ϡ�н��� 2005,(04),442-447 DOI:10.13373/j.cnki.cjrm.2005.04.013
�Ʊ����ն�Cu-Ag�Ͻ�ԭλ���ϲ��Ͻṹ�����ܵ�Ӱ��
������ �ع��� ���
������������,������������,������������,������������ ��������650221 ,��������650221 ,��������650221 ,��������650221
ժ Ҫ��
�о��˰����������ʡ�����κ��м��ȴ�����Cu-10Ag�Ͻ�ԭλ���ϲ��Ͻṹ�����ܵ�Ӱ�졣�۲�����̬��֯����������κ��м��ȴ�����ı仯, �����˲��ϵļ�������ǿ�� (UTS) �뵼���ʡ��۲쵽������Ӧ��ǿ��ЧӦ, ������Ӱ��ǿ���뵼���ʵ����ء���ȴ������101 03K.s-1��Χ�ڵ������������м��ȴ�������Ӱ��Cu-10Ag�Ͻ�ԭλ���ϲ��ϵĽṹ�����ܡ�
�ؼ��ʣ�
�������� ;���ϲ��� ;Cu-Ag�Ͻ� ;�ȴ��� ;
��ͼ����ţ� TB331
�ո����ڣ� 2005-06-10
���� ������Ȼ��ѧ����������Ŀ (50371031);
Influence of Preparation Technology on Structure and Properties of Cu-Ag Alloy in situ Composites
Abstract��
The influences of solidification conditions, cold deformation and intermediate annealing treatment on the structure and properties of Cu-10Ag alloy in situ composites were studied in the present paper. The changes of structure as cast in cold deformation and intermediate annealing process were observed. The ultimate tensile strength (UTS) and the electrical conductivity were determined. A two-stage strain strengthening effect on the Cu-10Ag alloy in situ filamentary composites was observed. The factors influencing the UTS and conductivity were discussed. The solidification conditions in the range of 10��103 (K��s (-1) ) cooling rates and the intermediate heat treatment showed obvious influence on the structure and properties of Cu-10Ag alloy in situ filamentary composites.
