Towards a circular metal additive manufacturing through recycling of materials: A mini review
јі‘і∆Џњѓ£Ї÷–ƒѕіу—І—І±®(”Ґќƒ∞ж)2020ƒкµЏ4∆Џ
¬џќƒ„ч’я£Їѕƒ—ф єщ—І“ж ґ≠≥ѓЌы ћп«мї™ Ѕх”љ
ќƒ’¬“≥¬л£Ї1134 - 1145
Key words£Їrecycling; additive manufacturing; titanium; powder
Abstract: Additive manufacturing is a new emerging technology which is ideal for low-to-zero waste production, and it is considered to be a green and clean process that has the potential to lower the cost and energy consumption of production. However, the cost of the feedstock for additive manufacturing and the additive manufactured parts is usually very high, which hinders the further application of additive manufacturing, especially for the metal additive manufacturing. The concept of circular metal additive manufacturing involves the recycling of the metal feedstock and the additive manufactured parts leading to the truly zero waste production and the most energy saving. This paper reviews the technologies that help the formation of a circular metal additive manufacturing through recycling of the feedstocks and the damaged metal parts. Reactive metals, such as titanium, tend to be contaminated easily during handling and production. Recycling of the titanium for achieving a circular titanium additive manufacturing is reviewed in detail.
Cite this article as: XIA Yang, DONG Zhao-wang, GUO Xue-yi, TIAN Qing-hua, LIU Yong. Towards a circular metal additive manufacturing through recycling of materials: A mini review [J]. Journal of Central South University, 2020, 27(4): 1134-1145. DOI: https://doi.org/10.1007/s11771-020-4354-6.

J. Cent. South Univ. (2020) 27: 1134-1145
DOI: https://doi.org/10.1007/s11771-020-4354-6

XIA Yang(ѕƒ—ф)1, DONG Zhao-wang(ґ≠≥ѓЌы)1, GUO Xue-yi(єщ—І“ж)1,TIAN Qing-hua(ћп«мї™)1, LIU Yong(Ѕх”љ)2
1. School of Metallurgy and Environment, Central South University, Changsha 410083, China;
2. State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China
 Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2020
Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2020
Abstract: Additive manufacturing is a new emerging technology which is ideal for low-to-zero waste production, and it is considered to be a green and clean process that has the potential to lower the cost and energy consumption of production. However, the cost of the feedstock for additive manufacturing and the additive manufactured parts is usually very high, which hinders the further application of additive manufacturing, especially for the metal additive manufacturing. The concept of circular metal additive manufacturing involves the recycling of the metal feedstock and the additive manufactured parts leading to the truly zero waste production and the most energy saving. This paper reviews the technologies that help the formation of a circular metal additive manufacturing through recycling of the feedstocks and the damaged metal parts. Reactive metals, such as titanium, tend to be contaminated easily during handling and production. Recycling of the titanium for achieving a circular titanium additive manufacturing is reviewed in detail.
Key words: recycling; additive manufacturing; titanium; powder
Cite this article as: XIA Yang, DONG Zhao-wang, GUO Xue-yi, TIAN Qing-hua, LIU Yong. Towards a circular metal additive manufacturing through recycling of materials: A mini review [J]. Journal of Central South University, 2020, 27(4): 1134-1145. DOI: https://doi.org/10.1007/s11771-020-4354-6.
1 Introduction
Additive manufacturing is a novel process for building a three-dimensional object from a computer-aided design (CAD) model, usually by successively adding material layer by layer [1-3], unlike conventional casting, forging, and machining processes, where material is removed from a stock item (subtractive manufacturing) or poured into a mold and shaped by means of dies and presses [4-6]. Metal additive manufacturing is the process by which metal parts are joined or solidified from a metal feedstock [7, 8]. The typical metal additive manufacturing includes powder bed fusion such as selective laser melting (SLM) [9], and electron beam melting (EBM) [10], direct energy deposition such as laser materials deposition [11], and binder jetting [12, 13]. The major differences between these types of metal additive manufacturing technologies are related to how they fuse the powder into metal parts. They vary greatly, from using high energy lasers to fuse loose powder to extruding bound metal powder filament. However, they all require spherical powder as the feedstock for a good flow ability. Therefore, a good metal feedstock is very critical to metal additive manufacturing. Since the materials utilization rate is high, additive manufacturing inherently produces much less waste than the conventional subtractive manufacturing [14, 15]. It has the potential to support the circular strategies£ђoffer sustainable design and manufacturing by creating opportunities to extend a product°ѓs lifespan (e.g. by enabling repair or upgrades of the products), and enable the feasibility of recycling of additive manufacturing feedstocks and products [16, 17].
Recycling is a process of transforming waste or no-value materials into new and useful materials, which is an alternative to traditional waste disposal that can save material and help to reduce the greenhouse gas emissions [18]. It can prevent the waste of potentially useful materials and decrease the consumption of fresh raw materials, thereby decreasing energy usage, air pollution from incineration, and water pollution from landfilling. It is a key component of waste reduction and aims at environmental sustainability by substituting raw material inputs into the economic system and redirecting waste outputs out of the economic system [19-21].
The combination of additive manufacturing and recycling has the potential to achieve 100% materials usage and 0% waste production, thus significantly decreasing the cost and energy consumption during production. This paper proposes a new concept of circular additive manufacturing, which can be achieved by recycling of the feedstocks and the damaged parts. The related research on the recycling and preparing of additive manufacturing feedstocks by recycling of the used metals, and the recycling of broken parts by repairing with additive manufacturing was reviewed.
