铺设方式对超顺排碳纳米管增强铜基层状复合材料显微组织和性能的影响
来源期刊:中国有色金属学报(英文版)2017年第8期
论文作者:帅晶 熊伦乔 朱琳 李文珍
文章页码:1747 - 1758
关键词:铜基层状复合材料;超顺排碳纳米管;增强体铺设方式;力学性能;电学性能;显微组织
Key words:copper laminar composite; super-aligned carbon nanotubes; reinforcement ply-orientation; mechanical properties; electrical properties; microstructure
摘 要:采用电沉积工艺制备碳纳米管(CNT)均匀分布但铺设方式不同的超顺排碳纳米管(SACNT)薄膜增强铜基层状复合材料。结果表明,当SACNT膜的体积分数为5.0%且正交铺设时,复合材料的抗拉强度和屈服强度最大可达336.3 MPa和246.0 MPa,相比于同种条件下所制备的纯铜,分别提高了74.0%和124.5%。所制备的复合材料的导电性均大于75% IACS。透射电镜分析结果表明,SACNT的加入能细化基体中铜晶粒的尺寸和孪晶片的厚度,并且正交铺设复合材料中的细化效应比单向铺设复合材料中的更显著。Cu/SACNT复合材料的高强度不仅源于SACNT的增强作用,还与CNT铺设方式导致的铜基体晶粒细化有关。
Abstract: The super-aligned carbon nanotube (SACNT) films reinforced copper (Cu) laminar composites with different orientations of CNT ply were fabricated by electrodeposition. The results show that the tensile strength and yield strength of cross-ply composite with 5.0% (volume fraction) of SACNT reach maximum of 336.3 MPa and 246.0 MPa respectively, increased by 74.0% and 124.5% compared with pure Cu prepared with the same method. Moreover, the electrical conductivities of all the prepared composites are over 75% IACS. The result of TEM analysis shows that the size of Cu grain and the thickness of twin lamellae can be reduced by adding SACNT, and the refining effect in cross-ply composites is more significant than that in unidirectional ply composites. The enhanced strength of the Cu/SACNT composites comes from not only the reinforcing effect of SACNT films but also the additional strengthening of the Cu grain refinement caused by CNT orientation.
Trans. Nonferrous Met. Soc. China 27(2017) 1747-1758
Jing SHUAI1, Lun-qiao XIONG1, Lin ZHU2, Wen-zhen LI1
1. School of Materials Science and Engineering, Tsinghua University, Beijing 100084, China;
2. Tsinghua-Foxconn Nanotechnology Research Center, Tsinghua University, Beijing 100084, China
Received 19 March 2016; accepted 17 March 2017
Abstract: The super-aligned carbon nanotube (SACNT) films reinforced copper (Cu) laminar composites with different orientations of CNT ply were fabricated by electrodeposition. The results show that the tensile strength and yield strength of cross-ply composite with 5.0% (volume fraction) of SACNT reach maximum of 336.3 MPa and 246.0 MPa respectively, increased by 74.0% and 124.5% compared with pure Cu prepared with the same method. Moreover, the electrical conductivities of all the prepared composites are over 75% IACS. The result of TEM analysis shows that the size of Cu grain and the thickness of twin lamellae can be reduced by adding SACNT, and the refining effect in cross-ply composites is more significant than that in unidirectional ply composites. The enhanced strength of the Cu/SACNT composites comes from not only the reinforcing effect of SACNT films but also the additional strengthening of the Cu grain refinement caused by CNT orientation.
Key words: copper laminar composite; super-aligned carbon nanotubes; reinforcement ply-orientation; mechanical properties; electrical properties; microstructure
1 Introduction
After more than half a century of extensive research, metal matrix composites (MMCs) are playing an increasingly important role in industrial and engineering practice. Copper (Cu) matrix composite, as one of the most promising composite materials, has attracted plenty of attention. In consideration of their unique physical or chemical properties, the carbon fiber [1], alumina [2], TiB2 [3], WC [4], graphene [5], graphite [6], the carbon nanotubes (CNTs) [7] and so on have been used as reinforcement material to prepare Cu matrix composite. Among the various reinforcements, the CNT, which was first reported by IIJIMA in 1991 [8], has held a much higher appeal due to their absence of structural imperfections and excellent comprehensive properties [9-13]. The researches on Cu/CNTs composites are made in progress with the development of CNT researches, and to date, the CNTs used to reinforce the Cu can generally be divided into three categories according to their types in the matrix.
The first is the short discrete and curved CNTs, which are focused by a lot of researches [14-16]. Because of the agglomeration tendency of the nanometer-sized tubes, a huge challenge for Cu composites based on this kind of CNTs is how to make them random-oriented and discretely embedded in the Cu matrix. What is more, even though a homogeneous dispersion of CNTs is achieved, the strengthening effect of the CNTs is always unsatisfactory. For one reason, the short CNTs with nanometer-sized diameter are easy to be bent for large flexibility [17], so they keep severe waviness in their natural state, which largely weaken their strengthening effect; for another, because pure Cu is inert and does not wet carbon, the interface bonding between Cu and CNTs is noncovalent if no treatment is applied to CNTs, which leads to a weak shear strength and a poor stress transfer. Besides, because electrons propagate only along the axis of the CNTs, the electrical conductivities of the Cu composites with short and curved CNTs are usually very poor.
The second is the CNT films consisting of random and uniform CNTs [7,18]. NIU et al [18] prepare Cu/CNTs/Cu laminated nanocomposites by using a kind of reticulate CNT films, as the strong inter-bundle junctions in the film can contribute to a great strengthening effect by transfer the local stress across CNT networks through inter-bundle shear-lag, the as-prepared sandwich-type Cu/CNTs composites show extremely high strength and elastic modulus. One concern for these particular Cu/CNTs composites is that their sizes are restricted to the dimensions of the CNT films, and until now, the size of the reticulate CNT films is centimeter scale, which limit their practical application.
