ֱ������עģ����(DCC)ԭ����Ӧ��[J]. �մ�ѧ��, 1997, 18(3): 167-171.
XIE Zhi-peng, YANG Jin-long, HUANG Yong, SI Wen-jie. Basic principle and applications of direct coagulation casting on ceramics[J]. Journal of Ceramics, 1997, 18(3): 167-171.
[13] SIGMUND W M, BELL N S, BERGSTRM L. Novel powder-processing methods for advanced ceramics[J]. Journal of the American Ceramic Society, 2000, 87(3): 1557-1574.
[14] BERGSTRM L. Colloidal processing of ceramics[M]. United Kingdom: John Wiley & Sons Ltd, 2001: 201-218.
[15] BALZER B, GAUCKLER L J. Handbook of advanced ceramics[M]. London: Elsevier Academic Press, 2003: 435-458.
[16] TERVOORT E, TERVOORT T A, GAUCKLER L J. Chemical aspects of direct coagulation casting of alumina suspensions[J]. Journal of the American Ceramic Society, 2004, 87(8): 1530-1535.
[17] BALZER B, HRUSCHKA M K M, GAUCKLER L J. In situ rheological investigation of the coagulation in aqueous alumina suspensions[J]. Journal of the American Ceramic Society, 2001, 84(8): 1733-1739.
[18] BALZER B, HRUSCHKA M K M, GAUCKLER L J. Coagulation kinetics and mechanical behavior of wet alumina green bodies produced via DCC[J]. Journal of Colloid and Interface Science, 1999, 216: 379-386.
[19] ʯ ��, ��Ծ��, �� �, �� ��. �������մ�ֱ������עģ����(DCC)���ղ������о�[J]. ���Ͽ�ѧ�빤��, 2008, 16(5): 688-691.
SHI Lei, ZHU Yue-feng, ZHANG Chan, LIANG Ji. Direct coagulation casting of alumina slurry and its technics[J]. Materials Science & Technology, 2008, 16(5): 688-691.
[20] ˾�Ľ�, GRAULE T J, BAADER F H, GAUCKLER L J. ֱ������עģ����SiC�մɡ��������̹��̵��о�[J].������ѧ��, 1996, 11(1): 171-174.
SI Wen-jie, GRAULE T J, BAADER F H, GAUCKLER L J. Direct coagulation casting of SiC��the solidification process[J]. Journal of Inorganic Materials, 1996, 11(1): 171-174.
[21] ˾�Ľ�, GRAULE T J, BAADER F H, GAUCKLER L J. ֱ������עģ����Si3N4��SiC�մɡ�����ԭ������������[J]. ������ѧ��, 1996, 24(1): 32-37.
SI Wen-jie, GRAULE T J, BAADER F H, GAUCKLER L J. Moulding of Si3N4 and SiC ceramics via direct coagulation casting��Basic principles and processing[J]. Journal of The Chinese Ceramic Society, 1996, 24(1): 32-37.
[22] LI Wei, ZHANG Hong-xiang, JIN Yan-ping, GU Ming-yuan. Rapid coagulation of silicon carbide slurry via direct coagulation casting[J]. Ceramics International, 2004, 30: 411-416.
[23] SI Wen-jie, GRAULE T J, BAADER F H, GAUCKLER L J. Direct coagulation casting of silicon carbide components[J]. Journal of the American Ceramic Society, 1999, 82(5): 1129-1136.
[24] SCHENKER I, FILSER F T, ASTE T, GAUCKLER L J. Microstructures and mechanical properties of dense particle gels: Microstructural characterization[J]. Journal of the European Ceramic Society, 2008, 28: 1443�C1449.
[25] XIE Zhi-peng, CHEN Ya-li, HUANG Yong. A novel casting forming for ceramics by gelatine and enzyme catalysis[J]. Journal of the European Ceramic Society, 2000, 20: 253-257.
[26] STUDART A R, PANDOLFELLI V C, TERVOORT E, GAUCKLER L J. Direct coagulation casting of alumina suspensions using jack bean as a urease source[J]. Journal of the American Ceramic Society, 2002, 85(7): 1695-1698.
[27] GAUCKLER L J, GRAULE T, BAADER F. Ceramic forming using enzyme catalyzed reactions[J]. Materials Chemistry and Physics, 1999, 61: 78-102.
[28] XU Jie, QU Ya-nan, XI Xiao-qing, YANG Jin-long. Properties of alumina coagulated bodies prepared by direct coagulation casting via high valence counter ions (DCC-HVCI)[J]. Journal of the American Ceramic Society, 2012, 95(11): 3415-3420.
