
Effects of little Ce addition on as-cast microstructure and creep properties of Mg-3Sn-2Ca magnesium alloy
YANG Ming-bo(杨明波)1, 2, MA Yan-long(麻彦龙)3, PAN Fu-sheng(潘复生)2
1. Materials Science and Engineering College, Chongqing University of Technology, Chongqing 400050, China;
2. Materials Science and Engineering College, Chongqing University, Chongqing 400030, China;
3. Corrosion and Protection Center, School of Materials, Manchester University, M60 1QD, United Kingdom
Received 6 October 2008; accepted 16 April 2009
Abstract: The effects of little Ce addition on the as-cast microstructure and creep properties of Mg-3Sn-2Ca magnesium alloy were investigated. The results indicate that adding 0.5% (mass fraction) Ce to Mg-3Sn-2Ca alloy does not cause the formation of any new phase in the alloy. However, an interesting microstructural change in the as-cast Mg-3Sn-2Ca alloy added with 0.5%Ce is observed. After adding 0.5%Ce to Mg-3Sn-2Ca alloy, not only the volume fraction of CaMgSn phase in the alloy is decreased but also the CaMgSn phases in the alloy are refined. In addition, adding 0.5%Ce to Mg-3Sn-2Ca alloy can also improve the creep-resistant properties of the alloy. After adding 0.5%Ce to Mg-3Sn-2Ca alloy, the second creep rate of the alloy at 150 ℃ and 70 MPa for 100 h changes from 3.28×10-8 to 1.81×10-8 s-1.
Key words: magnesium alloy; Mg-3Sn-2Ca alloy; CaMgSn phase; Ce
1 Introduction
Magnesium alloys are the lightest structural alloys commercially available and have great potential for applications in automotive, aerospace and other industries. In recent years, improving the elevated temperature properties has become a critical issue for possible application of magnesium alloys in heat- resistant components[1-2]. At present, efforts are being made towards developing new corrosion- and creep-resistant magnesium alloys based on Mg-Sn-Ca system due to the following main reasons[3-11]: 1) Sn can not only improve corrosion resistance but also form a stable Mg2Sn compound with Mg; 2) Ca can also improve creep resistance by forming stable Mg2Ca intermetallic particles with Mg; 3) Sn, Ca and Mg can form the CaMgSn phase with higher thermal stability. From recent investigations, the Mg-3Sn-2Ca alloy has been identified as one of the most promising magnesium alloys[3-4, 12-14]. It has been shown that the Mg-3Sn- 2Ca magnesium alloy offers superior creep-resistant properties even compared with the creep-resistant magnesium alloy AE42. According to the investigations of KOZLOV et al[12], the improvement of creep properties for Mg-3Sn-2Ca alloy is mainly attributed to the CaMgSn and Mg2Ca phases formed in the alloy, especially the CaMgSn phase with higher thermal stability. However, it is further reported that, although the CaMgSn phase in the Mg-3Sn-2Ca magnesium alloy shows high thermal stability, its coarse morphology deteriorates the creep resistance of the alloy, acting as crack initiation sites[6]. Therefore, the refinement of CaMgSn phase is thought as one of the pivotal factors to improve the creep-resistant properties of Mg-3Sn-2Ca magnesium alloy. It is well known that the micro-alloying is one of effective methods to modify and/or refine the second phases in alloys. But up to now, the investigation about the effect of micro-alloying on the as-cast microstructure of Mg-3Sn-2Ca magnesium alloy, especially on the refinement of CaMgSn phase in the alloy, is very limited. In recent studies, we found that the additions of Ce which have been widely used in other magnesium alloy systems such as Mg-Al and Mg-Zn [15-16], can refine the CaMgSn phase in Mg-3Sn-2Ca magnesium alloy. In this work, experimental results about the effects of little Ce addition on the as-cast microstructure and creep properties of Mg-3Sn-2Ca magnesium alloy are reported.
2 Experimental
The Ce-containing Mg-3Sn-2Ca alloy was prepared from pure Mg and Sn (>99.9%), Mg-19%Ca and Mg-29%Ce (mass fraction) master alloys. The experimental alloy was melted in a crucible resistance furnace and protected by a flux addition. After 0.5%Ce was added to the melt at 740℃, the melt was homogenized by mechanical stirring. After complete mixing, the melt was held at 740 ℃ for 20 min and then poured into a preheated permanent mould. Furthermore, the samples of experimental alloy were subjected to a solution heat treatment (500 ℃, 6 h, water cooled) in order to examine the microstructural stability at high temperatures. The specimens whose size has been reported previously[2] were fabricated from the casting for creep test. As reference, the Mg-3Sn-2Ca magnesium alloy without adding Ce was also cast under the same conditions. The actual chemical compositions of experimental alloys are listed in Table 1.
Table 1 Actual composition of experimental alloys (mass fraction, %)

