������ʱ��: 2018-03-29 13:37
ϡ�н��� 2019,43(08),808-815 DOI:10.13373/j.cnki.cjrm.xy18010030
���ѹ��-�������������Ʊ�ϸ�������Ͻ��ĩ
���� ���˸� ������ ������ ������
ժ Ҫ��
������һ�����ѹ��-��������������ĩ�Ʊ����ա��ڸù�����, ��������ѹ�����¿���ͨ�����ڿ���С�ĵ�����, �γɵ�ά�ȵ���������, ����˷�ĩ��ϸ���յ��ʡ����øù����Ʊ���AlSi10Mg�Ͻ��ĩ, ������ѹ (2.0��0.3) MPa, �������Ϸ�ʩ����ѹ (0.3��0.05) ��105 Pa, ѡȡ��������ڿ�2 mm, ����53��m���·�ĩ���յ��ʴﵽ40%;���г������еĹ���������AlSi10Mg�Ͻ��ĩ���, �ù����Ʊ��ķ�ĩ���ζȽϸ�, ����⻬, ���Ƿ۽���;�Ըù���������AlSi10Mg�Ͻ��ĩΪԭ��, �Ʊ���ѡȡ�����ۻ����ͼ������������������ڽ��ڷ�ĩ���ù����ܹ������ճ�����嵼��ʱ���ܷ����ĵ�����������⡣���øù����Ʊ��˺�����18%��20% (��������) ��������5%��6%�ĸĽ�2009���Ͻ��ĩ, �������Ϸ�ʩ����ѹ���� (0.4��0.05) ��105 Pa, ��ճ�Ե����Ͻ��������ۻ��¶�850��ʱ����˳��ͨ�����ڿ�Ϊ4��2 mm�ĵ�����;����������ѹ (2.0��0.3) MPa, ���ŵ�������ڿ��ļ�С, ��ĩ���յ��� (100��m����) ����, ���ȷֲ���խ, �����ֵ��������;ѡȡ��������ڿ�2 mm, ��ĩ���յ��� (100��m����) �ﵽ80%, �����ֵ���� (d 50, 3 ) ԼΪ55��m��
�ؼ��ʣ�
�շ��� ;���Ƿ� ;������ ;ѡ�������ۻ� ;ճ������ ;
��ͼ����ţ� TF123.23
����飺 ���� (1992-) , ��, ���ϻ�����, ˶ʿ�о���, �о�����:��������, E-mail:shishu_winner@163.com; *���˸�, �о�Ա, �绰:15910601708, E-mail:xing-gangli@163.com;
�ո����ڣ� 2018-01-16
���� �Ƽ����Ƽ���������˲żƻ���Ŀ (07261502); �����пƼ���Ŀ (10261501); �����пƼ����Ǽƻ���Ŀ (xx2018036) ����;
Coupled Pressure-Gas Atomization Process for Fine Spherical Aluminium Alloy Powder Production Shu Shi Li Xinggang Liu Xikui Fan Jianzhong Zhang Shaoming
National Engineering & Technology Research Center for Nonferrous Metal Matrix Composites, General Research Institute for Nonferrous Metals, Beijing
Abstract��
Coupled pressure-gas atomization (PGA) technique was introduced for metal powder production. In the PGA process, the melt could be pressurized to go through a melt-guiding-nozzle (MGN) with a very thin inner-diameter, thereby forming a very thin melt jet. By this way, a high yield of fine metal powder could be obtained. AlSi10Mg alloy powder was produced by the PGA process, whereby a MGN with an inner-diameter of 2 mm, together with a gas atomization pressure of (2.0��0.3) MPa and an over-pressure of (0.3��0.05) ��105 Pa on the melt, was employed. In this case, a powder yield of >40% could be reached for a particle size range of <53 ��m; compared with those from domestic market and imported from abroad, the AlSi10Mg alloy powder produced by the PGA process exhibited higher sphericity, smooth surface and fewer satellites; the specimens made from such powders by selective laser melting process led to tensile properties comparable to that from imported powders. The PGA technique could deal with the clogging problem when a highly viscous melt, i.e. the modified 2009 (Mod 2009) Al-alloy melt with 18%��20% Si and 5%��6% Fe, went through a MGN. At a melting temperature of 850 ��, the viscous melt, driven by an over-pressure of (0.4��0.05) ��105 Pa, could go through a MGN with an inner-diameter in a range of 4��2 mm; with a decreasing MGN inner-diameter, the fine powder yield increased, the particle size distribution became narrow, and the volume median diameter decreased. In the case of a MGN with an inner-diameter of 2 mm, the fine powder yield (<100 ��m) could reach 80%, and the volume median diameter (d50, 3 ) was about 55 ��m.