The third one is the continuous CNT structure consisting of soundly aligned CNTs [19]. It is suggested that the composites based on continuous and perfectly aligned macroscale CNTs can achieve a favorable enhancement effect since the load can be continuously carried by strong CNTs [20]. One of such reinforcing structure is the vertically aligned CNT arrays, but their millimeter scale lengths disenable them from bearing tensile load. To date, most of the studies on the composites based on vertically aligned CNT arrays focused on polymer matrix [21,22], while the metal matrix is scarce. The other one is the CNT films consisting of horizontally aligned CNTs, this kind of membrane structure derives from the vertically aligned CNT arrays.
One of the most representative CNT films consisting of aligned CNTs is the super-aligned carbon nanotube (SACNT) films [23]. By drawing CNTs from the vertically super-aligned arrays, a continuous and aligned CNT film could be formed by the action of the van der Waals force which makes the CNTs join end to end [24]. The SACNT has both the excellent properties of nanometer sized CNTs and macrostructure like carbon fibers, because the SACNT film can be pulled out continuously and can be expanded to any size theoretically. Up to now, the SACNT has been used to prepare CNT/polyvinyl alcohol (PVA) composite yarns [25] and CNT/ epoxy composites [26,27], and the research about SACNT films reinforced Cu matrix composites is still in its early stage [19]. It is proposed that a controlled ply-orientation of SACNT films in the epoxy will allow developing composites with tailored properties [27], but the effects of different ply-orientations of SACNT films on the properties of Cu/SACNT composites remain unknown.
In this work, the Cu matrix composites with two different ply-orientations of SACNT films were fabricated by the traditional Cu plating process, and their microstructures, mechanical properties and electrical conductivities were investigated systematically.
2 Experimental
2.1 Fabrication of Cu/SACNT composites
Super-aligned multi-walled CNTs arrays on a silicon wafer were provided by Tsinghua-Foxconn Nanotechnology Research Center, and the SACNT films were directly drawn out from the CNT arrays. The SACNT film is composed of CNTs around 10 nm in diameter, which are parallel-aligned in the drawing direction, as shown in Fig. 1(a).
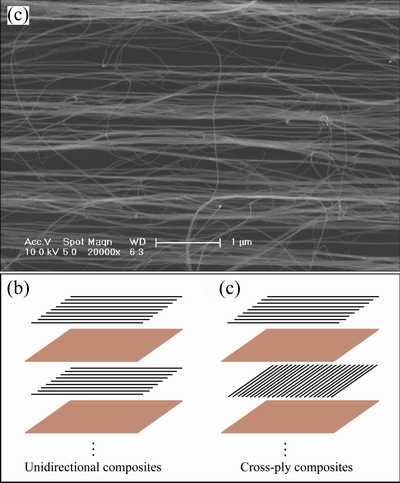
Fig. 1 SEM image of continuous SACNT film (a), schematic of laminar structure of Cu/SACNT composites with unidirectional (b) and cross ply (/0°/90°/0°/90°/) (c) of CNT orientation
Electroplating was performed in an electrolyte of CuSO4・5H2O (300 g/L), H2SO4 (50 g/L), and glucose (10 g/L) at room temperature. A piece of titanium plate (180 mm × 55 mm × 1 mm) and a piece of phosphorous Cu plate (180 mm × 55 mm × 2 mm) were used as the cathode and the anode, respectively. One side of the two plates was pasted with a layer of electrical tape, and the other sides of titanium plate and Cu plate were connected to the negative and positive electrodes of a DC power, respectively. More detailed descriptions about the preparation procedure can refer to a previous work [19].
In order to explore the impact of different ply-orientation of SACNT films on the composites’ mechanical and electrical properties, two groups of Cu/SACNT laminar composites were prepared, one with unidirectional SACNT ply (Fig. 1(b)) and the other with cross (/0°/90°/0°/90°/) SACNT ply (Fig. 1(c)). The two groups were named as unidirectional composites and cross-ply composites, respectively.
For each group, four different volume fractions of SACNT film were prepared, and a sample without SACNT film prepared under the same experimental conditions was used for comparison. The detailed preparation parameters of the samples are listed in Table 1.
Table 1 Preparation parameters of pure Cu and Cu/SACNT composites
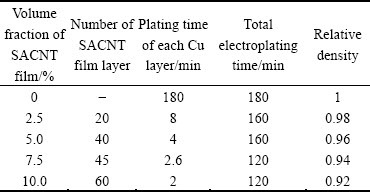
The relative density, which is the ratio of the density of Cu/SACNT composite to that of Cu, is also listed in Table 1. The volume fraction of the SACNT films in the composites is computed by binarizing the SEM images of the cross section of samples.
2.2 Characterization of microstructure and mechanical properties
The original dimensions of all the as-prepared composites are 180 mm in length and 55 mm in width, with thickness between 60 and 80 μm.
Tensile test samples with original thickness were cut into 70 mm (length) × 5 mm (width) and tested in tension at room temperature using an Instron5848 tensile machine. The crosshead speed and the gauge length were 0.5 mm/min and 30 mm, respectively.
For unidirectional Cu/SACNT composites, samples were cut in a way that the CNT orientation was parallel to the axis of the tensile loading, and for cross-ply Cu/SACNT composites, the orientation of half of the CNTs was parallel to the axis of the tensile loading. In order to take repeatability into account, the test results were obtained from the average of five readings.
The fracture surfaces of the tensile specimens and the microstructures of cross-section of samples were observed using SEM (Tecnai 20 G2 STWIN, FEI). For observation, the cross-sectional samples were prepared in a resin mounted, they were first polished and then subjected to corrosion. The corrosion was performed in an ethanol solution of HCl (10 g/L) and FeCl3 (30 g/L) within 2 s. To explore the effect of etching solution on the microstructure of cross-section of samples, an acetic acid solution of ferric nitrate (40 g/L) was used.