In order to analyze the solidification behavior of experimental alloys, the differential scanning calorimetry (DSC) was carried out by using a NETZSCH STA 449C system. Sample weighted around 30 mg was heated in a flowing argon atmosphere from 30 to 700 ℃ for 5 min before being cooled down to 100 ℃. The heating and cooling curves were recorded at a controlling speed of 15℃/min.
The samples were etched with an 8% nitric acid distilled water solution, and then were examined by using an Olympus optical microscope and Joel/ JSM-6460LV type scanning electron microscope(SEM) equipped with Oxford energy dispersive spectrometer (EDS) at an operating voltage of 20 kV. The phases in the experimental alloys were analyzed by D/Max-1200X type X-ray diffractometer(XRD) operated at 40 kV and 30 mA. The constant-load tensile creep tests were performed at 150 ℃ and 70 MPa for creep extension up to 100 h. The total creep strain and second creep rates of experimental alloys were respectively measured from each elongation―time curve and averaged over three tests. As reference, the total creep strain and second creep rate of AE42 alloy were also tested under the same conditions.
3 Results and discussion
3.1 Effect on as-cast microstructure
Fig.1 shows the XRD patterns of as-cast experimental alloys. At present, two main phases in Mg-3Sn-2Ca alloy have been reported[12-14]. One is identified as CaMgSn phase, and the other is Mg2Ca phase. Apparently, adding 0.5%Ce to Mg-3Sn-2Ca alloy does not cause the formation of any new phase according to the information from Fig.1.

Fig.1 XRD patterns of as-cast experimental alloys: (a) 1# alloy; (b) 2# alloy
Figs.2 and 3 show the optical and SEM images of as-cast experimental alloys, respectively. It is found from Fig.2 that the experimental alloys are composed of α-Mg and secondary solidification phases (grey and black precipitates). According to the XRD and EDS results (Fig.1 and Table 2), the grey second phases whose amount is very large are identified as CaMgSn with a feather-like morphology; and the black phases whose amount is relatively smaller are Mg2Ca (Figs.3(a) and (c)). In addition, the bright CaMgSn phase with a rod-like morphology is also identified in the as-cast experimental alloys (Figs.3(b) and (d)). Furthermore, it is found from Figs.2 and 3 that adding 0.5%Ce to Mg-3Sn-2Ca alloy causes an interesting microstructural change. The volume fraction of feather-like CaMgSn phase in the 2# alloy is lower than that in the 1# alloy. In addition, adding 0.5%Ce to Mg-3Sn-2Ca alloy effectively causes the refinement of CaMgSn phase in the alloy. Although the exact measurement of size for the CaMgSn phases in the experimental alloys is difficult because of their complex shape, the size (in terms of area) of the CaMgSn phase measured and averaged over fifty tests before refining is 545 mm2 and after refining its average size is 64 mm2.
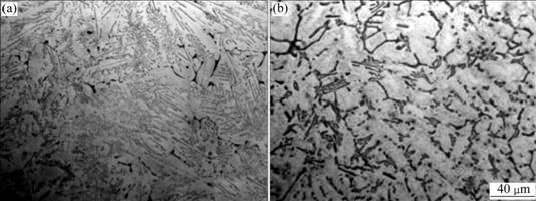
Fig.2 Optical images of as-cast experimental alloys: (a) 1# alloy; (b) 2# alloy