Keyword��
powder yield; satellite particle; melt guiding nozzle; selective laser melting; viscous melt;
Received�� 2018-01-16
ϸ���ν�����ĩ�Ƿ�ĩұ�� ��Ϳ�� �������� (3D ��ӡ) ���Ƚ����켼������Ҫԭ���ϡ� ���������������Ʊ�ϸ���ν�����ĩ����Ҫ������ ����������������, ����һ�����ȶȵĽ������������������� (��ѹ�����ܡ� �������ʶ��ܡ� ��е�ܡ� �� �糡��) �Լ������IJ��ȶ��������γ�Һ��, Һ���뻷�����ʻ��������� (��ˮ�� ������) �������ҵ������Ͷ�������, ���½���Һ�ο�������, �γɹ����ĩ�� �����Ľ��������������������˫������ (������������ ˮ������) �� ��ת������ ���������ȡ�
ϸ���յ����������Ʒۼ�����ע����Ҫ���⡣ ��ͳ�������Ʒ��豸���ձ���õ�ϸ���ν�����ĩ�Ʊ����������ձ����ϸ���յ���ƫ�͵�����, ����˷�ĩ��Ʒ�ijɱ��� Ŀǰϸ���ν�����ĩ�����������ձ���õij��������������� ��ת�������� ��������ת�缫�����ȼ�������õ�һ��Դʵ������������� �ڵ�һ��Դ����������, Ϊ����߽�����ĩ��ϸ���յ���, ������������������ӵ����ޡ� ������������������, ���������ѹǿ�������ӵ�6 MPa����
[1 ]
; ����ת������������, ��ת�̵�ת�ٿ������ӵ���10��r��min-1 ; �ڵ�������ת�缫����������, �缫��ת�ٿ������ӵ�6��r��min-1 ����, ����ϸ���յ��ʵ���߲������ԡ� �ڼ��˹����µ��������̲������ܴ�, ���һ���豸�����, �����豸��ʹ������, ���豸����˸��ߵİ�ȫ���ָ�ꡣ ���, Ϊ���ϸ���ν�����ĩ��ϸ���յ���, ����Դ�������������Ϊһ��ѡ��
[2 ]
��
�ձ��������Ͽ�ѧ�о�������������-��ת�����Ʒۼ���
[3 ,4 ]
, �ü���������������� (���嶯��) ����ת������ (��е��) ���ֹ��ա� �¹�����÷��ѧ��������ת-���������Ʒۼ���
[5 ]
, �ü����������ת������ (��е��) ���������� (���嶯��) ���ֹ��ա� ������������������վ��нϸߵ�����Ч��, �ҶԻ�еת��װ�õ�����Ҫ��ϵ�, �������豸������ṹ��ƱȽϸ��ӡ�
����HJE��˾
[6 ]
��Ӣ��PSI��˾
[7 ]
������������������ϸ��ĩ�Ʊ������� ������������������, �����ѹ������������ת��Ϊ����, ������Ч����ߡ� ʵ����������Ŀ��ټ��������������������Ĺؼ���
�¹����ϻ�����о�����Uhlenwinkel �ȿ�����ѹ������-���������Ʒۼ���
[8 ]
�� �ù��������ѹ���������� (ѹ������) ���������� (���嶯��) ���ֹ���, ������������ͨ��ѹ�������������γ�����תҺĤ, ���ҺĤ����������������չ����״�������츽���������������������� ѹ������-�����������վ��кܸߵ�ϸ���յ��ʡ� ��ѹ���������������ƽϸ���, Ŀǰ, �ü�����Ҫ�����Ʊ��������Ͻ�ȵ��۵�����Ͻ��ĩ
[9 ,10 ,11 ,12 ,13 ]
��
���ڶ���Դ�������ԭ��, �����ϸ���ν�����ĩ��ϸ���յ���ΪĿ��, �������߿��������ѹ��-���������Ʒۼ������豸
[14 ]
�� �ڸù�����, ��������ѹ�����¿���ͨ�����ڿ���С�ĵ�����, ���ŵ�������ڿ��ļ�С, �ӵ�����������������ϸ, �����������������벻�ȶ�������, �Ӷ�����˺����ĸ�ѹ��������Ч��, ���������ϸ���յ���
[15 ]
�� ���IJ��øù����Ʊ���AlSi10Mg�Լ��Ľ�2009�������Ͻ��ĩ, �о��˷�ĩ����ò�� ���ȷֲ��� �շ��ʵ����ܡ�
1 ԭ ��
����Lubanska���鹫ʽ
[16 ]
:
d 5 0 , 3 = d 0 K lub [ �� l �� g 1 W e 1 ( 1 + M �B l / M �B g ) ] 0 . 5 ? ? ? ? ? ? ? ? ? ( 1 )
d
5
0
,
3
=
d
0
��
lub
[
��
l
��
g
1
W
e
1
(
1
+
��
�B
l
/
��
�B
g
)
]
0
.
5
?
?
?
?
?
?
?
?
?
