文章编号:1004-0609(2015)06-1435-06
5005铝合金与4J34可伐合金的真空钎焊工艺
张丽霞,孟德强,亓钧雷,郑文龙,冯吉才
(哈尔滨工业大学 先进焊接与连接国家重点实验室,哈尔滨 150001)
摘 要:利用Al-Si-Mg钎料实现5005铝合金与4J34可伐合金的真空钎焊,研究了接头界面结构及其形成机理,分析了钎焊温度及保温时间对接头界面结构和抗剪强度的影响。结果表明:随着钎焊温度的升高和保温时间的延长,接头的抗剪强度先升高后降低;当钎焊温度为580 ℃、保温时间为15 min时,接头抗剪强度达到最大值81 MPa,此时,接头的典型界面结构为4J34可伐合金/FeAl/FeAl3/FemAln+α(Al)/5005铝合金。接头的断裂形式主要受钎焊温度的影响;当钎焊温度较低时,接头断裂于铝合金侧氧化膜层及铝合金内;当温度升高至580 ℃时,接头断裂于FemAln+α(Al)反应层中。
关键词:4J34可伐合金;5005铝合金;真空钎焊;界面组织;抗剪强度
中图分类号:TG454 文献标志码:A
Process of vacuum brazing 5005 aluminum alloy to 4J34 Kovar alloy
ZHANG Li-xia, MENG De-qiang, QI Jun-lei, ZHENG Wen-long, FENG Ji-cai
(State Key Laboratory of Advanced Welding and Joining, Harbin Institute of Technology, Harbin 150001, China)
Abstract: Vacuum brazing of 5005 aluminum alloy and 4J34 Kovar was carried out with Al-Si-Mg filler foil as braze alloy. Various brazing heating cycles were carried out to study the effects of brazing parameters on the joint interface and mechanical properties. The results show that the shear strength of the joints increases firstly, and then decreases with increasing brazing temperature and holding time. According to the mechanical property tests, the joints brazed at 580 ℃ for 15 min obtain the maximum shear strength of 81 MPa, and the typical interface structure of the joints is 4J34 Kovar/FeAl/FeAl3/FemAln+α(Al)/5005 aluminum alloy from 4J34 Kovar to 5005 aluminum alloy side. The fracture form of the joints is mainly affected by brazing temperature. When the brazing temperature is low, the joints fracture on the oxide layer and aluminum alloy. When the temperature is high, the joints fracture on FemAln+α(Al) layer.
