网络首发时间: 2016-08-04 16:59
稀有金属 2017,41(10),1117-1124 DOI:10.13373/j.cnki.cjrm.xy16060021
脉冲频率对激光熔覆FeCoCrMoCBY涂层组织与性能的影响
龚玉兵 王善林 黄勇 李宏祥 聂贵茂 陈玉华
南昌航空大学轻合金加工科学与技术国防重点学科实验室
北京科技大学新金属材料国家重点实验室
江西省电力设备总厂
摘 要:
通过脉冲激光熔覆技术在低碳钢表面上制备高致密铁基非晶合金涂层, 研究了不同脉冲频率对涂层组织与性能的影响。利用光学显微镜 (OM) 、X射线衍射仪 (XRD) 、扫描电子显微镜 (SEM) 、显微硬度仪、电化学工作站等测试方法分别分析了涂层成形、组织特征、显微硬度与耐腐蚀性能。研究结果表明, 涂层主要由非晶组成, 随脉冲频率降低, 涂层厚度减小, 稀释率降低, 非晶化程度升高;当脉冲频率为1.0 Hz时, 涂层稀释率显著降低50%, 且未析出明显结晶相。随脉冲频率降低, 熔合区宽度减小, 柱状晶沿外延生长趋势变小, 涂层显微硬度表现为先增加后减小, 耐腐蚀性能先明显增强后减弱, 且在3.5%NaCl溶液中耐腐蚀性能明显优于316L不锈钢。当脉冲频率为1.0 Hz时, 涂层结构致密, 平均显微硬度最高, 达HV 1315, 约为基材的9倍, 涂层自腐蚀电流密度及钝化电流密度最低, 分别为1.81×10-8, 7.10×10-7A・cm-2, 耐蚀性能表现最强。
关键词:
激光熔覆;铁基非晶涂层;脉冲频率;耐腐蚀性能;
中图分类号: TG174.4
作者简介:龚玉兵 (1990-) , 男, 江西九江人, 硕士研究生, 研究方向:表面工程, E-mail:983858346@qq.com;;王善林, 男, 副教授, 电话:0791-83863023, E-mail:slwang70518@nchu.edu.cn;
收稿日期:2016-06-15
基金:国家自然科学基金项目 (51461031);江西省教育厅基金项目 (GJJ150733) ;江西省教育厅科技落地计划项目 (KJLD14055, 20161BBH80031) 资助;国家重点实验室开放基金项目 (2013-Z05);北京市自然科学基金项目 (2142022);
Mircostructure and Properties of Laser Cladding FeCoCrMoCBY Coating with Different Pulse Frequencies
Gong Yubing Wang Shanlin Huang Yong Li Hongxiang Nie Guimao Chen Yuhua
National Defence Key Disciplines Laboratory of Light Alloy Processing Science and Technology, Nanchang Hangkong University
State Key Laboratory for Advanced Metals and Materials, University of Science and Technology
Jiangxi Province Electric Power Equipment Factory
Abstract:
High-density Fe-based alloy amorphous coating was fabricated on the surface of mild steel by laser cladding, and then the effect of pulse frequency on the microstructure and properties of the coatings were studied. The formation, microstructure characterization, microhardness and corrosion resistance of the coatings