�л�ճ����������Ź̽����Լ�ǿ����ʩ
�����ᣬ�� ���������ۣ��� �Σ��� �t���Ըĸ�
(���ϴ�ѧ ��Դ�ӹ������﹤��ѧԺ������ ��ɳ��410083)
ժ Ҫ���о��л�ճ������ź����������ŵĿ���ṹ��������ɣ����Ƚ���2��ճ����ڳ�������е����û�������Ϊ�л�ճ������ű����������Ź̽�ǿ�ȵ͵�ԭ����Ҫ��2����һ����������������ȣ��л�ճ��������п����Ӵ��������ܡ����ſ�϶�ʸߣ�������ճ�����õĵ��۵����ʺ����١�ͨ��ĥ��������ԭ�����ȣ�������ĥ���գ��������л�ճ������ſ���֮��ĽӴ�����950 ��Ԥ��10 min�Լ���1 250 �決��10 min�������£�ʹ�л�ճ������ŵ�Ԥ����ǿ�ȴ�159 N/����ߵ�488 N/����������ǿ�ȴ�1 405 N/����ߵ�2 534 N/�������⣬����1.25%��ʯ��ʯ�����������е��۵����ʵ����ɣ���1 010 ��Ԥ��10 min�Լ���1 250 �決��10 min�������£�����ʹ�л�ճ������ŵ�Ԥ����ǿ�ȴ�245 N/����ߵ�426 N/����������ǿ�ȴ�1 477 N/����ߵ�3 051 N/����
�ؼ��ʣ��л�ճ�������������Ԥ�������̽�ǿ��
��ͼ����ţ�TF046.2 ���ױ�ʶ�룺A ���±�ţ�1672-7207(2009)03-0550-06
Concretion properties of organic-binder oxidate pellets and strengthen measures
CHEN Xu-ling, GAN Min, FAN Xiao-hui, JIANG Tao, WANG Yi, ZHAO Gai-ge
(School of Minerals Processing and Bioengineering, Central South University, Changsha 410083, China)
Abstract: The mineral composition and the structure of two kinds of pellets made by bentonite and organic binder respectively were studied and the mechanisms of these two kinds of binders in the palletizing process were compared. The results show that the strength of organic-binder pellets is lower than that of bentonite pellets. One reason is that particles in organic-binder pellets contact looser and the porosity is higher. The other is that the content of low-melting material in organic-binder pellets which plays the role of bonding is less than that in bentonite pellets. The contact of particles in organic-binder pellets can be improved by reducing the size of iron concentrate using ball milling and the damp milling. The strength of preheated pellet increases from 159 N to 488 N, and that of indurated pellets increases from 1 405 N to 2 534 N in the condition of preheating for 10 min at 950 �� and indurating for 10 min at 1 250 ��. Furthermore, the forming of low-melting material in organic-binder pellets can be improved and the strength of preheated pellets increases from 245 N to 426 N, and that of indurated pellets from 1 477 N to 3 051 N by adding 1.25% limestone to pellets in the condition of preheating for 10 min at 1 010 �� and indurating for 10 min at 1 250 ��.