Fig.3 SEM images of as-cast experimental alloys: (a) and (b) 1# alloy; (c) and (d) 2# alloy
Table 2 EDS results of as-cast experimental alloys (molar fraction, %)

The above results indicate that adding 0.5%Ce to Mg-3Sn-2Ca alloy causes an decrease in the volume fraction of feather-like CaMgSn phase in the alloy. Based on the calculated vertical phase diagram section of Mg-Sn-Ca alloys with constant Ca content of 2.0% (Fig.4), in the Mg-3Sn-2Ca magnesium alloy, the rod-like CaMgSn phase forms as a primary solidification phase when passing through L+CaMgSn region during solidification, and then at the later stage of solidification the pseudo binary eutectic reaction (L+CaMgSn→α-Mg+ CaMgSn) and ternary eutectic reaction (L→α-Mg+ CaMgSn+Mg2Ca) occur at about 638 ℃ and 514 ℃, respectively, which results in the formation of feather-like CaMgSn phase[7]. Fig.5 shows the typical DSC curves of the as-cast experimental alloys. The characteristic values of peak, onset temperatures and enthalpy required for the phase transformation and other details are summarized in Table 3. As shown in Fig.5 and Table 3, there are two (sets of) peaks in each DSC curves of experimental alloys, corresponding to the pseudo binary eutectic reaction and the ternary eutectic reaction, respectively. Furthermore, it is found from Fig.5 that the DSC curves of 1# and 2# experimental alloys are similar, indicating that adding 0.5%Ce to Mg-3Sn-2Ca alloy does not influence the type of phase transformation thus the two alloys are composed of α-Mg, CaMgSn and Mg2Ca phases. However, it is observed from Table 3 that the peak, onset temperatures and enthalpy of pseudo binary eutectic reaction and ternary eutectic reaction for the 1# and 2# experimental alloys are different, especially the enthalpy. Apparently, the decrease in the volume fraction of feather-like CaMgSn phase in 2# alloy is possibly related to the effects of little Ce addition on the two eutectic reactions.

Fig.4 Calculated vertical phase diagram section of Mg-(0-8)Sn-2Ca alloys[13]

Fig.5 DSC curves of as-cast experimental alloys: (a) 1# alloy; (b) 2# alloy
Table 3 Analysis results of DSC curves for as-cast experimental alloy

In addition, the above results also indicate that adding 0.5% Ce to Mg-3Sn-2Ca alloy can result in the refinement of CaMgSn phase in the alloy. The reasons are possibly related to the following two aspects: 1) the decrease in the volume fraction of CaMgSn phase; 2) the Ce enrichment at the solid/liquid interface during the solidification process. It is well known that the Ce atom has larger atomic radius than the Sn atom (Ce: 0.183 nm; Sn: 0.141 nm). After adding 0.5% Ce to Mg-3Sn-2Ca alloy, the Ce element is rich at the solid/liquid interface during the solidification process due to the low solid solubility in α-Mg matrix, which hinders the diffusion of Sn atoms and induces the constitution undercooling in the solidification interface front[15].
In spite of the above investigations, the exact reason for the observed decrease of volume fraction and refinement for the CaMgSn phase in the Ce-containing Mg-3Sn-2Ca alloy is not completely clear. It is a subject for further study.
3.2 Effect on creep properties
Fig.6 shows the creep strain curves and second creep rates of the as-cast experimental alloys obtained at 150 ℃ and 70 MPa for 100 h. It can be observed from Fig.6 that the as-cast 1# and 2# experimental alloys exhibit higher creep-resistant properties than AE42 alloy. Since the creep-resistant properties of magnesium alloys are mainly related to the structure stability at high temperatures, a solution heat treatment (500 ℃, 6 h+ water cooled) is carried out for the experimental alloys and the corresponding microstructures are shown in Fig.7. By comparing Figs.2, 3 with 7, it is found that the solutionized microstructures of 1# and 2# experimental alloys seem to be similar to their as-cast microstructures, and the CaMgSn phases in the two alloys do not dissolve into the matrix. Obviously, the high creep-resistant properties of 1# and 2# experimental alloys are mainly related to the CaMgSn and Mg2Ca phases in the alloys, especially to the CaMgSn phase with higher thermal stability.