For unidirectional Cu/SACNT composites, the samples have two orthogonal cross-sections: one was parallel to the CNT orientation (parallel cross-section), and the other was perpendicular to the CNT orientation (perpendicular cross-section), the two sections have different features. But for cross-ply Cu/SACNT composites, the features of two orthogonal cross-sections are the same.
The microstructure of plan-view of samples was characterized using a TEM (Tecnai G2 F30 STWIN, FEI) at 300 kV, and the samples were thinned to transparency by ion milling (Gatan Model 691).
2.3 Measurement of electrical conductivities
Electrical conductivities of the samples were characterized by a standard four-probe method using a SB2230 precision digital resistor. The dimensions of the samples are 150 mm (length) × 10 mm (width), and the thickness was kept the same as that of the aforementioned samples. Resistance was translated to conductivity with knowledge of length and cross- sectional area of the test samples. Electrical conductivities of the unidirectional Cu/SACNT composites were measured in the direction parallel to the CNT orientation. And electrical conductivities of the cross-ply Cu/SACNT composites were measured in the direction parallel to the orientation of half of the CNT. The test results were obtained from the average of three readings.
3 Results and discussion
3.1 Microstructure and mechanical properties of Cu/ SACNT composites
Figure 2 depicts the results of tensile tests. Representative room temperature stress-strain curves of as-prepared Cu and Cu/SACNT composites are shown in Fig. 2(a), which show one-step yielding behavior, and all the tensile curves possess the same features. It can be learned that the composites have a larger elasticity modulus than the pure Cu, and for the samples containing the same content of SACNT, the elasticity modulus of cross-ply composite is larger than that of unidirectional composite.
According to Figs. 2(b) and (c), the tensile strength and the yield strength of the as-prepared pure Cu are 193.3 MPa and 109.6 MPa, respectively. For unidirectional composites, both the tensile and yield strengths increase as the volume fraction of SACNT increases, and when the volume fraction is 10.0%, the tensile strength and the yield strength can reach maximum of 287.2 MPa and 213.6 MPa respectively, corresponding to 48.5% and 94.9% improvement.
But for cross-ply composites, when the orientation of half of the CNTs was parallel to the axis of the tensile loading, the tensile strength reaches the maximum of 336.3 MPa at the volume fraction of 5.0%, corresponding to 74.0% improvement. When the volume fraction of SACNT films is less than 5.0%, the tensile strength increases rapidly as the volume fraction of SACNT films increases, and as the content of SACNT surpasses 5.0%, the tensile strength declines slightly with the increasing content of reinforcement. The yield strength follows the same trend with tensile strength and is enhanced from 109.6 MPa for pure Cu to 246.0 MPa for cross-ply Cu-5.0%SACNT composite, corresponding to 124.5% improvement compared with pure Cu prepared with the same method.
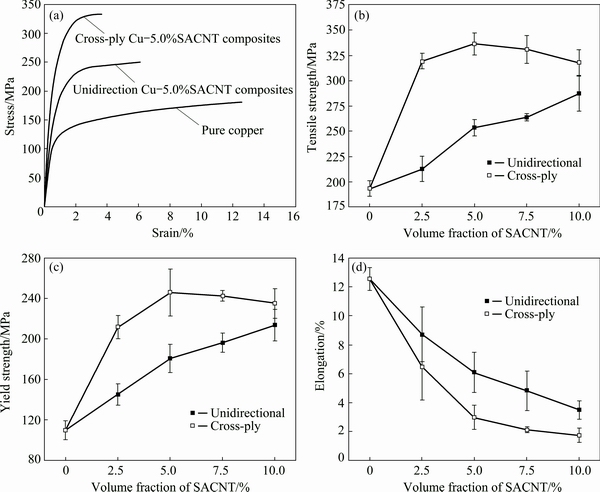
Fig. 2 Typical tensile stress-strain curves for pure Cu and Cu-5.0% SACNT composites (a) and tensile strength (b), yield strength (c) and elongation (d) versus volume fraction of SACNT curves
This “firstly increase and then decrease” phenomenon in the tensile strength of cross-ply composites can be explained by the roughness of the Cu plating. To analyze the effect of the roughness on the form of SACNT films, a simplified model based on the assumption that “the CNTs in the perpendicular cross-section and the surface of Cu plating are a reasonably good fit” is used, as shown in Fig. 3.
In the process of sample preparation, when a layer of SACNT film was placed on the rough surface of a fresh Cu plating, because the SACNT films maintain straight-line shape under the tension which comes from the process of pulling out the SACNT film from the SACNT array, some part of the CNT line would be non-contacting. During the electroplating, the Cu was continually deposited on the last Cu plating and a new plating with a similar uneven surface was formed. For all the unidirectional composites, the SACNT films can be covered completely by the new Cu plating because the minimum thickness of each Cu layer is about 1 μm, which is much larger than the nanometer-sized thickness of SACNT films, as depicted in Fig. 3(a). For cross-ply composites, when the plating time of each Cu layer is 4 min, which corresponds to the 5.0% SACNT films (volume fraction), the thickness of each Cu layer is about 1.5 μm (Fig. 4(c)), which is thick enough to cover all the CNT lines, whether they are perpendicular to the cross-section or not (Fig. 3(b)); but when the plating time of each Cu layer is reduced to 2 min or 2 min and 40 s, the Cu plating can only cover the CNTs perpendicular to the cross-section totally, some part of the “non-contacting” areas in the CNT parallel to the cross-section were removed since the Cu surface was cleaned after each plating, as shown by the red dotted line in Fig. 3(c). Therefore, the integrity of the SACNT films is destroyed and the effective volume fraction is reduced, which lead to a decline of tensile strength.