Keyword��
<Keyword>metal materials; composite; Cu-Ag alloy; structure;
Received�� 2005-06-10
���и�ǿ����ߵ����ʵ�Cu��ԭλ���ϲ����Ѿ�����չ��Ϊ��ǿ���巽���Ӧ��, ����, һ��Ҫ������ǿ�ȴ���1 GPa, �����ʸ���50%IACS (�����˻�ͭ��)
[1 ]
�� ����Cu�Ͻ����������������, һ��Cu�������������� (��Ag) �Ͻ�ϵ, ����Cu�������������� (��Nb, Fe, Cr��) �Ͻ�ϵ�� ��ǰһ��Ͻ���, ͨ��Cu������Ag����ο��Ʊ�ԭλ���ϲ���, ����Ag��ת��Ϊϸ��ά�� Cu-Ag�Ͻ�ԭλ���ϲ��ϵ����ṹ�������Ѿ����㷺�о�, ����������Ag������ �Ͻ����Ӽ��� ���γ̶Ⱥ��м��ȴ��������ص�Ӱ��
[2 ,3 ,4 ,5 ,6 ]
��
�����о��˰������������� ���γ̶Ⱥ��м��ȴ�����Cu-Ag�Ͻ�ԭλ���ϲ��ϵ���֯�� ���ܼ�ǿ��ЧӦ���ۺ�Ӱ��, ��þ��и�ǿ����ߵ����ʵ�Cu-Agԭλ���ϲ��ϡ�
1 ʵ�鷽��
����99.95%Cu��99.99%Ag�����Ʊ�Cu-10%Ag (��дCu-10Ag) �Ͻ� ԭ������Al2 O3 ����, ��Ar�������¾���Ӧ�����ۻ�, ���彽��ˮ��ͭģ�ÿ����������� (���CA1) �ͽ���Ԥ��ʯīģ�������������� (���CA2) �� ����ֱ��15 mm�� һ�������������������������ֱ��0.08 mm˿��; ��һ�������ڵ�Ӧ���������м��ȴ���Ȼ����������0.08 mm˿�ġ�
�ڱ��ι����н�ȡ���в�ͬ��ʵӦ����������ڲⶨ����ǿ�Ⱥ͵����ʼ��۲����ṹ�� ֱ����>0.3 mm�ͦ�<0.3 mm�������ֱ���FM250��FM3�����������Լ10-4 ��s-1 ��ʼӦ�����ʲⶨ����ǿ�ȡ� �Ա��ļ�ֱ�����ⶨֱ��0.5��0.08 mm˿�����������µ����ʡ� �ù�ѧ���� (OM) �� ɨ��羵 (SEM) ����羵 (TEM) �۲�����֯��
2 ������������̬���ṹ��Ӱ��
CA1��CA2�Ͻ����̬�ṹ����֦���� ƽ������֦������� =5 ��m (CA1�Ͻ�) ��32 ��m (CA2�Ͻ�) �� ����֦����������̹�������ȴ���� (
�� �B
��
�B
, K ��s -1 ) ���ݺ�����ϵ:
��=B����-n (1)