were investigated by optical microscope ( OM) , X-ray diffraction ( XRD) , scanning electron microscopy ( SEM) , microhardness tester and electrochemical workstation, respectively. The results showed that the coatings were mainly constituted by amorphous materials. With the decrease of pulse frequency, the thickness of the coatings decreased, and the dilution rate also got lower, and the amorphization in coating happened easily. Moreover, the dilution rate dramatically went down by about 50% and no distinct crystallization phase was observed when frequency was 1. 0 Hz. With the decrease of pulse frequency, fusion zone width increased and the tendency of columnar crystals along the epitaxial growth got low, in addition the microhardness increased firstly and then decreased and the corrosion resistance firstly obviously got strong and then vulnerable, which had more excellent corrosion resistance than 316 L stainless steel in the 3. 5% NaCl solution. When frequency was 1. 0 Hz, there were compact structure of the coating, and average microhardness exceeded HV 1315, which was about 9 times as much as the substrate. When the low corrosion current density and passive current density were about 1. 81 × 10-8, 7. 10 ×10-7A・cm-2, the corrosion resistance was best.
Keyword:
laser cladding; Fe-based amorphous coating; pulse frequency; corrosion resistance;
Received: 2016-06-15
熔覆金属涂层作为钢铁经济长效的防护方法, 已被国内外广泛应用于工程领域。目前, 常见Zn, Al及Zn-Al涂层对Cl-敏感, 抗蚀性不高, 已不能完全满足恶劣环境的需求;近年来, 高性能非晶涂层的研究与应用引起了研究者的关注[1]。Fe基非晶合金涂层因具有高硬度、优异的耐磨抗腐性能等优点, 已被应用于船舶、化工、核电等领域[2,3,4]。激光熔覆技术因具有冷却速率快、能量密度高等特性, 被研究者认为其是制备铁基非晶涂层的理想方法之一, 但铁基非晶涂层中存在的孔隙及晶化相影响着涂层的质量, 且制备成本高限制了涂层的广泛应用[5,6,7]。研究表明, 激光工艺参数对铁基非晶涂层的质量有重要影响[8,9,10,11]。对于脉冲激光技术, 脉冲频率决定着扫描速率[12,13], 必然会影响涂层的组织与性能。本课题组已成功选用工业原材料熔炼的铁基合金为熔覆材料, 采用脉冲激光熔覆法在低碳钢基体上制备了低成本的非晶涂层[5]。本文主要讨论脉冲频率对涂层形貌、显微组织及性能的影响, 为脉冲激光熔覆制备高性能非晶涂层提供实验和理论依据。
