文章编号:1004-0609(2009)07-1197-06
铝合金锻件成形工艺及三维有限元分析
李 峰1,林俊峰2,初冠南2
(1. 哈尔滨理工大学 材料科学与工程学院,哈尔滨 150040;
2. 哈尔滨工业大学 材料科学与工程学院,哈尔滨 150001)
摘 要:为了揭示叶轮件模锻成形过程中金属的变形流动规律,采用有限元模拟对不同形状坯料成形过程的塑性变形流动行为进行对比分析。结果表明:叶片处是较难以充填成形的部位,且随着截面位置的下移,金属向该处型腔充填流动的趋势更为显著;与圆柱形坯料相比,阶梯形坯料成形过程中叶片部位更易于被充填成形,金属流动的均匀性也较好;通过工艺实验验证了利用阶梯形坯料可一次性成形出尺寸精度和性能均符合设计要求的叶轮锻件。
关键词:铝合金;模锻;坯料形状;数值模拟;流动规律
中图分类号:TG 306 文献标识码:A
3D finite element analysis and forging process of
aluminum alloy forging parts
LI Feng1, LIN Jun-feng2, CHU Guan-nan2
(1. College of Materials Science and Engineering, Harbin University of Science and Technology, Harbin 150040, China;
2. School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China)
Abstract: In order to reveal flow laws of impeller parts in die forging process, the deformation and flow of different shape blank forming process was studied using the finite element method. The results show that cylindrical shape can be formed more easily; stepped shape billet occurs mainly in the end. Compared with cylindrical shape, the mode cavity of blade parts fills more easily, and the uniformity of metal flow also increases significantly. The dimensional accuracy and performance meet the design requirements using stepped shape to manufacture impeller through experiment process analysis verification.
Key words: aluminum alloy; die forging; billet shape; numerical simulation; flow laws
模锻成形过程较复杂且可控性差,长期以来,模锻工艺的制定一直是依赖于经验和试错的方法,且受人为经验等客观因素的影响较大,难以满足现代化设计的要求。随着计算机技术的飞速发展,利用有限元分析可了解材料在模腔内的流动状况[1?5],对成形过程参数进行优化[6?8],避免缺陷的发生,这对提高产品质量、降低成本都有重要意义[9?11]。如应用反向技术和二维FEM方法可确定无飞边航空叶片的预成形形 状[12];利用刚粘性有限元法对转子锻件成形的研究,可知变形体内金属流动很不均匀,主要集中在凹模孔口附近[13];通过研究铝合金等温锻造过程中流线变化分布规律,得出复杂锻件流线紊乱和穿流缺陷形成机理和演变规律,为制定正确的工艺方案提供了理论依据[14]。
虽然有限元法在确定锻造工艺参数方面已有应 用[15?16],但航空叶轮锻件由于使用条件苛刻,且对其性能及结构方面的要求都较高,因而难以对其成形过程进行精确控制。本文作者利用三维有限元模拟深入研究模锻成形过程中金属的变形流动规律,并进行了实验验证。
1 有限元模型及方案
