
Ductility improvement methods for commercial AZ31B magnesium alloy in cold forging
Ryo MATSUMOTO
Division of Mechanical Engineering, Graduate School of Engineering Science, Osaka University,
1-3 Machikaneyama, Toyonaka, Osaka 560-8531, Japan
Received 23 September 2009; accepted 30 January 2010
Abstract: In order to realize cold forging of magnesium alloys in practical application, some methods for ductility improvement of a commercial wrought AZ31B magnesium alloy (Mg-3%Al-1%Zn, mass fraction) at room temperature were suggested. The effects of heat treatment before forging and hydrostatic pressure during forging on the ductility were investigated in cold upsetting and cup forging. High-temperature annealing was effective to reduce the degree of the texture anisotropy of the specimen, and it was found that the forging limit of the annealed specimen was improved in cold forging. On the other hand, cold cup forging of the annealed specimen was carried out with applying counter pressure. By applying counter pressures of 100-200 MPa during forging, the critical punch stroke for forging limit of the specimen without crack was improved by 25% in punch stroke.
Key words: magnesium alloy; forging; forgeability; heat treatment; counter force; finite element simulation
1 Introduction
In order to realize mass reduction of structural component in industrial products, magnesium alloys are expected to be used for lightweight structural and functional parts in many industrial areas owing to the low density as well as the high specific strength[1-2].
Since Mg alloys have hexagonal close-packed structure, they are brittle at room temperature, and are usually formed at temperatures higher than 473 K[3]. However, cold forming of Mg alloys has been strongly desired in industry due to simplicity of forming equipment and excellent properties of formed products. To enable forming of Mg alloys at temperatures lower than 473 K, some methods for reduction of grain size of Mg alloys and control of texture of Mg alloys have been developed[4-5]. It is known that fine-grained and texture-controlled Mg alloys exhibit large ductility. However, the production of fine-grained and texture- controlled Mg alloys necessitates special equipments, and is too expensive for industrial use. On the other hand, some forming methods for ductility improvement of commercial Mg alloys are suggested as alternative methods[6-7]. If the simple and inexpensive methods for improvement of the ductility are developed, the use of Mg products could be expanded rapidly.
In this study, to improve the forging limit of a commercial AZ31B Mg alloy (Mg-3%Al-1%Zn, mass fraction, the same below if not mentioned) in cold forging, heat treatments of the alloy before forging and hydrostatic pressure during forging were considered. The influences of the annealing temperature of the alloy and the counter punch pressure on the ductility were investigated in upsetting and cup forging.
2 High-temperature annealing
2.1 Annealing conditions and microstructure of annealed specimen
The material tested was a commercial wrought AZ31B Mg alloy (Mg-3%Al-1%Zn), extruded round bar. The chemical compositions of the alloy are listed in Table 1. The wrought AZ31B alloy was annealed at different temperatures between 473 and 773 K for 1 h before forging. Fig.1 shows the microstructures of the annealed Mg specimens. The grain size of the 773 K- annealing specimen was larger than that of the 473 K- annealing specimen. The influences of annealing temperature on the average grain size and Vickers hardness of the annealed specimen are shown in Fig.2. The average grain size increased with increasing annealing temperature (Ta), especially, between 673 and 773 K, the average grain size (davg) sharply increased from 15 to 35 μm, and the hardness decreased from HV 65 to HV 53. Fig.3 shows the (0001) pole figures of the annealed specimens measured by X-ray diffractometer. The maximum intensity Imax decreased with increasing annealing temperature, i.e. the degree of the texture anisotropy decreased at high-temperature annealing.
From these results, the grain size and degree of texture anisotropy of the specimen are changed with annealing temperature; in the case of annealing at 773 K,
Table 1 Chemical compositions of AZ31B magnesium alloy used for experiment (mass fraction, %)