2 Concept of circular additive manufacturing
Figure 1(a) shows the traditional linear additive manufacturing. The no-value products or by-products from extraction, manufacturing or the end of the life (EOL) products, or products with no functionality are usually disposed. Lots of energy and resources are wasted during the traditional manufacturing. Circular additive manufacturing (CAM) is a promising manufacturing strategy towards the sustainable development. Usually, when the product reaches EOL, there is no value from the point of view of application. With the CAM based manufacturing strategy, the lifetime of the product, which is determined by its physical, functional, technical, economical properties, can be extended, and the energy and resources needed for extraction of metals from the original ores, heat treating the intermediated materials, and machining to make the final products can be avoided or reduced. Figure 1(b) shows the flowchart of the circular additive manufacturing. The waste feedstocks or products are recycled in circular additive manufacturing for achieving 100% materials usage and 0% waste production, thus significantly decreasing the cost and energy consumption during production.
The combination of additive manufacturing and recycling has the potential to offer sustainable design and manufacturing by creating opportunities to extend the product°ѓs lifespan. It is an alternative to conventional waste disposal that can save material and help to lower greenhouse gas emissions. By combination of recycling of resources and additive manufacturing, an enhanced manufacturing with the most energy-and-resources saving can be achieved. In the next section, the measures and processes, including recycling of the feedstocks, recycling of the scraps for making feedstocks and recycling of the damaged parts by repairing with additive manufacturing, for achieving the circular additive manufacturing will be reviewed.

Figure 1 Comparison of circular additive manufacturing with linear additive manufacturing:
3 Recycling of metal feedstocks
3.1 Recycling of used feedstocks
Material recycling enables manufacturers to recapture some of the energy in the material waste streams and increase the materials utilization rate. A large percentage of material throughout the feedstock manufacturing, printing and post processing can be reprocessed and reused. The powder-based additive manufacturing technologies have their own requirements for material properties in terms of chemistry, size distribution, porosity, flow-ability, morphology, and apparent density, which affect the properties of the final product [22-24]. However, powder degradation occurs during manufacturing [25]. Significant oxygen pick-up, morphology and flowability change are three typical degradation issues [26-28]. L.P.W. technology did a case study on the powder degradation [26]. It has been found that the oxygen content in the powder increased when increasing the number of printing cycles during selective laser melting [26]. The oxygen content in mass fraction was analyzed using inert gas fusion (IGF), and samples, taken after the first build, after sieving and after drying, showed no changing in oxygen content in the In718 powder. However, powder tested after subsequent builds showed an increase in oxygen with each build, as illustrated in Figure 2(a), an increase of 0.002 wt% over 14 builds. Further builds and tensile test on the printed samples were carried out with the results shown in Figure 2(b). It indicated that after 25 builds, there is a significant increase in ultimate strength and reduction in ductility from 20% to around 13%. Titanium powders are more susceptible to oxygen pick-up, and therefore can only be used in limited times before the powders fall out of specification due to the high oxygen content. Figure 2(c) shows that over 0.02 wt% of oxygen was increased after 10 builds [26].
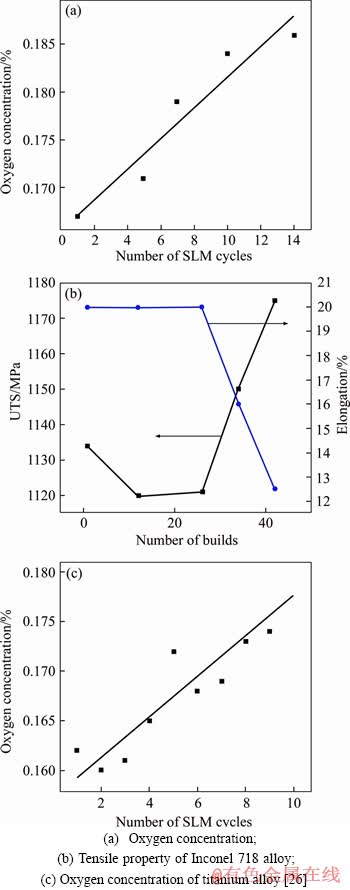
Figure 2 Effect of printing cycle on:
When oxygen level does not meet the standard specification, the powder cannot be used any more. In that case, powder has to be retreated to drag the oxygen back to the range of the standard specification. A treatment such as deoxygenation is necessary. Recently, XIA et al [29-32] developed a low-temperature molten salt calcium deoxygenation process. This process can deoxygenate titanium- oxygen solid solution with the oxygen level from 0.1 wt% to 14.3 wt%. The deoxygenating agent was calcium in this process. The calcium halide bearing eutectic molten salt was used to decrease the deoxygenation temperature from above 850 °гC to as low as 600 °гC. The molten salt helps the dissolution of deoxygenation agent Ca at the temperature less than 850 °гC. Ca+ ions are formed in the molten salt [31]. As shown in Figure 3, they react on the surface of the titanium particles to cause the deoxygenation reaction by the following reactions:
Ca+Ca2+°ъ2Ca+ (1)
Ca+°ъCa2++e (2)
2e+O=O2- (3)
O2-+Ca2+=CaO (4)
Detailed TEM analysis showed that the crystal lattice cell shrinks after the release of interstitial oxygen. The lattice parameter of a decreased to 0.294 nm from 0.302 nm and c decreased to 0.465 nm from 0.491 nm after deoxygenation [31].