采用有限元软件DEFORMTM-3D对成形过程进行模拟,并利用圆柱形和阶梯形两种坯料分别进行成形研究。同时为了减少单元划分数量、提高计算速度和时间,仅取坯料的1/4作为模拟研究对象。利用四面体单元对坯料进行离散,在计算过程中随时根据网格畸变的情况进行重划,以保证计算的精度和收敛性。对称面上的点施加约束,使其沿对称面的法向速度为零。有限元模型分别如图1所示。模拟过程中不考虑模具的变形,其材料属性为刚性体;坯料选用超硬铝合金7050作为理想刚塑性模型的材料,成形速度为2 mm/s,成形温度为435 ℃,通过圆环的热压缩试验测得摩擦因数为0.3。
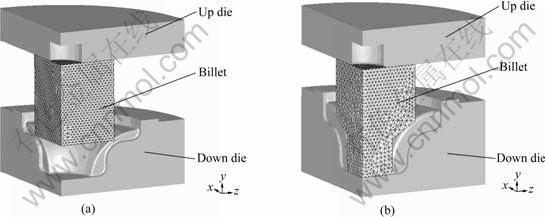
图1 有限元模型
Fig.1 Finite element model: (a) Cylinder billet; (b) Ladder billet
2 结果与分析
2.1 塑性变形的发展规律
图2所示为圆柱形坯料成形过程中压下量分别为10.25、25.00和37.25 mm时的等效应变分布。
由图2可以看出,圆柱形坯料成形初期塑性变形主要集中在坯料底部外侧与模具接触的部位,其它区域内的材料几乎均为刚性移动。成形过程中除轴心处和少部分流入叶片模腔内金属的变形量较小外,其余大部分区域内的材料均发生了显著的塑性变形,并逐

图2 不同压下量下圆柱形坯料成形中的等效应变分布
Fig.2 Effective strain distribution of cylinder billet in forming process with different reductions: (a) 10.25 mm; (b) 25.00 mm; (c) 37.25 mm
渐向基体和叶片部位模腔充填流动。此时基体部位相对较易成形,并在模腔作用力下,受压金属逐渐向叶片部位的型腔充填流动,进而使此处完全充满。随着凸模的继续施压,塑性区范围则显著地扩大,且随着离轴心径向距离的增加,塑性变形程度也随之增大,其中桥口飞边处塑性变形量最大。
图3所示为阶梯形坯料成形过程中压下量分别为6.0、12.2和18.2 mm时的等效应变分布。由图3可知,成形初期坯料类似于底部受约束的顶镦变形,因此,底部金属的变形量较小,而坯料上部靠近外侧区域金属的变形较大。随着成形的进行,坯料端部因受压变形而逐渐充填基体部位的模腔。
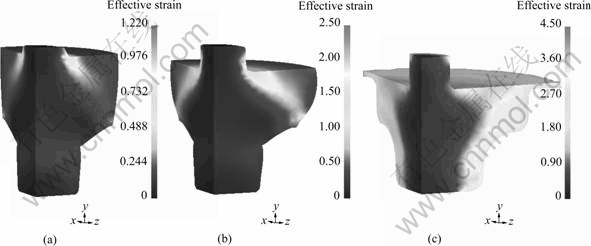
图3 不同压下量下阶梯形坯料成形中的等效应变分布
Fig.3 Effective strain distribution of ladder billet in forming process with different reductions: (a) 6.0 mm; (b) 12.2 mm; (c) 18.2 mm
发生塑性变形的金属主要集中在坯料端部的外侧,且靠近上模型腔入口处的金属变形量为最大,而由于惯性作用流入上模型腔内的金属则几乎不发生塑性变形。当上模继续下行时,基体部位成形后金属整体向叶片部位进行充填流动。尽管此部位型腔轮廓由上至下呈曲线分布,但采用此种坯料充填成形时,叶片部位金属的变形比较均匀,且向外流出形成飞边的金属量较少。因此,采用阶梯形坯料更利于提高金属充填成形的能力和提高变形流动的均匀性。
2.2 金属变形流动行为
图4所示为圆柱形坯料成形过程中压下量分别为10.25、25.00和37.25 mm时的速度场分布。
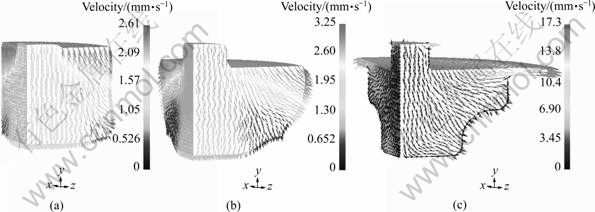
图4 不同压下量下圆柱形坯料成形中的速度场分布
Fig.4 Velocity field distribution of cylinder billet in forming process with different reductions: (a) 10.25 mm; (b) 25.00 mm; (c) 37.25 mm
从速度场的分布可以看出,可将成形初期抽象看作是内部受约束的圆环压缩变形。其中,内侧受“约束”部位的材料整体向下呈均匀流动,而外侧部位的材料因与模具上下端面接触,因而流速由上至下逐渐呈减小趋势。
随着成形过程的进行,位于中部的材料逐渐向轴颈部位模腔进行充填流动,可将此时坯料的变形特征看成是圆环压缩和挤压变形模式耦合而成的。因上模下行过程中的惯性作用,中部材料有向上充填轴颈型腔的流动趋势。尽管该处材料的流动行为可看成是类挤压变形模式,但由于与外侧圆环压缩模式的耦合作用及变形条件的差异,此部位金属的瞬时流速方向均与成形方向相反;当上模继续下行时,坯料逐渐变形并完全充填整个模腔,多余的部分金属逐渐沿径向外流形成飞边。
图5所示为阶梯形坯料成形过程中压下量分别为6.0、12.2和18.2 mm时的速度场分布。