According to the above analysis, it seems that the tensile strength of unidirectional Cu-10.0%SACNT composite would show a more serious decline, because there would be more non-contacting areas in its parallel cross-section. This is true only if the roughness of the entire plating surface is even. Actually, the roughness of unidirectional composites is not uniform, as it can be learned from Figs. 4(a) and (b). The roughness observed from the perpendicular cross-section is greater than that in the parallel cross-section. Unlike the unidirectional composites, the surface roughness of the cross-ply composites is uniform, the experimental evidences are shown in Figs. 4(c) and (d). For cross-ply Cu-5.0% SACNT composite, the integrity of the SACNT films was conserved well because the CNT lines were covered totally by the Cu layers (Fig. 4(c)). Unidirectional Cu-10.0%SACNT composite also shows the same feature (Figs 4(a) and (b)). But for cross-ply Cu-10.0%SACNT composite, some areas with CNT lines being removed were observed, marked by red rectangle in Fig. 4(d).

Fig. 3 Simplified model to analyze effect of surface roughness on form of SACNT films in composites with different orientations of CNTs
The difference between the SEM images in Fig. 4 and the model in Fig. 3 is reasonable in consideration of the fact that the CNTs perpendicular to the cross-section are also affected by the roughness.
Thus, to prepare cross-ply composites consisting of high content of SACNT films with high mechanical strength, electrolyte with a good leveling ability might be helpful.
Another result from Figs. 2(a) and (b) is that, for composites with the same content of SACNT films, cross-ply composites possess higher mechanical strength than unidirectional composites. This is very different from the result in epoxy/SACNT composites [27]. Considering the effective reinforcement is about half of unidirectional composite because only half of the CNT aligned with the tensile direction in cross-ply composite, this result seems difficult to understand.
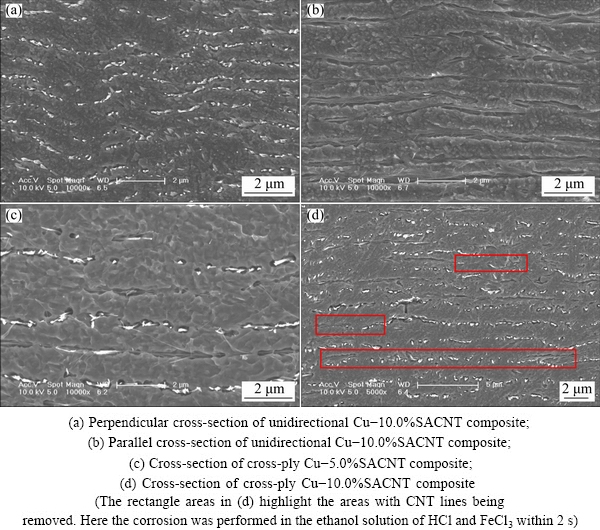
Fig. 4 SEM images of cross-sections of composites
To investigate the strengthening mechanisms in Cu/SACNT composites, TEM images were taken. Representative plan-view TEM images of as-prepared Cu and Cu/SACNT composites are shown in Fig. 5. It can be learned that the Cu matrix consisted of irregular shaped grains with growth twins, and some dislocation areas can be observed in the as-prepared samples, as the dark areas indicated in Fig. 5.
Figure 6 shows the representative statistical distributions for grain size and for thickness of the twin lamellae, which were obtained from TEM micrographs of the samples. It is obvious that the size of the Cu grains and thickness of twin lamellae are affected greatly by the volume fraction of SACNT films and their orientation. Compared with pure Cu, both the grain size and thickness of twin lamellae are smaller in composites. What is more, the refining effect in cross-ply composites is more significant than that in unidirectional composites.
It has been reported that the twin boundaries can block dislocation motion like conventional grain boundaries [28], and the grain size reduction could improve strength [29]. KIM et al [30] suggested that applying matrix grain size refinement is very effective to obtain high strength CNT/metal nanocomposites while simultaneously maintaining the strengthening efficiency of dispersed CNTs in a metal matrix. Thus, it can be concluded that the strengthening of the Cu/SACNT composites is attributed to the combined effect of SACNT film strengthening, twin boundary strengthening, grain size refinement, and dislocation strengthening.
The average values of the grain size and thickness of twin lamellae of pure Cu and Cu/SACNT composites versus volume fraction of SACNT films are plotted in Fig. 7. As the well-known the Hall-Petch relation reveals that the strength increases linearly with d-1/2 (where d is the grain size), thus the variation of grain size and thickness of twin lamellae with content of SACNT films in Fig. 5 is in very good agreement with the results of tensile tests in Fig. 2.