Except the low temperature molten salt deoxygenation method, oxygen can also be removed by the DOSS process [33, 34], hydrogen assisted Mg deoxygenation process [35-38], the Ca vacuum process [39-42] and the electrolysis process [43-45]. A comprehensive review on the deoxygenation technologies can be found in our recent publication [46].
Morphology change is another degradation issue. As these materials melt at higher temperatures, the material surrounding the melt becomes distorted and sintered together, which can make powder particles larger and unusable [26]. Figure 4(a) shows the typical spherical morphology of the gas atomized metal powder [47]. After printing, some of the powders tended to distort and more satellite powders were observed as shown in Figure 4(b). One plausible technique to recover these powders is the induction plasma process. This process consists of in-flight heating and melting of the surface of the powder by the plasma. The powder characteristics such as morphology and flowability can be improved as shown in Figure 4(c) [26].
3.2 Recycling of scraps or undesirable powders for making additive manufacturing feedstocks
For titanium, the buy to fly (BTF) ratio is often more than 20:1, i.e., to produce a part weighing only a pound may require more than 9.07 kg of raw material, with a yield of only 5% [48]. As a result, most of the materials are wasted during the fabrication process. Therefore, lots of titanium scrap is produced during titanium part production. Based on the information of titanium scrap production and consumption from 2009 to 2018 from the United States Geological Survey statistics in the USA. In 2018, about 61500 t of titanium scrap metal was consumed. Most of the time, the Ti scraps are re-melted with the virgin metal to produce primary ingots of Ti or its alloys [46].
Recently, FANG and his coworkers [32, 49, 50] developed a novel process for making Ti alloy spherical powders from the Ti powder scrap.Figures 5-7 show the process flowchart and materials of the novel process. The milled fine titanium hydride particles are first agglomerated to form spherical granules in a desired size range with the assistance of binder and spray drying; then the granules are treated to obtain dense spherical powder; and finally, the densified spherical Ti powder is deoxygenated with a reducing agent to reduce oxygen content to meet the chemical composition requirements of industry standards. With this process, the waste titanium scrap can be reused and transferred to a high-value product which can be used as feedstock for additive manufacturing. The new process overcomes the two difficulties in the processing methods mentioned above, much higher yield than the conventional atomization techniques, and use of low cost feedstock materials [49]. The tensile properties of parts fabricated from spherical Ti-6Al-4V powder produced with the granulation-sintering- deoxygenation (GSD) process by selective laser melting are comparable with the typical mill- annealed Ti-6Al-4V alloy, and the characteristics of printed alloy from the powder are also compared with those of commercial materials [47]. It demonstrated that the process is capable of producing good powder for additive manufacturing application.
By using the similar method, some other spherical metal powder feedstocks can be produced for additive manufacturing by using the undesirable low-value and even waste elemental powders. Our recent study [51] showed that the spherical Co-Cr-Mo alloy powder for additive manufacturing could be successfully produced by granulation and sintering. Low-value elemental powder (Co, Cr, and Mo) was first mixed in water with PEG as the binder to make a slurry, and then granulated using a spray drying machine. The spray-dried porous powder was then densified in a hydrogen atmosphere to make a final powder. The produced powder meets the composition standard specification for Co-Cr-Mo alloy with the ASTM F75 standard [52]. The process flowchart and the product at each step are shown in Figure 8.

Figure 3 Deoxygenation treating of high oxygen-containing powder:

Figure 4 SEM images of:

Figure 5 Process flowchart for making spherical powder from Ti-6Al-4V hydride
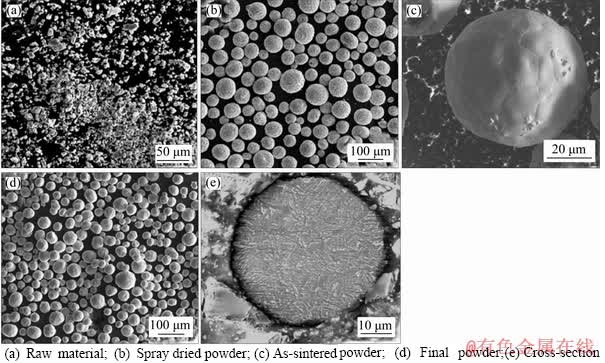
Figure 6 SEM images of:

Figure 7 Particle size distribution of final powder reproduced with permission [49]
For some alloys such as Ti-Ta alloy powder, it is very difficult to produce because of the segregation problem during melting [49, 50]. XIA et al [32] recently found that the biomedical Ti-30Ta alloy spherical powder can be produced using this granulation-sintering-deoxygenation process as well. The elemental Ti and Ta powders were used as the starting materials. The results indicated that the composition segregation problem could be avoided. With an additional deoxygenation process, the critical intestinal element oxygen was controlled to be <0.04 wt% for the powder with particle size of <75 ¶ћm.
4 Recycling of damaged parts
Repair processes aim at returning the value of the product during its life cycle. Repairing the Figure 8 Process flowchart (a), products at each step of Co-Cr-Mo alloy spherical powder production starting from low-value elemental powder (b)-(e) [51] damaged parts is usually finished by welding a new piece of material that has to be machined to exact size. Additive manufacturing can also be used to build up a new structure or repair based on the damaged parts. The end-of-life of the product can be reversed by extension usage or giving a second life to the product. Additive manufacturing enables a free-form structure modelling and remanufacturing of complex geometry laser or electron beam additive repairs through sintering, deposition or melting. Additive manufacturing repair showed the high flexibility, efficiency, fast output, good quality and low cost [55]. Additive manufacturing technology offers an effective and attractive method for repair in the case of the chipped components, namely, the blade tip, impeller blade, sprocket, or gas turbine. It resolves the issue of direct build-up in the position of the broken part layer-by-layer, rather than requiring a manual build of the part and then attaching it to the position of the broken part [56-66]. A detailed review on additive manufacturing for repair and restoration in remanufacturing was recently published by DASS et al [67].