图5 不同压下量下阶梯形坯料成形中的速度场分布
Fig.5 Velocity field distribution of ladder billet in forming process with different reductions: (a) 6.0 mm; (b) 12.2 mm; (c) 18.2 mm
由图5可以看出,由于模具下部型腔的限制,阶梯形坯料成形的初期类似于底部受约束的圆柱压缩变形,因此下部材料几乎不发生变形,而上部材料沿轴向向下和径向向外同时发生了显著的变形流动;当上模继续下行时,金属沿径向外流的趋势显著地增大,且中部材料有向轴颈处型腔充填流动的趋势。同样可将此部位抽象看成是圆环压缩和挤压变形模式耦合而成的,其变形特征与圆柱形坯料的成形过程较相近;成形末期金属仍有向着叶片及轴颈部位型腔流动的趋势,直至充满角部,多余金属则沿桥口处流出。
2.3 叶片部位的充填成形规律
为了深入分析叶片上不同部位金属的充填变形流动规律,分别对叶片曲面的不同部位作法向截面,其位置如图6所示。
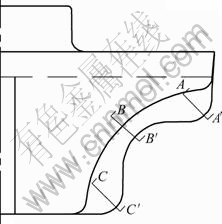
图6 叶片上的不同截面位置
Fig.6 Position of different sections on blades
由于叶片的轮廓形状呈曲线分布且厚度较小,因此,成形过程中该部位较难充填。利用不同形状的坯料分别进行成形时,叶片部位不同截面上金属的变形流动行为如图7所示。
由图7可以看出,在圆柱形坯料成形过程中,A-A′截面处的金属几乎都垂直地向模壁方向流动,该处仅部分金属向叶片部位型腔充填流动;叶片中部的B-B′截面处,向叶片模腔部位充填流动的金属显著增多,此处附近部位的金属也有向此模腔充填流动的趋势;随着截面位置的下移,可以看出C-C′截面处金属几乎均朝着叶片处型腔模口方向发生变形流动,因此,该区内金属向叶片型腔充填流动的趋势最为显著。
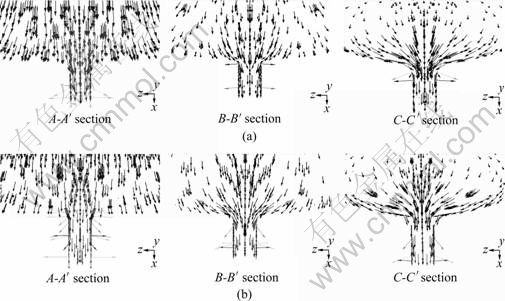
图7 成形过程中不同截面上的速度场分布
Fig.7 Velocity field distribution of different sections: (a) Cylindrical billet; (b) Ladder billet
阶梯形坯料成形过程中,A-A′和C-C′截面处速度场的分布与前者较类似,与圆柱形坯料相比,B-B′截面处金属向叶片型腔模口变形流动的趋势更为显著。当B-B′截面充满后在模压力的作用下,部分金属可向下流动继续充填A-A′截面型腔。而圆柱形坯料成形时金属向下流动充填叶片底部所需模压力很大,金属沿径向外流的量较多,因此,叶片顶部型腔难以得到上部金属的补充,进而易产生充不满缺陷。
3 实验验证
3.1 实验设备及方案
该实验是在50 MN油压机上进行的。为了减少成形过程中的热量损失,本实验采用整体加热的方式,当达到成形温度并保温一定时间后,将二者同时快速移至设备上进行成形实验,以免散热严重。润滑剂为水基石墨,其它条件均与模拟相同。
为了便于成形后脱模方便以及模具加工制造容易等,采用组合式凹模结构,整个凹模由4个镶块组合而成,模块编号后按顺序排列在凹模套中。
3.2 结果与分析
分别采用圆柱形和阶梯形坯料进行成形,所得的样件如图8所示。
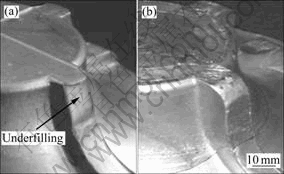
图8 叶轮锻件照片
Fig.8 Photos of impeller forging: (a) Cylindrical billet; (b) Ladder billet
由图8可知,当压下量相同时,采用圆柱形坯料成形时,由于金属向下部充填流动的阻力较大,叶片端部型腔产生了充不满缺陷。而采用阶梯形坯料,叶片端部型腔等难充填部位的成形情况良好,经理化检测可知,流线完全沿叶片的几何外形分布,无穿流、涡流等缺陷,且其尺寸精度和组织性能均符合设计要求。
4 结论
1) 叶片处是锻件难以成形的部位,随着截面位置的下移,金属向模腔充填流动的趋势逐渐增大。
2) 与圆柱形坯料相比,采用阶梯形坯料易于充填成形叶片部位,更利于提高金属充填模腔时变形流动的均匀性。
3) 利用阶梯形坯料可一次性成形出尺寸精度和性能均符合设计要求的叶轮锻件。
REFERENCES
[1] DEAN T A. The net-shape forming of gears[J]. Materials and Design, 2000, 21(4): 271?278.