Key words: 4J34 Kovar alloy; 5005 aluminum alloy; vacuum brazing; interface structure; shear strength
5005铝合金具有密度小,热导率和电导率高等优点,在航空、航天、汽车、机械制造以及化学工业中已被广泛应用[1-2]。特别是该合金中含有一定量的Mg元素,对于去除铝合金表面的氧化膜具有重要作用。4J34可伐合金在20~450 ℃范围内具有与硬玻璃相近的线膨胀系数,同时具有良好的可加工性和低温组织稳定性。因此,在核工业领域,实现5005铝合金与4J34可伐合金的连接而制备核探测仪构件,可使构件兼具上述两种材料的优点,具有非常重要的应用价值。
由于5005铝合金与4J34可伐合金的线膨胀系数差异较大,以及铝合金表面氧化膜的存在,因此,5005铝合金与4J34可伐合金的焊接较为困难。从现有的文献资料来看,可伐合金与陶瓷、玻璃等连接的研究较多,而与铝合金连接的鲜见报道。铝合金与可伐合金的连接本质上是Al-Fe之间的连接。采用熔化焊方法对Al-Fe进行焊接时,接头易氧化且存在很大应力,同时焊缝成分不均匀,塑性和韧性降低,易产生裂纹、夹渣等缺陷[3-8];摩擦焊对待焊工件的形状要求严格,装配要求也较高,且焊接件一般工作在变化的温度场中,接头的韧性差,容易发生开裂[9-12]。采用钎焊对Al-Fe进行焊接时,母材不熔化,可以防止金属间化合物的大量生成,并能够通过控制钎料成分来控制界面反应过程,以获得性能良好的接头[13-15]。本文作者采用Al-Si-Mg钎料成功实现了5005铝合金和4J34可伐合金的可靠连接,研究了接头的界面结构及其形成机理,并分析了工艺参数对接头界面结构和抗剪强度的影响规律。
1 实验
试验所用材料为4J34可伐合金、5005铝合金和Al-Si-Mg箔状钎料,Al-Si-Mg钎料的融化温度为550 ℃。其化学成分见表1~3所列。试验前,利用线切割机将4J34可伐合金加工成30 mm×10 mm×1.5 mm的试样,将5005铝合金加工成7 mm×7 mm×5 mm的试样。商业购买的Al-Si-Mg箔状钎料厚度为150 μm。
表1 5005铝合金的化学成分
Table 1 Chemical composition of 5005 aluminum alloy (mass fraction, %)

表2 可伐合金的化学成分
Table 2 Chemical composition of Kovar alloy (mass fraction, %)

表3 Al-Si-Mg钎料的化学成分
Table 3 Chemical composition of Al-Si-Mg (mass fraction, %)

钎焊前,使用砂纸对金属待焊表面进行逐级打磨,并使用丙酮溶液对待焊母材进行超声清洗。为了去除铝合金表面氧化膜,在40 ℃条件下,用稀NaOH溶液进行超声碱洗,再用稀HNO3溶液进行酸洗。钎焊试验在Cnetorr6-1650-15T真空扩散焊机内进行,钎焊温度分别为560、570、580和590 ℃,保温时间分别为5、10、15、20和25 min。焊后采用扫描电镜(SEM,S-4007)观察界面组织及断口形貌;用旋转阳极X射线衍射仪(XRD,D/max-rb)对界面产物进行物相分析,确定反应产物;采用INSTRON MODEL 5569电子万能试验机进行压剪测试。
2 结果与讨论
2.1 钎焊接头的界面分析
图1所示为钎焊温度580 ℃、保温时间15 min时的接头显微组织。如图1所示,可伐合金、5005铝合金与钎料之间连接紧密、反应充分,焊缝成形平整致密,接头主要分为Ⅰ、Ⅱ、Ⅲ这3个反应层,相邻两层过渡均匀。