Key words: organic binder; bentonite; preheated pellets; indurated pellets; concretion strength
�������ſ�������Ⱦ��ȡ���̬ǿ�ȸߡ���Ʒλ�ߡ���ԭ�Ժõ��ŵ㣬��һ�����ʵĸ�¯¯��[1-2]���������������У���ճ����õ�����������ƫ�ߣ������SiO2��Al2O3������ʹ�����ſ���Ʒλ���ͣ���Ʒλÿ����1%����¯���ȱ�����2%�������½�3%[3-4]���ɲ����л�ճ��������������������л����ڱ��չ�����ȼ�շֽ⣬��ˣ������л�ճ�������Ӱ�����ſ����Ʒλ[5]����������л�ճ��������������Ϊ����ճ��������˴����о���֤ʵ�����л�ճ������������ϸ�������������л�ճ����ܸ������������Ļ���[6-10]����Ԥ����Ʒ��ѹǿ��ƫ�ͣ�ʹ���л�ճ�����δ���������еõ��㷺Ӧ�á���Ŀǰ���о��ɹ������л�ճ�����������ȫ������� ��[11-12]����ˣ������ȫ�����л�ճ����������ţ��ͱ����о��л�ճ������Ź̽�ǿ��ƫ�͵�ԭ���Լ��ҵ�����л�ճ�������ǿ�ȵĴ�ʩ��
1 ԭ�����������鷽��
1.1 ԭ������
���������õ���������������ʯ��ʯ�Ļ�ѧ�ɷּ���1�������������ȵ���0.074 mm�ĺ���Ϊ71.4%��ʯ��ʯ�����ȵ���0.074 mm�ĺ���Ϊ90.2%��������Ϊ���Ե��ƻ�������������������ָ�����£����ʼ�Ϊ50.25 mL/(15 g)��������Ϊ7.65 mL/g��2 h��ˮ��Ϊ235.8%������ʯ������75.50%�����ȵ���0.074 mm�ĺ���Ϊ85.50%���л�ճ���Ϊ��ĩ״��ɫ���л�����˹��ϳɵĸ߷��Ӿۺ���������д������Ȼ����ǻ����Թ����ţ��к�ǿ����ˮ����������ˮʹ����Ѹ�����ӡ�
��1 ԭ�ϵĻ�ѧ�ɷ�
Table 1 Chemical composition of raw materials w/%

1.2 ���鷽��
������������Ʊ���������Ԥ�Ⱥͱ��յȹ��̣���������Ԥ����ͱ�����ȵ�ǿ�Ƚ��м� �⣬������ǿ���൱�����������Ԥ��������ǿ�ȡ��������ĥԤ�������ù��(ֱ��������)Ϊ 1.0 m��0.5 m����ĥ������������Բ��ֱ��Ϊ1.0 m��������Ϊ4 kg��Ԥ�ȡ�������������ʽ��״��¯�н��У�����Ϊ��Ԥ���¶�950 �棬Ԥ��10 min�������¶�1 250 �棬����10 min(������ע����)������Q-WIN��ƫ���������������ſ���п����о���
2 �л�ճ�������ǿ�Ȳ��ԭ�����
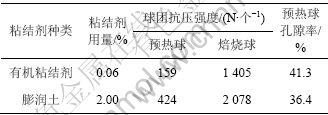
�ں���ԭ�Ϻ������ղ�����ͬ��������������������£��л�ճ������ź����������ŵ�Ԥ���� �ͱ�����ǿ�����2��ʾ���ɼ����л�ճ������ŵ�Ԥ����ͱ������ǿ������������ǿ����ȷֱ��265 N/����673 N/����
��2 ճ�����������Ź̽�ǿ�ȵ�Ӱ��
Table 2 Effects of kinds of binders on strength of pellets
����Ԥ����ǿ���뱺����ǿ���кܺõĶ�Ӧ��ϵ�����ԣ�����Ԥ������з�����2��Ԥ����Ŀ�����ɺ��۽ṹ���3��ͼ1��ʾ���ɼ���2�����ŵ�Ԥ������Ҫ�����ŵĿ�϶�ʡ����۵�����(�������ʯ��������)�����Լ��ᾧ״̬������ڲ��졣
��3 Ԥ����������
Table 3 Mineral composition of preheated pellets w/%


(a) �л�ճ���Ԥ����(b) ������Ԥ����
dz��ɫ���������ʯ����״����ɫ��Fe2O3����״����ɫ������������
ͼ1 Ԥ���¶�Ϊ950 ��ʱԤ������۽ṹ
Fig.1 Microstructure of preheated pellets at 950 ��
