铁矿石烧结性能预报模型
范晓慧1, 曾垂喜1, 姜 涛1, 陈许玲1, 龙红明1, 胡友明2, 张克诚2
(1.中南大学 资源加工与生物工程学院, 湖南 长沙, 410083;
2.涟源钢铁公司, 湖南 娄底, 417009)
摘要: 研究了铁矿石烧结性能的评价指标及其主要影响因素, 提出了误差修正的带动量项的线性再励自适应变步长BP神经网络算法, 建立了铁矿石烧结性能预报模型。 模型预报结果表明, 用拓扑结构为12―34―4的BP神经网络训练6700次后, 神经网络训练误差为0.000187, 模型预报命中率均达83.5%以上, 模型具有很好的泛化能力和自适应能力。
关键词: 铁矿石; 烧结性能; 神经网络; 建模; 预报
中图分类号:TP18 文献标识码:A 文章编号: 1672-7207(2005)06-0949-06
Predictive model of iron ore sintering capabilities
FAN Xiao-hui1, ZENG Chui-xi1, JIANG Tao1, CHEN Xu-ling1,
LONG Hong-ming1, HU You-ming2, ZHANG Ke-cheng2
(1.School of Resources Processing and Bioengineering, Central South University, Changsha 410083, China;
2. Lianyuan I & S Ltd, Loudi 417009, China)
Abstract: The valuing indexes and some main influencing factors in iron ore sintering capabilities were investigated in this paper. Based on the research, a BP neural network learning algorithm with amending error, appending momentum and adaptive variable step size linear reinforcement was presented, and a predictive model of iron ore sintering capabilities was established. By adopting the BP neural network with the 12―34―4 structure and after 6700 times train, the predictive result of model of iron ore sintering capabilities is satisfying, the neural network training error is 0.000187, and the predictive hit-ratio of random samples is over 83.5%. It can be concluded that the predictive model is generally applicable and has self-adaptability.
Key words: iron ore; sintering capability; neural network; modeling; prediction
