����������ˮϴпϵ��Ĥ�ij����Ʊ������ܱ���
��ȡ��1������ϲ1��¬��÷2
(1. ��ɳѧԺ ���﹤���뻷����ѧϵ������ ��ɳ��410003��
2. ���ϴ�ѧ ��ѧ����ѧԺ������ ��ɳ��410083)
ժ Ҫ��Q235������Ƭ�������ᡢ����п������淋Ȳ�����ɵ�пϵ��Һ�г��¿���������Ȼ����2 h���ϣ�������ˮϴ�IJ�ɫпϵ��Ĥ����XPS��Ĥ��Ļ�ѧ��ɼ��ṹ���б�������SEM��EDS��Ĥ�����ò��Ԫ�غ������з�����̽�����������о������������ˮϴ����Ĥ����Fe3+��Zn2+�������μ������������ε���ɣ�Ĥ�����ߴ��2 ��m��Ĥ���������ܣ�Ĥ�ء�0.9 g/m2����3%��NaCl��Һ��ʴԼ2.0 h����Ϳ���컷����������Ϳ��ĸ�������1�����ȴ�ͳ����(����ˮϴ)�γɵ���Ĥ�������á�
�ؼ��ʣ�пϵ��Ĥ�����£���ˮϴ
��ͼ����ţ�TG174.4 ���ױ�ʶ�룺A ���±�ţ�1672-7207(2008)05-0940-05
Preparation and characterization of zinc phosphating film on surface of steel without washing at room temperature
YU Qu-min1, LI Rong-xi1, LU Hong-mei2
(1. Department of Bioengineering and Environmental Science, Changsha University, Changsha 410003, China;
2. School of Chemistry and Chemical Engineering, Central South University, Changsha 410083, China)
Abstract: The zinc phosphating solution was composed of H3PO4, ZnO, Ba(NO3)2, (NH4)6Mo7O24��4H2O and so on. The zinc color phosphating film without washing can be formed fleetly with the phosphating reaction on steel drying for more than 2 h at room temperature. The chemical components and structures of the films were analyzed by XPS. The morphology and element contents of the films were analyzed by SEM and EDS, respectively. The mechanism for phosphating was also explored. The results show that the phosphating film without washing is composed of phosphate with Fe3+ and Zn2+ and a little of molybdate. The phosphating film, whose crystalline size is small than or equal to 2 ��m, is series and thick with weightiness ��0.9 g/m2. It bears corrupt of 3% NaCl solution for about 2.0 h. The cling force of phosphating film, smeared by lacquer of epoxy resin antirust of iron oxide red, reaches stair, and the quality of the phosphating film is better than that of phosphating film prepared by traditional technique, i.e. washing after phosphating reaction.