�л�ճ���Ԥ�����϶��Ϊ41.3%�������������ŵĿ�϶�ȸ�4.9%������2.0%ϸ����������ȫ���������������Ŀ�϶�䣬0.06%���л�ճ������յ������0.06%������ȥ��2�����أ��л�ճ������ŵĿ�϶�ʱ����������ŵĿ�϶�Ȼ���2.84%���ɼ����л�ճ������ſ�϶�ʸ߲������л�ճ������յ���ɵģ���һԭ�����л�ճ��������п���֮��ĽӴ�û��������������ô���ܣ��������϶��
�л�ճ��������е��۵�����(�������ʯ��������)�������������������ŵ�������6.71%����ճ�����õĵ��۵����ʺ���������ǿ�ȵ͵�ԭ��֮һ�������е��۵�������FeO��CaO��SiO2����ɡ����������ṩϸС��SiO2��������ʹ���۵����ʵ��γɡ���2%��������Ҳֻ���ṩ1.18%��SiO2����ʹ��ȫ�������ɵ��۵����ʣ�Ҳ�����γ�6.71%���۵����ʣ��γɵ��۵����ʵ���һ�������Ǻ�FeO��CaO��SiO2�Ŀ����ܹ���Ӵ����Ӵ��Ļ���Խ�࣬���ɵ��۵����ʵļ���Խ����ˣ�����л�ճ��������е��۵������ٵ���һ��ԭ�����л�ճ��������п����Ӵ��������������Ž��ܡ�
�ӿ���ᾧ��״̬��������������������ȣ��л�ճ��������п����Ϸ�ɢ���ᾧϸС����Ҫ�γ�����״̬�ľ��壬ǰ�������ǿ����ܹ���Ӵ���ͬ��˵���л�ճ��������п����Ӵ��������������Ž��ܡ����⣬���۵������γ�Һ�ཫ�����ڹ�����ɢ���ٽ����峤��[4]��
2�������п���֮��ĽӴ����̶ܳȲ�ͬ��һ���棬����������������С����ɢ�Ժã��������гʽ���״̬����ڿ���֮�䣬����������ԭ�ϵ�������ɣ���С�����ſ�϶�ʣ����л�ճ�����Ԥ�ȹ����б�ȼ�շֽ⣬ʹ�����γ����ף���һ���棬���������������л�ճ���ճ�������ͬ������������У��Կ�����ճ�����õ���Ҫ�ǽ�������ëϸ��������϶��ȫ��Һ�����ʱ������֮���ճ������ҪΪëϸ��������������ڿ���֮�䣬ʹ������ëϸ�ܾ���С��ëϸ������ͬʱ���������˿���֮�����ճ���������ԣ���������ʹ�����еĿ������ø��������еø����ܡ����л�ճ����ܽ���ˮ�У��Ⱥܴ��������г���״�ṹ��������ճ����������������ճ��������Һ����Ѵ�ëϸ�����ų���ʹ��������ˮ�ֺ����ߣ��������в������������Ž��ܡ�
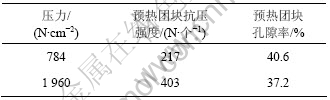
Ϊ��֤�������п����Ӵ�����Թ̽�ǿ�ȵ�Ӱ�죬����ѹ�ŵķ�����ͨ���ı�ѹ�ŵ�ѹ�����ı��ſ��п����ĽӴ���ѹ������Ԥ�����顣������0.06%�л�ճ����������£�ѹ��ѹ�����ſ�Ԥ��ǿ�ȵ�Ӱ�����4��ʾ���ɼ�����ѹ��ѹ����784 N/cm2��ߵ�1 960 N/cm2ʱ��Ԥ���ſ�Ŀ�϶����40.6%�½���37.2%��˵���ſ��п����Ӵ��ø����ܣ���Ԥ���ſ�Ŀ�ѹǿ��Ҳ��217 N/����ߵ�403 N/��������֤����ֻҪ��ʹ�����п����Ӵ����㹻���ܣ��л�ճ�������ͬ���ܻ�ýϴ��ǿ�ȡ�
��4 ѹ��ѹ�����ſ�Ԥ��ǿ�ȵ�Ӱ��
Table 4 Effects of pressure on strength of preheated agglomerations
ͨ�����Ϸ�����֪���л�ճ�������ǿ�ȵ͵�ԭ���ǣ�
a. �л�ճ��������ڿ����Ӵ����٣���϶�ʸߣ�����֮�䷢����Ӧ�ļ���С��
b. �л�ճ�����������ճ�����õĵ��۵����ʽ��١�
3 ����л�ճ�������ǿ�ȵĴ�ʩ
3.1 ����л�ճ��������п����Ӵ����
�����ϣ����Դ����¼�����������������ڿ����ĽӴ����Ӵ����(��ͼ2) [13-15]��
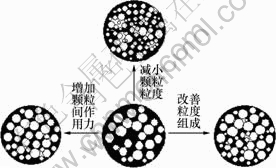
ͼ2 ���������п����Ӵ�;����ʾ��ͼ
Fig.2 Ways of improving contact of particles in pellets
a. ��С����������ȡ�����ԽϸС�������ڿ���֮��Ӵ���Խ�ࡣ
b. ������������ɡ�������ɶ����Žṹ����ҪӰ�졣С��������ڴ����֮�䣬�ɽ������ſ�϶�ʣ�ʹ�����п������ܽӴ����ر���ϸ����(����һ����ΪС��10 ��m)����ڿ����Ŀ�϶�䣬ʹ���Ž�һ�����ܣ�����������Ź̽�ǿ�ȡ�
c. �����������п��������������������������е������Խ���Լ������п���֮��ճ����Խ�������п��������е�Խ���ܣ������Ӵ���Խ�࣬���ſ�϶��Խ�͡�
�������Ϸ�������ȡ���µĴ�ʩ������л�ճ������ŵ�ǿ�ȡ�
3.1.1 ��Сԭ������
������������ĥ��ϸĥ20 min���ٽ��������գ��������ȶ�����ǿ�ȵ�Ӱ�����5��ʾ���ɼ���ϸĥ�������ȵ���0.074 mm�ĺ���Ϊ81.4%����ԭ�����10%����ϸĥ�������Ԥ����ǿ��Ϊ277 N/����������ǿ��Ϊ1 656 N/������ԭ�������ǿ�ȷֱ����118 N/����251 N/����ͨ��ĥ����Լ�С���������ȣ�ʹ�������п����ĽӴ������࣬�Ӷ������й��෴Ӧ���еø���ȫ�����ԣ�����ԭ�ϵ����ȶ�������л�ճ������ŵ�ǿ��������
3.1.2 ������ĥ����
������ϸĥ�õ��������ھ���ˮ��Ϊ6%ʱ������������ĥ������ĥ4 min�������Ⱥͱ������������5��ʾ��
��5 ԭ�ϴ���ǰ����������������Լ����ſ�ѹǿ��
Table 5 Sizes distribution of concentrate and strength of pellets with and without pretreating concentrate

�ɱ�5��֪����ĥ�����ȵ���0.074 mm�ĺ����ﵽ88.7%������ĥǰ����7.3%�����ȵ���0.045 mm�ĺ���Ҳ����3.7%��ϸ�����ϵ�����ʹ�������п����Ӵ������ӣ����ŵ�ǿ��Ҳ�������ߡ�Ԥ����ǿ�ȴ�277 N/����ߵ�488 N/����������ǿ�ȴ�1 656 N/����ߵ�2 534 N/����
��Ԥ���¶�Ϊ950 ��ʱ���л�ճ���Ԥ������۽ṹ��ͼ3��ʾ����ͼ3��֪��������ĥ���л�ճ���Ԥ���������ṹ�о�����Ƿ���������ʷ�ɢ�ĵ�������������ĥ������������Ƿ����ľ��δ����١�������Ǽ��������ڿ��������ͽӴ����Ҿ�����ĥ��Ԥ�����Ž����ܣ������ɸ�С������ɵĿ������������γɡ���Ԥ�ȹ����У���������£���۽ṹǿ����ߡ�

(a) ����ĥ��(b) ��ĥ
dz��ɫ���������ʯ����ɫ��Fe2O3����״����ɫ������������
ͼ3 Ԥ���¶�Ϊ950 ��ʱ�л�ճ���Ԥ������۽ṹ
Fig.3 Microstructures of preheated organic binder pellets at 950 ��
��ĥ��Ҫ����2����������ã�һ������˿������Ⱥ�������ɣ�ʹ�������еø��ã�������ĥ����������ϵı�����ԣ���ĥ�����������������п������ø��������еø����ա����ԣ���ĥ���Դ���ȵ�����л�ճ������ŵ�ǿ�ȡ�
3.2 �ٽ������е��۵����ʵ��γ�
����SiO2���Ǹ�¯������������ʣ�����������SiO2�ή�����ŵ���Ʒλ����ˣ�Ҫ���������еĵ��۵����ʣ�����ͨ������SiO2��������á�������ͨ����������ʯ��ʯ���ٽ������е��۵��������ɣ��Դﵽ������Ź̽�ǿ�ȵ�Ŀ�ġ�����ʯ��ʯ��ή��������Ʒλ����ʯ��ʯ��CaOΪ��¯��������������ʣ���ˣ�����ʯ��ʯ���ή�����ŵ���Ч��Ʒλ��
���ڵ��۵����ʵ��γɣ��¶���һ������Ҫ�����ء�ֻ�дﵽ�˹��෴Ӧ���¶ȣ����۵����ʲſ������ɣ������¶�Խ�ߣ����෴Ӧ������Խ�졣���л�ճ�������������ʯ��ʯ��Ԥ���¶ȶ�Ԥ����ǿ�ȵ�Ӱ���ͼ4���ɼ����ڽϵ�Ԥ��������(����980 ��)������ʯ��ʯ���л�ճ������ŵ�Ԥ����ǿ��Ӱ�첻����������CaO���������SiO2�ȵĹ��෴Ӧ�ٶ�����û���γ��㹻�ĵ��۵����ʡ�����Ԥ���¶���ߵ�1 010 ��ʱ��û����ʯ��ʯ������Ԥ����ǿ���Բ���250 N/����������1.25%ʯ��ʯ������Ԥ����ǿ�ȴﵽ426 N/����˵��ʯ��ʯ���������á�

1������1.25%ʯ��ʯ��2��������ʯ��ʯ
ͼ4 Ԥ���¶ȶ�Ԥ����ǿ�ȵ�Ӱ��
Fig.4 Effects of preheating temperature on strength of pellets
�л�ճ�������Ԥ������۽ṹ��ͼ5��ʾ����ͼ5�ɼ�����1 010 ���Ԥ���¶��£�����ʯ��ʯ��������ȣ�����1.25%��ʯ��ʯ�������е��۵����ʵĺ�����5.46%��ߵ�8.22%�����۵����ʵ����Ӵٽ�����������������ӣ�ͬʱ����������ճ����������ã���������Ź̽�ǿ������

(a) ������ʯ��ʯ��(b) ����1.25%ʯ��ʯ
dz��ɫ���������ʯ����ɫ��Fe2O3����״����ɫ������������
ͼ5 Ԥ���¶�Ϊ1 010 ��ʱ�л�ճ�������Ԥ������۽ṹ
Fig.5 Microstructures of preheated organic binder pellets with or without limestone at 1 010 ��
��1 010 ��Ԥ��10 min�Լ���1 250 �決�� 10 min�������£�ʯ��ʯ�����Ա�����ǿ�ȵ�Ӱ�����6���ɼ�������1.25%��ʯ��ʯ��Ԥ����ǿ�ȴ�245 N/����ߵ�426 N/����������ǿ�ȴ�1 477 N/����ߵ�3 051 N/��������������������ս�����ǿ�Ȼ���������ߡ�
��6 ����ʯ��ʯ������ǿ�ȵ�Ӱ��
Table 6 Effect of adding limestone on strength of pellets

4 �� ��
a. �л�ճ�������ǿ�ȵ͵�ԭ���ǣ������ڿ����Ӵ����٣���϶�ʸߣ�����֮�䷢����Ӧ�ļ���С����������ճ�����õĵ��۵������١�
b. ͨ��ĥ���С���������ȣ������������ڿ�����ĽӴ���ʹ�л�ճ���������ǿ��������ߣ�Ԥ����ǿ�ȴ�159 N/����ߵ�277 N/����������ǿ�ȴ� 1 405��ߵ�1 656 N/����
c. ͨ����ĥ����˿��������Ⱥ�������ɣ������˳�������п�������������������˿����ĽӴ��㣬�ﵽ���������л�ճ�������ǿ�ȵ�Ŀ�ģ�Ԥ����ǿ����ߵ�488 N/����������ǿ����ߵ�2 534 N/����
d. ���л�ճ�������������1.25%ʯ��ʯ���� 1 010 ��Ԥ��10 min�Լ���1 250 �決��10 min�������£�Ԥ����ǿ����ߵ�426 N/����������ǿ����ߵ�3 051 N/����
e. Ӧ���л�ճ�����������������Բ�����ĥ�����������ʯ��ʯ���������ŵĹ̽�ǿ�ȡ�����Ӧ�����������豸����ʵ�������ѡ���ʺϸ��������ķ�������������ĥ�豸�Ĺ�����Ӧ��ѡ��ĥ������ķ�����
�ο����ף�
[1] Ҷ����. Ŭ���ƽ��ҹ����ſ������[J]. �ս�����, 2007, 32(5): 1-5.
YE Kuang-wu. Heavily push forward the pellets production of our country[J]. Sintering and Pelleting, 2007, 32(5): 1-5.
[2] ����Ӣ, �� ��, �����. �ս�����ѧ[M]. ��ɳ: ���Ϲ�ҵ��ѧ������, 1995.