(
1
)
���������������Һ�ε������ֵ���� (d 50, 3 ) ���ŵ�����ij��ڿ� (d 0 ) �Ľ��Ͷ�����, K lub Ϊ���鳣��, �������ڸ�������������δ���������/�����˶�ճ�� (�� 1 ) �������˶�ճ�� (�� g ) ֮�ȡ� ����Τ���� (We ) �����Լ�������������
( M �B l )
(
��
�B
l
)
��������������
( M �B g )
(
��
�B
g
)
֮�ȡ� ��֪, ���ó��ڿ���С�ĵ�����, ������߽�����ĩ��ϸ���յ��ʡ�
�ڴ�ͳ����������������, ������������ĸ����������ڵ�����ǰ���γɸ�ѹ��, ��ѹֵһ����1��10-3 ��1��10-1 MPa������
[11 ,17 ]
�� ������Ҫ�ڸø�ѹ�Լ����������¿˷�ëϸ������Ħ������ͨ���������γ������� Ϊʹ����˳������������, ������ij��ڿ�һ�����3 mm�� ����, ����������������������������������������, �������̶��������졣 �����ѹ��-��������������, �������Ϸ�ʩ����ѹ����, ��ʹ����˳��ͨ�����ڿ�С�� 3 mm�ĵ�����, �γ�ȫҺ̬��ϸ������
���ѹ��-���������Ʒ��豸�Ĺ�����ͼ1��ʾ, ��Ҫ�������ҡ� �����ҡ� ��ձá� ��ĩ�ռ����Լ�����Ȳ������, �����ҽ�ͨ�������ײ��ĵ���������������ͨ, ����������Ҫ����Ϊ�������졣 ʹ�ø��豸���������Ʒ�, ���������Ϊ�����-����-��ѹ-����-�շ۵�: ���Ƚ���Ҫ������ԭ�ϲ��øɾ�����������������, ���������ҵ�¯��, ����ձö����������豸���г����; ��նȴﵽԤ��ֵ��, ������Ƶ��Ӧ��Դ�������ڵ�ԭ�ϼ����ۻ�, ʹ��������ﵽԤ����ȶ�; ���������������������ͬʱ�������������ѹ, ���豸��ѹ���ȶ���������������ڳ�����Ԥ����ѹ, Ȼ�������ڵĽ�������ת�����м����, ������������ѹ����������������, ���ٴ�������, ��������������������������������������, �����۵��ڸ��������м�����ȴ�γɽ�����ĩ��
2 ʵ ��
���IJ���AlSi10Mg�Ľ�2009 (Mod 2009) �������Ͻ���Ϊ�������, ���ֺϽ����Ҫ��Ƴɷ����1��ʾ�� AlSi10Mg��һ�ֳ�����ѡ�������ۻ����������Ͻ��ĩ; �Ľ�2009��һ�����͵ĸ������Ͻ�, ���2009�Ͻ�, �Ľ�2009�Ͻ���������18%��20%SiԪ����5%��6%FeԪ��, �����ճ�ȴ��������
ͼ1 ���ѹ��-���������Ʒ��豸ԭ��ͼ
Fig.1 Illustration of pilot plant for metal powder production in pressure-gas atomization process
1-Furnace, 2-Melting crucible, 3-Tundish, 4-Gas atomizer, 5-Melt guiding nozzle, 6-Spray tower, 7-Vacuum system, 8-Cyclone separator, 9-Powder collector 2, 10-Powder collector 1
��1 ���������Ͻ���Ҫ��Ƴɷ� (%, ��������)
Table 1 Nominal Composition of Al alloys tested in experiments (%, mass fraction )
AlSi10Mg
2009
Mod 2009
9.0��11.0
-
18��20
