Trans. Nonferrous Met. Soc. China 26(2016) 956-965
Effect of various melt and heat treatment conditions on impact toughness of A356 aluminum alloy
M. AMNE ELAHI, S. G. SHABESTARI
Center of Excellence for High Strength Alloys Technology, School of Metallurgy and Materials Engineering, Iran University of Science and Technology, Tehran 16846-13114, Iran
Received 4 May 2015; accepted 30 October 2015
Abstract: The microstructure and impact behavior of A356 aluminum alloy were studied after melt treatment processes of grain refinement and modification under both non-heat treated and T6 heat treated conditions. The modification and grain refinement were done with the addition of Al-10%Sr and Al-5Ti-1B master alloys, respectively. All casting parameters were kept constant in order to focus on the influence of mentioned treatments. The results indicate that the eutectic silicon morphology is the main parameter to control the impact behavior of alloy. Consequently, the individual grain refinement of as-cast alloy does not improve the impact toughness as the modification does. While, simultaneous grain refinement and modification provide higher impact toughness in comparison with individual treatments. T6 heat treatment of the alloy improves the impact toughness under all melt-treated conditions. This is related to the further modification of eutectic silicon particles. To verify the results and clarify the mechanisms, three-point bending test and fractography were used to interpret the improvement of impact toughness of the alloy.
Key words: A356 aluminum alloy; modification; grain refinement; impact toughness
1 Introduction
Some of the main properties of Al-Si cast aluminum alloys are the superior wear resistance, low coefficient of thermal expansion (CTE), high corrosion resistance, high specific strength and excellent castability, which make them one of the most applicable alloys in the automotive industry and other engineering sectors [1,2]. A356 aluminum alloy is one of well- developed alloys as a result of superior properties. In this alloy, Mg is added to Al-Si systems to make them heat treatable through Mg-Si precipitate. However, the microstructure of as-cast hypoeutectic aluminum alloys contains coarse primary α(Al) dendrites and acicular- shaped eutectic silicon particles, which reduces the mechanical properties [3,4]. Particularly, their low fracture toughness limits the broader application of these alloys. To control the type and morphology of second-phase particles, the matrix microstructure and defects are the key to improve the impact toughness of these alloys [1,5].
Common grain refiners are produced from Al-Ti-B ternary system with excess amount of Ti which is needed to form TiB2. TiB2 particles are potential nucleating zones and TiAl3 particles dissolve in the melt to create solute Ti which not only enrich the nucleating potency of TiB2, but also reduce the growth rate of α(Al) grains during solidification.
As a result of precipitation heat treatment, the mechanical properties of Al-Si-Mg alloys can be improved noticeably. Moreover, eutectic silicon morphology acts a considerable role on the mechanical properties of these alloys. Acicular-shape eutectic silicon particles can be modified to fibrous or spherical ones by the addition of modifiers such as strontium. Heat treatment can also change the eutectic silicon morphology [6,7].
A few numbers of researches investigated the impact behavior of casting aluminum alloys under various melt or heat treatment conditions. ALEXOPOULOS et al [8,9] have studied the impact behavior of A357 aluminum alloy in different artificial aging processes. IBRAHIM et al [10] have investigated the impact toughness and fractography of Al-Si-Cu-Mg alloy. MOHAMED et al [11] have studied the influence of additives on the impact toughness of Al-10.8% Si alloy. They clarified that the modification with Sr improves the impact toughness because of its effect on crack initiation and crack propagation energy. Total absorbed energy in impact test consists of crack initiation and crack propagation energies, and crack initiation energy is much greater than the crack propagation energy in high strength aluminum cast alloys [11,12]. MERLIN et al [13] have investigated the impact behavior of A356 aluminum alloy for low pressure die casting automobile wheels. The recent studies conducted by SAMUEL et al [14,15] concentrated on the relationship between the impact and tensile properties of Al-Si-Cu-Mg alloys and the effect of grain refinement and modification on the impact properties of Al-Si-Mg alloys. In this research, the effects of grain refinement, modification and heat treatment on the impact toughness of A356 alloy were investigated.