����, B����Ͻ�ϵ�й�ϵ��, ��ȡ��m ��K n ��s -n ��λ, n����Ͻ�ϵ�йص�ָ���� �Ը�Cu ������Cu �Ͻ�, B=160 ��m ��K 0.4 s -0.4 ��n=0.4
[7 ]
�� �� (1) ʽ�ֱ����
? �� C A 1 = 5 . 8 �� 1 0 3 K ? s ? 1 ( C A 1
?
��
C
A
1
=
5
.
8
��
1
0
3
��
?
s
-
1
(
C
A
1
�Ͻ�) ��
? �� C A 2 = 5 7 K ? s ? 1 ( C A 2
?
��
C
A
2
=
5
7
��
?
s
-
1
(
C
A
2
�Ͻ�) �� ����������������ȴ�������2����������
��̬Cu-10Ag������֯�ɳ���Ag������ (Cu+Ag) ������Cu��������ɡ� �ı���������δ�ı�������, ���ı��˽ṹ��ı���, �����1��ʾ�� ���Կ���, CA2�Ͻ��еij���Ag������ı�����CA1�Ͻ��3��, ��CA1�Ͻ��е� (Cu+Ag) ������������CA2�Ͻ��2���� ������������������˳���Ag������������������˹����ı���, �෴, ����������ٽ�Ag������������
��1 ��ͬ������������̬Cu-10Ag�Ͻ�����ı���
Table 1 Proportions of phases in Cu-10Ag as-cast in different solidification conditions
�Ͻ�
��������
��ȴ����/-1
Cu��/
(Cu+Ag)
Ag������/
ˮ��ͭģ
5.8��103
69.1
30.2
0.7
Ԥ��ʯīģ
57
81.0
16.5
2.5
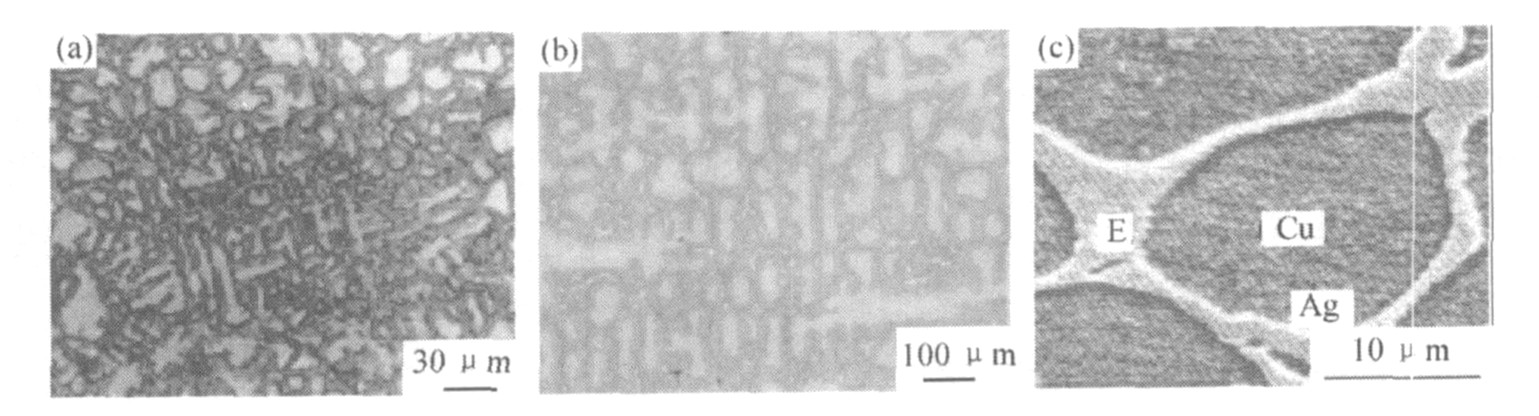
ͼ1��ʾ����̬Cu-10Ag�Ͻ����֦����ò�ͷֲ��� ��ͼ1 (a, b) �ɼ���������CA1�Ͻ����֦���ߴ�ͼ������С�ڻ�������CA2�Ͻ� ��ͼ1 (c) ��, ��ɫ���Ǵ�Cu����, ��������ɫ��Ag����Ĥ������Χ, AgĤ����Լ0.5��1.0 ��m (CA1�Ͻ�) ��1.5��2.0 ��m (CA2�Ͻ�) �� (Cu+Ag) ����Ⱥ�ֲ�����֦��֮�� (�Ұ�ɫE��) ������Ag�������� �� (Cu+Ag) ����Ⱥ��Ag��ijߴ�ȳ���Ag����ϸ�öࡣ
ͼ1 ��̬Cu-10Ag�Ͻ�����֦������ò ( (a) CA1; (b) CA2) �ͽṹ��ֲ� ( (c) CA1)
Fig.1 Dendrite morphology and distribution of phases in the cast Cu-10Ag alloy
3 ���γ̶ȶԺϽ�ṹ�����ʵ�Ӱ��
3.1 ���ι��������ṹ�仯
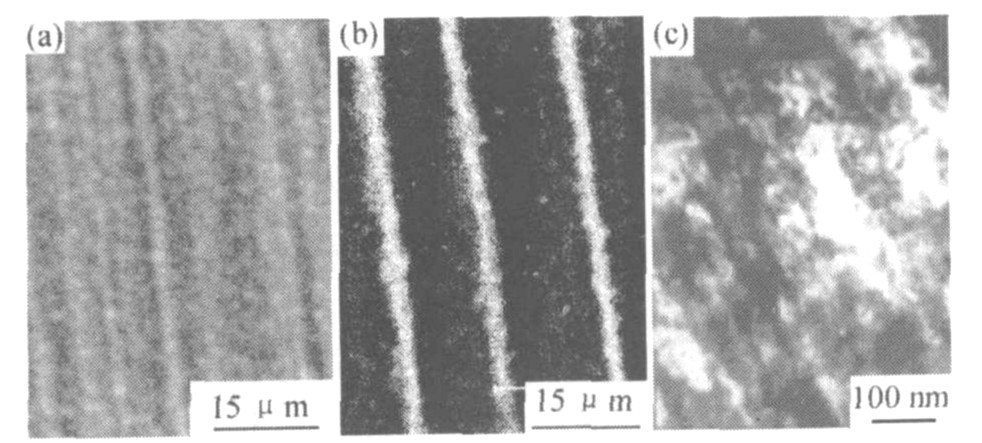