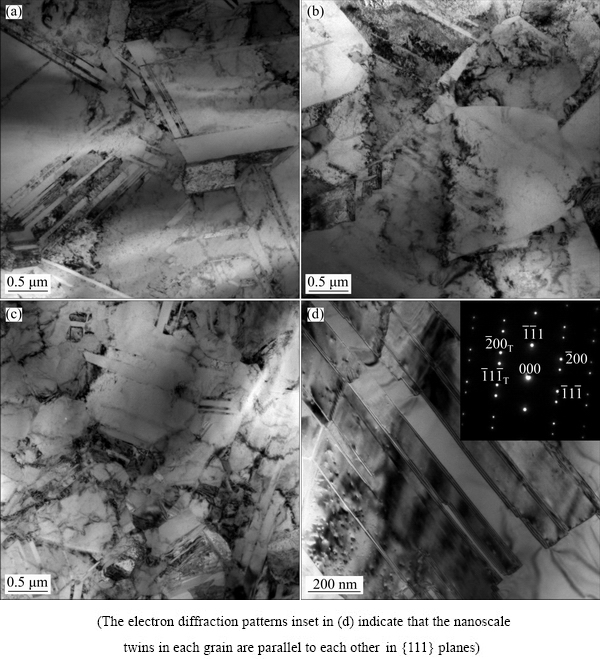
Fig. 5 TEM images of Cu matrix in unidirectional Cu-5.0%SACNT composite (a), pure Cu (b) and cross-ply Cu-5.0%SACNT composite (c, d)
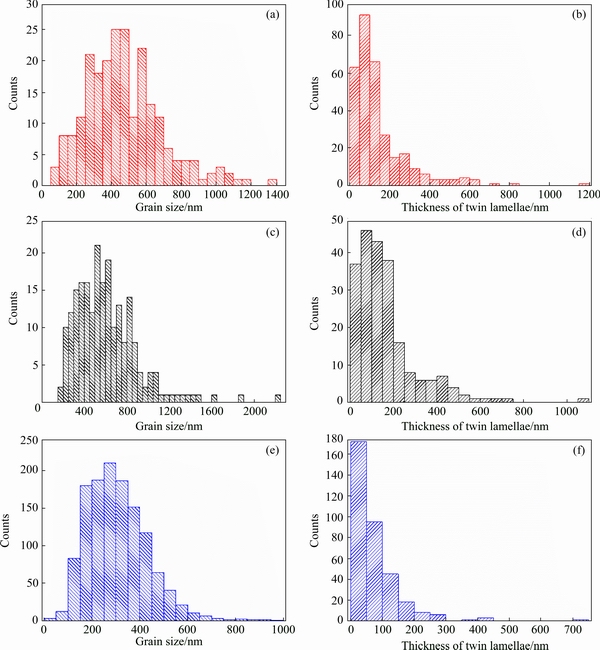
Fig. 6 Grain size and thickness of twin lamellae distributions in unidirectional Cu-5.0%SACNT composite (a, b), pure Cu (c, d) and cross-ply Cu-5.0%SACNT composite (e, f)
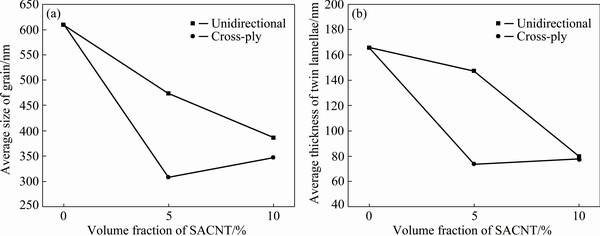
Fig. 7 Average size of grain (a) and average thickness of twin lamellae (b) versus volume fraction of SACNT
The test results of mechanical strength show that the SACNT has a good strengthening effect. But the enhanced values are still not satisfactory and are far below those predicted using the law of mixtures.
It has been proposed that the most important factor in making full use of the strengthening effect is uniform dispersion of CNTs in the matrix [31]. The TEM image in Fig. 8(a) shows several independent CNTs in the Cu matrix, and SEM images in Fig. 4 show that the SACNT films maintain their original super-aligned form in the composite during the electrodeposition process, these indicates that the CNTs are dispersed uniformly in Cu. Meanwhile, a typical Raman spectrum of Cu/SACNT composite in Fig. 9 indicates that the CNTs keep their structural integrity.
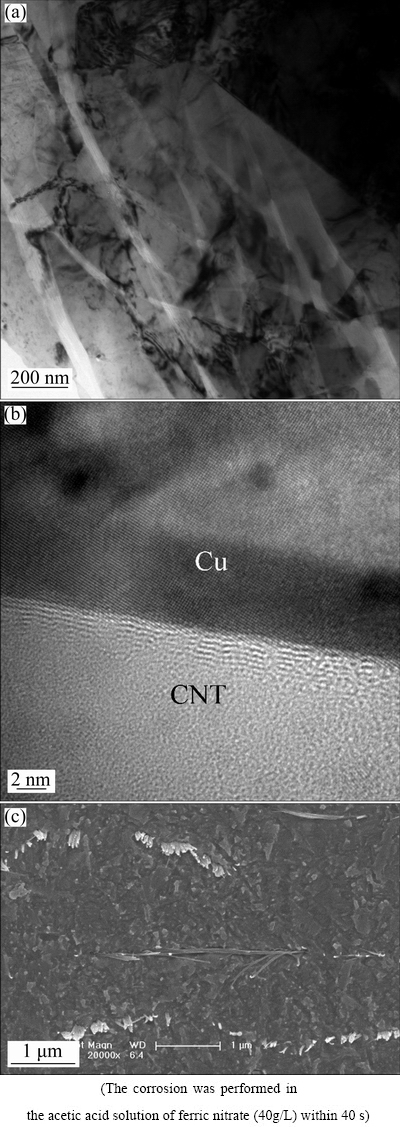
Fig. 8 TEM (a), HRTEM (b) and SEM (c) images of cross-ply Cu-5.0%SACNT composite
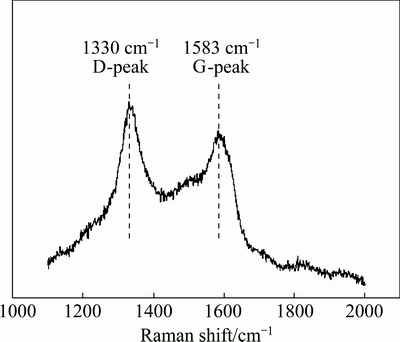
Fig. 9 Raman spectrum showing presence of D and G peaks corresponding to CNTs in cross-ply Cu-5.0%SACNT composites
Another important factor to consider is the interface condition between Cu and SACNT films.
It can be found that there are some small gaps around the CNTs in Fig. 4. To make it clear whether the gaps are formed during the electrodeposition process or introduced by corrosion process, high resolution TEM (HRTEM) images were taken, as shown in Fig. 8(b), the upper half shows the typical structure of Cu, and the bottom half shows the structure of multi-walled CNT. This shows a good bonding at the interface between CNT and Cu. Meanwhile, an acetic acid solution of ferric nitrate (40 g/L) was used to corrode the cross-sectional samples (within 40 s). The result is shown in Fig. 8(c), and there is scarcely any hole.
Thus, it can be concluded that the gaps around CNTs in Fig. 4 are introduced by corrosion process, and the bonding at the interface between CNT and Cu is good. But research suggests that if CNTs are used as reinforcing fibers for metal-matrix composites without any surface treatments, it will be difficult to achieve high-strength interfacial adhesion [32]. Thus, it seems impossible to obtain a high interfacial strength between CNTs and Cu in this work since there is no surface modifications of the CNT surfaces.