2 Experimental
Commercial A356.1 ingot was used in the present study. The chemical composition of the alloy was Al- 7.18Si-0.33Mg-0.31Fe-0.12Cu-0.01Mn-0.01Zn (mass fraction, %). Melting was performed in a clay-graphite crucible in an electrical resistance furnace. The melt was degassed at (740±10) °C with 0.5% C2Cl6 (mass fraction) and stirred with graphite rod for 2 min. It was poured into the mold at (710±10) °C. Modification and grain refinement were done by the addition of 0.2% (mass fraction) of Al-10%Sr and 1% (mass fraction) of Al-5Ti-1B master alloys, respectively, and stirred for 1 min to homogenize the melt. Four individual blocks (The first without grain refinement and modification, the second with grain refinement, the third with modification and the fourth with both grain refinement and modification) were produced through casting in a cast iron standard Y-block mold having bottom pour running system and preheated to 250 °C. About 2.5 kg melt was prepared for each process.
Figure 1 shows the locations where samples were prepared from Y-block. It was tried to prepare samples from positions having the same solidification condition. Charpy V-notched impact and three-point bending tests were prepared according to ASTM E-23 and ASTM D-790, respectively.
The samples were divided into two main sets: non-heat treated and solution heat treated at 540 °C for 6 h, then quenched in water at 20 °C, followed by artificial aging at 155 °C for 4 h. The heat treatment process of the samples was carried out in an electric muffle furnace with a programmable temperature controller and temperature accuracy of ±3 °C. The delay between solution and aging heat treatments was less than 30 s. Table 1 represents the codes of samples and their descriptions.
Table 1 Samples codes and their descriptions
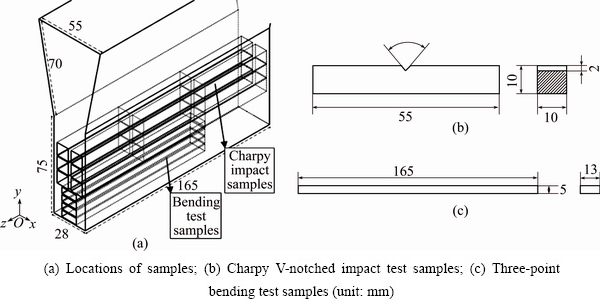
Fig. 1 Sample preparation from Y-block
A Charpy impact test machine was used to measure the impact toughness of the samples. Three-point bending test was done by a 200 kN Schenck universal testing machine. The values reported are the averages of at least three distinct tests. Some specimens were prepared for metallographic observation and etched in 0.5% HF for 15 s, and then studied with an optical microscope. Some of them were etched with 5% HF for 2 min to investigate the grain size. Optical micrographs and backscattered electron images of scanning electron microscopy were studied through Clemex version 3.5.025 image analysis software. The hardness and microhardness were measured using Brinell test and Vickers pyramidal indenter, respectively. The values reported are the averages of five measurements for each sample. Fracture surfaces were investigated using secondary electron images through scanning electron microscopy.
3 Results and discussion
3.1 Macrostructural evaluation
Figure 2 represents the macrostructure of samples under different melt treatment conditions. It can be seen that as a consequence of using grain refiner, the grain size reduces significantly. The grain sizes of as-cast and grain refined samples are approximately 1300 and 500 μm, respectively. The grain size reduces by about 61% as a consequent of grain refinement with Al-5Ti-1B master alloy. The macrostructures of modified samples and grain refined-modified samples represent the same route.
3.2 Microstructural evaluation
Figure 3 shows the optical micrographs of non-heat treated samples. The S samples under as-cast condition represent coarse primary α(Al) dendrites and plate-like eutectic silicon particles while the G samples show the microstructure of the grain refined samples. Fine and some equiaxed primary α(Al) dendrites are dominant in the G samples. It also shows that the silicon particles are not affected by grain refinement. In modified M samples, the morphology of silicon particles changes significantly to a fine fibrous shape having better distribution. The micrographs of GM samples show the effects of grain refinement and modification simultaneously. It means that the microstructure consists of fine equiaxed primary α(Al) dendrites and fine fibrous eutectic silicon particles. It also shows that the α(Al) dendrites do not change in comparison with those in S samples.