[2] BEWLAY B P, GIGLIOTTI M F X, HARDWICKE C U, KAIBYSHEV O A, UTYASHEV F Z, SALISHEV G A. Net-shape manufacturing of aircraft engine disks by roll forming and hot die forging[J]. J Mater Process Technol, 2003, 135(2): 324?329.
[3] HU Z M, DEAN T A. Aspects of forging of titanium alloys and the production of blade forms[J]. J Mater Process Technol, 2001, 111(1/3): 10?19.
[4] 于彦东, 蒋海燕, 雷 黎, 曾小勤, 翟春泉, 丁文江. 镁合金压铸工艺的数值模拟[J]. 中南大学学报: 自然科学版, 2006, 37(5): 867?873.
YU Yan-dong, JIANG Hai-yan, LEI Li, ZENG Xiao-qin, ZHAI Chun-quan, DING Wen-jiang. Numerical simulation of die casting process of magnesium alloy[J]. Journal of Central South University: Science and Technology, 2006, 37(5): 867?873.
[5] JEONG H S, CHOA J R, PARK H C. Microstructure prediction of nimonic 80A for large exhaust valve during hot closed die forging[J]. J Mater Process Technol, 2005, 162/163: 504?511.
[6] CHOI S K, CHUN M S, VAN C J, MOON Y H. Optimization of open die forging of round shapes using FEM analysis[J]. J Mater Process Technol, 2006, 172(1): 88?95.
[7] LIU Yu-li, YANG He, GAO Tao, ZHAN Mei. Effects of process parameters on the temperature field in Ti-6Al-4V alloy blade precision forging process[J]. J Mater Sci Technol, 2006, 22(4): 473?477.
[8] ZHOU Y G, ZENG W D, YU H Q. An investigation of a new near-beta forging process for titanium alloys and its application in aviation components[J]. Mater Sci Eng A, 2005, 393(1/2): 204?212.
[9] BROOKS J W, DEAN T A, HU Z M, WEY E. Three- dimensional finite element modeling of a titanium aluminum aerofoil forging[J]. J Mater Process Technol, 1998, 80/81: 149?155.
[10] YANG H, ZHAN M, LIU Y L, XIAN F J, SUN Z C, LIN Y, ZHANG X G. Some advanced plastic processing technologies and their numerical simulation[J]. J Mater Process Technol, 2004, 151(1/3): 63?69.
[11] YANG He, ZHAN Mei, LIU Yu-li. A 3D rigid-viscoplastic FEM simulation of the isothermal precision forging of a blade with a damper platform[J]. J Mater Process Technol, 2002, 122(1): 45?50.
[12] KANG B S, KING N S, KOBAYASHI S. Computer-aided perform design in forging of an airfoil section blade[J]. International Journal of Machine Tools and Manufacture, 1990, 30: 43?52.
[13] SHAN De-bin, LIU Fang, XU Wen-chen, L? Yan. Experimental study on process of precision forging of an aluminum alloy rotor[J]. J Mater Process Technol, 2005, 170(1/2): 412?415.
[14] SHAN De-bin, ZHANG Yan-qiu, WANG Yong, XU Fu-chang, XU Wen-chen, L? Yan. Defect analysis of complex-shape aluminum alloy forging[J]. Trans Nonferrous Met Soc China, 2006, 16(S3): 1574?1579.
[15] PETROV P, PERFILOV V, STEBUNOV S. Prevention of lap formation in near net shape isothermal forging technology of part of irregular shape made of aluminium alloy[J]. J Mater Process Technol, 2006, 177(1/3): 218?223.
[16] PARK J J, HWANG H S. Perform design for precision forging of an asymmetric rib-web type component[J]. J Mater Process Technol, 2007, 187/188: 595?599.
基金项目:中国博士后科学基金资助项目(20080440835);黑龙江省博士后基金资助项目(LRB08-208)
收稿日期:2008-09-08;修订日期:2009-04-28
通讯作者:李 峰,博士;电话:0451-86392510;E-mail: hitlif@126.com
(编辑 李向群)