1 实验
试验熔覆材料为工业原材料经真空电弧炉熔炼的Fe Co Cr Mo CBY合金锭, 其名义成分为Fe44.72Co8.57Cr14.95Mo26.9C3.2B1.28Y3.01 (%, 质量分数) , 试样切成20.0 mm×20.0 mm×0.2 mm, 基体材料选用2 mm厚的Q235钢。熔覆前对材料表面进行打磨至平整光洁, 然后用无水乙醇清洗并干燥备用, 采用意大利SISMA公司的SL-80型Nd∶YAG脉冲激光设备在低碳钢表面上制备非晶涂层。熔覆过程中, 设定熔覆速率0.3 mm・s-1, 光斑直径0.3mm, 脉冲功率19.2 W, 脉冲宽度5.0 ms, 搭接率50%, 熔覆时采用侧吹氩气 (流量为15 L・min-1) 进行保护, 表面聚焦, 改变脉冲频率 (f) 分别为0.5, 1.0, 1.5及2.5 Hz。
涂层制备后, 沿涂层厚度方向截取试样, 打磨、抛光, 采用5%的硝酸酒精溶液腐蚀6~8 s;采用MR5000倒置光学显微镜 (OM) 观察涂层表面及横截面形貌, 并测量涂层厚度 (h) 、熔深 (H) , 计算出稀释率 (D) , 其中:D=H/ (h+H) ×100%[14], 如图1所示;采用Empyrean型X射线衍射仪对熔覆材料与涂层表面进行物相分析, Cu靶, 电压为40 k V, 电流为40 m A, 衍射速度为4 (°) ・min-1;采用SV3400型环境扫描电镜 (SEM) 分析涂层组织及微观结构;采用WT-401MVD型数显显微硬度计沿涂层最大熔深方向测量涂层的硬度分布, 加载载荷为0.98 N, 加压时间为10 s, 测量间距为0.05 mm;采用CHI650E型电化学工作站测试涂层在3.5%Na Cl溶液中的动电位极化曲线, 其中试样为工作电极, Pt电极为辅助电极, 饱和甘汞电极为参比电极。测试前, 将试样在3.5%Na Cl溶液中浸泡30 min至开路电位稳定;测试时, 初始电位为-1.0 V, 终止电位为1.5 V, 扫描速度为1 m V・s-1;每组试验测量3次, 取平均值。
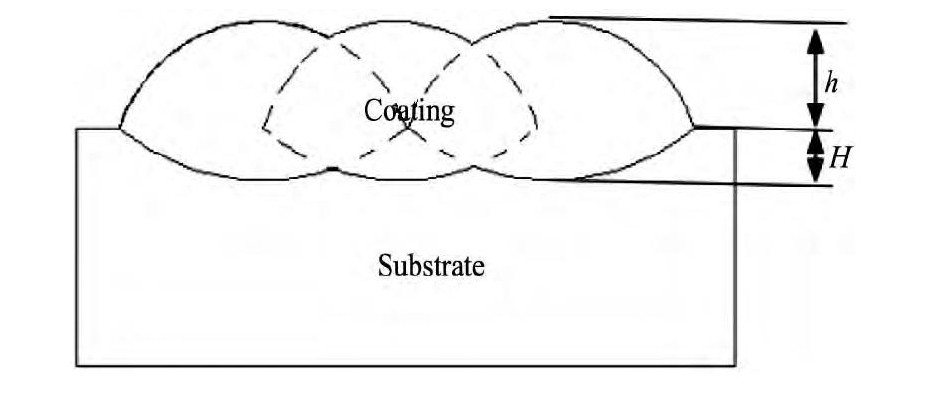
图1 涂层横截面外观尺寸示意图Fig.1 Appearance size sketch diagram of coating cross-section
2 结果与讨论
2.1 脉冲频率对涂层成形的影响
图2为不同脉冲频率下涂层的表面形貌。显然, 涂层表面“鱼鳞纹”叠加不同, 脉冲频率为2.5Hz时, 涂层叠加密集;脉冲频率为0.5 Hz, 涂层叠加量最低, 表面粗糙。不同脉冲频率下涂层表面成型示意如图3所示。其中, L表示在不同脉冲频率下激光熔覆涂层的长度, d表示相邻脉冲激光作用下涂层熔滴成型间距。激光脉冲频率表示单位时间内激光作用在工件上的次数, 激光与工件相对速度一定, 在相同的涂层长度 (L) 下, 频率越低, 作用次数越少, 所对应的d值越大, 即d1<d2<d3<d4;d值越大, 表明相邻脉冲激光所得涂层重熔区域面积越小, 从而单位面积热输入量总值减少, 即热累积效应降低。
图4为不同脉冲频率下涂层的纵截面形貌。由图4可以发现, 熔覆材料与基体间呈现良好的冶金结合。脉冲频率为2.5 Hz时, 涂层中存在较大的气孔及较深的裂纹;脉冲频率降低到1.5 Hz, 涂层中气孔减小, 裂纹变浅, 主要位于涂层上部区域, 且由表层萌生;继续降低频率为1.0 Hz, 结构致密, 裂纹明显减少, 未见气孔现象;脉冲频率为0.5 Hz时, 涂层与基材界面处萌生裂纹。表1为不同脉冲频率下涂层纵截面上的厚度、熔深及计算出的稀释率。由表1可发现, 脉冲频率由2.5 Hz减少到0.5 Hz时, 基材被熔深度分别为243, 198, 72, 44μm, 涂层稀释率依次为20.6%, 27.2%, 50.4%, 53.2%。随脉冲频率降低, 基材被熔深度减小, 涂层稀释率降低。脉冲频率为1.0 Hz时, 涂层厚度265μm比脉冲频率1.5 Hz时的393μm突然减小, 同时, 相应的稀释率降低了近一半。