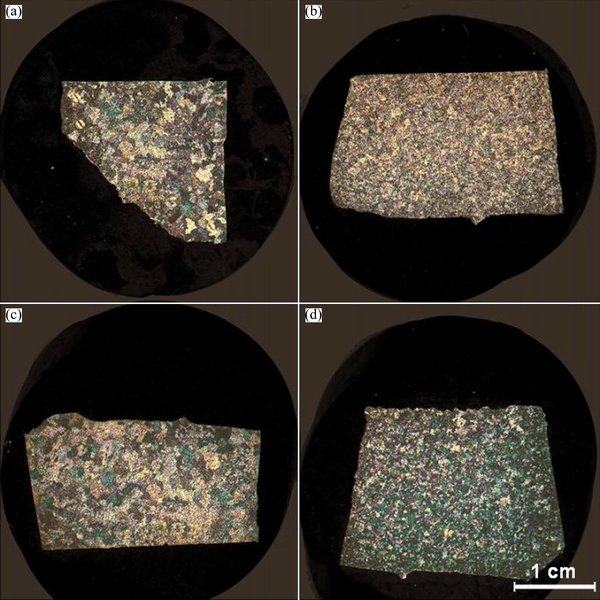
Fig. 2 Macrostructures of samples without grain refinement (a), grain refined with Al-5Ti-1B master alloy (b), modified with Al-10%Sr master alloy (c) and grain refined and modified (d)
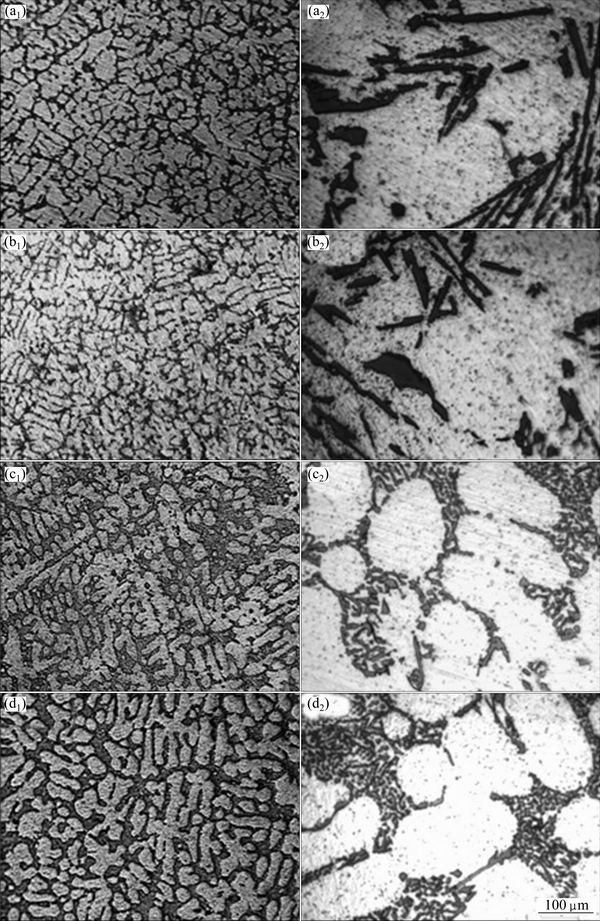
Fig. 3 Optical micrographs of S samples (a1, a2), G samples (b1, b2), M samples (c1, c2) and GM samples (d1, d2) under non-heat treated conditions
Figure 4 represents the optical micrographs of samples after conducting T6 heat treatment. It shows that the morphology of eutectic silicon is changed significantly by solution heat treatment. In S and G samples, the morphology of eutectic silicon tends to be plate-like. This morphology changes to rod-like and some spherical shapes by T6 heat treatment. In M and GM samples, the morphology alters from fibrous to spherical by T6 heat treatment. The results of image analysis indicate that the aspect ratio of silicon particles in HTS and HTG samples is about 2.3 while it is reduced to 1.6 in HTM and HTGM samples. This fact reveals that solution heat treatment is more efficient in the spheroidization of eutectic silicon particles in modified samples rather than in unmodified ones.