Figure 10 displays the typical tensile fracture for the samples. As the images show, the CNTs are pulled out from the Cu matrix for both unidirectional composites and cross-ply composites, and a lamella fracture surface occurs in the fracture of cross-ply composites, which indicates that there are interfacial slippages during tensile deformation. The result of the energy spectrum analysis (Fig. 10(d)) shows that the pull-out CNTs do not contain any Cu. All these features indicate that the interfacial bondage strength is extremely weak, that is why the Cu-CNTs interface was corroded easily when preparing the samples for microscopic observation.
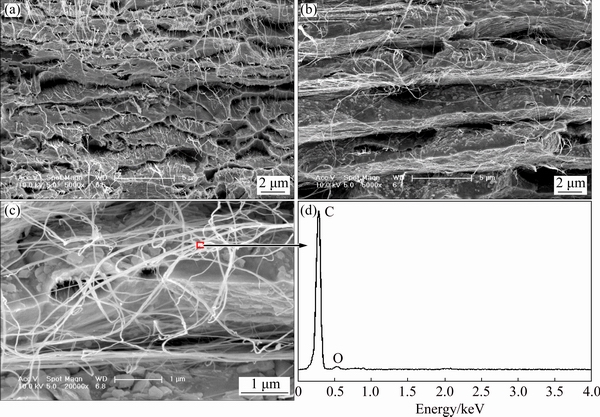
Fig. 10 Fracture surfaces of unidirectional Cu-5.0%SACNT composite (a), cross-ply Cu-5.0%SACNT composite (b, c) and EDX spectrum (d) of rectangular area in (c)
In sum, in the prepared Cu/SACNT composites, there is no porosity at the interface between the CNTs and Cu, but the interfacial strength between CNTs and Cu is not high enough to make full use of the strengthening effect of SACNT films. Thus, it can be inferred that there is still a huge potential to improve the mechanical strength of the Cu/SACNT composites if some appropriate measures were taken to enhance the interfacial adhesion between Cu and SACNT, and this will be the focus of our future research.
A negative aspect for the Cu/SACNT composites is that the composites are more brittle than pure Cu. As Fig. 2(d) shows, the elongation of both the unidirectional composites and cross-ply composites decreases with the increasing volume fraction of SACNT films, and compared to the unidirectional composites with the same content of SACNT films, the cross-ply composites show a smaller elongation. Although the addition of SACNT elevates the mechanical strength of composites, it also impairs the ductility, which is quite important for secondary processing in practical application. Still and all, the Cu/SACNT composite prepared in our work has a higher ductility than that in most other researches [7,18,33,34].
The annealing process may be helpful to secondary processing that needs large deformation, but it would reduce the strength at the same time. It is worth mentioning that the unidirectional Cu/SACNT composites show a larger elongation in a previous work by our group [19], where the glucose content in the electrolyte is 5 g/L, lower than the dose (10 g/L) used in current study. A careful analysis is needed to investigate the performance difference between the two experiments, and find a feasible method to solve the brittle problem in the current research.
3.2 Electrical properties of Cu/SACNT composites
Figure 11 shows the average electrical conductivities of pure Cu and Cu/SACNT composites. The electrical conductivity of electroplating pure Cu is 88.7% IACS. With increasing the volume fraction of SACNT films, both the electrical conductivity of unidirectional composites and the electrical conductivity of cross-ply composites are reduced accordingly.
There are three reasons for the reduction of the conductivities of composites.
Firstly, up to now, the SACNT is composed of multi-walled carbon nanotubes (MWCNT) with literature value of electrical resistivity 5.1 μΩ・cm [11], which is greater than 1.7241 μΩ・cm of the annealed pure Cu. The addition of the MWCNT increases the resistivity of the Cu/CNTs composite while use of the single-walled carbon nanotube (SWCNT) sustains the conductivity to the level of the Cu [35].
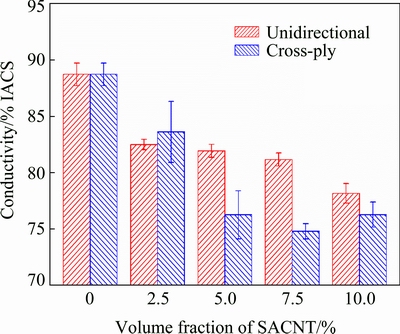
Fig. 11 Electrical conductivities of prepared pure Cu and Cu/SACNT composites
Secondly, the CNTs in the actual SACNT films are not soundly aligned, as shown in Fig. 1(a), there is a small portion of CNTs aligned in random directions. With increasing SACNT content, the adverse effect caused by random CNTs becomes more significant.
Thirdly, the grain size reduction in composites is also responsible for their lower electrical conductivity, as there are more grain boundaries which increase the scattering of conducting electrons.
As the volume fraction of SACNT films increases, the conductivities of cross-ply composites show a more rapid decrease than those of unidirectional composites. The first reason is that the sizes of Cu grain in cross-ply composites are smaller than those in unidirectional composites. The second reason is that when the content of SACNT is high in cross-ply composites, the integrity of the SACNT films is destroyed due to the roughness of the Cu plating, as previously analyzed.
It is noteworthy that the nanoscale twins (with thickness of twin lamellae less than 100 nm) in cross-ply composites are much more than those in pure Cu and unidirectional composites. Because the electrical resistivity of coherent twin boundaries is about one order of magnitude lower than that of the conventional high-angle grain boundaries [28], it is a potential way to prepare Cu/SACNT composite with a higher electrical conductivity by introducing high density of nanoscale twins into the Cu matrix, which needs an overall consideration of both the electroplating process and the ply-orientation of SACNT films.