Fig.1 Microstructures of annealed AZ31B magnesium alloy at different annealing temperatures: (a) 473 K; (b) 773 K
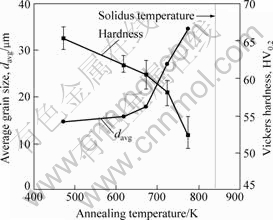
Fig.2 Influences of annealing temperature on average grain size and Vickers hardness of annealed AZ31B magnesium alloy
the specimen with large grain, low hardness and relatively isotropic texture is obtained. The influence of these factors on the forgeability is examined by upsetting and cup forging.
2.2 Forging limit of annealed AZ31B specimen in upsettability test
Forging limit of the annealed AZ31B specimens at different temperatures was investigated by the upsettability test[8]. In the test, a cylindrical specimen was compressed between the grooved platens, which restricted the sliding of the end surfaces. The forging limit was determined as the reduction in height of the specimen when a crack was observed first on the surface of the compressed specimen. The test was conducted on a material testing machine with a compression speed of 8.3 mm/s; the initial strain rate was about 0.3 s-1. The annealed AZ31B specimen for upsetting was cylindrical in shape with a diameter of 18 mm and a height of 27 mm. For the comparison with the wrought Mg specimen, two kinds of commercial cast AZ31 specimens with different average grain size were also prepared. The average grain size and maximum intensity of (0001) pole figure of the cast specimens were 86 μm and 2.1 in cast alloy Ⅰ, 144 μm and 2.1 in cast alloy Ⅱ, respectively.

Fig.3 (0001) pole figures of annealed AZ31B specimens at different annealing temperatures: (a) 473 K; (b) 623 K; (c) 773 K
The cast specimen has large grains and random texture compared with the wrought specimen.
Fig.4 shows the relation between the forging temperature and the forging limit of the annealed specimens in the upsettability test. Irrespective of annealing temperature, the mode of fracture was changed from the shear-type to the ductile-type at forging temperature around 473 K, and the ductility was discontinuously changed. At forging temperatures lower than 423 K, the forging limit of the 773 K-annealing specimen was higher than that of other specimens, while the forging limit of the 773 K-annealing specimen was lower than that of other specimens at forging temperatures higher than 473 K. On the other hand, the forging limit of the cast specimens was higher than that of the annealed wrought specimens at forging temperature lower than 423 K although the average grain size of the cast specimens was larger than that of the annealed wrought specimens. In the cast specimens, the forging limit of the cast specimen with smaller grains was higher than that of the cast specimen with larger grains. The maximum intensity of (0001) pole figure and average grain size of the forged specimens are shown in Fig.5. The maximum intensity of the forged cast specimen was kept to low value, i.e. strong basal texture was not caused during upsetting, while the average grain size of the forged cast specimen was larger than that of the forged wrought specimens.
Thus it is confirmed that the reduction of the degree of texture anisotropy of the specimen is effective to improve the forging limit in cold forging as well as grain refinement. Fine-grained Mg alloy with isotropic texture may provide better forgeability for practical cold forging.

Fig.4 Relation between forging temperature and forging limit of AZ31B specimens annealed at different temperatures in upsettability test
2.3 Forging limit of annealed AZ31B specimen in cup forging
To demonstrate the validity of the forgeability of the