Fig.6 Creep strain curves (a) and second creep rates (b) of as-cast experimental alloys

Fig.7 Optical and SEM images of solutionized experimental alloys: (a) and (b) 1# alloy; (c) and (d) 2# alloy
In general, the decrease in the volume fraction of thermal stability phases for magnesium alloys commonly results in the decrease of creep-resistant properties. However, it is found from Fig.6 that after adding 0.5%Ce to Mg-3Sn-2Ca alloy, the second creep rate of the alloy at 150 ℃ and 70 MPa for 100 h changes from 3.28× 10-8 to 1.81×10-8 s-1, indicating that adding 0.5%Ce to Mg-3Sn-2Ca alloy can improve the creep-resistant properties of the alloy. Fig.8 shows the optical images of the experimental alloys obtained after creep rupture at 150 ℃ and 70 MPa. It is observed from Fig.8 that the coarse CaMgSn phases act as crack initiation sites during deformation (arrows ‘A’ and ‘B’ in Fig.8(a)). Therefore, it is inferred that the reason why the Ce-containing Mg-3Sn-2Ca alloy has higher creep-resistant properties is possibly related to the refinement of CaMgSn phases in the alloy because the coarse CaMgSn phase easily acts as crack initiation sites then deteriorates the creep resistance.

Fig.8 Optical images of experimental alloys obtained after creep rupture at 150 ℃ and 70 MPa: (a) 1# alloy; (b) 2# alloy
4 Conclusions
1) Adding 0.5%Ce to Mg-3Sn-2Ca alloy does not cause the formation of any new phase in the alloy. The as-cast Mg-3Sn-2Ca alloy added with 0.5%Ce is still composed of α-Mg, CaMgSn and Mg2Ca phases. However, an interesting microstructural change in the as-cast Mg-3Sn-2Ca alloy added with 0.5%Ce is observed. After adding 0.5%Ce to Mg-3Sn-2Ca alloy, not only the volume fraction of CaMgSn phase in the alloy is decreased but also the CaMgSn phases in the alloy are effectively refined.
2) The as-cast Mg-3Sn-2Ca and Mg-3Sn-2Ca-0.5Ce alloys exhibit higher creep-resistant properties than AE42 alloy. In addition, adding 0.5%Ce to Mg-3Sn-2Ca alloy can also improve the creep-resistant properties of the alloy. After adding 0.5%Ce to Mg-3Sn-2Ca alloy, the second creep rate of the alloy at 150 ℃ and 70 MPa for 100 h changes from 3.28×10-8 to 1.81×10-8 s-1.
References
[1] YANG M B, PAN F S, ZHANG J, ZHANG J. An analysis of the development and applications of current and new Mg-Al based elevated temperature magnesium alloys [J]. Mater Sci Forum, 2005, 488/489: 923-926.
[2] YANG M B, PAN F S, CHENG R J, SHEN J. Comparison about effects of Sb, Sn and Sr on as-cast microstructure and mechanical properties of AZ61-0.7Si magnesium alloy [J]. Mater Sci Eng A, 2008, 489: 413-418.
[3] ABULEIL T, HORT N, DIERINGA H, BLAWERT C, HUANG Y, KAINER K U. Development and characterization of a series of Mg-Sn-Ca alloys [C]// Proceedings of the Magnesium Technology in the Global Age, 45th Annual Conference of Metallurgists of CIM. Montreal, Canada, 2006: 739-749.
[4] RAO K P, PRASAD Y V, HORT N, HUANG Y, KAINER K U. High temperature deformation behaviour of a new magnesium alloy [J]. Key Eng Mater, 2007, 340/341: 89-94.