随着钢铁工业的不断发展, 我国越来越多地使用国外铁矿石。 自1985年进口1000万t以来, 每年以14.9%的速度递增。 21世纪以来, 更是以每年20%以上的速度增长, 2000年进口量达到6997万t, 2001年猛增到9200万t, 2002年进口量为11148万t, 2003年铁矿石进口增长到14812万t, 而且铁矿石种类不断增多。 如何在烧结生产中合理利用这些日益变化的铁矿石资源, 使之满足钢铁工业生产需要, 已成为钢铁工业研究的重要内容。 尤其是当一种新品种的铁矿石用于烧结生产时, 往往要进行不断摸索和反复实验, 才能满足产质量指标的要求。 如果能根据铁矿石的一些基础性质, 预报出铁矿石的烧结性能, 就能很好地解决上述问题。
目前, 对烧结矿产质量预报模型的研究比较多, 周取定等[1]通过对烧结过程影响烧结矿质量的状态变量进行分析研究, 建立了基于热波状态的烧结矿质量预报模型。 米浩等[2]通过统计分析系统软件建立了烧结矿性能指标预测模型, 分析了烧结工艺参数对烧结矿质量指标的影响。 刘怀[3]通过烧结混合料的化学成分的研究, 建立了BP网络对其烧结矿的质量进行预测。 张军红等[4]利用遗传算法与神经网络相结合的方法, 建立了烧结矿质量预测模型。 R.Venkataramana等[5]建立了铁矿石烧结过程混匀制粒阶段颗粒粒度分布和冷料层透气性的复合模型。 M.J.Cumming等[6]通过传质传热、 水分的干燥冷凝、 熔融凝固、 料层特性(如颗粒直径、 烟道因素及孔隙等)的变化等, 对烧结过程进行了研究。 日本Takazo Kawaguchi等[7]开发了铁矿石烧结综合模拟模型, 用以评价各种控制因素对烧结矿质量的影响。 该模型包括透气性[8]、 热状态[9]、 熔融[10]、 孔隙率[11]、 矿物和质量[11, 12]6个子模型。 这些都仅考虑烧结过程中的状态变量(如床层结构、 熔融与凝固过程等)和操作参数(如烧结料层厚度、 烧结机速、 点火温度与负压、 混合料水分、 原料配比等), 而对烧结过程中的主体原料铁矿石的基础物理、 化学、 微观性质考虑较少, 有些仅涉及化学性质或者物理性质某一方面, 对铁矿石的微观性质考虑甚少。
在此, 作者对铁矿石的物理性质、 化学性质、 微观性质与其烧结性能之间的对应关系进行研究, 并建立铁矿石烧结性能预报模型。
1 铁矿石的烧结性能及其影响因素
1.1 铁矿石烧结性能的评价指标
铁矿石烧结性能的好坏是指铁矿石烧结后其产品(烧结矿)的产质量指标的高低, 而评价烧结矿产质量的指标参数是由烧结过程本身及高炉生产的要求而决定的。 转鼓强度用来评价烧结矿抗压和耐磨性能, 是烧结矿的一项重要质量指标; 烧结速度是指单位时间内烧结料层燃烧的厚度, 它既反映了矿种的性能, 又对烧结矿的产质量指标有影响; 成品率是指粒度大于5 mm的烧结矿(成品烧结矿)占总烧结饼的质量分数, 它是衡量烧结矿产量的重要参数; 利用系数是指单位时间内单位面积的成品烧结矿的质量, 它是烧结速度和成品率的综合反映, 是烧结矿产量的指标。 所以, 转鼓强度、 烧结速度、 成品率和利用系数从不同角度反映了烧结矿的产质量情况, 可以作为铁矿石烧结性能的评价指标。
1.2 铁矿石烧结性能的影响因素
影响铁矿石烧结性能的因素很多, 在烧结设备和操作条件一定的情况下, 主要影响因素是铁矿石本身的性质, 即铁矿石的物理性质、 化学性质和微观结构等。 为了满足烧结矿化学成分和产质量指标的要求, 烧结用含铁原料都是由多种含铁原料经过配矿组成的中和料, 影响烧结矿产质量指标的因素是中和料的性质。
1.2.1 物理性质对铁矿石烧结性能的影响
物理性质包括粒度组成、 孔隙率与堆密度等。