对接头各反应层进行能谱分析,其结果如表4所列,发现钎焊接头主要由Fe和Al元素构成。Ⅰ反应层呈浅灰色,Fe和Al的摩尔比接近1:1,结合Fe-Al二元相图,推断该区成分为FeAl。Ⅱ反应层颜色加深,并有一定量的黑色相(D区)分布其中,该反应层中基体组织(B区)的Fe和Al摩尔比接近1:3,推断该区成分为FeAl3。根据王兴庆等[16]反应烧结制取铁铝系金属间化合物的研究成果可推断认为:反应层中黑色相(D区)可能为Fe2Al5。靠近5005铝合金的Ⅲ反应层中,由于Al元素含量明显增多,钎缝中逐渐析出Al基固溶体α(Al),因此,该反应层主要是由Fe-Al金属间化合物与α(Al)共同组成。
综上所述,接头界面处Ⅰ、Ⅱ、Ⅲ这3个反应层主要由Fe-Al之间形成的不同类型的金属间化合物构成。为进一步确定接头的界面反应产物,对接头断口界面进行了XRD检测,其结果如图2所示,表明界面有FeAl和FeAl3化合物生成,这与采用能谱分析的结果一致。
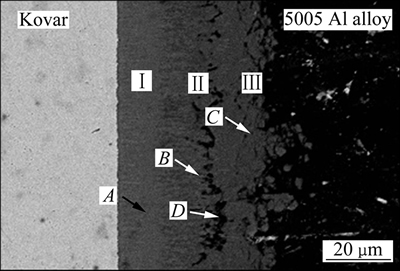
图1 钎焊温度580 ℃、保温时间15 min时接头的显微组织
Fig. 1 Microstructure of joints brazed at 580 ℃ for 15 min
表4 接头各区主要元素成分及生成的可能相
Table 4 Chemical compositions of elements and possible phases for joints

综上所述,采用Al-Si-Mg钎料钎焊5005铝合金与可伐合金时,接头的界面结构可表示为可伐合金/FeAl/FeAl3/FemAln+α(Al)/5005。
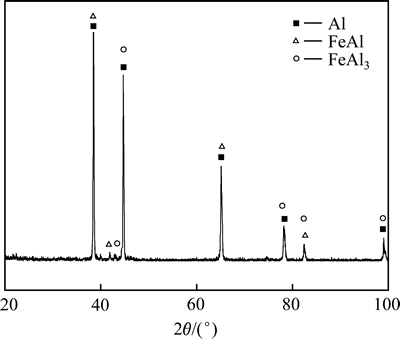
图2 接头断口界面的XRD谱
Fig. 2 XRD pattern of interface on joint fracture
2.2 接头形成机理
钎焊加热过程中,随着温度的升高,Al-Si-Mg钎料中的Mg挥发,Mg蒸汽渗入铝合金表层,与扩散进入铝合金表层的Si形成低熔点的Al-Si-Mg液相,破坏氧化膜与铝合金的结合,进而液态钎料在母材表面润湿铺展,并将表面氧化膜浮起去除[17]。
随着加热温度的进一步升高,液态钎料中的Al元素与可伐合金中的Fe元素相互扩散,反应生成FeAl3:
Fe+Al→FeAl3 (1)
已有研究表明[18],Fe-Al化合反应会释放大量的热,造成反应区局部温度急剧升高,最高温度可达1200℃,使该区域温度高于共晶温度,使得FeAl3与Al形成共晶液相L(见反应式(2))。
FeAl3+Al→L (2)
随着反应进行,可伐合金中的Fe不断溶解,在界面处聚集并向远离界面处不断扩散,使得液态钎料中Fe元素含量逐渐增加,根据相图可知,1200 ℃时Fe在Al中的溶解度可达44%,此时得到的化合物为Fe2Al5,但由于Fe2Al5不稳定,可以与Al继续反应(见反应式(3)),从而反应生成FeAl和FeAl3。若反应进行不充分,在界面处会有Fe2Al5相残存(见图1中D区)。
Fe2Al5+Al→FeAl3+FeAl (3)
伴随着反应(1)~(3)的进行,铝合金侧的母材会熔化进入钎缝,在钎焊冷却过程中形成α(Al)固溶体。
综上所述,焊后接头形成的界面结构为可伐合金/ FeAl/FeAl3/FemAln+α(Al)/5005。
2.3 工艺参数对接头组织的影响
钎焊温度是钎焊的重要工艺参数,对接头界面结构具有重要的影响。由图3(a)可知,钎焊温度为570 ℃时,焊缝中存在较多的裂纹、气孔等缺陷,这是由于Mg元素的去膜作用未充分发挥,钎料去除5005铝合金表面的氧化膜的效果不明显。当钎焊温度为580 ℃(见图3(b)),焊接缺陷逐渐消失,焊缝成形良好。当钎焊温度过高时(见图3(c)),钎焊反应的热输入量过大,导致焊缝产生了裂纹、过烧等焊接缺陷,焊缝的气密性、抗剪强度均有很大程度的下降。
保温时间对接头组织具有类似影响,图4所示为钎焊温度590 ℃、保温时间分别为5、20和25 min时接头的界面显微组织。