�ڱ��ι�����, ����Ag�����빲��Ⱥ��Ag�����ڵ�Ag��ת��ΪAg��ά (ͼ2 (a, b) ) �� ǰ��ת��Ϊ��Դֵ���ά, ������ת��Ϊ���ϸ����ά�� ��ͼ2 (c) ��, �ߴ�50��80 nm�Ĵ�Ag��ά����Ag����ת��, �ߴ��������ϸAg��ά���ɹ���Ⱥ��Ag��ת�䡣
ͼ2 �ڦ�=7.1ʱCA1��CA2�Ͻ���Ag��ά��SEM��Ƭ (a, b) �ͦ�=10.4ʱCA1�Ͻ���Ag��άTEM (c)
Fig.2 SEM micrograph of Ag fibers in CA1 and CA2 alloys as �� =7.1 (a, b) and TEM micrograph of CA1 alloy ribbon as �� =10.4 (c)
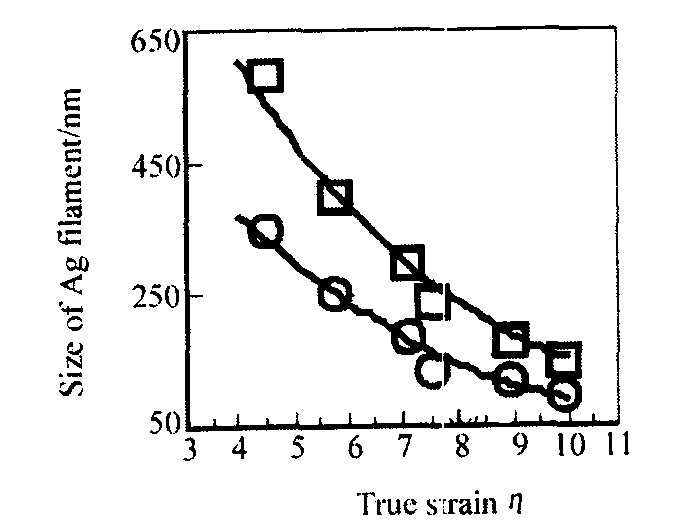
��Ag�����γɵ�Ag��ά�ߴ�����ʵӦ��Ĺ�ϵʾ��ͼ3�� ����Ag��ά��ֱ�� (d ) ��������ʵӦ�� (�� ) ���ݺ������:
d =C ��exp (-0.228�� )
����C ����Ͻ��ʼ����ߴ��йص�ϵ��, ���ֱ�Ϊ900 nm (CA1�Ͻ�) ��1500 nm (CA2�Ͻ�) �� ���, �������̺Ͻ���������̺Ͻ�ʼ���и�ϸ�����ܵ�Ag��ά��
ͼ4 (a) ��һ��ָ��, �ڴ����Cu-10Ag�Ͻ��е�Ag��ά������λ��״̬�� ͼ4 (b) ���ֵľճ���Ҳ��ʾ��Cu���崦�ڵ�ȱ���ܶ�״̬�� ͼ4 (c, d) ������Cu������Ag��ά֮����ھ�������-����λ���ϵ
( 1 ? 1 1 ) C u �� ( 1 ? 1 1 ) C u , [ 1 1 0 ] C u �� [ 1 1 0 ] A g
(
1
?
1
1
)
C
u
��
(
1
?
1
1
)
C
u
,
[
1
1
0
]
C
u
��
[
1
1
0
]
A
g
���α�֯����
ͼ3 CA1��CA2�Ͻ���Ag��άƽ��ֱ������ʵӦ��Ĺ�ϵ
Fig.3 Dependences of average diameters of Ag fibers on true stain for CA1 and CA2 alloys
ͼ4 ��ʵӦ���=10.4ʱCA1�Ͻ��TEM��Ƭ
Fig.4 TEM micrographs showing a dislocation-free state with true strain �� =10.4 and electron diffraction patterns
(a) Ag��ά������λ��״̬; (b) Cu���崦�ڵ��ܶ�ȱ��״̬�ľճ���; (c, d) ��Ӧ��ͼ4 (a) ��A, B��ĵ���������
3.2 �α�Cu-10Ag�Ͻ�ԭλ���ϲ��ϵ�����
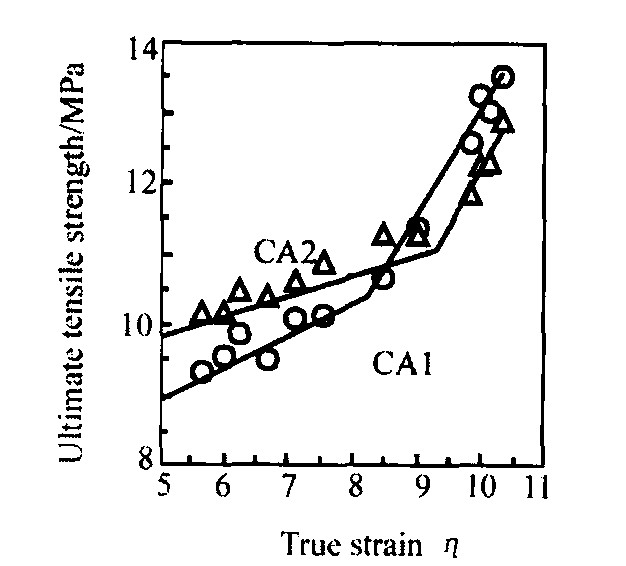