4 Conclusions
1) Cu/SACNT laminar composites with homogenous dispersion and controllable orientation of CNTs were successfully fabricated by electrodeposition with traditional Cu sulfate bath. When the volume fraction of CNTs is 5.0% and the CNT orientation is cross-ply in /0°/90°/0°/90°/, the tensile strength and yield strength can reach the maximum of 336.3 MPa and 246.0 MPa, respectively, corresponding to 74.0% and 124.5% improvement compared with pure Cu prepared with the same method. Moreover, the electrical conductivities of all the prepared composites are over 75% IACS.
2) For unidirectional composites, as the volume fraction of SACNT films increases, the mechanical strength is increased accordingly. For cross-ply composites, as the volume fraction of SACNT films increases, the mechanical strength firstly increases and then decreases, due to the roughness of the Cu plating.
3) For composite which has the same content but different ply-orientations of SACNT films, the cross-ply composites show higher mechanical strength and lower electrical conductivity than unidirectional composites. This is mainly because the size of Cu grain and the thickness of twin lamellae in cross-ply composites are much smaller than those in unidirectional composites.
4) The Cu matrix of the composites consists of irregular shaped grains with growth twins. As the volume fraction of SACNT films increases, both the grain size and the thickness of twin lamellae in unidirectional composites are reduced accordingly, while those in cross-ply composites are firstly reduced and then increased, which is in good agreement with the results of tensile test. Moreover, the refining effect in cross-ply composites is more significant than that in unidirectional composites, and there are much more nanoscale twins in cross-ply composites.
References
[1] SUN S J, ZHANG M D. Interface characteristics and mechanical properties of carbon fibre reinforced copper composites [J]. Journal of Materials Science, 1991, 26(21): 5762-5766.
[2] TRAVITZKY N A. Microstructure and mechanical properties of alumina/copper composites fabricated by different infiltration techniques [J]. Materials Letters, 1998, 36(1): 114-117.
[3] TJONG S C, LAU K C. Abrasive wear behavior of TiB2 particle- reinforced copper matrix composites [J]. Materials Science and Engineering A, 2000, 282(1): 183-186.
[4] DESHPANDE P K, LIN R Y. Wear resistance of WC particle reinforced copper matrix composites and the effect of porosity [J]. Materials Science and Engineering A, 2006, 418(1): 137-145.
[5] GOLI P, NING H, LI X, LU C Y, NOVOSELOV K S, Balandin A A. Thermal properties of graphene-copper-graphene heterogeneous films [J]. Nano letters, 2014, 14(3): 1497-1503.
[6] XU Wei, HU Rui, LI Jin-shan, ZHANG Yong-zhen, FU Heng-zhi. Tribological behavior of CNTs-Cu and graphite-Cu composites with electric current [J]. Transactions of Nonferrous Metals Society of China, 2012, 22(1): 78-84.
[7] LI Y H, HOUSTEN W, ZHAO Y, ZHU Y Q. Cu/single-walled carbon nanotube laminate composites fabricated by cold rolling and annealing [J]. Nanotechnology, 2007, 18(20): 205607.
[8] IIJIMA S. Helical microtubules of graphitic carbon [J]. Nature, 1991, 354(6348): 56-58.
[9] TREACY M M J, EBBESEN T W, GIBSON J M. Exceptionally high Young’s modulus observed for individual carbon nanotubes [J]. Nature, 1996, 381(6584): 678-680.
[10] YU M F, LOURIE O, DYER M J, MOLONI K, KELLY T F, RUOFF R S. Strength and breaking mechanism of multiwalled carbon nanotubes under tensile load [J]. Science, 2000, 287(5453): 637-640.
[11] EBBESEN T W, LEZEC H J, HIURA H, BENNETT J W, GHAEMI H F, THIO T. Electrical conductivity of individual carbon nanotubes [J]. Nature, 1996, 382(6586): 54-56.
[12] WEI B Q, VAJTAI R, AJAYAN P M. Reliability and current carrying capacity of carbon nanotubes [J]. Applied Physics Letters, 2001, 79(8): 1172-1174.
[13] KIM P, SHI L, MAJUMDAR A, MCEUEN P L. Thermal transport measurements of individual multiwalled nanotubes [J]. Physical Review Letters, 2001, 87(21): 215502.
[14] SHUKLA A K, NAYAN N, MURTY S V S N, MONDAL K, SHARMA S C, GEORGE K M, BAKSHI S R. Processing copper-carbon nanotube composite powders by high energy milling [J]. Materials Characterization, 2013, 84: 58-66.
[15] SHUKLA A K, NAYAN N, MURTY S V S N, SHARMA S C, CHANDRAN P, BAKSHI S R, GEORGE K M. Processing of copper-carbon nanotube composites by vacuum hot pressing technique [J]. Materials Science and Engineering A, 2013, 560: 365-371.
[16] VENNERBERG D, QUIRINO R, KESSLER M R. A novel microwave-assisted carbothermic route for the production of copper-carbon nanotube metal matrix composites directly from copper oxide [J]. Advanced Engineering Materials, 2013, 15(5): 366-372.
[17] MA Wen-jun, LIU Lu-qi, ZHANG Zhong, YANG Rong, LIU Gang, ZHANG Tai-hua, AN Xue-feng, YI Xiao-su, REN Yan, NIU Zhi-qiang, LI Jin-zhu, DONG Hai-bo, ZHOU Wei-ya, AJAYAN P M, XIE Si-shen. High-strength composite fibers: Realizing true potential of carbon nanotubes in polymer matrix through continuous reticulate architecture and molecular level couplings [J]. Nano Letters, 2009, 9(8): 2855-2861.
[18] NIU Zhi-qiang, MA Wen-jun, LI Jin-zhu, DONG Hai-bo, REN Yan, ZHAO Duan, ZHOU Wei-ya, XIE Si-shen. High-strength laminated copper matrix nanocomposites developed from a single-walled carbon nanotube film with continuous reticulate architecture [J]. Advanced Functional Materials, 2012, 22(24): 5209-5215.