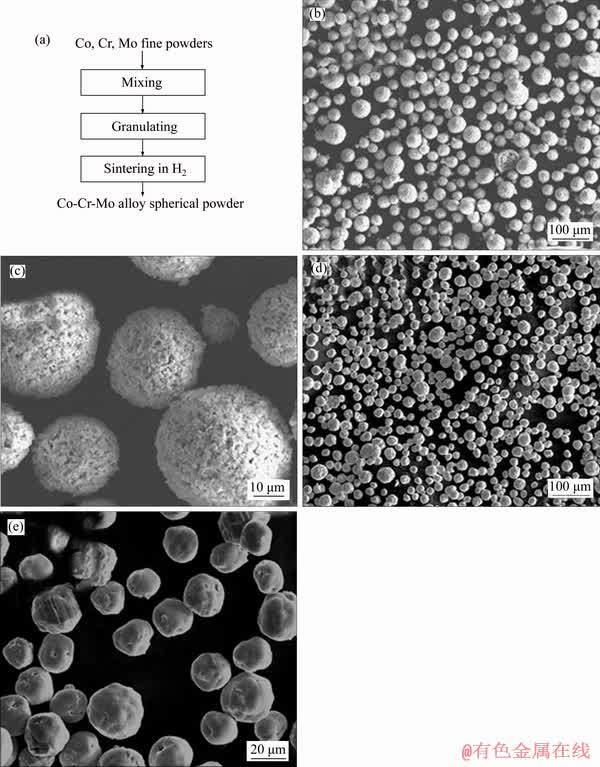
Figure 8 Process flowchart (a), products at each step of Co-Cr-Mo alloy spherical powder production starting from low-value elemental powder (b)-(e) [51]

Figure 9 SEM images of powder at each step for making Ti-30Ta spherical powder from low-value elemental powders:
Compared with the conventional repair welding technologies like tungsten inert gas or gas metal arc welding, the additive manufacturing repairing feature has several obvious advantages. First, the fine control over the processing parameters including the atmosphere, temperature, pressure, air flow, impurity (O, N, H, etc.) pick-up, the laser power and burn time, etc., could be possible since the entire process is conducted in an enclosed and controlled chamber. The homogenous deposition or materials addition with low defect occurrence can be ensured and the added portion can be completely merged with the underlaying base layers [66]. Second, heat input during repairing is usually very low, which leads to much lower distortion and lower thermal damage in the underlaying base material. Furthermore, finer microstructure with better performance can be obtainable. Lastly, the energy input can be controlled to be stable and repeatable, which grants a high reproducibility of the material deposition and therefore a high reliability and the opportunity to automate the processes can be achievable [66]. In addition, the additive manufacturing repairing process can be done with in a relative short time with a reasonable cost if a complex geometry is needed.
Therefore, additive manufacturing is expected to be an enabling technology for repairing, remanufacturing and even redesign in circular additive manufacturing. Many companies [68-70] have started offering the repairing and remanufacturing service based on the additive manufacturing technologies, such as laser cladding, laser melting, or laser engineered net shaping technologies. The missing part or the worn-out portion can be readily added to the base sample. If this issue breakthrough in feature comes with the support of government agencies and local research institutions, a greater confidence and acceptance of the repair innovation could be expected.
5 Summary and prospects
A circular additive manufacturing was proposed through recycling of the feedstocks and the damaged parts. With the circular additive manufacturing strategy, the lifetime of the intermediates or the final products, which is determined by its physical, functional, technical, economical properties, can be extended, and the energy and resources needed for extraction of metals from the original ores, heat treating the intermediated materials, and machining to make the final products can be reduced. In the case of titanium, the scrap and the waste feedstock can be recycled through several technologies. And the damaged or wore-out part can be returned to use after repairing using additive manufacturing such as laser cladding, laser melting, or laser engineered net shaping technologies. However, most of these technologies are still under development. To achieve the effective use of the resource and the sustainable development of the circular additive manufacturing, more researches on combination of recycling and advanced manufacturing like additive manufacturing are needed. In addition, the policy support from the government and financial support from the industry are necessary to ensure the steady and fast development of the circular additive manufacturing.
References
[1] DICKSON S. Creating tactile captions in three-dimensional computer-aided design and manufacturing [J]. Rapid Prototyping Journal, 2005, 11(5): 293-297. DOI: 10.1108/ 1355254051062360.
[2] GIBSON I, ROSEN D W, STUCKER B. Additive manufacturing technologies [M]. Springer, 2014.
[3] WILLIAM E F. Metal additive manufacturing: a review [J]. Journal of Materials Engineering and Performance, 2014, 23(6): 1917-1928. DOI: 10.1007/ s11665-014-0958-z.
[4] ZAPUSKALOV N. Comparison of continuous strip casting with conventional technology [J]. ISIJ International, 2003, 43(8): 1115-1127. DOI: 10.2355/isijinternational.43.1115.
[5] HAN X, HUA L. Technology, comparison between cold rotary forging and conventional forging [J]. Journal of Mechanical Science and Technology, 2009, 23(10): 2668. DOI: 10.1007/s12206-009-0624-9.