a. 粒度组成。 铁矿石的粒度是体现铁矿石物理性能的主要指标, 彭甲平[13]在铁矿石质量评价的研究中指出, 对于铁矿石烧结生产而言, 烧结中和料中0~3 mm的粒级含量与烧结生产率成反比关系, 粒度小于3 mm的颗粒比率越高, 烧结生产率越低; 同时, 随着烧结料中粒度为0~3 mm部分的减少, 烧结料更加均匀, 消除了烧结的夹生料, 从而使烧结矿的机械强度提高; 而且烧结中和料合适的粒度组成是: 粒度为0~3 mm料的含量小于15%, 粒度为3~5 mm料的含量为40%~50%, 粒度为5~10 mm料含量不超过30%, 粒度大于10 mm的料不得超过10%, 即尽量减少0~3 mm的粒级含量而增加3~10 mm的粒级含量, 尤其是增加3~5mm粒级的含量, 这样, 才能使烧结料在减少粉末的基础上, 提高烧结矿的质量和产量。 对烧结混合料制粒小球的结构研究表明[14], 球粒一般是由成核颗粒和粘附细粒组成, 称之为“准颗粒”。 “准颗粒”的形成条件与粒度组成密切相关。 理想的“准颗粒”以粒度为1~3 mm的粒子作核颗粒, 0.25~1.0 mm的中间颗粒难于粒化, 越少越好。 对于铁精矿烧结, 配加一定数量的返矿作核颗粒, 有利于制粒。
b. 中和料的孔隙率、 堆密度是由铁矿石的孔隙率和堆密度分别决定的, 而铁矿石的孔隙率、 堆密度是由铁矿石的地质生成条件所决定的。 一般而言, 孔隙率大的总体烧结性能较好, 烧结矿产质量指标较好, 尤其可以改变烧结矿的冶金性能。 堆密度与中和料的含铁品位、 粒度组成、 孔隙率有关, 中和料的堆密度与烧结矿的产量相关。
1.2.2 化学性质对铁矿石烧结性能的影响
中和料的化学性质是影响铁矿石烧结性能的一个重要因素, 化学成分主要有: TFe, SiO2, Al2O3, MgO, MnO, TiO2, K2O, Na2O, P, S等。
a. 对烧结用料, 首先要保证铁矿石的铁品位, 它直接影响到烧结矿的化学组成和全铁含量; 另外, 含铁量低, 脉石含量就高, 高炉冶炼就需多用熔剂和焦炭, 产率也下降。 因此, 中和料中铁矿石的铁品位对烧结矿的产质量有极大的影响。
b. SiO2是烧结过程必需的造渣物质, 烧结混合料中必须保持一定的SiO2含量, 但过多的SiO2会降低铁矿石的品位, 从而影响到烧结矿的品位; 另外, SiO2含量过低, 则液相量不足, 影响烧结成矿。
c. 由于Al2O3为高熔点化合物, 高Al2O3含量烧结需要更高的烧结温度和更长的烧结时间来维持所需的烧结矿强度, 因此, 烧结生产中希望铁矿石的Al2O3含量越低越好。 但低含量Al2O3的铁矿石价格比较高, 且在生产中所使用的铁矿石普遍含有Al2O3, 因此, 在保证烧结矿产质量的基础上, 允许一定品位的Al2O3存在。
d. 适量的MgO能提高烧结矿的强度, 改善烧结矿的冶金性能, 提高烧结矿的质量。
粒度为3~5 mm的料是混合料的主要组成部分, 其中SiO2, Al2O3和MgO的含量对烧结性能起到不可忽视的作用。 在相同配比条件下, 中和料粒度、 化学成分等基本相同, 但是粒度为3~5 mm料中SiO2, Al2O3和MgO的含量不同时, 其烧结性能完全不同。
1.2.3 微观结构性质
巴西CVRD公司在研究铁矿石微观结构与其烧结性能及过程行为的关系中指出[15], 影响铁矿石烧结性能的一个重要而又容易忽视的主要因素是矿物组成与显微结构。 铁矿石的矿物组成和显微结构大致可归纳为: 赤铁矿、 磁铁矿、 褐铁矿和菱铁矿, 而赤铁矿中结晶的赤铁矿称为镜铁矿, 它外观上为黑色, 结构更致密和光滑, 而且赤铁矿可能部分水化(针铁矿或水合赤铁矿)。 不同显微结构的铁矿石其冶炼性能不同(铁含量、 有害杂质、 强度及还原性等均不同)。
微观结构特征如铁矿物的晶粒大小和水合程度取决于成矿时的温度和压力。 成矿温度高, 则晶粒尺寸大且水合程度低。 水合程度高, 利用系数增加, 转鼓强度低; 晶粒尺寸大, 利用系数降低, 强度变化不是太大。
在铁矿石烧结中, 中和料中铁矿石的微观结构性质是决定烧结矿矿物组成的内在因素。