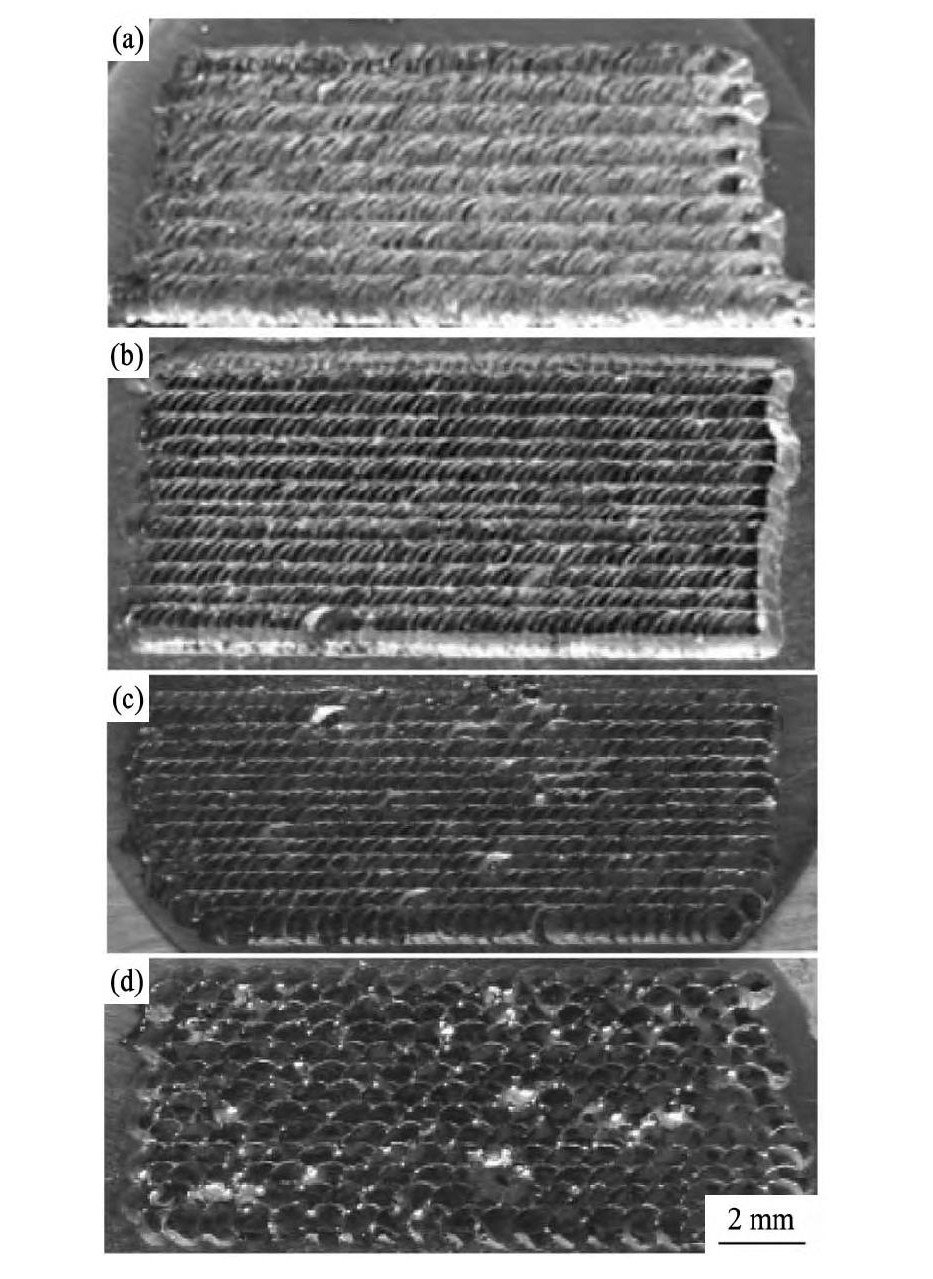
图2 不同脉冲频率下涂层的表面形貌Fig.2 Surface morphology of laser cladding coating with differ-ent pulse frequencies
(a) f=2.5 Hz; (b) f=1.5 Hz; (c) f=1.0 Hz; (d) f=0.5 Hz
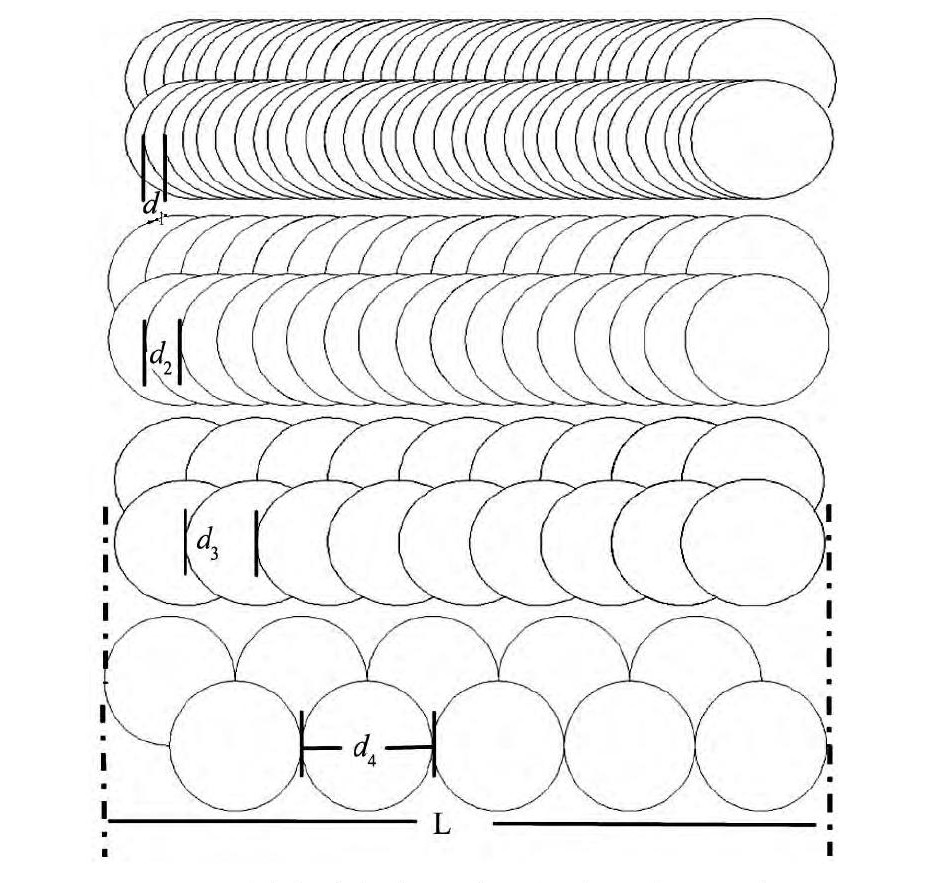
图3 不同脉冲频率下涂层的表面成型示意图Fig.3Surface shape of coatings with different pulse frequen-cies (L:length of coating, d:gap of molten)
(a) f=2.5 Hz; (b) f=1.5 Hz; (c) f=1.0 Hz; (d) f=0.5 Hz
显然, 熔覆速度一定时, 改变脉冲频率即改变单个脉冲的叠加率, 如图3所示。脉冲频率降低, 相同时间内, 激光脉冲作用在涂层上的熔滴数量减少, 叠加率减小, 导致单位长度上涂层热输入量减小, 即线能量减小, 因此熔深减小, 稀释率相应降低。同时, 单位长度上激光热循环次数减少, 产生的热应力减小, 故裂纹倾向减弱[10,15]。脉冲频率为2.5 Hz, 因频率过高, 熔池受热搅动次数过多, 小孔效应增大, 导致气体难以逸出, 故产生气孔;脉冲频率为0.5 Hz, 因频率过低, 熔池叠加率过低, 熔池冷却速率快, 且熔池底部受基材冷却作用, 与基材温差高, 热膨胀系数存在差异, 故涂层与基材界面处出现裂纹, 同时, 因d值过大, 涂层表面粗糙[16]。
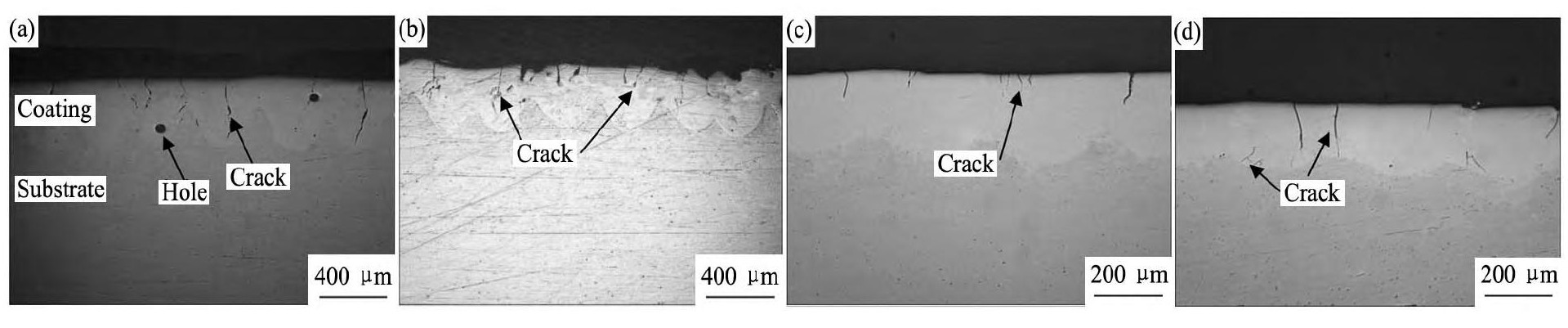
图4 不同脉冲频率下涂层的纵截面形貌Fig.4 Longitudinal section morphology of laser cladding coating with different pulse frequencies (a) f=2.5 Hz; (b) f=1.5 Hz; (c) f=1.0 Hz; (d) f=0.5 Hz
表1 不同脉冲频率下涂层的尺寸及稀释率Table 1 Sizes and dilution rates of coatings with different pulse frequencies 下载原图
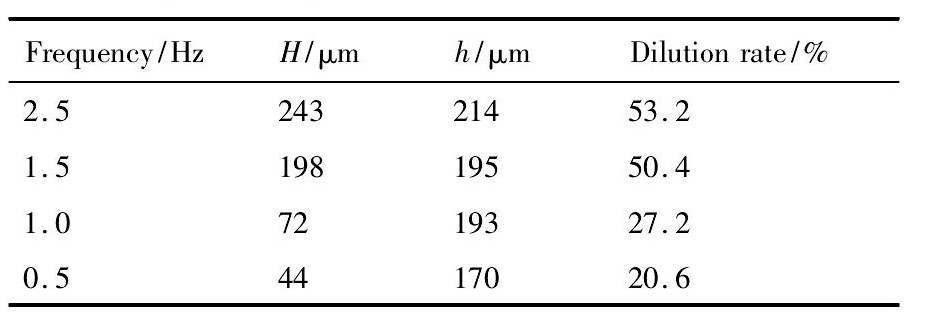
表1 不同脉冲频率下涂层的尺寸及稀释率Table 1 Sizes and dilution rates of coatings with different pulse frequencies
2.2 涂层的组织特征
图5为不同脉冲频率下激光熔覆Fe Cr Co Mo C-BY涂层的XRD图谱。从图5可以看出, 脉冲频率低于2.5 Hz, 涂层在衍射角为35°~50°之间均有表征非晶相的“馒头状”漫散射峰存在。随脉冲频率降低, 涂层晶化峰值减小, 种类减少, 且“馒头状”漫散射峰宽化更加明显, 说明非晶相含量增加, 晶化趋势降低[12]。当脉冲频率为2.5 Hz, 涂层存在明显的尖锐峰, 晶化严重, 析出α- (Fe, Cr) , Fe3C和 (Fe, Cr) 23C6结晶相, 及一些未知相;脉冲频率降为1.5 Hz, 涂层出现宽化的漫散射峰, 并析出α- (Fe, Cr) , Fe3C结晶相和未知相;脉冲频率为1.0 Hz, 在衍射角约为44.6°处漫散射峰上出现微弱晶化峰, 标定为α- (Fe, Cr) ;脉冲频率降到0.5 Hz时, 只见涂层中存在明显宽化的“馒头状”漫散射峰。Liu等[17]认为较弱的结晶峰反映了非晶相中形成细小晶粒或纳米晶。