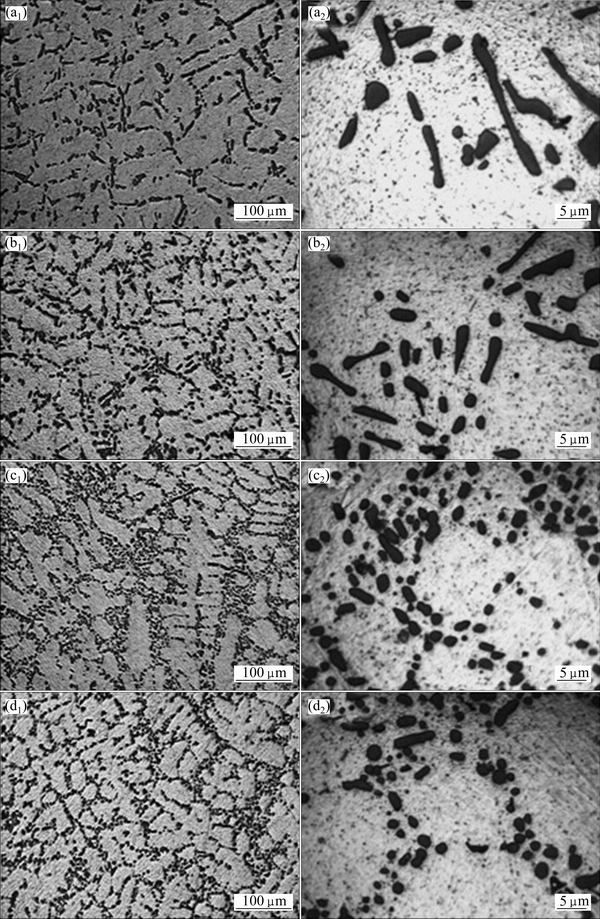
Fig. 4 Optical micrographs of HTS samples (a1, a2), HTG samples (b1, b2), HTM samples (c1, c2) and HTGM samples (d1, d2) under T6 heat treated conditions
3.3 Fractography
The fracture surfaces of both impact and bending test samples were investigated using SEM. The fracture morphologies of the samples in both tests are the same. The fracture surface images of the as-cast samples in impact tests are shown in Fig. 5. The unmodified samples (S and G) show a typical morphology of more brittle fracture in comparison with the modified ones (M and GM).
Figure 6 shows the SEM images of fracture surfaces. In unmodified samples, a large number of smooth planar facets represent cleavage fracture regions in silicon particles and they are mainly responsible for the fracture of the samples. However, after modification, cleavage fracture regions are negligible and a significant plastic deformation happens in the Al matrix. This fact shows that the fracture takes place in a more ductile manner. Further investigation shows that not only the cleavage fracture would not be responsible in the modified samples, but also crack initiation takes place in the Al matrix. Figure 6 also shows that fine ductile dimples appear on the fracture surface of GM samples after T6 heat treatment. Therefore, HTGM sample has the highest ductility under all conditions which was investigated in this research.
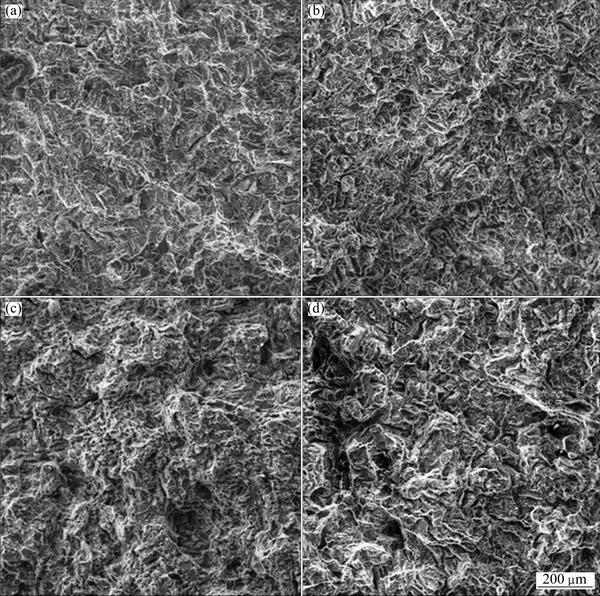
Fig. 5 SEM images of fracture surfaces of S sample (a), G sample (b), M sample (c) and GM sample (d)
3.4 Hardness and evaluation
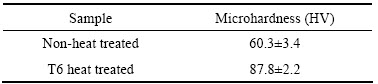
Table 2 represents the hardness of samples under different melt and heat treatment conditions. It is proved that the precipitation of Mg2Si nano-size particles in the α(Al) matrix during aging is responsible for the precipitation hardening of A356 aluminium alloy after T6 heat treatment [3]. In order to study the mentioned mechanism implicitly, microhardness test was done on α(Al) phase before and after heat treatment. Table 3 shows the results. It is seen that the hardness of α(Al) phase was increased by the precipitation of nano-size Mg2Si in the α(Al) matrix of A356 aluminum alloy. It can be concluded from Tables 2 and 3 that T6 heat treatment increases the hardness of the matrix by precipitation hardening and that of the sample by changing the morphology of silicon particles to the very fine and spherical shapes.