FU Ju-ying, JIANG Tao, ZHU De-qing. Sintering and pelleting[M]. Changsha: Central South University of Technology Press, 1995.
[3] ���±�, ����ΰ. ���������ҹ�����������Ӱ��[J]. �ս�����, 2003, 28(6): 3-7.
ZHANG Xin-bing, ZHU Meng-wei. The effect of bentonite on pellets production in our country[J]. Sintering and Pelleting, 2003, 28(6): 3-7.
[4] �� ��, �˱���. ͨ��������������Ȼ���������ſ�[J]. �����о�ѧ��, 1997, 9(11): 1-6.
SU Xi, PAN Bao-ju. Obtain the excellent pellets by decreasing the dose of bentonite[J]. Journal of Iron & Steel Research, 1997, 9(11): 1-6.
[5] ��һ��. ���������빤��[M]. ����: ұ��ҵ������, 2002.
ZHANG Yi-min. The theory and technics of pelleting[M]. Beijing: Metallurgy Industry Press, 2002.
[6] ���. ��鹤���е����Ӽ�[J]. ���ֿ���, 1999(1): 6-11.
HONG Zao-ao. The additives of pelleting[J]. Research of Ma-gang, 1999(1): 6-11.
[7] QIU Guan-zhou, JIANG-Tao, FA Ke-qing, et al. Interfacial characterizations of iron ore concentrates affected by binders[J]. Powder Technology, 2004, 139(1): 1-6.
[8] �����, ������. �ȼ��������������ǿ�ȵĻ���[J]. ���Ϲ�ҵ��ѧѧ��: ��Ȼ��ѧ��, 2001, 32(4): 352-356.
LI Hong-xu, WANG Dian-zuo. The mechanism of improving pellet strength by carboxyl methlated amylum[J]. Journal of Central South University of Technology: Natural Science, 2001, 32(4): 352-356.
[9] �����, �ſ���. ����л�ճ�������ǿ�ȵ������о�[J]. ���ּ���, 1998(11): 5-8.
YU Shu-juan, ZHANG Jun-fang. The study on heighten the strength of pellets[J]. The Technology of An-steel, 1998(11): 5-8.
[10] ������. ������������о���״�뷢չ[J]. �ս�����, 1997, 22(3): 1-7.
HUANG Tian-zheng. The development and research situation of pellets additives[J]. Sintering and Pelleting, 1997, 22(3): 1-7.
[11] Mohamed O A. The role of normal and activated bentonite on the pelletization of barite iron ore concentrate and the quality of pellets[J]. Powder Technology, 2003, 130(3): 277-282.
[12] ������. �л�ճ�������������Ʊ���������[J]. ���ϴ�ѧѧ��: ��Ȼ��ѧ��, 2007, 38(5): 851-857.
YANG Yong-bin. Application of organic binder as substitutes for bentonite in pellet preparation[J]. Journal of Central South University: Science and Technology, 2007, 38(5): 851-857.
[13] ���±�, �� ��. ���л�ճ����˹��ƻ������������������е�Ӧ��[J]. �ս�����, 2003, 28(6): 47-50.
LIU Xin-bing, DU Ye. The application of artifical Na-bentonite contents organic binder in pellets production[J]. Sintering and Pelleting, 2003, 28(6): 47-50.
[14] ������, Ԭ����. ���������ȶ�����ǿ�ȵ�Ӱ��[J]. �й���ɫ����ѧ��, 2006, 16(11): 1966-1969.
FAN Xiao-hui, YUAN Xiao-li. Effect of particle size distribution of concentrate on palletizing quality[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(11): 1966-1969.
[15] �� ��. �ִ���ɢ���������ſ�̽��е�Ӧ��[J]. ��ұ����, 1992, 29(4): 33-36.
JIANG Tao. The application of modern diffusion theory in concretion of pellets[J]. The Processing of Mineral and Metallurgy, 1992, 29(4): 33-36.
�ո����ڣ�2008-09-20�������ڣ�2008-12-23
������Ŀ�������������������˲�֧�ּƻ�����������Ŀ(NCET-05-0630)
ͨ�����ߣ��� ��(1983-)���У�����Ƽ���ˣ���ʿ�о�������������ʯ����о����绰��13467517674��E-mail: ganminhao@126.com