[6] EHMANN K F, KAPOOR S G, DEVOR R E, LAZOGLU I. Machining process modeling: A review [J]. Journal of Manufacturing Science and Engineering, 1997, 119(4B): 655-663. DOI: 10.1115/1.2836805.
[7] SAMES W J, LIST F, PANNALA S, DEHOFF R R, BABU S S. The metallurgy and processing science of metal additive manufacturing [J]. International Materials Reviews, 2016, 61(5): 315-360. DOI: 10.1080/09506608.2015.1116649.
[8] DEBROY T, WEI H L, ZUBACK J S, MUKHERJEE T, ELMER J W, MILEWSKI J O, BEESE A M, WILSON- HEID A, DE A, ZHANG W. Additive manufacturing of metallic components®CProcess, structure and properties [J]. Progress in Materials Science, 2018, 92: 112-224. DOI: 10.1016/j.pmatsci.2017.10.001.
[9] YADROITSEV I, BERTRAND P H, SMUROV I. Parametric analysis of the selective laser melting process [J]. Applied Surface Science, 2007, 253(19): 8064-8069. DOI: 10.1016/ j.apsusc.2007.02.088.
[10] LI X, WANG C T, ZHANG W G, LI Y C. Fabrication and characterization of porous Ti6Al4V parts for biomedical applications using electron beam melting process [J]. Materials Letters, 2009, 63(3, 4): 403-405. DOI: 10.1016/ j.matlet.2008.10.065.
[11] COSTA L, VILAR R. Laser powder deposition [J]. Rapid Prototyping Journal, 2009, 15(4): 264-279. DOI: 10.1108/ 13552540910979785/full/html.
[12] GAYTAN S M, CADENA M A, KARIM H, DELFIN D, LIN Y, ESPALIN D, MACDONALD E, WICKER R B. Fabrication of barium titanate by binder jetting additive manufacturing technology [J]. Ceramics International, 2015, 41(5): 6610-6619. DOI: 10.1016/j.ceramint.2015.01.108.
[13] METEYER S, XU X, PERRY N, ZHAO Y F. Energy and material flow analysis of binder-jetting additive manufacturing processes [J]. Procedia CIRP, 2014, 15: 19-25. DOI: 10.1016/j.procir.2014.06.030.
[14] THOMPSON M K, MORONI G, VANEKER T, FADEL G, CAMPBELL R I, GIBSON I, BERNARD A, SCHULZ J, GRAF P, AHUJA B, FILOMENO M. Design for additive manufacturing: Trends, opportunities, considerations, and constraints [J]. CIRP Annals, 2016, 65(2): 737-760. DOI: 10.1016/j.cirp.2016.05.004.
[15] THOMAS D S, GILBERT S W. Costs and cost effectiveness of additive manufacturing°™A literature review and discussion [M]. NIST Special Publication 1176, 2014. DOI: 10.6028/NIST.SP.1176.
[16] SAUERWEIN M, DOUBROVSKI E, BALKENENDE R, BAKKER C. Exploring the potential of additive manufacturing for product design in a circular economy [J]. Journal of Cleaner Production, 2019, 226: 1138-1149. DOI: 10.1016/j.jclepro.2019.04.108.
[17] BOCKEN N M P, de PAUW I, BAKKER C, van der GRINTEN B. Product design and business model strategies for a circular economy [J]. Journal of Industrial and Production Engineering, 2016, 33(5): 308-320. DOI: 10.1080/21681015.2016.1172124.
[18] LU H Z, LI J, GUO J, XU Z. Movement behavior in electrostatic separation: Recycling of metal materials from waste printed circuit board [J]. Journal of Materials Processing Technology, 2008, 197(1-3): 101-108. DOI: 10.1016/j.jmatprotec.2007.06.004.
[19] SREENIVASAN J, GOVINDAN M, CHINNASAMI M, KADIRESU I. Solid waste management in malaysia®CA move towards sustainability [M]// Waste Management°™An Integrated Vision. 2012. DOI: 10.5772/50870.
[20] LAZAREVIC D, BUCLET N, BRANDT N. The influence of the waste hierarchy in shaping European waste management: The case of plastic waste [J]. Regional Development Dialogue, 2010, 31(2): 124-148. DOI: urn:nbn:se:kth:diva-72948.
[21] CHOWDHURY A H, MOHAMMAD N, HAQUE M R U, HOSSAIN T. Developing 3Rs (reduce, reuse and recycle) strategy for waste management in the urban areas of Bangladesh: Socioeconomic and climate adoption mitigation option [J]. IOSR Journal of Environmental Science, Toxicology and Food Technology (IOSR-JESTFT), 2014, 8(5): 9-18. DOI: 10.9790/2402- 08510918.
[22] STRONDL A, LYCKFELDT O, BRODIN H, ACKELID U. Characterization and control of powder properties for additive manufacturing [J]. JOM, 2015, 67(3): 549-554.
[23] CLAYTON J. Optimising metal powders for additive manufacturing [J]. Metal Powder Report, 2014, 69(5): 14-17. DOI: 10.1016/s0026-0657(14)70223-1.
[24] VERT R, PONTONE R, DOLBEC R, DIONNE L, BOULOS M. Induction plasma technology applied to powder manufacturing: Example of titanium-based materials [J]. Key Engineering Materials, 2016, 704: 282-286. DOI: 10.4028/www.scientific.net/KEM.704.282.
[25] RENDEROS M, GIROT F, LAMIKIZ A, TORREGARAY A, SAINTIER N. Ni based powder reconditioning and reuse for LMD process [J]. Physics Procedia, 2016, 83: 769-777. DOI: 10.1016/j.phpro.2016.08.079.