[5] HUANG Y, HORT N, ABULEIL T, KAINER K U, LIU Y. Effect of microstructural inhomogeneity on creep response of Mg-Sn alloys [J]. Key Eng Mater, 2007, 345/346: 561-564.
[6] ABULEIL T, RAO K P, HORT N, HUANG Y, BLAWERT C, DIERINGA H, KAINER K U. Microstructure, corrosion and creep of as-cast magnesium alloys Mg-2Sn-2Ca and Mg-4Sn-2Ca[C]// Proceedings of the Magnesium Technology Symposium (TMS 2007), 136th Annual Meeting and Exhibition of TMS (The Minerals, Metals and Materials Society). Orlando, USA: TMS, 2007: 257-262.
[7] KIM D H, LEE J Y, LIM H K, KYEONG J S, KIM W T, KIM D H. The effect of microstructure evolution on the elevated temperature mechanical properties in Mg-Sn-Ca system [J]. Mater Trans, 2008, 49(10): 2405-2413.
[8] PRASAD Y V R K, RAO K P, HORT N, KAINER K U. Hot working parameters and mechanisms in as-cast Mg-3Sn-1Ca alloy [J]. Mater Lett, 2008, 62: 4207-4209.
[9] HORT N, HUANG Y, KAINER K U. Intermetallics in magnesium alloys [J]. Adv Eng Mater, 2006, 8: 235-240.
[10] LEILL T A, HUANG Y, DIERING H, HORT N, KAINER KU, BURSIK J, JIRASKOVA Y, RAO K P. Effect of heat treatment on the microstructure and creep behavior of Mg-Sn-Ca alloys [J]. Mater Sci Forum, 2007, 546/549: 69-72.
[11] PRASAD Y V R K, RAO K P, HORT N, KAINER K U. Optimum parameters and rate-controlling mechanisms for hot working of extruded Mg-3Sn-1Ca alloy [J]. Mater Sci Eng A, 2009, 502: 25-31.
[12] KOZLOV A, OHNO M, ARROYAVE R, LIU Z K, SCHMID-FETZER R. Phase equilibria, thermodynamics and solidification microstructures of Mg-Sn-Ca alloys (Part 1): Experimental investigation and thermodynamic modeling of the ternary Mg-Sn-Ca system [J]. Intermetallics, 2008, 16: 299-315.
[13] KOZLOV A, OHNO M, ABULEIL T, HORT N, KAINER K U, SCHMID-FETZER R. Phase equilibria, thermodynamics and solidification microstructures of Mg-Sn-Ca alloys (Part 2): Prediction of phase formation in Mg-rich Mg-Sn-Ca cast alloys [J]. Intermetallics, 2008, 16: 316-321.
[14] HORT N, HUANG Y, ABULEIL T, MAIER P, KAINER K U. Microstructural investigations of the Mg-Sn-xCa system [J]. Adv Eng Mater, 2006, 8: 359-364.
[15] XIAO W L, JIA S S, WANG J, WU Y M, WANG L M. Effects of cerium on the microstructure and mechanical properties of Mg-20Zn-8Al alloy [J]. Mater Sci Eng A, 2008, 474: 317-322.
[16] FAN Y, WU G H, ZHAI C Q. Influence of cerium on the microstructure, mechanical properties and corrosion resistance of magnesium alloy [J]. Mater Sci Eng A, 2006, 433: 208-215.
Foundation item: Project(50725413) supported by the National Natural Science Foundation for Distinguished Young Scholar in China; Project (2007CB613704) supported by the National Basic Research Program of China; Projects(2006AA4012-9-6 and 2007BB4400) supported by the Chongqing Science and Technology Commission of China
Corresponding author: YANG Ming-bo; Tel: +86-23-68667455; E-mail: yangmingbo@cqit.edu.cn
DOI: 10.1016/S1003-6326(08)60411-2
(Edited by YANG Bing)