[29] XU Jie, WEN Ning, QI Fei, LI He-xin, YANG Jin-long. Direct coagulation casting of positively charged alumina suspension by controlled release of high valence counter ions from calcium phosphate[J]. Journal of the American Ceramic Society, 2012, 95(7): 2155-2160.
[30] XU Jie, WEN Ning, LI He-xin, QI Fei, XI Xiao-qing, YANG Jin-long. Direct coagulation casting of alumina suspension by high valence counter ions using Ca(IO3)2 as coagulation agent[J]. Journal of the American Ceramic Society, 2012, 95(8): 2525-2530.
[31] WEN Ning, CAI Kai, XU Jie, YU Juan-li, LI He-xin, YANG Jin-long. Influence of high valence counter-ions on the rheology of alumina suspension[J]. Journal of the American Ceramic Society, 2011, 39(11): 1768-1772.
[32] PRABHAKARAN K, SOORAJ R, MELKERI A, GOKHALE N M, SHARMA S C. A new direct coagulation casting process for alumina slurries prepared using poly(acrylate) dispersant[J]. Ceramics International, 2009, 35: 979-985.
[33] PRABHAKARAN K, MELKERI A, GOKHALE N M, CHONGDAR T K, SHARMA S C. Direct coagulation casting of YSZ powder suspensions using MgO as coagulating agent[J]. Ceramics International, 2009, 35: 1487-1492.
[34] PRABHAKARAN K, SOORAJ R, KUMBHAR C S, MELKERI A, GOKHALE N M, SHARMA S C. Heterocoagulation moulding of alumina powder suspensions prepared using citrate dispersant[J]. Ceramics International, 2010, 36: 1-8.
[35] PRABHAKARAN K, JOSEPH K, SOORAJ R, DURGAPRASAD C. Magnesia induced coagulation of aqueous PZT powder suspensions for direct coagulation casting[J]. Ceramics International, 2010, 36: 2095-2101.
[36] PRABHAKARAN K, TAMBE S P, MELKERI A, GOKHALE N M, SHARMA S C. Mechanical properties of wet-coagulated alumina bodies prepared by direct coagulation casting using a MgO coagulating agent[J]. Journal of the American Ceramic Society, 2008, 91(11): 3608-3612.
[37] PRABHAKARAN K, KUMBHAR C S, RAGHUNATH S, GOKHALE N M, SHARMA S C. Effect of concentration of ammonium poly(acrylate) dispersant and MgO on coagulation characteristics of aqueous alumina direct coagulation casting slurries[J]. Journal of the American Ceramic Society, 2008, 91(6): 1933-1938.
[38] PRABHAKARAN K, RAGHUNATH S, MELKERI A, GOKHALE N M, SHARMA S C. Novel coagulation method for direct coagulation casting of aqueous alumina slurries prepared using a poly(acrylate) dispersant[J]. Journal of the American Ceramic Society, 2008, 91(2): 615-619.
[39] YU Juan-li, YANG Jin-long, HUANG Yong. The transformation mechanism from suspension to green body and the development of colloidal forming[J]. Ceramics International, 2011, 37: 1435-1451.
[40] XU Jie, QU Ya-nan, QI Fei, WANG Ya-li, YANG Jin-long. Direct coagulation casting of alumina using magnesium citrate as coagulating agent with glycerol diacetate as pH regulator[J]. Journal of Materials Science, 2014, 49: 5564-5570.
[41] YANG Jin-long, XU Jie, WEN Ning, QU Ya-nan, QI Fei, XI Xiao-qing. Direct coagulation casting of alumina suspension via controlled release of high valence counterions from thermo-sensitive liposomes[J]. Journal of the American Ceramic Society, 2013, 96(1): 62-67.
[42] XU Jie, ZHANG Yan-xue, QU Ya-nan, QI Fei, ZHANG Xiao-yan, YANG Jin-long. Direct coagulation casting of alumina suspension from calcium citrate assisted by pH shift[J]. Journal of the American Ceramic Society, 2014, 97(4): 1048-1053.
[43] PAGNOUX C, MOUGENOT M, PEREZ P G, CHARTIER T, BAUMARD J F. Coagulation of mixed organic systems and alumina particles for paste production[J]. Journal of the European Ceramic Society, 2006, 26: 3091-3098.
[44] JUNG Y S, PAIK U, PAGNOUX C, JUNG Y G. Consolidation of aqueous concentrated silicon nitride suspension by direct coagulation casting[J]. Materials Science and Engineering, 2003, 42: 93-100.