ͼ5��ʾ��CA1��CA2�Ͻ�ԭλ����˿�ĵļ�������ǿ�� (UTS) ����ʵӦ��Ĺ�ϵ�� UTSֵ����ʵӦ����������ߡ� ����, ���� <8.5�ĵ�Ӧ���, CA1�Ͻ��UTSֵ����CA2�Ͻ�; ������ >8.5�ĸ�Ӧ���, CA1�Ͻ��UTSֵѸ�����߲�����CA2�Ͻ��ֵ��
�ڱ��ι�����ԭλ���ϲ���ǿ�ȵ��ݱ���ʾ��һ������Ӧ��ǿ��ЧӦ�� �ڵ�Ӧ���, �ڸ��ϲ����г�����ߴ�Լ150��200 nm��λ�����ṹ
[6 ]
, λ���ܶ��� d (Cu) ���� d (Ag) ����γ̶����߶����ɴﵽ1012 ��1014 cm-2 ������
[8 ]
�� ����, �Ը��ϲ��ϵ�ǿ����Ҫ��Cu������Ag��ά�ļӹ�Ӳ����λ��ǿ�����Ʋ��������� d (Cu) 1/2 ���� d (Ag) 1/2 �� ���������̵ĺϽ���Cu�����Ag��ά�ijߴ綼Զ���ڿ������̵�CA1�Ͻ� (ͼ3) �� ������ΪCA2�Ͻ��CA1�Ͻ�����ݸ����λ�������и��ߵ�λ���ܶ�, ���� d (CA2) >�� d (CA1) �� ��һ����, CA2�Ͻ��CA1�Ͻ��и��߱�����Ag������ ���, �ڵ�Ӧ���, CA2�Ͻ��CA1�Ͻ��и��ߵ�ǿ�ȡ� �ڸ���Ӧ���, ��ϸ��Ag��ά�Ѳ����������ȶ�λ����, �ڵ�Ӧ��β�����λ����Ǩ�Ƴ�Ag��ά��ת�Ƶ�����, Ag��ά����λ��״̬ (��ͼ4 (a) ) �� Cu����Ҳ���ڵ��ܶ�ȱ��״̬ (��ͼ4 (b) ) �� �����, �����Cu-Ag�Ͻ�ԭλ��ά���ϲ���ӵ�зdz�ϸ�����ܵ�Ag��ά�����ڵ�λ���ܶȡ� ���, �Դ���θ��ϲ��ϵ�ǿ����Ҫ�����ڳ�ϸAg��ά���Ľ�������ɵ�ǿ���� ����ǿ������ʹUTSֵ�������ߡ� ��������CA1�Ͻ��Ag��ά��Cu����ijߴ�ԶС���������̵�CA2�Ͻ�, ǰ�߾��и����ϸAg��ά����������, ���, �ڸ�Ӧ���, CA1�Ͻ��CA2�Ͻ���и���ǿ�ȡ�
ͼ6��ʾ��CA1��CA2�Ͻ�ĵ����ʶ���ʵӦ��Ĺ�ϵ�� ������ʵӦ������, ������Ҳ�����α仯�� �ڵ�Ӧ��ĵ�һ��, ����������, ���д�Լ1 �̦���cm�����, ����ζ�����Ͻ��λ���ܶ�������ʵӦ�����������, �������λ��Ǩ�Ƴ�Ag��ά��Cu�����ʹλ���ܶȽ��͡� �ڸ�Ӧ���, ����Ag��ά�ĸ߶�ϸ���ͽ�����������ʹ������Ѹ�����ߡ� ���, �ڱ��ι��������Ͻ�����ʵı仯�����ǵ�ǿ��ЧӦ������ͬ�Ľṹԭ��ͻ��ơ�
ͼ5 CA1��CA2�Ͻ��UTSֵ����ʵӦ��Ĺ�ϵ