Fig.5 Changes of maximum intensity of (0001) pole figure and average grain size of AZ31B specimens during upsetting
annealed AZ31B specimen obtained in the upsettability test, cup forging was carried out on an AC servo-controlled press (Komatsu Industries Corp., H1F45). The apparatus for cup forging is shown in Fig.6. The diameter of the punch was 16 mm, and the inside diameter of the container was 24 mm; the reduction ratio of cross-sectional area was 0.56. The annealed AZ31B specimen for cup forging was cylindrical in shape with a diameter of 24 mm and a height of 10 mm. The specimen was forged with a punch speed of 80 mm/s without lubrication.
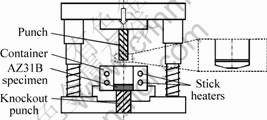
Fig.6 Tool arrangement for cup forging on AC servo-controlled press
Fig.7 shows the cross-sectional views of the specimens forged at 423 K. Irrespective of the annealing and forging temperatures, cracks were caused in two stages during cup forging: cracks were initiated from inside surface of the specimen at first (Fig.7(c)), and then different cracks were caused on the outside surface of the specimen (Fig.7(d)).
The relation between the forging temperature and the forging limit without crack in cup forging is shown in Fig.8. At forging temperatures lower than 423 K, the forging limit of the 773 K-annealing specimen was higher than that of the 623 K-annealing specimen, while the forging limit of the 623 K-annealing specimen was higher than that of the 773 K-annealing specimen at forging temperatures higher than 473 K. This is the same

Fig.7 Cross-sectional views of initial and forged AZ31B specimens (Ta=623 K, forging temperature: 423 K)

Fig.8 Effect of annealing temperature on forging limit of wrought and cast AZ31B specimens in cup forging
tendency as the forging limit in the upsettability test as shown in Fig.4, and thus it is confirmed that the forgeability of AZ31B can be extended by employing a proper heat treatment in other type of forging.
3 Forging direction
3.1 Upsetting
The influence of the forging direction on the ductility in cold forging was examined with AZ31B specimen annealed at 623 K. The initial AZ31B specimens were machined from the AZ31B extruded bar so that the height directions (f) of the specimen were 0?, 30?, 45?, 60?, 90? to extrusion direction of the AZ31B bar. Fig.9 shows the forging limit of the specimens in the upsettability test. The forging limit of 45? was about 2.5 times higher than that of 0? and 90?, and it was almost the same as the cast one. The change of the maximum intensity of (0001) pole figure of the specimens during upsetting is shown in Fig.10. In upsetting of the specimen of 0?, the maximum intensity rose rapidly at small reduction in height, i.e. strong basal texture was caused during upsetting, and crack was considered to be caused. On the other hand, the maximum intensity of 45? was kept to low value compared with that of the wrought specimens of other directions. It is noticed that the forging limit and texture evolution are considerably influenced by the forging direction. It is essential for the improvement of the cold forgeability to prevent from causing the strong basal texture during cold forging.

Fig.9 Relation between forging direction and forging limit of AZ31B specimen in upsettability test