Table 2 Hardness of samples
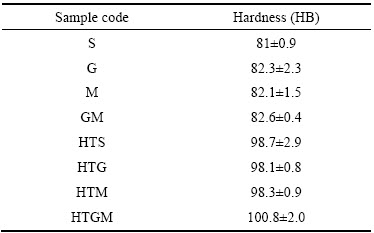
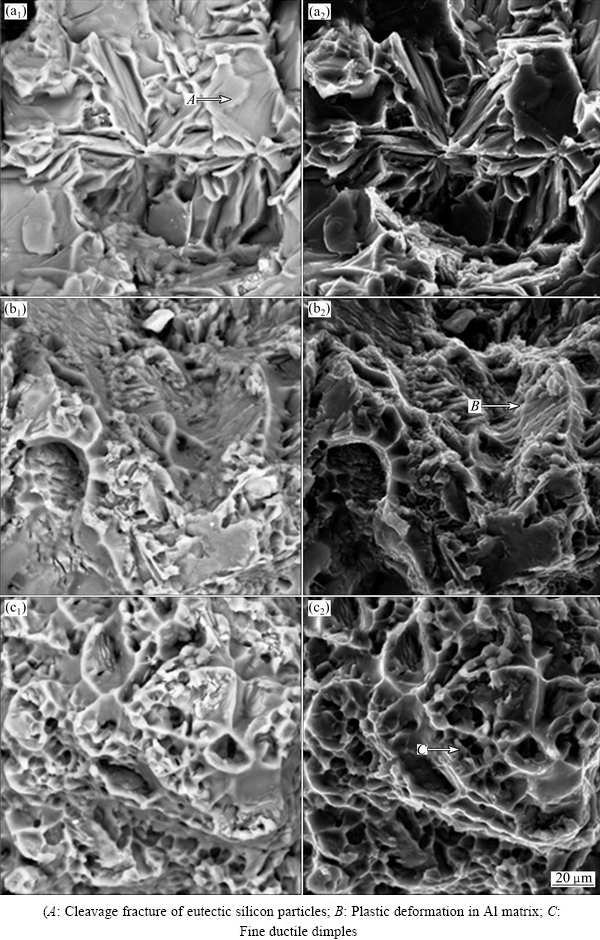
Fig. 6 Backscattered electron images (a1, b1, c1) and secondary electron images (a2, b2, c2) of fracture surfaces of G sample (a1, a2), M sample (b1, b2) and HTGM sample (c1, c2)
Table 3 Microhardness of α(Al) phase
It is generally believed that better distribution of the secondary phase as a result of modification and decreasing the grain size under grain refinement condition would increase the hardness of the alloy (Hall-Petch mechanism). The hardness values in Table 2 demonstrate an increase of hardness of grain refined and modified samples in comparison with that of as-cast samples. However, this increase is negligible compared with that of heat treated samples. Combined effects of grain refinement and modification )GM and HTGM samples) represent a more noticeable increase of hardness. The scale of data with overlapping error bars makes it difficult to compare the individual effect of grain refinement and modification on hardness. However, as shown in Section 3.6, the flexural stress of modified samples is slightly higher than that of grain refined ones. It means that the hardness of M samples should be slightly higher than that of G samples. Considering the hardness and impact toughness data (Section 3.5), there is no relationship between the hardness and impact toughness of the samples.