如图4(a)所示,当保温时间为5 min时,钎料的作用得不到充分发挥,铝合金母材表面的氧化膜大量残留,钎料未能在铝合金表面润湿铺展,焊后接头出现了贯穿性裂纹。随着保温时间的延长,钎料与两侧母材反应充分,焊缝成形得到改善,如图4(b)所示,焊缝中不存在裂纹、气孔等焊接缺陷。但当保温时间为25 min时,钎焊过程中热输入量过大,产生热裂纹,如图4(c)所示。

图3 不同钎焊温度时接头界面显微组织
Fig. 3 Microstructures of joints at different brazing temperature for 15 min

图4 不同保温时间后接头界面显微组织
Fig. 4 Microstructures of joints at brazing temperatures of 590 ℃ for different holding time
2.4 工艺参数对接头性能的影响
图5所示为保温时间固定为15 min、钎焊温度对接头抗剪强度的影响。随着钎焊温度的升高,接头抗剪强度呈现先升高后降低的变化趋势。当钎焊温度为580 ℃时,钎料反应充分,钎缝无缺陷,接头抗剪强度达到最大81 MPa。
图6所示为钎焊温度固定为590 ℃、保温时间对接头抗剪强度的影响。可以看出,保温时间对接头抗剪强度的影响与钎焊温度对接头抗剪强度的影响类似,随着保温时间的延长,钎料充分熔化,与两侧母材的反应程度逐渐加剧,接头抗剪强度逐渐升高。但当保温时间过长时,接头中产生了热裂纹缺陷,接头抗剪强度降低。
钎焊温度对接头的断裂方式和断裂形貌具有明显影响。图7所示为保温时间固定为15 min、钎焊温度分别为570和580 ℃时的试样断口形貌。
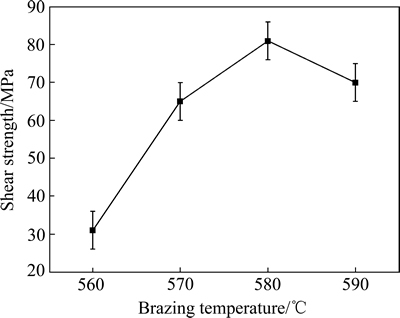
图5 钎焊温度对接头抗剪强度的影响
Fig. 5 Effect of brazing temperature on shear strength of joints

图6 钎焊温度590 ℃时保温时间对接头抗剪强度的影响
Fig. 6 Effect of holding time on shear strength of joints at brazing temperature of 590 ℃
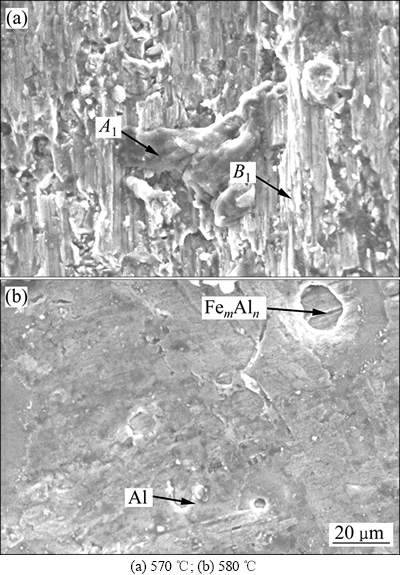
图7 不同钎焊温度下保温15 min后接头的断口形貌
Fig. 7 Morphologies of joint fractures at different brazing temperatures for 15 min
表5 断口的能谱分析结果
Table 5 EDS analyses results of fracture surface
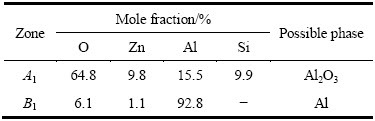
表5所列为图7(a)中接头断口中A1、B1区域的能谱分析结果。由图7(a)可知,当温度较低时,由于铝合金表面残留氧化膜,缝焊中存在大量的气孔、裂纹等缺陷,断裂主要发生在铝合金侧氧化膜层及铝合金内部,接头韧性差。由图7(b)可知,随着钎焊温度升高到580 ℃,接头断裂位置发生显著变化,断裂发生在FemAln+α(Al)反应层中,此时接头抗剪强度最高。
3 结论
1) 采用Al-Si-Mg钎料钎焊5005铝合金与可伐合金,当钎焊温度为580 ℃、保温时间为15 min时,由于液态钎料中的Al与可伐合金中Fe的扩散和溶解行为导致界面有不同类型的Fe-Al金属间化合物反应生成,此时接头的界面结构可表示为Kovar/FeAl/ FeAl3/FemAln+α(Al)/5005。
2) 当钎焊工艺参数较低时,5005铝合金表面存在残余氧化膜,因此,焊缝中有较多的裂纹和气孔等缺陷出现;当钎焊温度升高至580 ℃时,焊接缺陷消失,焊缝成形良好;当钎焊工艺参数进一步增加时,由于焊接热输入量过大,焊缝产生裂纹、过烧等焊接缺陷。
3) 随着钎焊温度的升高或保温时间的延长,接头的抗剪强度呈现先升高后降低的变化趋势。当钎焊温度为580 ℃、保温时间为15 min时,接头获得最大抗剪强度81 MPa。