图5 不同脉冲频率下涂层XRD图谱Fig.5 X-ray diffraction patterns of coatings with different pulse frequencies
其他条件一定时, 降低脉冲频率, 相应的脉冲能量E不变, d值增加, 单位面积上涂层的热累积效应降低, 涂层温度降低, 晶化程度降低[12];另一方面, 涂层总长L一定, 熔覆速度不变, d值越大, 相邻熔滴加热时间间隔越长, 前一熔滴有足够时间冷却, 不会因后续熔滴造成温度再瞬间升高, 即缩短了涂层加热时间, 冷却速率升高, 晶体生长速率降低, 晶核来不及长大, 当冷却速率过高, 液态金属凝固速度超过临界冷却速率时, 液态金属凝固时原子来不及有序排列, 即晶核生长受到抑制, 形成非晶相[16,18]。脉冲频率降低, d值增加, 熔覆过程中, 后续熔滴作用于前一熔滴的热量减少, 结果对已形成的非晶涂层退火效应降低[19], 此外, 前一熔滴产生非晶相, 因后续熔滴重熔区减少, 非晶相产生的结构弛豫对晶化程度降低[12];另一方面, 熔覆材料中存在的Y与其他组元间作用力强, 短程有序结构致密度高, 从而合金原子扩散动力减弱, 结果晶化相的析出和长大受到抑制;同时, 熔覆材料原子尺寸差大, 组元数多, 具有大的负混合焓, 降低了液-固两相的自由能差, 即具有较强的非晶形成能力, 从而促进非晶态形成[16,20]。
图6为不同脉冲频率下涂层纵截面显微组织形貌。由图6可知, 涂层与基材之间结合致密, 可分为重结晶区、熔合区和熔覆区;重结晶区为板条状马氏体组织, 重结晶区与熔合区界面处存在平面晶, 熔合区转变为沿外延生长的柱状晶, 熔覆区为连续的晶粒或无明显特征的组织。随脉冲频率的降低, 熔合区宽度有增加趋势, 柱状晶沿外延生长逐渐变窄, 熔覆区由连续的晶粒转变为无明显特征的组织, 该组织占比多, 且已有研究者通过TEM判断为非晶相[10,18]。图7为沿图6 (f) 中C到D元素分布结果, 扫描方向沿C点指向D点。显然, 涂层重结晶区、熔合区及熔覆区元素含量明显不同, 从重结晶区到熔覆区Cr, Mo, Y, Co元素含量均逐渐增加, Fe元素含量不断降低。受激光束热传导作用, 合金中的元素向基材扩散, 基材中的含量高的Fe, C元素扩散到界面处, 故在界面处均存在元素过渡[21,22]。
由于激光快热快冷, 涂层快速加热至熔点以上, 高温熔化的合金与基体出现急冷, 导致界面结合处温度梯度 (G) 高, 结晶速率 (R) 低, 有利于界面的稳定, 并以平面态生长。受基材散热作用, 冷却速率快, 奥氏体过冷到Ms温度以下, 形成板条状马氏体组织。涂层距离界面处较远时, 冷却速率降低, G/R的比值逐渐降低, 出现成分过冷, 使凝固方式向枝晶态转变, 因靠近界面处, 晶粒以原始晶面为形核中心, 形成外延生长的柱状晶组织[10]。其他条件一定, 降低脉冲频率, 涂层合金成分更加均匀及冷却速率增加, 从而涂层非晶形成能力提高, 结果熔合区晶核生长受到抑制, 既约束了柱状晶沿外延继续生长, 同时, 有利于非晶相的形成。远离熔合区, 即距离涂层表面越近, 因接近氩气, 散热条件好, 受热传导作用, 涂层表面冷却速率较快。当脉冲频率较低时, 熔池体积小, 熔池中的熔体冷却速率更快, 涂层快速冷却凝固, 成分更加均匀, 无异质形核核心, 均匀形核, 从而有利于形成非晶相[23]。
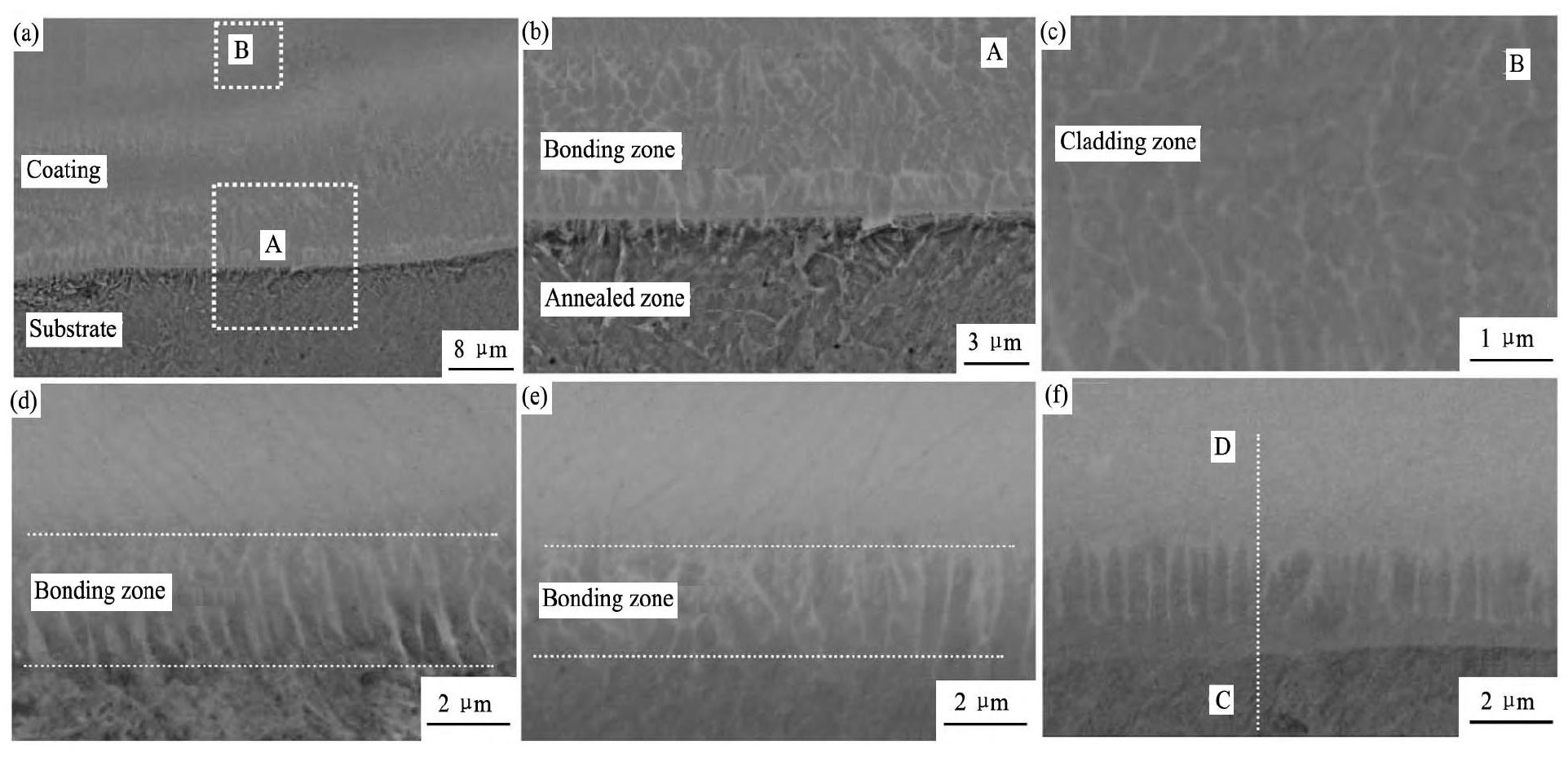
图6 不同脉冲频率下涂层纵截面显微组织Fig.6 Typical microstructures of coatings along longitudinal section with different pulse power (EDS scanning from C to D)
(a) f=2.5 Hz; (b) Magnified images of A zone; (c) Magnified images of B zone; (d) f=1.5 Hz; (e) f=1.0 Hz; (f) f=0.5 Hz