Fig.10 Relation between forging direction and maximum intensity of (0001) pole figure of AZ31B specimens in upsettability test (f: angle between extrusion direction and forging direction)
3.2 Cup forging
Cup forging was conducted on a hydraulic servo-controlled testing machine (Shimadzu Corp., EHF-EB100kN-20L-S) with a punch speed of 5.0 mm/s at room temperature using a machine oil for lubrication. The cone angles (α) of the punches were 90? and 180?, and the diameter (Dp) was 8.4 mm (the reduction ratio of cross-sectional area: 0.82) as shown in Fig.11. The AZ31B specimen was annealed at 623 K, and the initial specimen shape was cylindrical with a diameter of 20 mm and a height of 13 mm. The height direction of the specimen was parallel to the extrusion direction of the AZ31B bar.
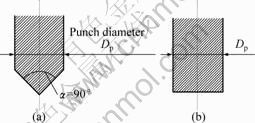
Fig.11 Schematic illustrations of end shape of punch for cup forging: (a) α=90?; (b) α=180?
Fig.12 shows the cross-sectional views of the forged specimens. In the case of the punch with the flat end surface (α=180?), cracks occurred around the punch corner in the early stage of forging (s/Dp=0.07), while in the case of forging with the conical punch of α=90?, crack was not initiated from the punch corner, and the specimen could be forged to a punch stroke of s/Dp=1.1 without crack. It is noted that the forging limit without crack is strongly affected by the end shape of punch in cup forging. In the forging with the conical punch of α=90?, the material flow around the end surface of the punch during forging occurred in the direction of 45? to the extrusion direction of the AZ31B bar, and the crack was not initiated from the punch corner. Same tendency was obtained between the forging limit in cup forging and upsetting because the forging limit of f=45? was higher than that of other directions in upsetting as shown in Fig.9.
4 Hydrostatic pressure
4.1 Cup forging against counter pressure
To improve the ductility of Mg specimen in cold forging, counter force was applied during cup forging because the ductility of metal was generally improved by imposing high hydrostatic pressure[9]. A tool to provide counter force to the AZ31B specimen was located outside of the punch as shown in Fig.13. The counter punch pressure (Pc) of 0-300 MPa was applied to the specimen downward from the exit surface of the specimen during forging. Counter punch pressure was defined as follows:
Pc=Counter punch force/Cross-sectional area of counter punch
The 623 K-annealing AZ31B specimen was cylindrical in shape with a diameter of 14 mm and a height of 13 mm, and was forged by the conical punch with Dp=6.0 mm, α=90? at room temperature using a machine oil for lubrication. The reduction ratio of cross-sectional area was 0.82, and the punch forging speed was 1.0 mm/s.
Fig.14 shows the relationship between the counter punch pressure and the forged specimen shapes. In the case of forging against a counter pressure of 100 MPa, cracks were not observed at punch strokes lower than s/Dp=1.1 (s=6.8mm), however, cracks occurred from the outside surface of the specimen at a punch stroke s/Dp=1.4 (s=8.3mm). By applying the counter punch pressures 100-200 MPa, the critical punch stroke for the forging limit of the specimen without crack was improved by about 25% compared with that of forging without counter punch pressure. When the counter punch pressure was increased to 300 MPa, the critical punch stroke for the forging limit without crack was not improved, however, the crack was not serious one but shallow one.
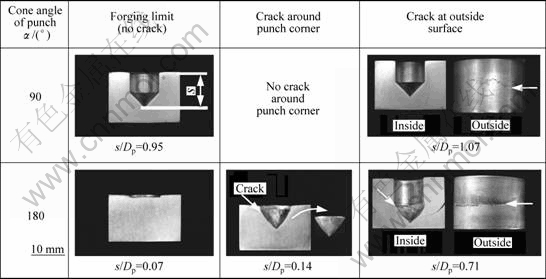
Fig.12 Cross-sectional views of AZ31B specimens forged with conical punches (s: punch stroke, punch diameter Dp=8.4 mm)

Fig.13 Tool arrangement for cup forging against counter force on hydraulic servo-controlled testing machine

Fig.14 Relation between counter punch pressure and forged AZ31B specimen shape in cup forging
The average grain size and Vickers hardness of the forged specimen against counter punch pressure are shown in Fig.15. When the high counter pressure was applied to the specimen, the average grain size of the forged specimen was reduced, and thus the ductility could be improved in cold cup forging against counter punch pressure.

Fig.15 Average grain size and Vickers hardness of forged AZ31B specimen in cup forging against counter punch pressure (punch stroke s=6.0 mm)
4.2 Finite element simulation
To examine the deformation behavior of Mg specimen in cup forging, the rigid-plastic finite element method was employed by accommodating the pressure-supported tool[10]. In the simulation, the rigid-plastic and the heat conduction finite element calculations were alternately carried out. The flow stresses of the AZ31B specimen at several temperatures measured by the upsettability test in section 2.2 was employed and the coefficient of friction between specimen and tools was estimated as μ=0.2 by the ring compression test.
Fig.16 shows the calculated average hydrostatic pressure of the specimen during cup forging. By applying the counter pressure, the high hydrostatic pressure state was kept in the specimen during cup forging. The calculated average temperature of the specimen during cup forging is shown in Fig.17. Due to the heat generation of the plastic deformation, the specimen temperature increased with the punch stroke
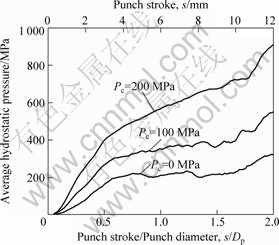
Fig.16 Calculated average hydrostatic pressure of Mg specimen in cup forging against counter pressure