Key words: zinc phosphating film; room temperature; without washing
�����������Ĥ���Ǹ�����������������Ρ���������Ϊ��Ҫ�ɷֵ���Һ�����ɵļ���ı�Ĥ������Ĥ�����ӿɷ�Ϊ��ϵ��пϵ��п��ϵ��п��ϵ�����ͣ�пϵ��Ӧ����㡣��Ĥ��ΪͿ��ײ���������Ϳ��ĸ������ͷ����������DZ�֤Ϳװ�����Ĺؼ�����[1]�����������ҵ硢��е���������ر��IJ��ϡ������������ŵͳɱ������ܺġ��Ͷ�������Ⱦ��Ĥ�������ܡ�Ĥ������ʴ����ǿ�ķ���չ[2]��
Ŀǰ�о���Ӧ�õ�пϵ�������¶Ƚϸߣ���ǰ��Ҫ���������������Ҫ1���������ˮϴ[3-7]���������Ĥ�ϲд����Һ��������Ĥ��ʴ���� ��[8-10]���ᱡ����Ĥ����Һ�д���������Һ�ӽ�����Ĥ������[10]��ˮϴ������������Ĥ�е��к�����[11]����ϴ��Щ�д���Һ�õ�ϴˮ�������ס�����п�����ˮ�帻Ӫ�������ж������ʶࡣ��ˣ�����Ĺ�������ˮϴ������д����Һ���ڳ�Ĥ��������������Ⱦ���ŷţ���Լ��Դ��������Ĥ�ĺ�Ⱥ���ʴ��[9-11]������к���ˮ���о�����Ҫ�в���ԭλ��(ISPR)[12-13]������ż�������洫ͳ����[14]������Ĺ�����ˮϴ�����������о�������ˮϴпϵ��Ĥ�ij����Ʊ���Ĥ����ò�����ܡ�
1 ʵ ��
1.1 �� ��
��ҵ����п(����Ϊ99.5%)����ҵ�����(����Ϊ99%)����ҵ���ᣬQ235�����ְ壬����Ϊ�������Լ���
1.2 ��Һ����Ĥ���Ʊ�
��Һ���Ʊ��ο�����[10]�еķ�������Һ����ɲ��Ͼ��μӳ�Ĥ��Ӧ�Ҳ���Ϊ��Ĥ���������ӷ����Һ��ֵ�Ũ��ʹ��Ĥ�ϲ�Һ�е�ˮ���ӷ���Ļӷ��ٶ��������Ĥ�ٶ�����Ӧ[10]��
��Ĥ���������̡�������֬��ˮϴ������ǿ�������֬��ˮϴ��������Ȼ����Ʊ���������������DZ�����DC�C2006���º��²��ڵ��ձ��н��У���Ȼ�����ڹ㶫ҽ����е����LRH�C250A�����������н��С���Ĥ����2 h������Ĥ�����ܡ�
1.3 ��Ĥ�ļ�ⷽ��
a. Ĥ�ء���GB/T 9792��2003�Ĺ涨�ⶨ��
b. Ĥ��ʴ���ܡ�
�� ������ͭ���ʱ�䡣��15~25 �棬��1 L��CuSO4��5H4O 41 g��NaCl 35 g��HCl(0.10 mol/L)13 mL����Һ��1�ε���Ĥ���棬ͬʱ�������������Һ�α�ɵ���ɫ��ʱ�䡣
�� ��3% NaCl��Һ��ʴʱ�䡣���������Ƭ�����¶�Ϊ20 �桢��������Ϊ3%��NaCl��Һ�У����ֹ涨ʱ�䣬ȡ����ϴ�ɡ�Ŀ�Ӽ�飬����Ӧ��ɫ�⼣[15]��
�� ��Ƭ���顣����Ƭ���ڿ���ʵ��������˾��PY�C250H�CA���º�ʪ�������У�ÿ����1�Σ�ֱ�����ֵ���ɫ����ʴΪֹ��
c. ���������ڸ������Ĥ����Ϳһ��25~30 ��m���컷�������GB 1720��79�����������������������˾��QFD�����Dzⶨ��Ĥ��������
d. ��ò����ɡ�ͨ���ձ���JSM�C5600LVɨ�����������������(SEM+EDS)��Ӣ����ESCALAB MK���ܵ���������(XPS)�ȼ�⡣
2 ���������
2.1 ��Ĥ����ò�����
Q235��Ƭ��pHֵΪ2.5~3.1������0.3~ 0.5 m2/L����Һ�У���15 �����5 min��ȡ����ˮϴ����Ȼ����õ��IJ�ɫпϵ��Ĥ����òͼ��ͼ1(a)��ȡ����ˮϴ����Ȼ����õ��IJ�ɫпϵ��Ĥ����òͼ��ͼ1(b)���ɼ�����ˮϴпϵ��ĤĤ����ȡ����ܣ�Ĥ�����ߴ��2 ��m����ˮϴ����ĤĤ����ȡ�Ĥ�����֣��ȴ�ͳ������ˮϴ��пϵ��Ĥ�ľ���ߴ�С�����ܵöࡣ