[45] BINNER J G P, MCDERMOTT A M, YIN Y, SAMBROOK R M, VAIDHYANATHAN B. In situ coagulation moulding: a new route for high quality, net-shape ceramics[J]. Ceramics International, 2006, 32: 29-35.
[46] BINNER J G P, SANTACRUZ I, MCDERMOTT A M. Rheological characterisation of electrosterically dispersed alumina suspensions during In situ coagulation[J]. Journal of the American Ceramic Society, 2006, 89(3): 863-868.
[47] PENARD A L, ROSSIGNOL F, NAGARAJA H S, PAGNOUX C, CHARTIER T. Dispersion of alpha-alumina ultrafine powders using 2-phosphonobutane-1,2,4-tricarboxylic acid for the implementation of a DCC process[J]. Journal of the European Ceramic Society, 2005, 25: 1109-1118.
[48] ����ǿ. �����մɳ����յ�����[J]. ������ѧ��, 2001, 29(5): 466-470.
LI Miao-qiang. A discussion on ceramics forming technology[J]. Journal of The Chinese Ceramics Society, 2001, 29(5): 466-470.
[49] �� �, �����. �Ƚ��մ��Ʊ�����[M]. ��1��. ����: ��ѧ��ҵ������, 2009: 94-137.
WANG Xin, TIAN Jin-tao. Preparation of advanced ceramics [M]. 1st ed. Beijing: Chemical Industry Press, 2009: 94-137.
[50] �� ��, ����Ⱥ, ���ճ�, ��С��, ������, ��־��. �ս�����Y2O3��Pr6O11��Al2O3�մ�����ܶȺ��ȵ��ʵ�Ӱ��[J]. �й���ɫ����ѧ��, 2012, 22(8): 2302-2310.
LIU Bing, PENG Chao-qun, WANG Ri-chu, WANG Xiao-feng, LI Ting-ting, WANG Zhi-yong. Effects of sintering aids Y2O3 and Pr6O11 on relative density and thermal conductivity of Al2O3 ceramics[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(8): 2302-2310.
[51] �� Ǭ, ����, ������. ��ѹ�ս��Ʊ�Al2O3/TiCN-Ni-Ti�մɸ��ϲ��ϵ���֯������[J]. �й���ɫ����ѧ��, 2012, 22(8): 2311-2316.
LI Qian, SUN Xu-dong, XIU Zhi-meng, Microstructures and properties of Al2O3/TiCN-Ni-Ti composites fabricates by hot pressing[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(8): 2311-2316.
[52] л�̷�, ��˳��, ���㷼, ���ij�. ��Ӧ�ս��Ʊ����TiB2-TiC�����մ�[J]. �й���ɫ����ѧ��, 2009, 19(8): 1468-1472.
XIE Ji-feng, CAO Shun-hua, ZHANG Xiu-fang, LI Wen-chao. Preparation of porous TiB2-TiC multiphase ceramics by reactive sintering[J]. The Chinese Journal of Nonferrous Metals, 2009, 19(8): 1468-1472.
[53] ���ٷ�, ������, �����, ������, ��ΰԨ, �� ��. �ս������Ը�������SiC�մɽṹ�����ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2011, 21(2): 430-435.
WANG Shao-feng, WANG Chang-an, SUN Jia-lin, ZHOU Li-zhong, LIU Wei-yuan, HUANG Yong. Effects of sintering additives on microstructure and properties of porous SiC ceramics with high prosity[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(2): 430-435.
[54] л־��, �����, �� ��, WILL J, GAUCKLER L J. AlOOH��Al2O3ֱ������עģ��������ǿ�ȵ�����Ӱ��[J]. ������ѧ��, 1997, 12(6): 855-860.
XIE Zhi-peng, YANG Jin-long, HUANG Yong, WILL J, GAUCKLER L J. The effect boehmite on wet green strength for direct coagulation casting of alumina[J]. Journal of Inorganic Materials, 1997, 12(6): 855-860.
[55] �� ��, ��ҫ��. ���ิ���մɵ�ֱ������עģ����[J]. �ɶ�����ѧԺѧ��, 1998, 25(2): 342-348.
LI Li, HOU Yao-yong. Direct coagulation casting process of multiphase composite ceramics[J]. Journal of Chengdu University of Technology, 1998, 25(2): 342-348.
(�༭ �� ��)
������Ŀ������������Ȼ��ѧ����������Ŀ(51202296)���ߵ�ѧУ��ʿѧ�Ƶ�ר����л���������Ŀ(20120162120006)
�ո����ڣ�2014-03-17�������ڣ�2014-12-03
ͨ�����ߣ�����Ⱥ����ʿ�����ڣ��绰��0731-88877197��E-mail: pcq2005@163.com