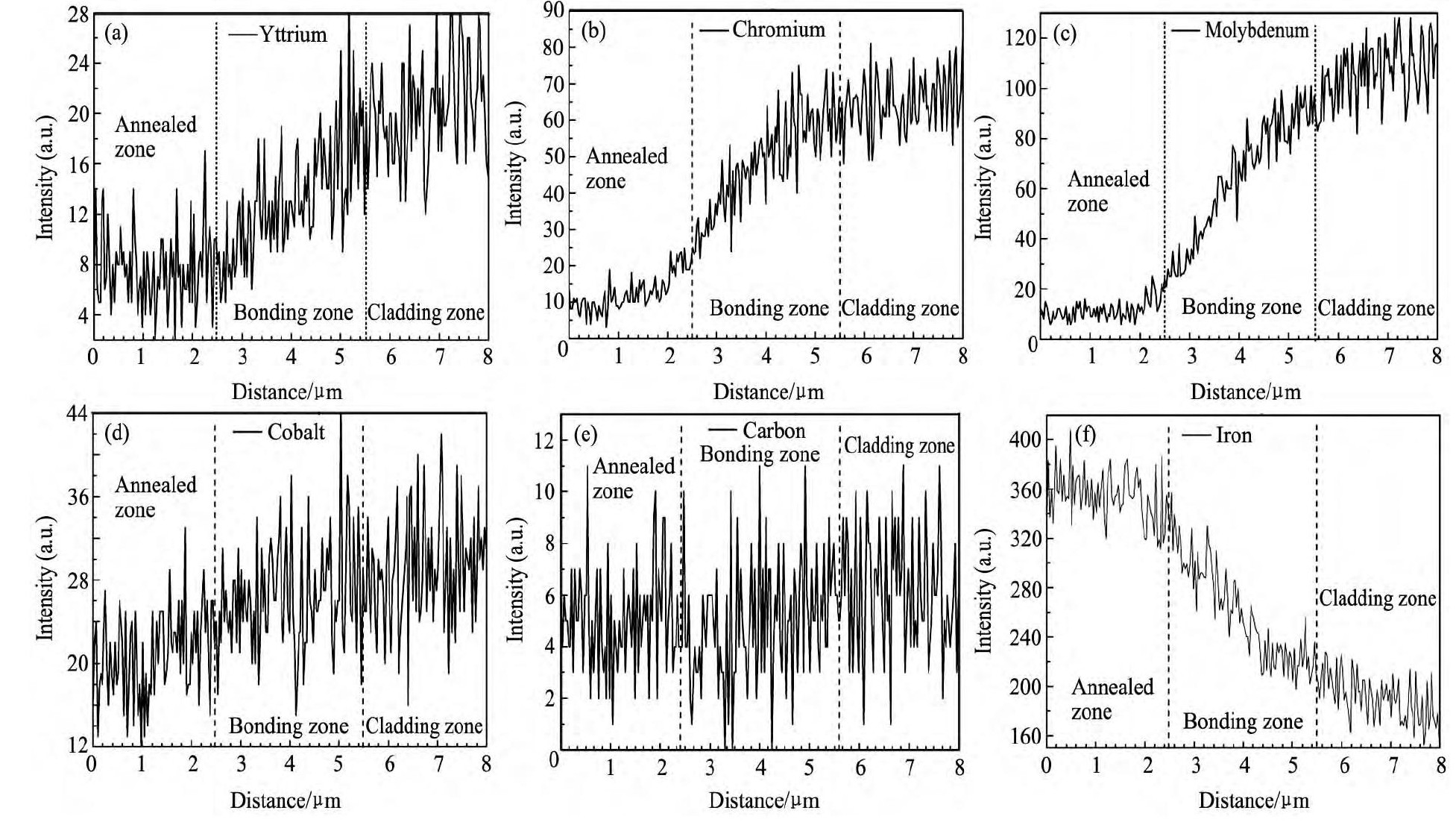
图7 沿图6 (f) 中C到D EDS线扫描Fig.7 EDS line scanning of coating as shown in Fig.6 (f) from point C to D
2.3 涂层的性能
图8为不同脉冲频率下沿涂层厚度方向的显微硬度值分布。由图8可以发现, 不同脉冲频率下涂层的显微硬度值分布基本呈“台阶状”, 涂层硬度明显高于基体。随脉冲频率的增加, 涂层厚度增加, “台阶状”越平缓。脉冲频率从0.5~2.5 Hz, 涂层的平均显微硬度值依次为HV 1295, HV 1315, HV 1246, HV 1114;随脉冲频率的增加, 涂层硬度表现为先增加后降低的趋势。脉冲频率1.0 Hz时, 涂层的最高显微硬度值达到HV 1365, 平均显微硬度约为基材硬度的9倍。
Fe Cr Co Mo CBY涂层含有非晶相, 因非晶结构长程无序, 有利于提高涂层的力学性能;另外, 产生了Fe3C硬质相或细小晶粒, 故涂层显微硬度远高于基材。熔覆区底部靠近界面, 受基材的稀释影响, 该区元素向基材扩散, 成分偏离原始状态, 且存在较粗大的树枝晶或晶化相, 从而硬度值较低。随脉冲频率的增加, 激光束作用在涂层单位长度上的热输入量增加, 涂层熔深增加, 稀释率增加, 元素扩散时间长、距离远, 及界面处元素扩散率增加, 从而界面附近硬度平缓。脉冲频率0.5 Hz时, 涂层成分均匀, 且涂层非晶含量最高, 故涂层硬度高。脉冲频率1.0 Hz时, 涂层非晶含量较高, 同时可能析出纳米晶, 因纳米相的强化作用, 涂层的硬度相应增加[17,18]。脉冲频率继续增加, 冷却速率降低, 结晶相增加, 晶粒变粗, 故涂层硬度降低。
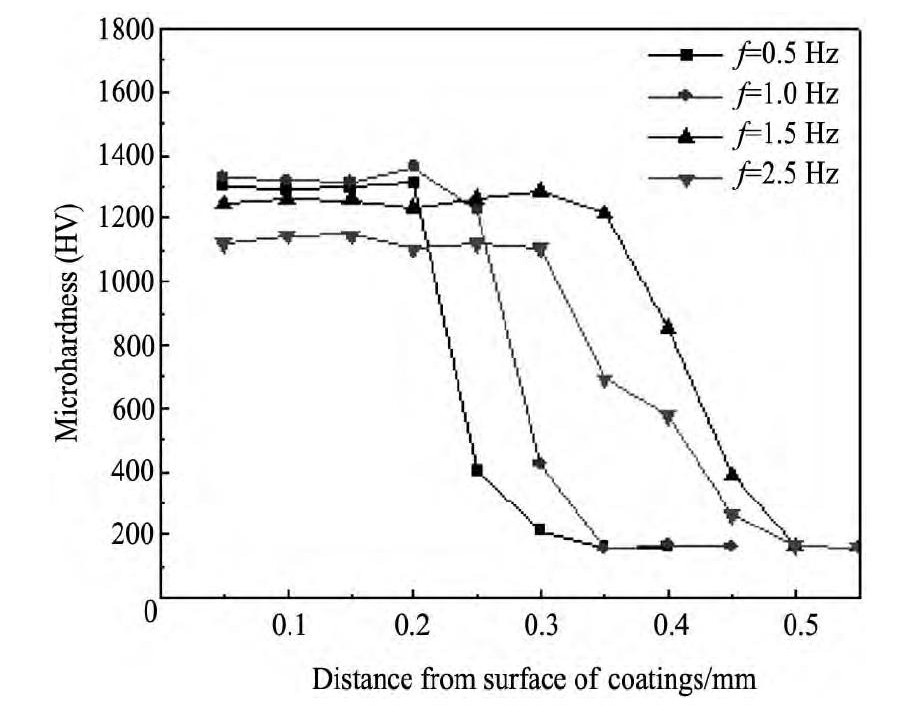
图8 不同脉冲频率下涂层显微硬度Fig.8 Microhardness of coatings with different pulse frequencies
图9为316L不锈钢及不同脉冲频率下涂层分别在3.5%Na Cl溶液中的动电位极化曲线。由图9可以看出, 316L未见明显的钝化区间, 钝化膜破裂电位仅为0.1 V, 抗局部腐蚀能力差;涂层腐蚀电流密度随着腐蚀电位升高而缓慢升高, 且涂层均表现为较明显的钝化特征, 形成了稳定钝化膜, 钝化膜破裂电位相近, 约为1.1 V, 表明该合金激光熔覆制备的非晶涂层比316L具有更优异的耐蚀性能。脉冲频率从0.5~2.5 Hz, 涂层自腐蚀电流密度分别为7.11×10-7, 1.81×10-8, 4.69×10-7, 4.55×10-6A・cm-2, 钝化电流密度分别为5.21×10-4, 7.10×10-7, 9.19×10-6, 5.36×10-3A・cm-2, 此外, 4种涂层自腐蚀电位分别为-0.68, -0.50, -0.39, -0.56 V。随脉冲频率的增加, 电流密度呈现先减小后增大的趋势, 表明涂层腐蚀速率先降低后升高;脉冲频率为1.0 Hz, 涂层自腐蚀电流密度及钝化电流密度最低, 说明其腐蚀速率最低;脉冲频率0.5 Hz时, 自腐蚀电位最高, 说明其腐蚀倾向最低。
由于Fe Cr Co Mo CBY涂层致密性高, 且含有非晶相, 非晶相无晶界、孪晶和位错等结构缺陷, 降低了被腐蚀的几率;同时, 涂层含有很较高的Cr元素, Cr会在涂层表面生成一层耐腐蚀性较好的高价氧化物膜:2Cr+3H2O→Cr2O3+6H++6e, 同时Cr的氧化物可进一步形成水和氢氧化铬[Cr Ox (OH) 3-2x, n H2O], 这两者都能抵抗Cl-的侵蚀, 而Mo可以加速钝化膜的形成, Co, B, Y增强钝化膜的稳定性, 金属表面与腐蚀介质被钝化膜隔离, 从而阻碍阳极溶解的进行, 导致涂层的溶解速率大大降低, 故涂层具有较强的耐腐蚀性能[21,23,24]。随脉冲频率的增加, 涂层稀释率增加, 化学成分均匀性降低, 且非晶含量减少, 但脉冲频率0.5 Hz时, 熔滴叠加率较低, 涂层成形粗糙, 导致与腐蚀介质接触面积增大, 从而腐蚀速率相对下降, 且熔覆层较薄, 腐蚀介质通过裂纹渗透率增加, 不利于涂层的耐蚀性能, 故涂层耐蚀性能表现为先增加后逐渐降低趋势。