综上所述, 影响铁矿石烧结性能的主要因素有: 中和料3~5 mm的含量; 小于0.25 mm粘附粒子的含量; 大于1.0 mm成核粒子的含量; 堆密度; 孔隙率; TFe; 烧损; 赤铁矿的含量; 中和料3~5 mm料中SiO2; Al2O3和MgO的含量及中等晶粒的数量。
2 预报模型
近几年来, 得到迅速发展的神经网络方法从理论上讲可以逼近任意的非线性函数[16], 加之其具有并行和学习两大功能, 已经引起许多领域专家的极大兴趣。 针对一般BP神经网络算法的固有局限性, 即存在收敛速度慢、 易产生局部极值或振荡、 训练易瘫痪产生发散现象等问题, 对该算法进行改进。
2.1 误差修正之后的神经网络模型
目前, 用于建模的神经网络大多是反向传播网络(采用BP算法的多层前馈网络)。 研究结果表明, 三层反向传播网络模型可以表征任意的非线性关系[16]。 因此, 这里也采用三层前馈网络作为基本神经网络。 图1所示为三层前馈神经网络信息处理结构, 它由输入层、 隐含层和输出层组成, 各层之间实行全连接, 层内神经元之间无连接, 其中隐含层对实现各种非线性映射是必不可少的。 对网络进行训练学习的过程亦即是对权重和阀值的调整过程。 设Xh(h=1, 2, …, n)为输入神经元, Yj(j=1, 2, …, m)为输出神经元, 输入层中第h个神经元与隐含层中第i个神经元之间的连接权为Whi, 隐含层中第i个神经元与输出层中第j个神经元之间的连接权为Vij。
设Y=G(X)是一个多变量的非线性映射, 称为教师信号, 输入向量为X=[X1, X2, X3, …, Xn]T, 可以用前馈三层网络来逼近此映射。
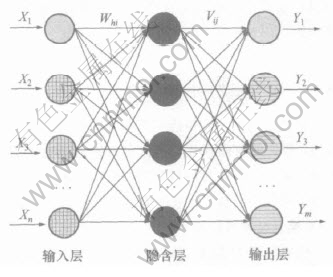
图 1 BP神经网络信息处理结构图
Fig. 1 Diagram of BP neural network information dealing framework
定义网络能量函数:
其中, Ym为对应输入X的BP网络输出。
由BP神经网络原理和最优化方法中的梯度算法[17], 得误差修正之后的BP神经网络模型为:

其中: α为动量因子, 0〈α〈1; β为学习因子, 0〈β〈1。 引入α的作用是使BP保留以前的学习信息, 而不被很快“冲掉”, α和β要在网络学习训练中根据具体情况, 合理选取。
2.2 带动量项自适应调节算法
为了加快基本BP算法的收敛速度, 采用线性再励思想使步长自适应变化[18]。 其基本思想如下: 如果连续迭代2次使 的符号相同, 表明下降太慢, 应增加步长; 反之, 如果连续迭代2次使的符号相反, 表明步长太大, 应减小步长。 为了使步长的每次改变不致幅度太大, 这里采用如下的线性再励学习算法:
的符号相同, 表明下降太慢, 应增加步长; 反之, 如果连续迭代2次使的符号相反, 表明步长太大, 应减小步长。 为了使步长的每次改变不致幅度太大, 这里采用如下的线性再励学习算法:
Δη(t)=ελη(t-1)。(3)
其中, η(t)为t时刻的步长; ε为常数, 0≤ε≤1, 一般可取ε=0.20~0.30, 且λ定义为:

这时神经网络算法成为:

则得带动量项α的自适应变步长快速BP神经网络算法为:
W(t+1)=W(t)-η(t)Z(t);(5)
其中,
改进之后的BP神经网络算法具有很好的训练效果, 很快的收敛速度, 不仅可以有效地缩短训练时间, 保证足够高的预报精度, 还可以有针对性地限制振荡甚至发散。 网络训练误差趋势如图2所示。
2.3 模型结果及讨论
模型所需数据来自多年的烧结实验数据, 用Visual C++6.0编程工具结合MATLAB语言进行铁矿石烧结性能预报模型系统软件的开发。