4) 钎焊温度对接头断裂位置具有明显的影响,当钎焊温度较低时,接头断裂于铝合金侧氧化膜层及铝合金内;当钎焊温度升高至580 ℃时,接头断裂于FemAln+α(Al)反应层中。
REFERENCES
[1] 李妙珍. 关于铝及铝合金的焊接工艺浅析[J]. 轻金属, 2007(9): 66-69.
LI Miao-zhen. Analysis of aluminum and aluminum alloy welding technology[J]. Light Metals, 2007(9): 66-69.
[2] 张启运, 庄鸿寿. 钎焊手册[M]. 1版. 北京: 机械工业出版社, 1998.
ZHANG Qi-yun, ZHUANG Hong-shou. Brazing directory[M]. 1st ed. Beijing: China Machine Press, 1998.
[3] 李亚江, 王 娟. 异种难焊材料的焊接及应用[M]. 北京: 化学工业出版社, 2003: 170-175.
LI Ya-jiang, WANC Juan. Application and welding of difficulty to weld dissimilar materials[M]. Beijing: Chemical Industry Press, 2003: 170-175.
[4] ISHIDA. T. Interfacial phenomena of plasma arc welding of mild steel and aluminium[J]. Journal of Materials Science, 1987, 22(3): 1061-1066.
[5] RATHOD M J, KUTSUNA M. Joining of aluminium alloy 5052 and low-carbon steel by laser roll welding[J]. Welding Journal, 2004, 83(1): 16-26.
[6] KUTSUNA M, RATHOD M J, AZAR A. Laser roll bonding of mild steel to aluminium and control of intermetallic compound layer[C]// Proceedings of International Congress on Applications of Lasers and Electro-Optics. Scottsdale, 2002: 609-615.
[7] 陈树海, 马 柯, 黄继华, 夏 军, 张 华, 赵兴科. 钢/铝异种金属双熔池TIG熔钎焊接头的显微组织与力学性能[J]. 中国有色金属学报, 2011, 21(12): 3076-3081.
CHEN Shu-hai, MA Ke, HUANG Ji-hua, XIA Jun, ZHANG Hua, ZHAO Xing-ke. Microstructure and mechanical property of joint by TIG welding-brazing with dual weld pools for steel/aluminum dissimilar metals[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(12): 3076-3081.
[8] MURAKAMI T, NAKATA K, TONG Hon-jun. Dissimilar metal joining of aluminium to steel by MIG arc brazing using flux cored wire[J]. ISIJ International, 2003, 43(10): 1596-1602.