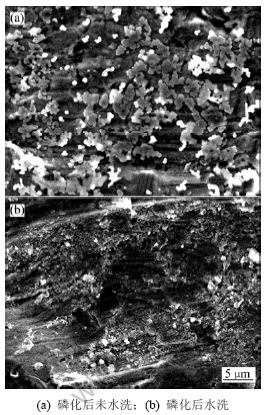
ͼ1 ��Ĥ��SEM��òͼ
Fig.1 SEM photographs of phosphating films
��Һ�е�������������������Ӷ��ᣬ���������б���ԭ��������������ˮ����������������Ĥ��϶�У��������Ĥ�������Ժ���ʴ�ԣ�ͬʱ��ʹ��Ĥ�ʲ�ɫ��
ͼ1(a)��ͼ1(b)��Ӧ��EDS��ͼ�ֱ��ͼ2(a)��ͼ2(b)������Һ��ͼ2����Ĥ��ҪԪ��P��Zn��Moԭ�����ı������жԱȼ���1��EDS��ͼ��Fe������Ĥ�������壬��ȷ����Ĥ��Fe�ĺ������ʱ�1�в��ܰ���FeԪ�ء�ͼ1(a)����ˮϴ��Ĥ��XPS��ͼ��ͼ3(a)��ͼ3(a)�е�Fe 2p��Mo 3d��XPS��ͼ�ֱ��ͼ3(b)��ͼ3(c)��

ͼ2 ��Ĥ��EDS��ͼ
Fig.2 EDS spectra of phosphating film
��1 ��Һ����Ĥ����ҪԪ�������ԭ������
Table 1 Ratio of principal elements to phosphorus in phosphating solution and phosphating film

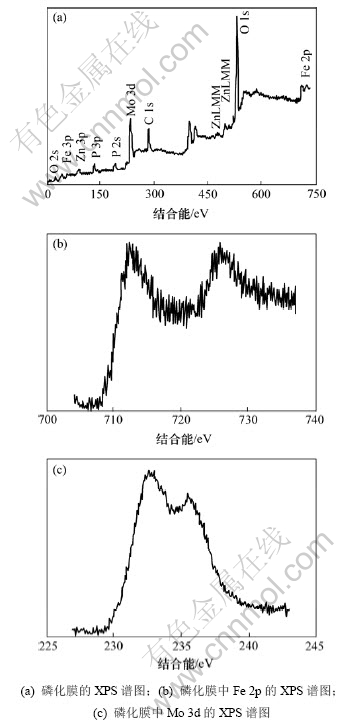
ͼ3 ��Ĥ��XPS��ͼ
Fig. 3 XPS spectra of phosphating film
����ͼ3(b)����Ĥ�е�FeԪ�ؿ�����+3�۵Ļ�������ڡ�����ͼ3(c)����Ĥ�е�MoԪ�ؿ�����+5�۵Ļ�������ڡ��ӱ�1��֪����ˮϴ��Ĥ�е�MoԪ��ռ��Ĥ��ԭ������������Һ�е�5����ˮϴ�����Ĥ�е�MoԪ��ռ��Ĥ��ԭ������������ˮϴ��Ĥ�б�����5��������ͼ3(a)��˵��������Ƭ������Һʱ���ܱ�����������������泥��������ڸ������������������п�������Σ���Ϊ��Ĥ�ľ��ˣ���Ĥ��Ҫ��Fe3+��Zn2+�������κ���������ɡ�
2.2 ��ˮϴ��Ĥ�ij�Ĥ����
�������ܸ��ӣ��ɴ��·�Ϊ�绯ѧ��ʴ����Ĥ�����3�����������Ե��ص�[10]��
a. �绯ѧ��ʴ���ֲ���һ�ֶྦྷ����ʣ�����������ĵ�λ��ͬ�ľ�����Ȳ�λ������������ء�����ص�������Fe�������Ӷ��������������������������Ӧ��

�����������H+���ܵ��ӳ�ΪH2��

��ˣ��������H+Ũ�ȼ�С��pHֵ�����������������е���ƽ�������ƶ���
���������HPO42�C��PO43�CŨ�ȿ������ߡ��������������Fe2+����Һ�е�������������Fe3+������Һ�оֲ���HPO42�C��PO43�C��MoO43�C��Zn2+��Fe3+��Fe2+��Ũ�Ȼ������ܶȻ�KSPʱ�����ܲ���FeMoO4��FePO4��FeHPO4��Zn2Fe(PO4)2�ȳ�����
b. ��Ĥ��������FeMoO4��FePO4��Zn2Fe(PO4)2�ȷ��ӱ���������ص�������������Ϊ��Ĥ�ľ��ˣ����������Ľ��ж����˳����Ϊ��Ĥ���壬����γɾ��ȡ����ܵ���Ĥ��δ����ᾧ��Ĥ��FePO4��Zn2Fe(PO4)2�ȳ�Ϊ��������
c. ��䡣������������Һ��ȡ�������������д���Һ�е�ˮ���ӷ���ӷ��������α������е��������������������Σ���Ĥ�������ܣ������Ӷ����������ԭΪ��������ɫ����������������Ĥ��ȱ�ݴ�����ɫ��Ĥ��һ�����ܣ�������DZ�ڵĸ�ʴ��Դ�ľ����϶[10]����ʴ�Ը��á�
���������Һ�IJ��Ͼ��μӳ�Ĥ��Ӧ�Ҳ���Ϊ��Ĥ���������ӷ��û��Cl�C��SO42�C��F�C�������Ĥ��ʴ�����ʣ���Ĥ��ˮϴʱ�������⣻û�й����������Ρ��������κ������ε����ʣ�����Һ��ֵ�Ũ��������Ĥ����д���Һ�е�ˮ���ӷ���Ļӷ��ٶ��������Ĥ�ٶ�����Ӧ����������Ĥ�һҡ���ˣ���Ĥ��ˮϴ��������Ĥ���⡢�һң�ʵ������Ĥ��ˮϴ��
2.3 ��Ĥ������
Q235��Ƭ��pHֵΪ2.5~3.1������0.3~0.5 m2/L����Һ�У���15 �������5 min����Ȼ����2 h��õ���ۺϸ�IJ�ɫ��Ĥ��Ĥ�ء�0.9 g/m2��������ͭ���ʱ��Ϊ115 s����3% NaCl��Һ��ʴ2.0 h���⣬����GB/T 6807��2001�涨��1 h����ļ���ָ�ꣻ���¶�Ϊ30 �桢���ʪ��Ϊ85%~95%�ĺ��º�ʪ���й�Ƭ5 d���⣬���¶�Ϊ30 �桢���ʪ��Ϊ60%~70%�ĺ��º�ʪ���й�Ƭ32 d���⣻��Ϳ��������Ĥ������Ϊ1����
�ı���Һ��pHֵ�����¶Ⱥ���ʱ�䣬���ı�IJ�������Ĥ��ʴ���ܵĹ�ϵ��ͼ4��ͼ5��

ͼ4 pHֵ����Ĥ��ʴ���ܵ�Ӱ��
Fig.4 Effect of pH value on anti-corrodible performance of phosphating film

ͼ5 ��ʱ�����Ĥ��ʴ���ܵ�Ӱ��
Fig.5 Effect of phosphate time on anti-corrodible performance of phosphating film
��ͼ4��ͼ5��֪��
a. ��Ĥ��������ͭ���ʱ�俪ʼ��pHֵ���߶���ߣ���pHֵ����2.9�����½���PHֵ̫�ͣ��������帯ʴ���죬��Ĥ�������ɣ�pHֵ̫�ߣ������γ�����Ӱ����Һ���ȶ�����ҺpHֵΪ2.5~3.5ʱ�Ϻá�
b. ��Ĥ��������ͭ���ʱ�������¶ȵ����߶���ߣ���5~40 �涼�нϺõ�Ч����
c. ��Ĥ��������ͭ���ʱ�俪ʼ����ʱ������Ӷ���ߣ�����ʱ�����10 min�����¶ȸ���10 �棬����ʱ�����15 min�����¶�Ϊ5~ 10 ��ʱ����ʱ���Ӱ�첻���ԡ�
3 �� ��
a. ��ˮϴпϵ��Ĥ������pHֵΪ2.5~3.5����Һ�У���5~40 ����15~5 min�����ɡ�
b. ��ˮϴпϵ��Ĥ�����ܣ�Ĥ�����ߴ��2 ��m����Ҫ��Fe3+��Zn2+�������μ���������ɣ�����3% NaCl��Һ��ʴԼ2.0 h����GB/T6807��2001��Ҫ���2�������¶�Ϊ30 �桢���ʪ��Ϊ60%~70%�Ŀ��������й�Ƭ32 d���⣻��Ϳ�����������1����
�ο����ף�
[1] �����, ������, ţ����, ��. AZ91Dþ�Ͻ��������пϵ��Ĥ���Ʊ����ṹ������[J]. �ߵ�ѧУ��ѧѧ��, 2006, 27(5): 817-820.
LI Guang-yu, LIAN Jian-she, NIU Li-yuan, et al. Preparation, structure and properties of molybdate modified zinc phosphate coating on magnesium alloy AZ91D[J]. Chemical Journal of Chinese Universities, 2006, 27(5): 817-820.
[2] ��ʥ��, �»���, �����, ��. �����������������о���״��չ��[J]. ���ϱ���, 2006, 39(7): 42-47.
ZHANG Sheng-lin, CHEN Hua-hui, LI Hong-ling, et al. Current state and prospect of ambient phosphating technique[J]. Materials Protection, 2006, 39(7): 42-47.
[3] ����. ���洦�����մ�ȫ[M]. ����: �й�����������, 1996.