3.5 Impact toughness
Figure 7 shows the impact toughness of samples. S sample has the lowest value while HTGM has the highest one with the impact toughness increasing by about 245%. T6 heat treatment increases the impact toughness of all samples. The impact values of S and G samples are mostly the same and about 2.2 and 2.4 J, respectively. This can be observed even under heat treated condition which are about 3.5 and 3.8 J, respectively. Figures 2 and 3 also indicate that if eutectic silicon particles have plate-like or rod-like morphologies at unmodified state, the grain refinement process (G sample) will not increase the impact toughness considerably. It can be seen from Fig. 7 that the modification of eutectic silicon increases the impact properties of M sample. The aspect ratio of the modified silicon particles (M and GM samples) is about 1.8 while it is about 3.3 under unmodified condition (S and G samples). The SEM images in Figs. 5 and 6 indicate that finer and more rounded particles have much resistance to fracture. Their fracture surfaces represent more ductile fracture mechanism compared with those of unmodified samples. It is shown in Fig. 7 that the impact toughness of M samples increases by about 137% compared with that of S samples.
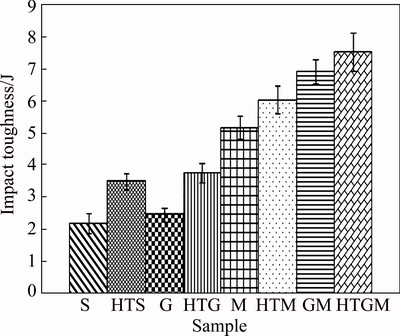
Fig. 7 Impact toughness of samples
When comparing the impact properties of M and GM samples, it is important to note that as the modified silicon particles exist either in fibrous or spherical shapes in the microstructure, the impact toughness of the alloy will be increased significantly by grain refinement process.
As mentioned before in the fractography section, under modified condition, the cleavage fracture of eutectic silicon particles is negligible and crack initiation would occur in plastic deformed Al matrix. In this case, improving slip band systems of matrix by achieving finer equiaxed Al grains would improve the ductility and consequently impact toughness.
The results of fractography and impact toughness reveal that the morphology of the eutectic silicon has a major effect on the mechanical properties of the alloys. Figure 8 indicates the effect of eutectic silicon morphology on the impact strength of A356 aluminum alloy. Clemex version 3.5.025 image analysis software was used to measure the parameters of eutectic silicon morphology. It is seen that finer and more spherical eutectic silicon particles in modified and heat treated samples improve the impact strength significantly.
3.6 Three-point bending test
Figures 9 and 10 represent bending stress and strain, respectively. As shown in Fig. 9, the flexural stress is not affected significantly by the grain refinement and/or modification. The same results of hardness were reported in Table 2. The results indicate that T6 heat treatment has a major influence on increasing the hardness and flexural stress. The mechanism is based on the precipitation hardening of Mg2Si phase during aging.
The bending strain of samples is shown in Fig. 10. Although the grain refinement provides more slip band systems by reducing the grain size, G sample does not represent much higher strain compared with S sample (2.3% to 1.7%). While under modified condition, a significant increase can be observed. This is due to changing the eutectic silicon morphology. As expected from the fractography section, the modified samples represent more ductility. The maxinum ductility belongs to HTGM sample which has no fracture in the three-point bending test.
The comparison of the results of fractography, impact toughness and three-point bending tests illuminates that there should be a straight relationship between the impact toughness and ductility of the alloy. Figure 11 shows the relationship between these two mechanical properties.