[9] 张田仓, 栾国红, 陈沁刚, 吴 谦. 纯铝不锈钢异种材料惯性摩擦焊的研究[J]. 航空工艺技术, 1998(3): 33-36.
ZHANG Tian-cang, LUAN Guo-hong, CHEN Qin-gang, WU Qian. Inertial friction welding of dissimilar material-pure Al-stainless steel[J]. Aeronautical Manufacturing Technology, 1998(3): 33-36.
[10] 潘春旭, 胡伦骥. 铝基复合材料-不锈钢摩擦焊焊接接头显微组织的电镜研究[J]. 中国机械工程, 1996, 7(6): 98-100.
PAN Chun-xu, HU Lun-ji. TEM research on microstructure of aluminum matrix composites-stainless steel welded joint by friction stir welding[J]. China Mechanical Engineering, 1996, 7(6): 98-100.
[11] 傅 莉, 毛信孚, 史学芳. LF6防锈铝与HR-2抗氢不锈钢摩擦焊接[J]. 焊接学报, 2003, 24(1): 9-14.
FU Li, MAO Xin-fu, SHI Xue-fang. Friction welding of LF6 anti-rust aluminum and HR-2 anti-hydrogen stainless steel[J]. Transactions of the China Welding Institution, 2003, 24(1): 9-14.
[12] ELLIOTT S, WALLACH E R. Joining aluminium to steel EM dash diffusion bonding[J]. Metal Construction, 1981, 13(3): 167-171.
[13] 钱乙余, 董占贵, 石素勤, 吴培莲. 铝接触钎焊的成缝行为[J]. 焊接学报, 2001, 22(5): 13-16.
QIAN Yi-yu, DONG Zhan-gui, SHI Su-qin, WU Pei-lian. Behavior of aluminum contact reactive brazing[J]. Transactions of the China Welding Institution, 2001, 22(5): 13-16.
[14] 吴铭方, 司乃潮, 陈 健. 铝/镀银层/钢的扩散钎焊及界面化合物的生长行为[J]. 中国有色金属学报, 2010, 20(6): 1209-1213.
WU Ming-fang, SI Nai-chao, CHEN Jian. Diffusion brazing of Al/Ag plating layer/steel and growth behavior of interface compound[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(6): 1209-1213.
[15] 何 鹏, 钱乙余, 冯吉才, 韩杰才, 麦汉辉, 黄振凤. 复合电热餐具铝/不锈钢接触反应钎焊新技术[J]. 中国有色金属学报, 2003, 13(6): 1519-1522.
HE Peng, QIAN Yi-yu, FENG Ji-cai, HAN Jie-cai, MAI Han-hui, HUANG Zhen-feng. A new technology for contact reactive brazing of aluminum to stainless steel in composite electro- thermal cooker[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(6): 1519-1522.
[16] 王兴庆. 反应烧结制取铁铝系金属间化合物的研究[D]. 长沙: 中南大学, 2002.
WANG Xing-qing. Research of Fe-Al intermetallic compounds by reactive sintering[D]. Changsha: Central South University, 2002.
[17] 马海军, 李亚江, 王 娟. Al/Cu异种有色金属的真空钎焊工艺[J]. 焊接技术, 2007, 36(1): 38-86.
MA Hai-jun, LI Ya-jiang, WANG Juan. Study on Al/Cu dissimilar nonferrous metals vacuum brazing technology[J]. Transactions of the China Welding Institution, 2007, 36(1): 38-86.
[18] RABIN B H, WRIGHT R N. Reaction processing of iron aluminides[J]. Materials Science and Engineering A, 1992, 153(1): 706-711.
(编辑 龙怀中)
基金项目:清华大学先进成形制造教育部重点实验室开放基金资助项目(2010007)
收稿日期:2014-11-17;修订日期:2015-03-16
通信作者:张丽霞,教授,博士;电话:0451-86418146;E-mail: zhanglxia@hit.edu.cn