Fig.5 Dependence of UTS on true strain for both CA1 and CA2 alloys
ͼ6 CA1��CA2�Ͻ�ĵ���������ʵӦ��Ĺ�ϵ
Fig.6 Dependence of resistivity on true strain for both CA1 and CA2 alloys
4 �м��ȴ���������֯�����ܵ�Ӱ��
4.1 �ȴ�������������֯�ı仯
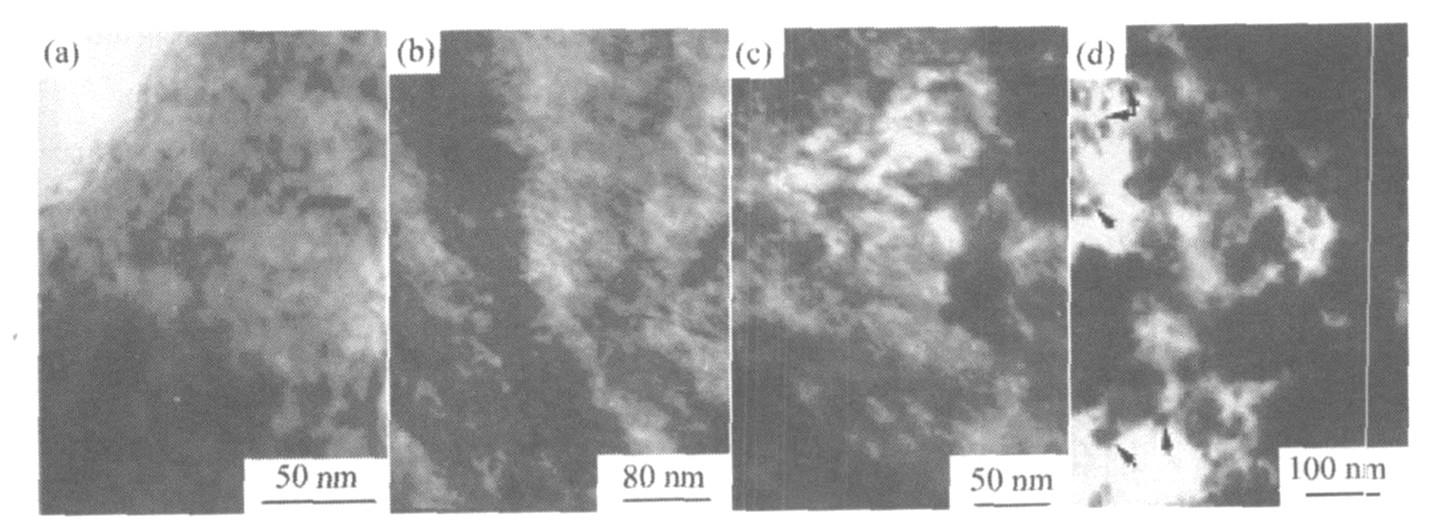
������κϽ�����ȴ�����ʹAg��������, ��ߴ缰��ò���˻��¶��йء� ����200 ��, Cu-10Ag�Ͻ�ԭλ���ϲ����Ա��ָ߶���ά���ṹ�� ��200 �������¶�ʱЧ, ���Ͻ������Ƶ�Ag�����������̡� 200 ���ȴ���, ����2��8 nmϸAg������Cu�������� (ͼ7 (a) ) �� 300 ���ȴ���, ���ֲ�״Ag����, ����Ag������ʼ�� (ͼ7 (b) ) �� 400 ���ȴ���, ��Ag������������ (ͼ7 (d) ) , ���ֲ����ٽᾧ�� 500 ���ȴ���, �Ͻ���ȫ�ٽᾧ��
4.2 �м��ȴ�����Cu-10Ag�Ͻϲ��ϵ����ܵ�Ӱ��
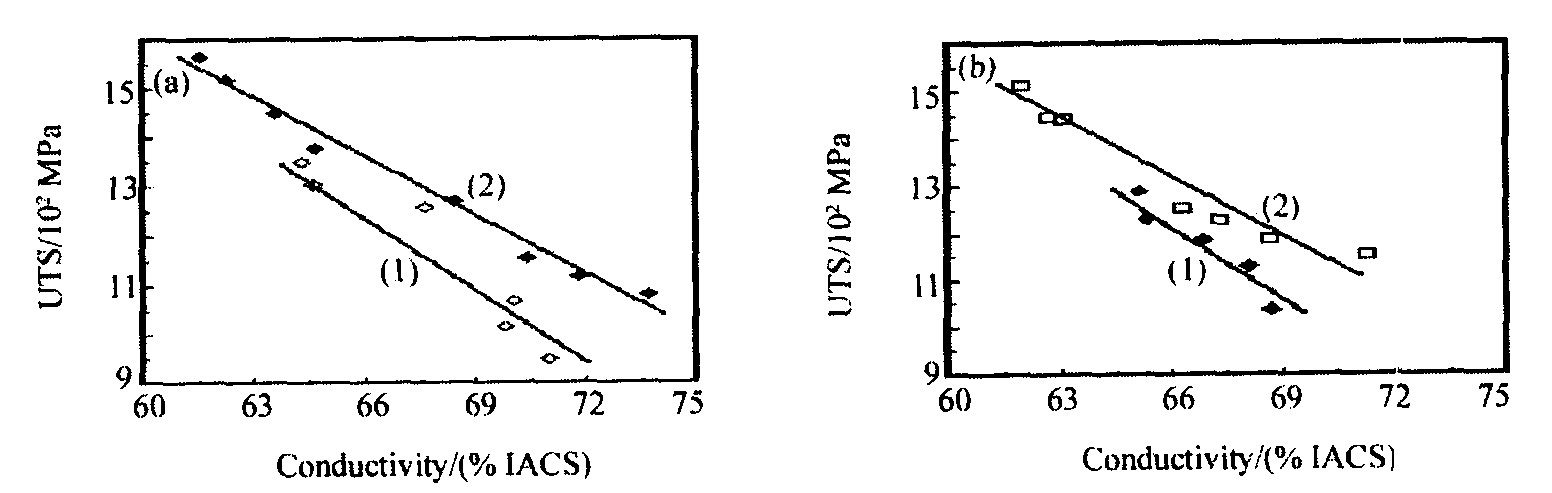
ͼ8��ʾ������ʵӦ���� =2.95ʱ, ��350 ���м��ȴ������������ =10.4����ε�CA1��CA2�Ͻ�ǿ�Ⱥ͵����ʵ�Ӱ�졣 ���Կ���, �м��ȴ�����������˿�ĵ�UTSֵ, ���Ա��ָߵĵ����ʡ� ��2�г��˸���˿�ĵĵ���UTS����Ե�����ֵ�� ������Ե�����ֵ������ڹ����˻�ͭ�� (IACS) �ĵ�����, �������� Cu /�� Cu-10Ag ��100%���� Cu =1.69 �̦���cm�� ��Ȼ, �����м��ȴ����Ĵ����Cu-10Ag�Ͻ�ԭλ��ά���ϲ��Ͽ��Դﵽ1500��1560 MPa�ĸ�ǿ�� (UTS) ��62%��63%IACS������, ���һ��ڿ������̵�Cu-10Ag�Ͻ�ԭλ��ά���ϲ��ϱȻ����������̵ĺϽ���и��ߵ�ǿ��ֵ��
ͼ7 ����Cu-10Ag�Ͻ��ڲ�ͬ�¶��˻������Ag��������ò��ֲ�
Fig.7 Morphology and distribution of Ag precipitate of deformed Cu-10Ag alloy during annealing process at different temperatures
(a) 200 ��; (b, c) 300 ��; (d) 400 ��
ͼ8 CA1 (a) ��CA2 (b) �Ͻ�ԭλ��ά����˿�ĵļ�������ǿ��Ԥ�����ʵĹ�ϵ
Fig.8 UTS vs conductivity for CA1 (a) and CA2 (b) alloys in situ filamentary composite wire