[19] JIN Yu, ZHU Lin, XUE Wei-dong, LI Wen-zhen. Fabrication of super-aligned carbon nanotubes reinforced copper matrix laminar composite by electrodeposition [J]. Transactions of Nonferrous Metals Society of China, 2015, 25(9): 2994-3001.
[20] CHAE H G, KUMAR S. Making strong fibers [J]. Science, 2008, 319(5865): 908-909.
[21] CI L, SUHR J, PUSHPARAJ V, ZHANG X, AJAYAN P M. Continuous carbon nanotube reinforced composites [J]. Nano Letters, 2008, 8(9): 2762-2766.
[22] PENG Hui-sheng, SUN Xue-mei. Highly aligned carbon nanotube/ polymer composites with much improved electrical conductivities [J]. Chemical Physics Letters, 2009, 471(1): 103-105.
[23] FENG C, LIU K, WU J S, LIU L, CHENG J S, ZHANG Y Y, SUN YH, LI Q Q, FAN S S, JIANG K L. Flexible, stretchable, transparent conducting films made from superaligned carbon nanotubes [J]. Advanced Functional Materials, 2010, 20(6): 885-891.
[24] ZHANG Xiao-bo, JIANG Kai-Li, FENG Chen, LIU Peng, ZHANG Li-Na, KONG Jing, ZHANG Tai-hua, LI Qun-qing, FAN Shou-shan. Spinning and processing continuous yarns from 4-inch wafer scale super-aligned carbon nanotube arrays [J]. Advanced Materials, 2006, 18(12):1505-1510.
[25] LIU Kai, SUN Ying-hui, LIN Xiao-yang, ZHOU Rui-feng, WANG Jia-ping, FAN Shou-shan, JIANG Kai-li. Scratch-resistant, highly conductive, and high-strength carbon nanotube-based composite yarns [J]. ACS Nano, 2010, 4(10): 5827-5834.
[26] CHENG Qun-feng, WANG Jia-ping, JIANG Kai-li, LI Qun-qing, FAN Shou-shan. Fabrication and properties of aligned multiwalled carbon nanotube-reinforced epoxy composites [J]. Journal of Materials Research, 2008, 23(11): 2975-2983.
[27] CHENG Qun-feng, WANG Jia-ping, WEN Jia-jia, LIU Chang-hong, JIANG Kai-li, LI Qun-qing, FAN Shou-shan. Carbon nanotube/ epoxy composites fabricated by resin transfer molding [J]. Carbon, 2010, 48(1): 260-266.
[28] LU LEI, SHEN Yong-feng, CHEN Xian-hua, QIAN Li-hua, LU Ke. Ultrahigh strength and high electrical conductivity in copper [J]. Science, 2004, 304(5669): 422-426.
[29] CALLISTER W D. Fundamentals of materials science and engineering: An interactive e-text [M]. 5th ed. New York: John Wiley & Sons, 2001.
[30] KIM K T, ECKERT J, MENZEL S B, GEMMING T, HONG H S. Grain refinement assisted strengthening of carbon nanotube reinforced copper matrix nanocomposites [J]. Applied Physics Letters, 2008, 92(12): 121901.
[31] CHA S I, KIM K T, ARSHAD S N, MO C B, HONG S H. Extraordinary strengthening effect of carbon nanotubes in metal- matrix nanocomposites processed by molecular-level mixing [J]. Advanced Materials, 2005, 17(11): 1377-1381.
[32] DAOUSH W M, LIM B K, MO C B, NAM D H, HONG S H. Electrical and mechanical properties of carbon nanotube reinforced copper nanocomposites fabricated by electroless deposition process [J]. Materials Science and Engineering A, 2009, 513: 247-253.
[33] CHAI G Y, SUN Y, SUN J R, CHEN Q F. Mechanical properties of carbon nanotube-copper nanocomposites [J]. Journal of Micromechanics and Microengineering, 2008, 18(3): 035013.
[34] KIM K T, CHA S I, HONG S H, HONG S H. Microstructures and tensile behavior of carbon nanotube reinforced Cu matrix nanocomposites [J]. Materials Science and Engineering A, 2006, 430(1): 27-33.
[35] BANNO N, TAKEUCHI T. Enhancement of electrical conductivity of copper/carbon-nanotube composite wire [J]. Journal of the Japan Institute of Metals, 2009, 73(9): 651-658.
帅 晶1,熊伦乔1,朱 琳2,李文珍1
1. 清华大学 材料学院,北京 100084;
2. 清华大学 清华-富士康纳米科技研究中心,北京 100084
摘 要:采用电沉积工艺制备碳纳米管(CNT)均匀分布但铺设方式不同的超顺排碳纳米管(SACNT)薄膜增强铜基层状复合材料。结果表明,当SACNT膜的体积分数为5.0%且正交铺设时,复合材料的抗拉强度和屈服强度最大可达336.3 MPa和246.0 MPa,相比于同种条件下所制备的纯铜,分别提高了74.0%和124.5%。所制备的复合材料的导电性均大于75% IACS。透射电镜分析结果表明,SACNT的加入能细化基体中铜晶粒的尺寸和孪晶片的厚度,并且正交铺设复合材料中的细化效应比单向铺设复合材料中的更显著。Cu/SACNT复合材料的高强度不仅源于SACNT的增强作用,还与CNT铺设方式导致的铜基体晶粒细化有关。
关键词:铜基层状复合材料;超顺排碳纳米管;增强体铺设方式;力学性能;电学性能;显微组织
(Edited by Xiang-qun LI)
Foundation item: Project (20111080980) supported by the Initiative Scientific Research Program, Tsinghua University, China; Project (2013AA031201) supported by the High Technology Research and Development Program of China
Corresponding author: Wen-zhen LI; Tel/Fax: +86-10-62773638; E-mail: zqqlwz@tsinghua.edu.cn
DOI: 10.1016/S1003-6326(17)60197-3