[26] REJESKI D, ZHAO F, HUANG Y. Research needs and recommendations on environmental implications of additive manufacturing [J]. Additive Manufacturing, 2018, 19: 21-28. DOI: 10.1016/j.addma.2017.10.019.
[27] TANG H P, QIAN M, LIU N, ZHANG X Z, YANG G Y, WANG J. Effect of powder reuse times on additive manufacturing of Ti-6Al-4V by selective electron beam melting [J]. JOM, 2015, 67(3): 555-563. DOI: 10.1007/ s11837-015-1300-4.
[28] HANN B A. Powder reuse and its effects on laser based powder fusion additive manufactured alloy 718 [C]// SAE 2016 Aerospace Systems and Technology Conference. 2016: 209-213. DOI: 10.4271/2016-01-2071.
[29] XIA Y, FANG Z Z, FAN D, SUN P, ZHANG Y, ZHU J. Hydrogen enhanced thermodynamic properties and kinetics of calciothermic deoxygenation of titanium-oxygen solid solutions [J]. International Journal of Hydrogen Energy, 2018, 43(27): 11939-11951. DOI: 10.1016/j.ijhydene.2018.03.170.
[30] FANG Z Z, SUN P, XIA Y, ZHANG Y. Molten salt de-oxygenation of metal powders: USA, EP20150865502 [P]. 2018-08-22.
[31] XIA Y, FANG Z Z, SUN P, ZHANG Y, ZHANG T, FREE M. The effect of molten salt on oxygen removal from titanium and its alloys using calcium [J]. Journal of Materials Science, 2017, 52(7): 4120-4128. DOI: 10.1007/s10853-016-0674-1.
[32] XIA Y, FANG Z Z, SUN P, ZHANG Y, ZHU, J. Novel method for making biomedical segregation-free Ti-30Ta alloy spherical powder for additive manufacturing [J]. JOM, 2018, 70(3): 364-369. DOI: 10.1007/s11837-017-2713-z.
[33] MCCRACKEN C, ROBISON J, MOTCHENBACHER C J. Manufacture of HDH low oxygen titanium-6aluminium- 4vanadium (Ti-6-4) powder incorporating a novel powder de-oxidation step [C]// Euro PM2009 Congress Technical Presentations on Powder Manufacture & Processing. The European Powder Metallurgy Association, 2009: 7146-7152.
[34] FISHER R L. Deoxidation of a refractory metal: Canada, CA19912075922 [P]. 1991-08-23.
[35] ZHANG Y, FANG Z Z, XIA Y, SUN P, van DEVENER B, FREE M, LEFLER H, ZHENG S. Hydrogen assisted magnesiothermic reduction of TiO2 [J]. Chemical Engineering Journal, 2017, 308: 299-310. DOI: 10.1016/ j.cej.2016.09.066.
[36] XIA Y, FANG Z Z, ZHANG Y, LEFLER H, ZHANG T, SUN P, HUANG Z. Hydrogen assisted magnesiothermic reduction (HAMR) of commercial TiO2 to produce titanium powder with controlled morphology and particle size [J]. Materials Transactions, 2017, 58(3): 355-360. DOI: 10.2320/ matertrans.MK201628.
[37] ZHANG Y Z, FANG Z Z, SUN P, ZHANG T, XIA Y, ZHOU C, HUANG Z. Thermodynamic destabilization of Ti-O solid solution by H2 and deoxygenation of Ti using Mg [J]. Journal of the American Chemical Society, 2016, 138(22): 6916-6919. DOI: 10.1021/jacs.6b00845.
[38] ZHANG Y, FANG Z Z, XIA Y, HUANG Z, LEFLER H, ZHANG T, SUN P, FREE M, GUO J. A novel chemical pathway for energy efficient production of Ti metal from upgraded titanium slag [J]. Chemical Engineering Journal, 2016, 286: 517-527. DOI: 10.1016/j.cej.2015.10.090.
[39] HONG C I, OH J M, PARK J, YOON J M, LIM J W. Efficiency of calcium vapor tunnels on non-contact deoxidation of irregular titanium powder [J]. Advanced Powder Technology, 2018, 29(7): 1640-1643. DOI: 10.1016/j.apt.2018.03.029.
[40] OH J M, HONG C I, LIM J W. Comparison of deoxidation capability on the specific surface area of irregular titanium powder using calcium reductant [J]. Advanced Powder Technology, 2019, 30(1): 1-5. DOI: 10.1016/j.apt.2018. 08.023.
[41] KIM T, OH J M, CHO G, PARK J, LIM J W. Comparison of deoxidation capability of solid solution and intermetallic titanium alloy powders deoxidized by calcium vapor [J]. Journal of Alloys and Compounds, 2020, 828: 154220. DOI: 10.1016/j.jallcom.2020.154220.
[42] KIM T, KIM K, OH J M, PARK J, LIM J W. Preparation method of low-oxygen Ti-6Al-4V alloy by solid state re-deoxidation using calcium [J]. Materials Science and Technology, 2019, 35(6): 702-708. DOI: 10.1080/02670836. 2019.1583846.
[43] XIA Y, ZHAO J L, TIAN Q H, GUO X Y. Review of the effect of oxygen on titanium and deoxygenation technologies for recycling of titanium metal [J]. JOM, 2019, 71(9): 3209-3220. DOI: 10.1007/s11837-019-03649-8.