为预报模型设计样本150组, 前120组作为模型的训练样本, 后30组作为模型的预报样本。 模型输入参数为影响铁矿石烧结性能的12个关键因素, 即中和料粒度为3~5 mm粒子的含量、 粒度小于0.25 mm粘附粒子的含量、 粒度大于1.0 mm成核粒子的含量、 堆密度、 孔隙率、 TFe、 烧损、 赤铁矿的含量和中和料粒度为3~5 mm料中SiO2, Al2O3和MgO的含量及中等晶粒的数量, 模型输出参数为铁矿石烧结性能的4个评价指标转鼓强度、 烧结速度、 成品率和利用系数。
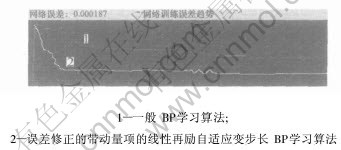
图 2 预报模型网络训练误差趋势图
Fig. 2 Diagram of training error direction of predictive model
铁矿石烧结性能预报模型参数为: 输入层神经元12个、 输出层神经元4个、 隐含层节点34个, 采用误差修正的带动量项的线性再励自适应变步长BP学习算法, 动量项α=0.60, 学习初始速率β=0.70, 初始权值与初始阈值都为0.80, 训练步数6700, 网络训练误差E=0.000187, 隐层激发函数采用 函数。
函数。
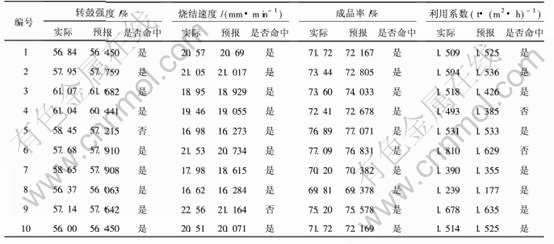
铁矿石烧结性能评价指标转鼓强度、 烧结速度、 成品率和利用系数的预报命中率如表1所示, 各指标前10个样本的实际值与预报值如表2所示。
表 1 铁矿石烧结性能预报模型各评价指标命中率
Table 1 Predictive hit-ratio of model %
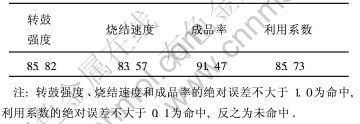
由表1和表2可知, 该预报模型具有很强的泛化能力和自适应能力, 各个指标的命中率均达到83.5%以上, 网络的预报误差比较小, 能够比较准确地预报铁矿石的烧结性能。
表 2 铁矿石烧结性能预报模型各评价指实际值与预报值的比较
Table 2 Contrastive of factual value and predictive value of model
3 结 论
a. 通过对铁矿石烧结性能及其物理、 化学、 微观等性能的研究, 确定了影响转鼓强度、 烧结速度、 成品率和利用系数的主要因素为: 中和料粒度为3~5 mm粒子的含量, 粒度小于0.25 mm粘附粒子的含量, 粒度大于1.0 mm成核粒子的含量, 堆密度, 孔隙率, TFe, 烧损, 赤铁矿的含量, 中和料粒度为3~5 mm料中SiO2, Al2O3和MgO的含量及中等晶粒的数量。
b. 针对一般BP神经网络算法的固有局限性, 提出了误差修正的带动量项的线性再励自适应变步长BP神经网络算法, 建立了铁矿石烧结性能预报模型。
c. 模型预报结果表明, 用拓扑结构为12―34―4的BP神经网络, 训练6700次后, 神经网络训练误差为0.000187, 模型预报命中率均达83.5%以上, 模型具有很强的泛化能力和自适应能力。 该模型对铁矿石烧结性能的基础研究具有重要意义。
参考文献:
[1]刘克文, 周取定. 烧结矿质量预报模型的研究[J]. 烧结球团, 1990, 15(1): 1-6.
LIU Ke-wen, ZHOU Qu-ding. Study on prediction model of sinter quality[J]. Sintering and Pelletizing, 1990, 15(1): 1-6.
[2]米浩, 曹立刚. 烧结矿性能指标预测模型[J]. 烧结球团, 1999, 24(2): 11-14.
MI Hao, CAO Li-gang. Prediction model of sinter quality indexes[J]. Sintering and Pelletizing, 1999, 24(2): 11-14.