Fig.17 Influence of counter punch pressure on calculated temperature of Mg specimen during cup forging
increasing. The specimen temperature in the forging with counter pressure was higher than that without counter pressure, however, the temperature raise was not enough to improve the ductility because the ductility was improved around 473 K as shown in Fig.4. Thus, it is found that the ductility improvement of the Mg specimen in cold cup forging against counter punch pressure is mainly due to the grain refinement during forging.
5 Conclusions
1) The effects of the heat treatment of a commercial wrought AZ31B alloy before forging and hydrostatic pressure during forging on the cold forgeability were examined by upsetting and cup forging. 773 K-annealing of the specimen is effective to reduce the degree of the texture anisotropy of the specimen, and the forging limit of the annealed specimen is extended in cold forging.
2) It is essential for ductility improvement of the specimen to prevent from causing strong basal texture during cold forging. In cold cup forging against counter force, due to grain refinement during forging, the critical punch stroke for forging limit of the AZ31B specimen without crack is improved by 25% in punch stroke by applying counter punch pressures of 100-200 MPa from the exit surface of the specimen during forging.
Acknowledgements
The author would like to thank Dr. K. OSAKADA, Emeritus professor of Osaka University and Dr. H. UTSUNOMIYA, Associate professor of Osaka University for their valuable advice. This work was supported in part by the Japan Ministry of Education, Culture, Sports, Science and Technology, with Grant-in-Aid for Young Scientists (B).
References
[1] MORDIKE B L, EBERT T. Magnesium; properties―applications―potential [J]. Materials Science and Engineering A, 2001, 302(1): 37-45.
[2] FRIEDRICH H, SCHUMANN S. Research for a “new age of magnesium” in the automotive industry [J]. Journal of Materials Processing Technology, 2001, 117: 276-281.
[3] MATSUMOTO R, OSAKADA K. Development of warm forging method for magnesium alloy [J]. Materials Transactions, 2004, 45(9): 2838-2844.
[4] MUKAI T, YAMANOI M, WATANABE H, HIGASHI K. Ductility enhancement in AZ31 magnesium alloy by controlling its grain structure [J]. Scripta Materialia, 2001, 45(1): 89-94.
[5] KANG S H, LEE Y S, LEE J H. Effect of grain refinement of magnesium alloy AZ31 by severe plastic deformation on material characteristics [J]. Journal of Materials Processing Technology, 2008, 201: 436-440.
[6] NASTRAN M, KUZMAN K. Some contributions to the problems of cold forming of magnesium alloys [J]. Journal for Technology of Plasticity, 2001, 26(1): 11-19.
[7] MORI K, TSUJI H. Cold deep drawing of commercial magnesium alloy sheets [J]. CIRP Annals―Manufacturing Technology, 2007, 56(1): 285-288.
[8] KUDO H, SATO K, AOI K. A cold upsettability test [J]. CIRP Annals―Manufacturing Technology, 1968, 16(4): 309-318.
[9] PUGH H, LI D, GREEN D. The effect of hydrostatic pressure on the plastic flow and fracture of metals [J]. Proc Institutions of Mechanical Engineers Part 1, 1964-1965, 179(12): 415-437.
[10] OSAKADA K, MATSUMOTO R, OTSU M, HANAMI S. Precision extrusion methods with double axis servo-press using counter pressure [J]. CIRP Annals―Manufacturing Technology, 2005, 54(1): 245-248.
(Edited by LI Xiang-qun)
Corresponding author: Ryo MATSUMOTO; Tel: +81-6-6850-6197; Fax: +81-6-6850-6199; E-mail: ryo@me.es.osaka-u.ac.jp
DOI: 10.1016/S1003-6326(09)60290-9