[44] TANINOUCHI Y K, HAMANAKA Y, OKABE T H. Electrochemical deoxidation of titanium and its alloy using molten magnesium chloride [J]. Metallurgical and Materials Transactions B, 2016, 47(6): 3394-3404. DOI: 10.1007/ s11663-016-0792-9.
[45] KONG L X, OUCHI T, ZHENG C Y, OKABE T H. Electrochemical deoxidation of titanium scrap in MgCl2-HoCl3 system [J]. Journal of the Electrochemical Society, 2019, 166(13): E429-E436. DOI: 10.1149/2. 1011913jes.
[46] ZHENG C Y, OUCHI T, KONG L X, TANINOUCHI Y, OKABE T H. Electrochemical deoxidation of titanium in molten MgCl2-YCl3 [J]. Metallurgical and Materials Transactions B, 2019, 50(4): 1652. DOI: 10.1007/s11663- 019-01602-3.
[47] SUN P, FANG Z Z, ZHANG Y, XIA Y. Microstructure and mechanical properties of Ti-6Al-4V fabricated by selective laser melting of powder produced by granulation- sintering-deoxygenation method [J]. The Minerals, Metals & Materials Society, 2017, 69(12): 2731-2737. DOI: 10.1007/s11837-017-2584-3.
[48] SEONG S, YOUNOSSI O, GOLDSMITH B W, LANG T, NEUMANN M. Titanium: industrial base, price trends, and technology initiatives [M]. Rand Corporation, 2009.
[49] SUN P, FANG Z Z, XIA Y, ZHANG Y, ZHOU C. A novel method for production of spherical Ti-6Al-4V powder for additive manufacturing [J]. Powder Technology, 2016, 301: 331-335. DOI: 10.1016/j.powtec.2016.06.022.
[50] FANG Z Z, XIA Y, SUN P, ZHANG Y. Production of substantially spherical metal powders: USA, US201615234973 [P]. 2018-11-20.
[51] XIA Y, ZHAO J L, DONG Z W, GUO X Y, TIAN Q H, LIU Y. A novel method for making Co-Cr-Mo alloy spherical powder by granulation and sintering [J]. JOM, 2020, 72(3): 1279-1285. DOI: 10.1007/s11837-020-04009-7.
[52] GOMEZ M, MANCHA H, SALINAS A, RODRIGUEZ J, ESCOBEDO J, CASTRO M, MENDEZ M. Relationship between microstructure and ductility of investment cast ASTM F-75 implant alloy [J]. Journal of Biomedical Materials Research: An Official Journal of The Society for Biomaterials and The Japanese Society for Biomaterials, 1997, 34(2): 157-163. DOI: 10.1002/(sici)1097- 4636(199702)34:2<157::aid-jbm3>3.0.co;2-p.
[53] ZHOU Y L, NIINOMI M, AKAHORI T. Effects of Ta content on Young°ѓs modulus and tensile properties of binary Ti-Ta alloys for biomedical applications [J]. Materials Science and Engineering A, 2004, 371(1, 2): 283-290. DOI: 10.1016/j.msea.2003.12.011.
[54] ZHOU Y L, NIINOMI M, AKAHORI T. Decomposition of martensite ¶Ѕ°еduring aging treatments and resulting mechanical properties of Ti-Ta alloys [J]. Materials Science and Engineering A, 2004, 384(1, 2): 92-101. DOI: 10.1016/j.msea.2004.05.084.
[55] WANG Y H, CHEN X Z, KONOVALOV S V. Additive manufacturing based on welding arc: a low-cost method [J]. Journal of Surface Investigation: X-ray, Synchrotron and Neutron Techniques, 2017, 11(6): 1317-1328. DOI: 10.1134/ S1027451017060210.
[56] PETRAT T, GRAF B, GUMENYUK A, RETHMEIER M. Laser metal deposition as repair technology for a gas turbine burner made of inconel 718 [J]. Physics Procedia, 2016, 83: 761-768. DOI: 10.1016/j.phpro.2016.08.078.
[57] MANDIL G, PARIS H, SUARD M. Building new entities from existing titanium part by electron beam melting: microstructures and mechanical properties [J]. The International Journal of Advanced Manufacturing Technology, 2016, 85(5-8): 1835-1846. DOI: 10.1007/ s00170-015-8049-3.
[58] WILSON J M, PIYA C, SHIN Y C, ZHAO F, RAMANI K. Remanufacturing of turbine blades by laser direct deposition with its energy and environmental impact analysis [J]. Journal of Cleaner Production, 2014, 80: 170-178. DOI: 10.1016/j.jclepro.2014.05.084.
[59] LIU H, HU Z, QIN X, WANG Y, ZHANG J, HUANG S. Parameter optimization and experimental study of the sprocket repairing using laser cladding [J]. The International Journal of Advanced Manufacturing Technology, 2017, 91(9-12): 3967-3975. DOI: 10.1007/s00170-017-0066-y.
[60] XU Lei, CAO Hua-jun, LIU Hai-long, ZHANG Yu-bo. Study on laser cladding remanufacturing process with FeCrNiCu alloy powder for thin-wall impeller blade [J]. The International Journal of Advanced Manufacturing Technology, 2017, 90(5-8): 1383-1392. DOI: 10.1007/s00170-016-9445-z.
[61] PENARANDA X, MORALEJO S, LAMIKIZ A, FIGUERAS J. An adaptive laser cladding methodology for blade tip repair [J]. The International Journal of Advanced Manufacturing Technology, 2017, 92: 4337-4343. DOI: 10.1007/s00170-017-0500-1.