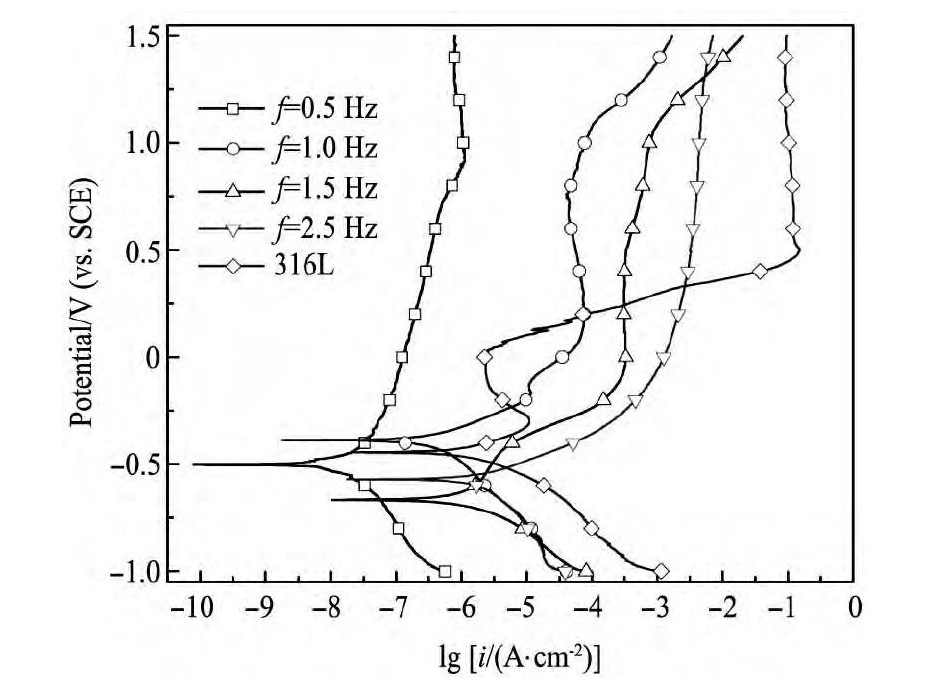
图9 不同脉冲频率下涂层及316L在3.5%Na Cl溶液中的动电位极化曲线Fig.9 Potentiodynamic polarization curves of coatings with dif-ferent pulse power and 316L in 3.5%Na Cl solution
3 结论
以工业铁基块体合金为原材料, 采用激光熔覆成功制备了高质量低成本的铁基非晶涂层, 研究了脉冲频率对涂层成形及组织与性能的影响, 得到以下结论:
随脉冲频率降低, 因线能量减小, 涂层厚度减小, 稀释率降低, 且变化明显;熔合区宽度减小, 柱状晶沿外延生长趋势变小。由于单位长度上涂层的热输入量降低, 加热时间短, 冷却速率提高, 涂层非晶形成能力提高;脉冲频率低于1.0 Hz时, 涂层结构致密, 未见明显结晶相, 表明脉冲频率与激光熔覆涂层的非晶形成能力联系密切。随脉冲频率降低, 涂层硬度表现为先升高后降低趋势, 耐腐蚀性能先明显增强后减弱, 且涂层硬度远高于基体, 耐腐蚀性能明显超过316L;脉冲频率为1.0Hz时, 因非晶含量高且可能存在纳米晶, 涂层平均显微硬度达到最高, 约HV 1315, 涂层自腐蚀电流密度及钝化电流密度最低, 分别为1.81×10-8, 7.10×10-7A・cm-2。
参考文献
[1] Robert D, Jerry H, Scott D.The JES CFB demonstration project[J].An Update, 2000, 6:20.
[2] Lu J, Liu C, Han Y, Xu G.Analysis of utilizing anticorrosion Fe-based amorphous coating material with the flue gas waste heat in the power plant boiler[J].Electric Power Science and Engineering, 2014, 30 (12) :13. (吕剑, 刘超, 韩宇, 徐钢.电站锅炉烟气余热利用耐腐蚀铁基非晶涂层材料研究[J].电力科学与工程, 2014, 30 (12) :13.)
[3] Gao Z, Hao J M, Han J J, Lu Y, Cheng Y N, Li S B.Effect of spray process on the microstructure and corrosion-resistance of Fe-based amorphous coatings obtained by plasma spray on the boiler tubes[J].Surface Technology, 2015, 44 (1) :81. (高振, 郝建民, 韩建军, 鲁元, 陈永楠, 李世波.等离子喷涂工艺对锅炉管束用Fe基非晶涂层组织结构和耐蚀性能的影响[J].表面技术, 2015, 44 (1) :81.)
[4] Hou J X, Zhang S H, Zhou W, Wang X N, Jiang X Z, Zhu G J.Investigationon fabrication and properties of N-Doped Fe-based amorphous composite coatings on high strength steel[J].Chinese J.Lasers, 2015, 42 (11) :1103009. (侯纪新, 章顺虎, 周巍, 王晓南, 蒋小舟, 朱广江.新型Fe基非晶复合涂层的制备及性能研究[J].中国激光, 2015, 42 (11) :1103009.)