0.2��0.5
1.0��1.6
1.0��1.6
-
3.2��4.4
3.2��4.4
-
-
5.0��6.0
Bal.
Bal.
Bal.
���û���������, �ͺŦ�0.8��20 (����0.8 mm, ����20) , �����״Ϊֱ��, ������40��, ��������ѹǿ1.8��2.5 MPa�� ����ʯī������, ���ڿ��ֱ�Ϊ4, 3, 2 mm, �������������Ϸ�ʩ�ӵ���ѹΪ (0.2��0.5) ��105 Pa�� ����ɨ��������� (SEM) �۲��ĩ����ò; ���ü������ȷ����������ɸ���з�ĩ�����ȷ���, ���������ߴ硢 ���ȷֲ��� ��ĩ�յ��ʵȡ�
���ò������ (span) ����������ĩ���ȷֲ�, ��������:
s p a n = d 9 0 , 3 ? d 1 0 , 3 d 5 0 , 3 ? ? ? ? ? ? ? ? ? ( 2 )
s
p
a
n
=
d
9
0
,
3
-
d
1
0
,
3
d
5
0
,
3
?
?
?
?
?
?
?
?
?
(
2
)
ʽ��, d 90, 3 �����ۻ��������Ϊ90%ʱ��Ӧ�ķ�ĩ����, d 10, 3 �����ۻ��������Ϊ10%ʱ��Ӧ�ķ�ĩ����, d 50, 3 �����ۻ��������Ϊ50%ʱ��Ӧ�ķ�ĩ���� (�������ֵ����) �� ���ֵԽ��, ������ĩ����Խ��ɢ; ���ֵԽС, ������ĩ����Խ����, �շ���Խ�ߡ�
3 ���������
3.1 AlSi10Mg�Ͻ��ĩ
�������ѹ��-�������������Ʊ���AlSi10Mg�Ͻ��ĩ, ��������ѹǿ (2.0��0.3) MPa, ��������ڿ�2 mm, �����Ϸ�ʩ����ѹ (0.3��0.05) ��105 Pa, ������ȶ�100��150 K�� ͼ2Ϊ��ͬ�ӳ��µķ�ĩ�ı�����ò, ���Կ�����ĩ���ζ�����, ������, �ַ۱���ճ�����������Ƿ�, Ϊ��������ĩ��������Ͻ��ĩ�г���������
ͼ2 ��ͬ�ӳ���AlSi10Mg�Ͻ��ĩ�ı�����ò
Fig.2 SEM images of surface morphologies of AlSi10Mg alloy powders under different magnifications
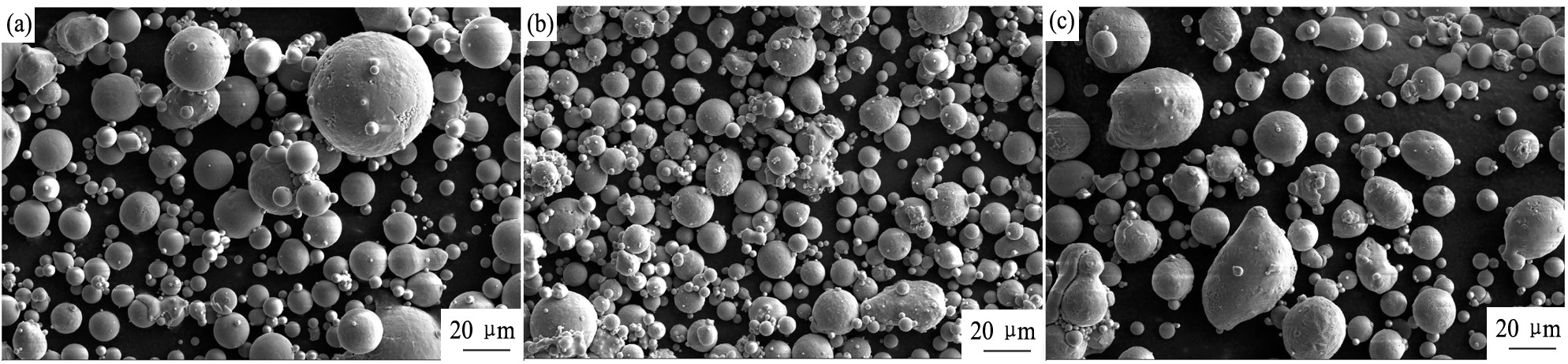
ͼ3 ��ͬ��˾ʹ�������������Ʊ���AlSi10Mg�Ͻ��ĩ�ı�����ò
Fig.3 SEM images of surface morphologies of gas-atomized AlSi10Mg alloy powders from different companies
ͼ3Ϊ������3�ҹ�˾�Ʊ���AlSi10Mg�Ͻ��ĩ����ò�� ͼ3 (a) ��ĩ�����ζȽϺ�, �����Ƿ۽϶�; ͼ3 (b) ��ĩ�����κͽ�����, ���Ƿ۽϶�; ͼ3 (c) ��ĩ�����κͽ�����, ���Ƿ۽��١� ͼ2��ͼ3�Աȿ��Կ����������ѹ��-�������������Ʊ���AlSi10Mg�Ͻ��ĩ���ζȸ���, �������ࡣ
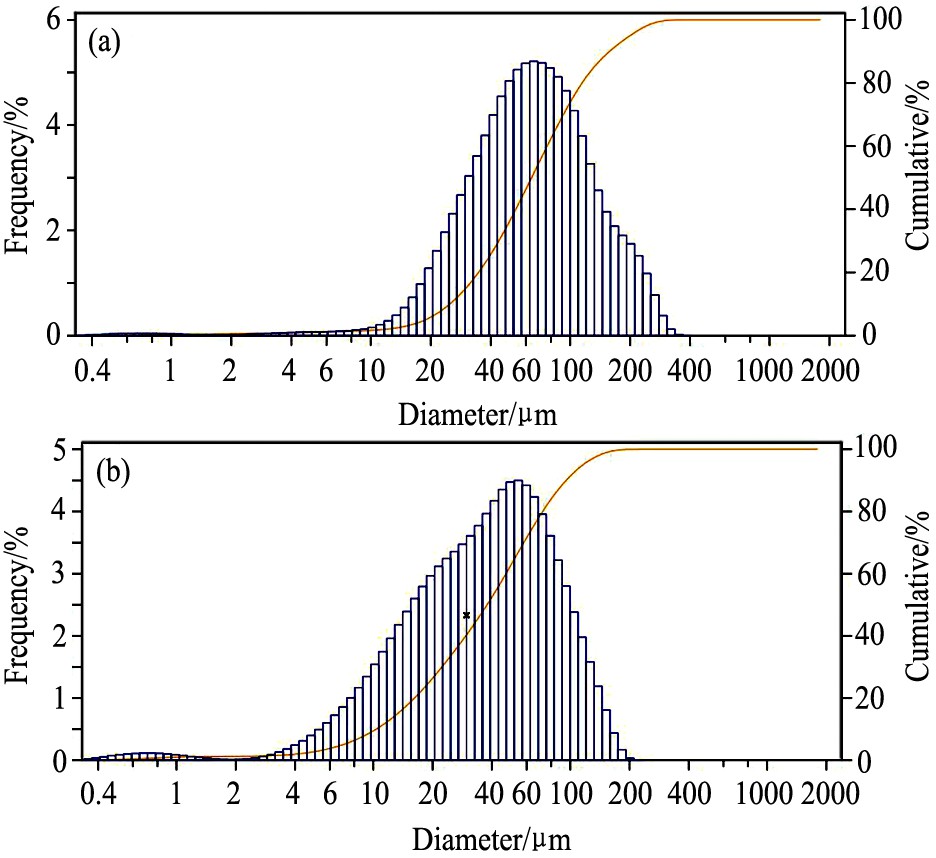
���ü������ȷ����ǽ������ȷ����� ��ĩ�ռ���1�еķ�ĩ��Ʒ�����ȷֲ���ͼ4 (a) ��ʾ, �ֲ�Ϊ����ֲ�, �����ֵ����d 50, 3 =64.10 ��m, ��ĩ���ȷֲ����span=2.07, ����С��53 ��m�ķ�ĩ�յ���Ϊ39.5%; ��ĩ�ռ���2�еķ�ĩ��Ʒ�����ȷֲ���ͼ4 (b) ��ʾ, �ֲ�Ϊ���Ƶ���ֲ�, �����ֵ����d 50, 3 =37.83 ��m, ��ĩ���ȷֲ����span=2.25, ����С��53 ��m�ķ�ĩ�յ���Ϊ69.5%�� ����ĩ�ռ���1��2�еķ�ĩ��Ͼ���, ����100 g, ���ñ���ɸɸ��, ɸ��Ϊ150Ŀ�� 270Ŀ, ��ʱ��Ϊ15 min, ����100 ��m���º�53 ��m���·�ĩ���յ���, ����3�β�����ƽ��ֵ��
ͼ5Ϊ6���η�ĩ���յ������, 100 ��m���·�ĩ���յ���ԼΪ80%, 53 ��m���·�ĩ���յ���ԼΪ40%, �����ȶ������á� �ڴ�ͳ����������������, �����������Ϸ���ʩ����ѹ, Ϊʹ����˳��ͨ��������, һ����ó��ڿ�����3 mm�ĵ�����, ��������ѹǿ���ӵ�4 MPa, ��53 ��m���·�ĩ���յ��ʲ�����35%�� �ɴ˿�֪, �����ѹ��-��������������, ���ó��ڿ���С�ĵ�����, �ܹ���ýϸߵ�ϸ���յ��ʡ�
ͼ4 ��ͬ�ռ�����AlSi10Mg�Ͻ��ĩ��Ʒ�����ȷֲ�
Fig.4 Particle size distribution of AlSi10Mg alloy powders sampled from different collectors
(a) Collector 1; (b) Collector 2
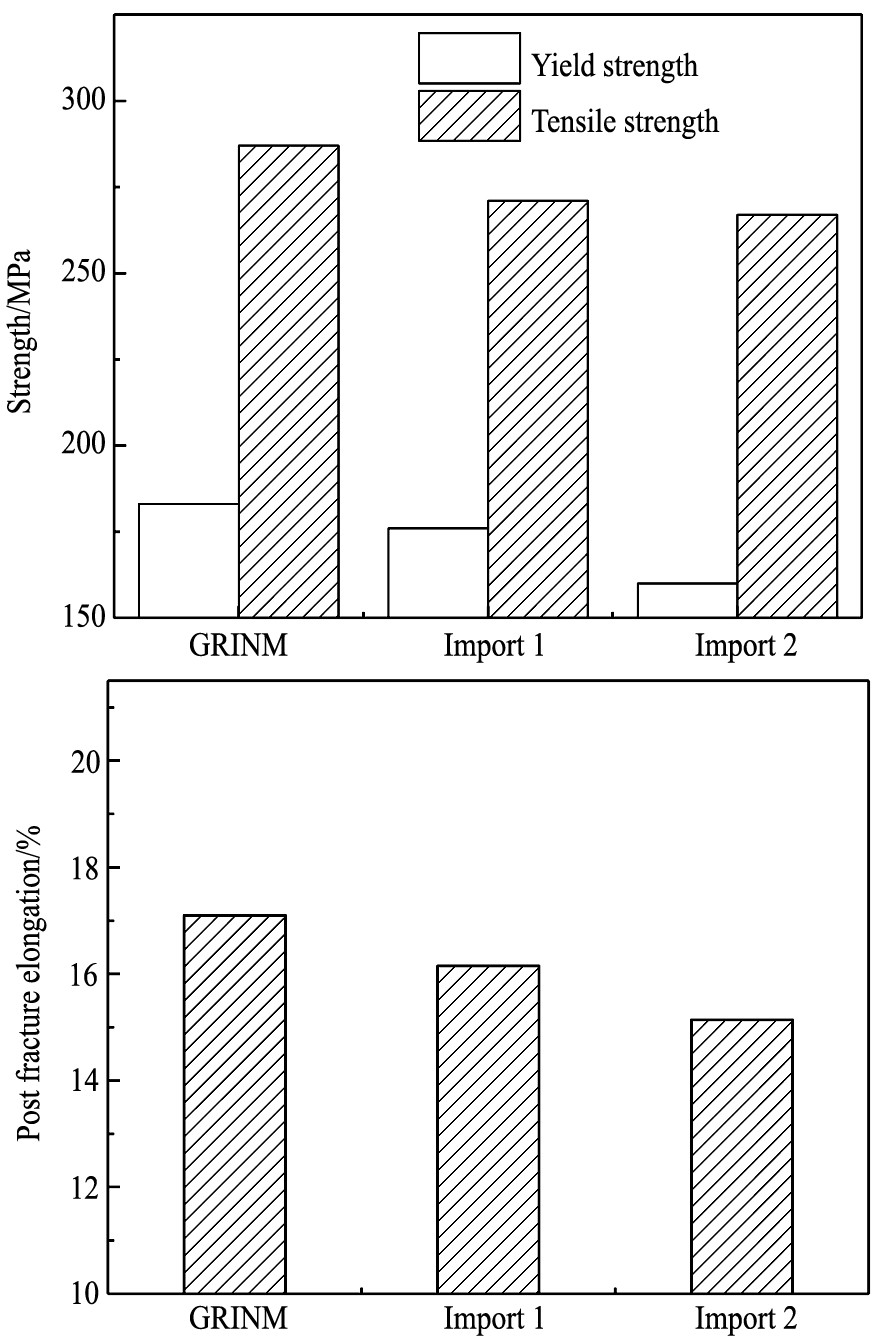
ѡȡ3��AlSi10Mg�Ͻ��ĩ (53 ��m����) , �ֱ�Ϊ���ѹ��-�������������Ʊ� (GRINM) �� ����һ (Import 1) �� ���ڶ� (Import 2) , ����ѡ�������ۻ��������칤���Ʊ���ѧ���ܲ��Լ�, �������ȴ���, Ȼ������ͬ�����������¶��Ƽ�������ѧ���ܼ��, �õ������ͼ6��ʾ�� ��ͼ6�п��Կ���, ���ѹ��-�����������շ�ĩ�Ʊ��IJ�������ڽ���һ�ͽ��ڶ����ַ�ĩ�Ʊ��IJ��Ͼ��и��õ��������ܡ�
ͼ5 ��ͬ������AlSi10Mg�Ͻ��ĩ���յ���
Fig.5 Yield of AlSi10Mg alloy powders in different batches
ͼ6 ����ѡ���ۻ�AlSi10Mg��ĩ���ϵ��������ܱȽ�
Fig.6 Comparison of tensile properties of AlSi10Mg powder materials made by selective laser melting
3.2 �Ľ�2009�Ͻ��ĩ
�Ľ�2009�Ͻ���������18%��20%SiԪ����5%��6%FeԪ��, ���2009�Ͻ�, ����ճ�ȴ������, �����˵����챻�����ļ��ʡ� ���ô�ͳ���������������Ʊ��Ľ�2009�Ͻ��ĩ, ���������Ϸ���ʩ����ѹ����, һ����ó��ڿ����� 4 mm �ĵ�����, �ۻ��¶�900 ��, �������м���ڵ���������50%��75%ʱ, �������ᷢ������, ��Ҫ���������м�������������졣 �������ѹ��-�������������Ʊ��Ľ�2009�Ͻ��ĩ, �������Ϸ�ʩ����ѹ���� (0.4��0.05) ��105 Pa, �ֱ���ó��ڿ�Ϊ4, 3, 2 mm�ĵ�����, �ۻ��¶� 850 ��, ��������ѹǿ (2.0��0.3) MPa, ����������δ����������������⡣
ͼ7Ϊ���ѹ��-�������������Ʊ��IJ�ͬ�ӳ��µĸĽ�2009�Ͻ��ĩ����ò, ���Կ���, ��ĩ�����ζ�����, �ַ۱���ճ�������Ƿ۽϶�, ��ù����Ʊ���AlSi10Mg�Ͻ��ĩ���, ����ϴֲڡ�
ͼ7 ��ͬ�ӳ��¸Ľ�2009���Ͻ��ĩ�ı�����ò
Fig.7 SEM images of surface morphologies of Mod 2009 Al-alloy powders under different magnifications
����ĩ�ռ���1��2�еķ�ĩ��Ͼ���, ����100 g, ���ñ���ɸɸ��, ɸ��Ϊ150Ŀ, ��ʱ��Ϊ15 min, ����100 ��m���·�ĩ���յ���, ����3�β�����ƽ��ֵ�� ͼ8Ϊ��ĩ�յ����뵼������ڿ��Ĺ�ϵ, ���ŵ�������ڿ��ļ�С, �Ľ�2009�Ͻ��ĩ���յ��� (100 ��m����) ������, ����������ڿ�����2 mmʱ, ��ĩ�յ��ʴﵽ80%��
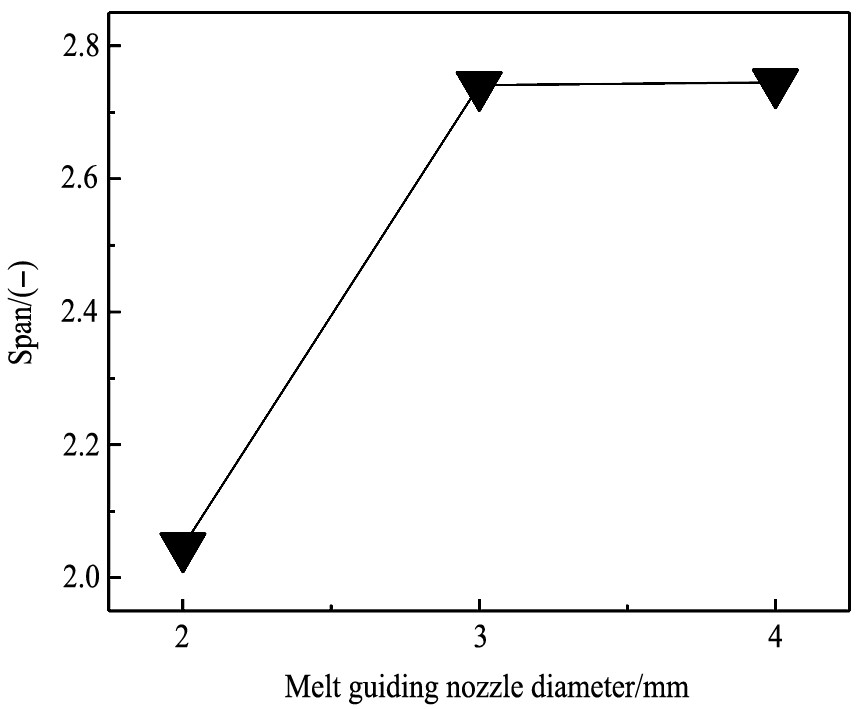
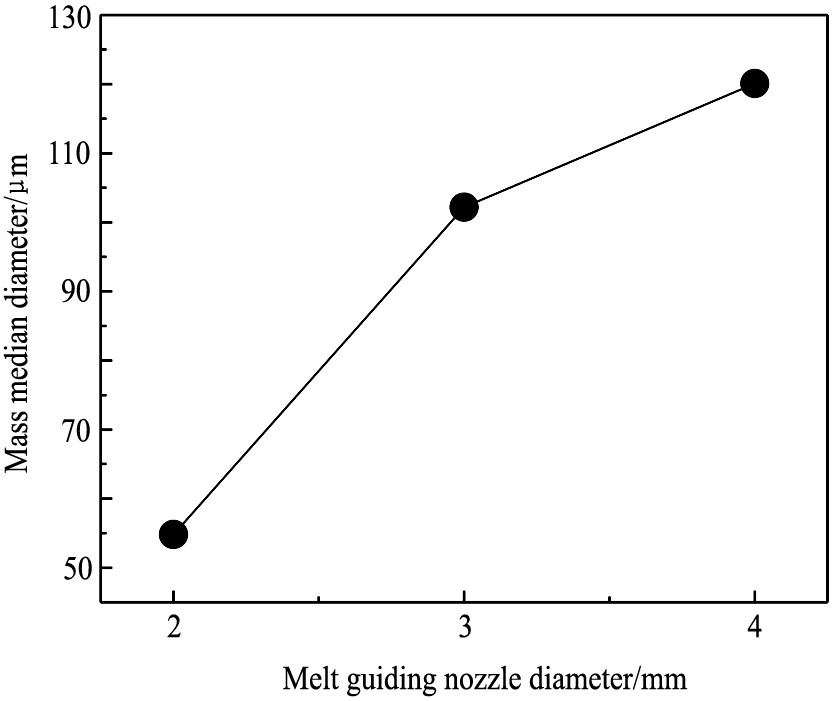
����ĩ�ռ���1��2�еķ�ĩ��Ͼ���, ȡ��, ���ü������ȷ����Dz������ȷֲ�, �������ȷֲ����������� ��ͼ9��ʾ, ���ŵ�������ڿ��ļ�С, ���ȷֲ���� (span) ��С, �������������2 mmʱ, ���ȷֲ����ֵΪ2.047, �������������Ϊ2 mmʱ, ��ĩ�����ȷֲ���խ, ϸ���յ��ʽϸߡ� ��÷�ĩ�����ֵ�����뵼������ڿ��Ĺ�ϵ��ͼ10��ʾ, ���ŵ�������ڿ��ļ�С, �Ľ�2009�Ͻ��ĩ�������ֵ��������, ��Lubanska���鹫ʽ (ʽ (1) ) ���������Ǻϡ� ����������ڿ�����2 mmʱ, �����ֵ����ԼΪ55 ��m��
ͼ8 �Ľ�2009�Ͻ��ĩ���յ��� (100 ��m����) �뵼������ڿ��Ĺ�ϵ
Fig.8 Relationship between yield of Mod 2009 Al-alloy powders (<100 ��m) and melt guiding nozzle diameter
ͼ9 �Ľ�2009�Ͻ��ĩ���ȷֲ���� (-) �뵼������ڿ��Ĺ�ϵ
Fig.9 Relationship between particle size distribution span (-) of Mod 2009 Al-alloy powders and melt guiding nozzle diameter
3.3 ������
Ϊ��֤���ѹ��-������������ (PGA) ������Ч��, ��Srivastava�Ȳ��ý��������-�����ͻ������� (CCA) ���е�Al-6.5wt%Si�Ͻ���������
[17 ]
�Լ�˾����Ȳ���Laval�ͻ������� (Laval) ���е�7055�Ͻ���������
[18 ]
��Ϊ�Ա�, ���ղ�����������ĩ�������ֵ���� (d 50, 3 ) ���2��ʾ�� �ڴ�ͳ����������������, ����Һ������GMR>0.8ʱ, ��õ����Ͻ��ĩ�������ֵ����d 50, 3 >60 ��m; �����ѹ��-��������������, ���ó��ڿ���С�ĵ�����, ����Һ������GMR<0.8ʱ, ��õ������ֵ����d 50, 3 <60 ��m�� �ɴ˿�֪, ���ѹ��-�����������վ��нϸߵ�����Ч�ʡ� ����, ��ȴ�ͳ�����������Ʒ۹���, ���ѹ��-�������������Ʊ������Ͻ��ĩ�����ζȽϸߡ�
ͼ10 �Ľ�2009�Ͻ��ĩ�����ֵ���� (d50, 3) �뵼������ڿ��Ĺ�ϵ
Fig.10 Relationship between mass median diameter (d 50, 3 ) of Mod 2009 Al-alloy powders and melt guiding nozzle diameter
��2 ���ò�ͬ���������Ʊ������Ͻ��ĩ����
Table 2 Atomized Al-alloy powder sizes prepared with different atomizers
Atomizer
Metal
Gas
MGN/��m
GMR
d 50, 3 /��m
[17] AlSi6.5
N2
��3
0.83
61
[18] 7055
Ar
��3
0.84
63.5
AlSi10Mg
N2
��2
0.76��0.04
��58.5
Mod 2009
N2
��2
0.71��0.04
��55
Note: GMR representing mass flow ratio between atomizing gas and metal melt
4 �� ��
ʹ�������з���Ƶ����ѹ��-���������Ʒ��豸�Ʊ���AlSi10Mg��Ľ�2009�������Ͻ��ĩ, ���Ƶõķ�ĩ�ֱ��������ò�� ���ȷֲ��� �շ��ʡ� ѡ�������ۻ����ͼ��������ܵȷ������, ��������:
1. ͨ����ѹ����ʹ��������ͨ�����ڿ���С�ĵ�����, �γɵ�ά�ȵ���������, ����˽�����ĩ��ϸ���յ��ʡ� �Լ���ѡ���ۻ���AlSi10Mg�Ͻ��ĩΪ��, ��ͳ���������������ղ�����������ѹǿ4 MPa, ��������ڿ�3��4 mm, ����53 ��m���µķ�ĩ���յ��ʲ�����35%; ���ѹ��-�����������ղ�����������ѹǿ (2.0��0.3) MPa, ��������ڿ�2 mm, 53 ��m���·�ĩ�յ��ʴﵽ40%�� ������г����м�������ڷ�ĩ���, ���ѹ��-�������������Ʊ���AlSi10Mg�Ͻ��ĩ���ζȸ�, ����⻬, ���Ƿ���; ���ø÷�ĩ�Ʊ���ѡȡ�����ۻ����ͼ��������������ڽ��ڷ�ĩ��
2. ʩ����ѹ����, ��ʹ��ճ�Ե�����˷�������ڵ�Ħ������˳��ͨ��������, �����˵���������ļ��ʡ� �ԸĽ�2009���Ͻ�����Ϊ�� (��Si 18%��20%�� ��Fe 5%��6%) , Ϊ��ֹ���������, ��ͳ������������������ó��ڿ�����4 mm�ĵ�����, �����������������¶�; �����ѹ��-��������������, ��������ڽϵ͵������¶���ͨ�����ڿ�2 mm�ĵ�����, ������100 ��m���µķ�ĩ���յ��ʴﵽ80%��
3. ��ͳ������������һ��ͨ���Ż���������ṹ�������Ч��, �����ѹ��-������������ͨ����������ά���������Ч�ʡ� ��ǰ�����, ���߲��ó��ڿ���С�ĵ�����, ���и��ߵ�����Ч��, �ڽϵ͵���Һ�������¿��Ի�ø�ϸ�ķ�ĩ��
�����
[1] Wang S S, Hu Q, Zhao X M, Sheng Y W, Zhao W D, Liu Y J.Performance characterization of gas-atomized Fe-6.5%Si-x %Ni powders [J].Chinese Journal of Rare Metals, 2017, 41 (11) :1231. (��ɽɽ, ��ǿ, ������, ʢ��ΰ, ���Ķ�, ��Ӣ��.���������Ʊ�Fe-6.5%Si-x%Ni�Ͻ��ĩ�������ܵ��о� [J].ϡ�н���, 2017, 41 (11) :1231.)
[2] Fritsching U, Uhlenwinkel V.Hybrid Gas Atomization for Powder Production.Powder Metallurgy [M].Rijeka:InTech Publisher, 2012.5.
[3] Liu Y Z, Minagawa K, Kakisawa H, Halada K.Hybrid atomization:processing parameters and disintegration modes [J].International Journal of Powder Metallurgy, 2003, 39 (2) :29.
[4] Minagawa K, Kakisawa H, Osawa Y, Takamori S, Halada K.Production of fine spherical lead-free solder powders by hybrid atomization [J].Sci.Technol.Adv.Mat., 2005, 6:325.
[5] Czisch C, Fritsching U.Atomizer design for viscous-melt atomization [J].Mater.Sci.Eng.A, 2008, 477:21.