[62] ZHU L, WANG S, PAN H, YUAN C, CHEN X. Research on remanufacturing strategy for 45 steel gear using H13 steel powder based on laser cladding technology [J]. Journal of Manufacturing Processes, 2020, 49: 344-354. DOI: 10.1016/ j.jmapro.2019.12.009.
[63] WALACHOWICZ F, BERNSDORF I, PAPENFUSS U, ZELLER C, GRAICHEN A, NAVROTSKY V, RAJVANSHI N, KIENER C. Comparative energy, resource and recycling lifecycle analysis of the industrial repair process of gas turbine burners using conventional machining and additive manufacturing [J]. Journal of Industrial Ecology, 2017, 21: S203-S215. DOI: 10.1111/jiec.12637.
[64] ZHANG X, LI W, CUI W, LIOU F. Modeling of worn surface geometry for engine blade repair using laser-aided direct metal deposition process [J]. Manufacturing Letters, 2018, 15: 1-4. DOI: 10.1016/j.mfglet.2017.11.001.
[65] ZHANG X, LI W, ADKISON K M, LIOU F. Damage reconstruction from tri-dexel data for laser-aided repairing of metallic components [J]. The International Journal of Advanced Manufacturing Technology, 2018, 96: 3377-3390. DOI: 10.1007/s00170-018-1830-3.
[66] WAHAB D A, AZMAN A H. Additive manufacturing for repair and restoration in remanufacturing: An overview from object design and systems perspectives [J]. Processes, 2019, 7(11): 802. DOI: 10.3390/pr7110802.
[67] DASS A, MORIDI A. State of the art in directed energy deposition: From additive manufacturing to materials design [J]. Coatings, 2019, 9(7): 418. DOI: 10.3390/ coatings9070418.
[68] DAS S, BANSAL R, GAMBONE J. Systems and methods for additive manufacturing and repair of metal components: USA, US201615382411 [P]. 2016-12-16.
[69] BAUGHMAN B G, WINCHESTER G, HEHMANN W F, GODFREY D G. Methods for the repair of gas turbine engine components using additive manufacturing techniques: US. Patent 9,174,312 [P]. 2015-11-03.
[70] SINGH P, QI H, AZER M N, KULKARNI P M. Laser net shape manufacturing and repair using a medial axis toolpath deposition method: US. Patent Application 11/669,647 [P]. 2008-07-31.
(Edited by ZHENG Yu-tong)
÷–ќƒµЉґЅ
–°„џ ц: Ќ®єэ≤ƒЅѕїЎ ’ µѕ÷љр ф‘ц≤ƒ÷∆‘мµƒ—≠їЈјы”√
’™“™£Ї‘ц≤ƒ÷∆‘м «“ї÷÷–¬–ЋµƒЈѕќп≈≈Ј≈љ”љь”ЏЅгµƒ…ъ≤ъЉЉ х£ђЋь±їєЂ»ѕќ™ «“ї÷÷¬ћ…Ђ«ељаµƒ…ъ≤ъє§“’£ђЊя”–љµµЌ…ъ≤ъ≥…±ЊЇЌƒ№Їƒµƒ«±Ѕ¶°£µЂ «‘ц≤ƒ÷∆‘мµƒ‘≠Ѕѕ≥…±ЊЇЌ‘ц≤ƒ÷∆‘мµƒЅг≤њЉю≥…±ЊЌ®≥£±»љѕЄя£ђ—ѕ÷Ў„и∞≠ЅЋ‘ц≤ƒ÷∆‘м£ђ”»∆д «љр ф‘ц≤ƒ÷∆‘мµƒљш“ї≤љє§“µ”¶”√°£—≠їЈљр ф‘ц≤ƒ÷∆‘мµƒЄ≈ƒо…жЉ∞µљљр ф‘≠ЅѕЇЌЅг≤њЉюµƒїЎ ’јы”√£ђі”ґш µѕ÷’ж’эµƒЅгЈѕќп≤ъ…ъЇЌ„оіу≥ћґ»µƒƒ№ЅњљЏ °°£±Њќƒ„џ цЅЋЌ®єэ—≠їЈјы”√‘ц≤ƒ÷∆‘мєэ≥ћ÷–µƒљр ф‘≠ЅѕЇЌљр фЅгЉю–ќ≥…—≠їЈµƒљр ф‘ц≤ƒ÷∆‘мЉЉ х°£їо–‘љр ф£ђјэ»зо—£ђ‘ЏЈџƒ©і¶јнЇЌ…ъ≤ъєэ≥ћ÷–Ї№»Ё“„±їќџ»Њ£ђ±ЊќƒѕкѕЄљй…№ЅЋо—≤ƒ‘ц≤ƒ÷∆‘мєэ≥ћ÷–љр фо—µƒ„џЇѕјы”√°£
єЎЉьі £Ї—≠їЈјы”√£ї‘ц≤ƒ÷∆‘м£їо—£їЈџƒ©
These authors contribute equally: XIA Yang, DONG Zhao-wang.
Foundation item: Project(51922108) supported by the National Natural Science Foundation of China; Project(2019JJ20031) supported by Hunan Natural Science Foundation, China; Project(2019SK2061) supported by Hunan Key Research and Development Program, China
Received date: 2019-12-25; Accepted date: 2020-03-23
Corresponding author: XIA Yang, PhD, Associate Professor; Tel: +86-731-88876089; E-mail: yang.xia@uqconnect.edu.au; ORCID: 0000-0001-9536-4445; GUO Xue-yi, PhD, Professor; Tel: +86-731-88879101; E-mail: xyguo@csu.edu.cn