[5] Li J, Wang S L, Gong Y B.Processing optimization and microstructure of Fe Si B amorphous coating by laser cladding[J].Chinese J.Lasers, 2016, 43 (1) :0103006. (李娟, 王善林, 龚玉兵.激光熔覆Fe Si B非晶涂层工艺及组织[J].中国激光, 2016, 43 (1) :0103006.)
[6] Li R F, Li Z G, Zhu Y Y, Qi K.Structure and corrosion resistance properties of Ni-Fe-B-Si-Nb amorphous composite coatings fabricated by laser processing[J].Journal of Alloys and Compounds, 2013, 580:327.
[7] Gargarella P, Almeida A, Vilar R, Afonso C, Peripolli S.Formation of Fe-based glassy matrix composite coatings by laser processing[J].Surface&Coatings Technology, 2014, 240:336.
[8] Li R F, Jin Y J, Li Z G, Zhu Y, Wu M.Effect of the remelting scanning speed on the amorphous forming ability of ni-based alloy using laser cladding plus a laser remelting process[J].Surface&Coatings Technology, 2014, 259:725.
[9] Lu Q L, Wang Y F, Li L, Xiao L J, Li X M, Yu Z G, Shi Z Q.Effects of scanning speed on microstructure and properties of laser cladding Fe-based amorphous composite coatings[J].Chinese J.Lasers, 2013, 40 (2) :0203007. (鲁青龙, 王彦芳, 栗荔, 肖丽君, 李欣棉, 于治国, 石志强.扫描速率对激光熔覆Fe基非晶复合涂层组织与性能的影响[J].中国激光, 2013.40 (2) :0203007.)
[10] Wang Y F, Lu Q L, Xiao L J, Shi Z Q.Laser cladding Fe-Cr-Si-P amorphous coatings on 304L stainless[J].Rare Metal Materials and Engineering, 2014, 43 (2) :0274.
[11] Rajamure R, Samimi P, Dahotre N B.Laser assisted Fe-based bulk amorphous coating:thermal effects and corrosion[J].Journal of Alloys and Compounds, 2014, 604 (9) :266.
[12] Yang G L, Lin X, Hu Q, Zhng Y, Huang W D.Effect of pulsed laser frequency on crystallization during laser remelting Zr55Cu30Al10Ni5metallic glass[J].Applied Laser, 2013, 33 (3) :225. (杨高林, 林鑫, 胡桥, 张莹, 黄卫东.脉冲频率对脉冲激光重熔Zr55Cu30Al10Ni5块体非晶合金晶化行为的影响[J].应用激光, 2013, 33 (3) :225.)
[13] Yang G L, Lin X, Liu F C, Hu G, Ma L.Laser solid forming Zr-based bulk metallic glass[J].Intermetallics, 2012, 22:110.
[14] Zhou S F, Huang Y J, Zeng X Y.Effects of processing parameters on structure of Ni-based WC composite coatings during laser induction hybrid rapid cladding[J].Applied Surface Science, 2009, 255 (20) :8494.
[15] Ye X Y, Shin Y C.Synthesis and characterization of Fe-based amorphous composite by laser direct deposition[J].Surface&Coatings Technology, 2014, 239:34.
[16] Zhu Q J.Study on Fe-based Amorphous-Nanocrystalline Coating by Laser Cladding[D].Jinan:Shangdong University, 2008.79. (朱庆军.Fe基非晶-纳米晶激光熔覆涂层研究[D].济南:山东大学, 2008.79.)
[17] Liu G, An Y L, Guo Z H, Chen J M, Hou J L, Chen J.Structure and corrosion behavior of iron-based metallic glass coatings prepared by LPPS[J].Applied Surface Science, 2015, 258 (14) :5382.
[18] Zhang P L, Yan H, Xu P Q, Yu Z S, Li Z G, Yao C W.Fe-Ni-B-Si-Nb amorphous and nanocrystalline composite coating prepared by laser cladding and remelting[J].Chinese Journal of Nonferrous Metals, 2011, 21 (11) :2846. (张培磊, 闫华, 徐培全, 于治水, 李铸国, 姚成武.激光熔覆和重熔制备Fe-Ni-B-Si-Nb系非晶纳米晶复合涂层[J].中国有色金属学报, 2011, 21 (11) :2846.)
[19] Cheng J B, Liang X B, Xu B S, Wu Y X.Microstructure and erosion resistance of Fe-based amorphous/nanocrystalline coatings[J].Rare Metal Materials and Engineering, 2009, 38 (12) :2141. (程江波, 梁秀兵, 徐滨士, 吴毅雄.铁基非晶纳米晶涂层组织及耐冲蚀性能的研究[J].稀有金属材料与工程, 2009, 38 (12) :2141.)
[20] Zhou Z, Wang L, Wang F C, Zhang H F, Cheng H W, Liu Y B, Xu S H.Effects of yttriumon the glass-forming ability and corrosion resistance of Fe50-xMo14Cr15C15B6Yxamorphous alloys[J].Transactions of Beijing Institute of Technology, 2008, 28 (5) :455. (周正, 王鲁, 王富耻, 张海峰, 程焕武, 柳彦博, 徐赛华.Y对Fe50-xMo14Cr15C15B6Yx非晶形成能力及耐腐蚀性能的影响[J].北京理工大学学报, 2008, 28 (5) :455.)
[21] Zhang S, Wu C L, Zhang C H, Guan M, Tan Z J.Laser surface alloying of Fe Co Cr Al Ni high-entropy alloy on304 stainless steel to enhance corrosion and cavitation erosion resistance[J].Optics&Laser Technology, 2016, 84:23.
[22] Deng D W, Sun J H, Wang X L, Zhang H C.Laser power effect on microstructure and property of laser cladding nickel based alloy coating[J].Chinese Journal of Rare Metals, 2016, 40 (1) :20. (邓德伟, 孙晋华, 王鑫林, 张洪潮.激光功率对激光熔覆镍基合金涂层组织与性能的影响[J].稀有金属, 2016, 40 (1) :20.)
[23] Zhang Q, Sun L L, Pang S J, Zhao T.Surface vitrification of a corrosion resistant Fe-Cr-Mo-C-B alloy by laser surface treatment and its effect on microstructure and properties[J].Acta Aeronautica et Sinica, 2014, 35 (10) :2881. (张琪, 孙璐璐, 逄淑杰, 张涛.耐腐蚀Fe-CrMo-C-B合金的激光表面非晶化及其对结构和性能的影响[J].航空学报, 2014, 35 (10) :2881.)
[24] Wang S L, Li H X, Zhang S F, Yi S.Effect of Cr contents in Fe-based bulk metallic glasses on the glass forming ability and the corrosion resistance[J].Materials Chemistry and Physics, 2009, 113:878.