[6] Strauss J T.Hotter gas increases atomization efficiency [J].Metal Powder Report, 1999, 54 (11) :24.
[7] Hopkins W G.Fine powders:the heat is on at PSI [J].Metal Powder Report, 2001, 56 (3) :20.
[8] Uhlenwinkel V, Achelis L, Lagutkin S, Sheikhaliev S.Verfahren und Vorrichtung zum Herstellen von Metallpulvern und Keramischen Pulvern [P].German Patent:10237213.6, 2002.
[9] Lagutkin S, Achelis L, Sheikhaliev S, Uhlenwinkel V.Atomization process for metal powder [J].Mater.Sci.Eng.A, 2004, 383 (1) :1.
[10] Achelis L, Uhlenwinkel V.Characterisation of metal powders generated by a pressure-gas-atomizer [J].Mater Sci Eng A, 2008, 477:15.
[11] Achelis L.Drall-Druck-Gas-Zerst?ubung von Metallschmelzen [D].Bremen:Bremen University, 2009.24.
[12] Li X G, Fritsching U.Process modeling pressure-swirl-gas-atomization for metal powder production [J].J.Mater.Process Technol., 2017, 239:1.
[13] Li X G, Heister��ber L, Achelis L, Fritsching U.Multiscale descriptions of particle-droplet interactions in multiphase spray processing [J].Int.J.Multiphase.Flow., 2016, 80:15.
[14] Li X G, Zhang S M, Fan J Z, Xing J F, Shu S, Liu X K.A gas atomization method for fine spherical metal powder production and its equipment [P].Chinese Patent:201710647595.3, 2017. (���˸�, ������, ������, �ϼ���, ����, ������.һ��ϸ���ν�����ĩ�����������Ʊ����������豸 [P].�й�:201710647595.3, 2017.)
[15] Lefebvre A H.Airblast atomization [J].Prog.Energy Combust.Sci., 1980, 6 (3) :233.
[16] Lubanska H.Correction of spray ring data for gas atomization of liquid metals [J].J.Metals., 1970, 22:45.
[17] Srivastava V C, Ojha S N.Effect of aspiration and gas-melt configuration in close coupled nozzle on powder productivity [J].Powder Metallurgy, 2006, 49 (3) :213.
[18] Si C R, Zhang X J, Wang J B.Low-pressure argon atomization process of 7055 Al alloy powders [J].Chinese Journal of Materials Science and Engineering of Powder Metallurgy, 2015, 20 (1) :112. (˾����, ���ͽ�, ������.7055���Ͻ��ĩ�������ѹ�������� [J].��ĩұ����Ͽ�ѧ�빤��, 2015, 20 (1) :112.)