[3]刘怀. 用BP网络模型对烧结矿质量预测[J]. 烧结球团, 1999, 24(5): 4-7.
LIU Huai. Adopts BP network model to forecast quality of sinter[J]. Sintering and Pelletizing, 1999, 24(5): 4-7.
[4]张军红, 谢安国, 沈峰满. 烧结矿质量预测的BP网络模型[J]. 鞍山钢铁学院学报, 2001, 24(6): 406-408.
ZHANG Jun-hong, XIE An-Guo, SHEN Feng-man. BP network model for forecasting sinter quality[J]. Journal of Anshan Institute of I & S Technology, 2001, 24(6): 406-408.
[5]Venkataramana R, Gupta S S, Kapur P C. A combined model for granule size distribution and cold bed permeability in the wet stage of iron ore sintering process[J]. Int J Miner Process, 1999, 57(2): 43-55.
[6]Cumming M J, Thurlby J A. Developments in modeling and simulation of iron ore sintering[J]. Ironmaking and Steekmaking, 1990, 17(4): 148-153.
[7]Kawaguchi T, Sato S, Ichidate M, et al. Development and application of an integrated simulation model for iron ore sintering[J]. Transactions ISIJ, 1985, 25(2): 97-111.
[8]Yoshinaga M. Fundamental study on granulation of sinter raw material mixture[J]. Australia-Janoan Extractive Metallurgy Sympo, 1980, 4(8): 145-149.
[9]Yoshinaga M, Kubo T. Approximate simulation model for sintering process[J]. Sumitomo Search, 1978, (20): 1-14.
[10]Sato S. Melting model for iron ore sintering[J]. Trans, ISIJ, 1986, 26(4): 282-289.
[11]Sato S. Consideration on controlling factors of sinter strength[J]. Tesu-to-Hange, 1982, 68(2): 732-736.
[12]Kawangchi. Development of an integrated simulation model for iron ore sintering[J]. Trans ISIJ, 1985, 25(4): 251-257.
[13]彭甲平.铁矿石质量评价[J]. 湖南冶金, 2000(3): 30-34.
PENG Jia-ping. Valuation on quality of iron ore[J]. Hunan Metallurgy, 2000(3): 30-34.
[14]傅菊英, 姜 涛, 朱德庆.烧结球团[M]. 长沙: 中南工业大学出版社, 1996.
FU Ju-ying, JIANG Tao, ZHU De-qing. Sintering and Pelletizing[M]. Changsha: Central South University of Technology Press, 1996.
[15]Lafayette C, Rodrigo O. Relation of microcosmic fabric and sintering capability & behavior[J]. Trans ISIJ, 1999, 39(4): 270-275.
[16] 阅平凡.人工神经网络模型-分析与应用[M].合肥: 安徽教育出版社, 1991.
YUE Ping-fan. Artificial Intelligence Model- Analysis and Application[M]. Hefei: Anhui Education Press, 1991.
[17] 解可新, 韩立兴, 林友联. 最优化方法[M]. 天津: 天津大学出版社, 1997.
XIE Ke-xin, HAN Li-xing, LIN You-lian. Method of Optimization[M]. Tianjin: Tianjin University Press, 1997.
[18] 邓志东, 孙增所.利用线性再励的自适应变步长快速BP算法[J].模式识别与人工智能, 1993, 6(4): 319-323.
DENG Zhi-dong, SUN Zeng-suo. BP learning algorithm with adaptive variable step size linear reinforcement[J]. Pattern Identify and Artificial Intelligence, 1993, 6(4): 319-323.
收稿日期:2005 -03 -26
基金项目: 国家自然科学基金资助项目(50374080)
作者简介:范晓慧(1969-), 女, 河北昌黎人, 博士, 教授, 博士生导师, 从事钢铁冶金数学模型与人工智能的研究
论文联系人: 曾垂喜, 男, 硕士研究生; 电话: 13187066381(手机); E-mail: hnzcx2002@163.com