(1) ��IAT��ʵӦ���=10.4ʱ����θ���˿��; (2) ����ʵӦ�� ��=2.95 ʱ��350 ��/1 h�м��ȴ��������ʵӦ���=10.4����εĸ���˿��
��2 �Ȼ�е������Cu-10Ag �Ͻ�ԭλ��ά����˿�����ܵ�Ӱ��
Table 2 Influence of intermediate heat treatment on properties of heavy deformed Cu-10Ag alloy in situ filamentary composites
CA2�Ͻ�˿��
ǿ��/
������/
ǿ��/
������/
�� =10.4, ���м��ȴ���1355
64
1290
64
�� =10.4, ���м��ȴ���* 1560
62
1500
63
*�м��ȴ���=����ʵӦ���� =2.95ʱ��350 ��/1 h�˻�
��������, ����Cu-10Ag�Ͻ���м��ȴ�����ʹAg���������� ��������Ag��������������������β�ת��Ϊ�dz�ϸ��Ag��ά�� ���, �����м��ȴ����Ĵ����Cu-10Ag�Ͻ�ԭλ��ά���ϲ��ϱ�δ���м��ȴ����ĸ��ϲ����и�ϸ�����ܵ�Ag��ά�� ������м��ȴ�����������Cu-10Ag�Ͻ�ԭλ��ά���ϲ���ǿ�ȵ�ԭ��
5 �� ��
1. �������ʶԺϽ�����֯��Ӱ��: ��ȴ����10��103 K��s-1 ��Cu-10Ag�Ͻ���̬��֯��Ag������ (Cu+Ag) ������Cu����ɡ� �ı������������Ըı���Щ��ı����� ������������Ag����������, ���� (Cu+Ag) ����������ϸ������ߴ�, ���������̴ٽ�Ag������������
2. ����ζԺϽ�����֯�� ���ܵ�Ӱ��: �ڱ��ι�����, Cu-10Ag�Ͻ��е�Ag����ת��Ϊ��Դֵ�Ag��ά, ��ֱ�� (d ) ��������ʵӦ�� (�� ) ���ݺ�������: d =C ��exp (-0.228�� ) , ���� (Cu+Ag) �����е�Ag��ת��Ϊֱ������nm��ϸAg��ά�� ����ʵӦ���� ��9�Ĵ����Cu-10Agԭλ��ά���ϲ���, Ag��ά������λ��״̬��Cu���崦�ڵ��ܶ�ȱ��״̬�� ����ʵӦ������, Cu-10Ag�Ͻ�ԭλ��ά���ϲ��ϵļ�������ǿ������, �������͡� ���ϲ��ϵ�ǿ�ȱ仯��������Ӧ��ǿ��ЧӦ�� �ڵ�Ӧ���, ����˿�ĵ�ǿ����Ҫ��Cu�����Ag��ļӹ�Ӳ�����ƿ���, �ҿ������̺Ͻ��ǿ�ȵ����������̺Ͻ�; �ڸ�Ӧ���, ����˿�ĵ�ǿ����Ҫ�ɳ�ϸAg��άǿ���ʹ�Ľ���ǿ�����ƿ���, �ҿ������̺Ͻ��ǿ�ȸ����������̺Ͻ�
3. �м��ȴ����ԺϽ���֯�� ���ܵ�Ӱ��: �м��ȴ�����ʹCu-10Ag�Ͻ�����Ag����, ��ߴ�ͷֲ����¶��йء� �ڴ���ι����е��м��ȴ���ϸ��Ag��ά�ߴ�, ����Cu-10Ag�Ͻ�ԭλ��ά���ϲ��ϵļ�������ǿ�Ȳ��Ա��ָߵĵ����ʡ�
�����
[1] Sakai Y, Inoue K, Asano T. Development of high strength high con-ductivity Cu-Ag alloy for pulsed magnets [J]. IEEE Trans. Magn., 1992, 28 (1) :888.
[2] Ning Yuantao, Zhang Xiaohui, Qin Guoyi, et al. Structure andproperties of the in situ filamentary composites based on Cu-Ag alloywith different solidification conditions [J]. Precious Metals, 2005, 26 (3) :38.
[3] Hong S I, Hill M A. Microstructural stability and mechanical re-sponse of Cu-Ag microcomposite wires [J]. Acta Mater., 1998, 46 (12) :4111.
[4] Hong S I, Hill M A. Mechanical stability and electrical conductivityof Cu-Ag filamentary microcomposites [J]. Mater. Sci. Eng., 1999, A264:151.
[5] Han K, Vasquez A A, Xin Y, et al. Microstructure and tensileproperties of nanostructured Cu-25%Ag [J]. Acta Mater., 2003, 51:767.
[6] Benghalem A, Morris D G. Microstructure and strength of wire-drawn Cu-Ag filamentary composites [ J]. Acta Mater., 1997, 45 (1) :397.
[7] Jones H. The status of rapid solidification of alloy in research andapplication [J]. J. Mater. Sci., 1984, 19 (4) :1043.
[8] Frommeyer G, Wassenmann G. Microstructure and anomalous me-chanical properties of in situ produced silver-copper composite wire[J]. Acta Metall., 1975, 23:1353.