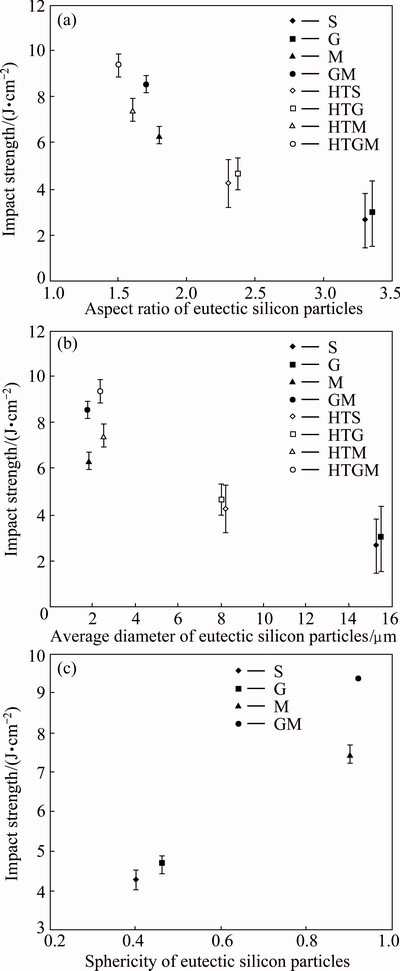
Fig. 8 Relationship between impact strength and eutectic silicon morphology
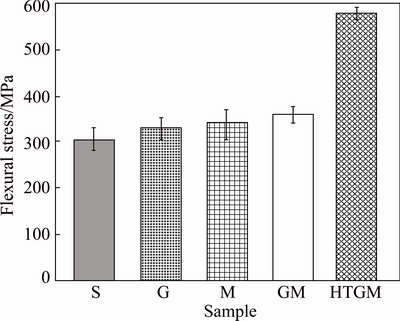
Fig. 9 Flexural stress of samples
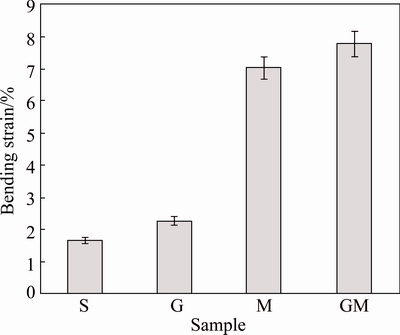
Fig. 10 Bending strain of samples
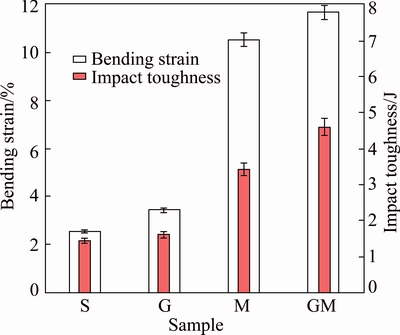
Fig. 11 Relationship between impact toughness and bending strain
4 Conclusions
1) Melt treatment processes such as grain refinement and modification do not have a significant influence on the hardness of alloy, while T6 heat treatment is responsible for the major improvement of hardness by precipitation hardening mechanism.
2) The main parameter to control the impact toughness of the alloy is eutectic silicon morphology. Changing α(Al) morphology with the presence of plate-like eutectic silicon particles does not improve the impact toughness significantly. But the grain refinement of the modified samples increases the impact toughness noticeably. This would be because of changing fracture mechanism from cleavage fracture of silicon particles to plastic deformed α(Al) fracture under modified condition.
3) After achieving fibrous morphology of eutectic silicon as a result of modification, the grain refinement and heat treatment improve the impact toughness and ductility of A356 aluminum alloy furthermore. Compared with the as-cast sample, the sample which is treated by grain refinement, modification and heat treatment shows around 300% improvement in impact toughness of the alloy.
References
[1] BASAVANKUMAR K G, MUKUNDA P G, GHAKRABORTY M. Influence of grain refinement and modification on microstructure and mechanical properties of Al-7Si and Al-7Si-2.5Cu cast alloys [J]. Materials Characterization, 2008, 59(3): 283-289.
[2] SHABESTARI S G, GHOLIZADEH R. Investigation on the microstructure and mechanical properties of new Al-Si piston alloys [J]. Advanced Materials Research, 2012, 445: 289-294.
[3] ZHU M, JIAN Z, YANG G, ZHOU Y. Effect of T6 heat treatment on the microstructure, tensile properties, and fracture behavior of modified A356 alloys [J]. Materials and Design, 2012, 36: 243-249.
[4] MALLAPUR D G, RAJENDRA UDUPA K, KORI S A. Studies on the influence of grain refining and modification on microstructure and mechanical properties of forged A356 alloy [J]. Material Science and Engineering A, 2011, 528(13-14): 4747-4752.