LIU Yu-bo. Encyclopedia of surface treatment techniques[M]. Beijing: China Metrology Press, 1996.
[4] Ҷ����, ���ػ�. Ϳװ����ʵ���ֲ�[M]. ����: ��е��ҵ������, 1998.
XIE Yang-xiang, PAN Zhao-ji. Practical handbook of painting[M]. Beijing: China Machine Press, 1998.
[5] ������. ʵ�ñ���ǰ�����ֲ�[M]. 2��. ����: ��ѧ��ҵ������, 2006.
HU Chuan-xin. Practical surface pretreatment handbook[M]. 2nd ed. Beijing: Chemical Industry Press, 2006.
[6] ����ǿ, ���ɺ�. ����пϵ��Һ���о�[J]. ���漼��, 2004, 33(5): 37-39.
SUI Yong-qiang, LIANG Cheng-hao. Study on the phosphating solution of zinc series at low temperature[J]. Surface Technology, 2004, 33(5): 37-39.
[7] ������, �� ��, ������, ��. ����������������[J]. ��ʴ�����, 2007, 28(2): 96-98.
LIN Xiu-zhou, GONG Min, LIU Jun-jie, et al. Environmental phosphating technology at medium temperature[J]. Corrosion & Protection, 2007, 28(2): 96-98.
[8] ��ȡ��, ����ϲ, ����ƽ. ��ˮϴп��ϵ��Ĥ�ij����Ʊ������[J]. ����ʦ����ѧ��Ȼ��ѧѧ��, 2007, 30(1): 56-59.
YU Qu-min, LI Rong-xi, WANG Li-ping. The preparation and characterization of Zn-Ca system phosphating film without washing at the room temperature[J]. Journal of Natural Science of Hunan Normal University, 2007, 30(1): 56-59.
[9] ��ȡ��, ����ϲ, ���ڷ�, ��. ����ͳ���п��ϵ��Һ�о�[J]. ��̶��ѧ��Ȼ��ѧѧ��, 2007, 29(2): 91-94.
YU Qu-min, LI Rong-xi, XU Di-fa, et al. Study on cleaning Zn-Mn system phosphating solution at room temperature[J]. Journal of Xiangtan University: Natural Science, 2007, 29(2): 91-94.
[10] ��ȡ��. ����ͳ���пϵ��Һ�о�[J]. ���ϱ���, 2006, 39(5): 26-28.
YU Qu-min. Study on cleaning zinc-system phosphating solution at room temperature[J]. Materials Protection, 2006, 39(5): 26-28.
[11] ��ȡ��, �� ��, ���ڷ�. ���θ��Գ���пϵ��Һ�о�[J]. ���ϱ���, 2007, 40(5): 34-36.
YU Qu-min, YANG Jian, XU Di-fa. Study on zinc phosphating solution improved by baric ion at room temperature[J]. Materials Protection, 2007, 40(5): 34-36.
[12] YU Tao, Lin C T. Performance of in-situ phosphatizing reagents in solvent-borne paints[J]. Ind Eng Chem Res, 1997, 36(2): 368-374.
[13] Whitten M C, Chuang Y Y, Lin C T. Effects of catalyst and pigment on polyester-melamine in situ phosphatizing coating on a cold-rolled steel system[J]. Ind Eng Chem Res, 2002, 41(21): 5232-5239.
[14] ��ѩ��, ���, �����, ��. ����ż�����ڷ���Ϳ�����Ԥ�����е�Ӧ���о�[J]. ���Ͽ�ѧ�빤��ѧ��, 2005, 23(1): 146-150.
WANG Xue-ming. LI Ai-ju, LI Guo-li, et al. Studies on the application for SCA in the metal pretreatment of anti-corrosion coatings[J]. Journal of Materials Science & Engineering, 2005, 23(1): 146-150.
[15] GB/T 6807��2001, ��������Ϳװǰ����������[S].
GB/T 6807��2001, Specifications for phosphating treatment of iron and steel parts before painting[S].
�ո����ڣ�2007-11-07�������ڣ�2008-02-18
������Ŀ������ʡ�Ƽ��ƻ�������Ŀ(2006GK3070)������ʡ�������Ƽ��ƻ�������Ŀ(07C137)����ɳ�пƼ��ƻ�������Ŀ(K070761-31)
ͨ�����ߣ���ȡ��(1962-)���У�����ƽ���ˣ����ڣ����±��洦���о����绰��0731-4261506��E-mail: qumin@vip.163.com