[5] LEE C D. Variability in the impact properties of A356 aluminum alloy on microporosity variation [J]. Materials Science and Engineering A, 2013, 565: 187-195.
[6] WANG T, FU H, CHEN Z, XU J, CAO F, LI T. A novel fading-resistant Al-3Ti-3B grain refiner for Al-Si alloys [J]. Journal of Alloys and Compounds, 2012, 511(1): 45-49.
[7] LASHGARI H R, ZANGENEH S H, SHAHMIR H, SAGHAFI M, EMAMY M. Heat treatment effect on the microstructure, tensile properties and dry sliding wear behavior of A356-10%B4C cast composites [J]. Materials and Design, 2010, 31(9): 4414-4422.
[8] ALEXOPOULOS N D, STYLIANOS A. Impact mechanical behavior of Al-7Si-Mg (A357) cast aluminum alloy. The effect of artificial aging [J]. Materials Science and Engineering A, 2011, 528(19-20): 6303-6312.
[9] ALEXOPOULOS N D, STYLIANOS A, CAMPBELL J. Dynamic fracture toughness of Al-7Si-Mg (A357) aluminum alloy [J]. Mechanics of Materials, 2013, 58: 55-68.
[10] IBRAHIM M F, SAMUEL E, SAMUEL A M, AL-AHMARI A M A, SAMUEL F H. Impact toughness and fractography of Al-Si-Cu-Mg base alloys [J]. Materials and Design, 2011, 32(7): 3900-3910.
[11] MOHAMED A M A, SAMUEL F H, SAMUEL A M, DOTY H W. Influence of additives on the impact toughness of Al-10.8% Si near-eutectic cast alloy [J]. Materials and Design, 2009, 30(10): 4218-4229.
[12] ELSEBAIE O, MOHAMED A M A, SAMUEL A M, SAMUEL F H, AL-AHMARI A M A. The role of alloying additives and aging treatment on the impact behavior of 319 cast alloy [J]. Materials and Design, 2011, 32(9): 3205-3220.
[13] MERLIN M, TIMELLI G, BONOLLO F, GARAGNANI G. Impact behaviour of A356 alloy for low-pressure die casting automotive wheels [J]. Journal of Materials Processing Technology, 2009, 209(2): 1060-1073.
[14] SAMUEL A M, DOTY H W, VALTIERRA S, SAMUEL F H. Relationship between tensile and impact properties in Al-Si-Cu-Mg cast alloys and their fracture mechanisms [J]. Materials and Design, 2014, 53: 938-946.
[15] SAMUEL A M, DOTY H W, VALTIERRA S, SAMUEL F H. Effect of grain refining and Sr-modification interactions on the impact toughness of Al-Si-Mg cast alloys [J]. Materials and Design, 2014, 56: 264-273.
熔化和热处理条件对A356铝合金冲击韧性的影响
M. AMNE ELAHI, S. G. SHABESTARI
Center of Excellence for High Strength Alloys Technology, School of Metallurgy and Materials Engineering,
Iran University of Science and Technology, Tehran 16846-13114, Iran
摘 要:研究A356铝合金在非热处理和T6热处理条件下经熔化处理过程中的晶粒细化和改性后的显微组织和冲击性能。通过添加Al-10%Sr和Al-5Ti-1B中间合金分别实现改性和晶粒细化。为了重点突出上述处理的影响,所有的铸造参数都保持不变。结果表明:共晶硅形貌是控制合金冲击行为的主要参数。因此,铸态合金的晶粒细化不能像改性一样改善其冲击韧性。然而,相对于单个处理,同时进行晶粒细化和改性能提供更高的冲击韧性。合金的T6热处理在所有的熔化处理条件下都改善了冲击韧性,这与共晶硅颗粒的进一步改性有关。为证明这些结果并阐明其机制,使用三点弯曲实验和金属断面的显微观察来阐述合金冲击韧性的改善。
关键词:A356铝合金;改性;晶粒细化;冲击韧性
(Edited by Mu-lan QIN)
Corresponding author: S. G. SHABESTARI; E-mail: shabestari@iust.ac.ir
DOI: 10.1016/S1003-6326(16)64191-2

