
Effect of additional elements on aging behavior of Al-Zn-Mg-Cu alloys by spray forming
LI Li(栗 丽)1, ZHOU Tie-tao(周铁涛)1, LI Huan-xi(李焕喜)1, CHEN Chang-qi(陈昌麒)1,
XIONG Bai-qing(熊柏青)2, SHI Li-kai(石力开)2
1.School of Materials Science and Engineering, Beijing University of Aeronautics and Astronautics,
Beijing 100083, China;
2.National Engineering Research Center for Nonferrous Metals Composites,
General Research Institute for Nonferrous Metals, Beijing 100088, China
Received 9 August 2005; accepted 10 March 2006
Abstract: The microstructure and aging behavior of spray formed Al-Zn-Mg-Cu alloys were investigated as a function of alloying element addition. It is revealed that the grains of the as-deposited alloys are refined with increasing Zn element, while the function of Ni addition is to reduce grain boundary particles and eutectic in the as-extruded condition. Particles containing Mg and Zn are found to increase with Zn content increasing, while the role of Ni is to reduce both the number and size of these particles. After uniform heat treatment, parts of educts in grain boundary have melted and the grains have not grown up obviously. After heat extrusion, the microstructure becomes denser and there are many precipitated phases in cross-section while there are second phase arranging along extruded direction in longitudinal section. During artificial aging, the increment of Zn content produces not much effect on peak hardness, in addition to an accelerated overage softening. An addition of about 0.13%Ni, however, gives rise to not only improved peak hardness but also an improvement of property stability at the ageing temperature.
Key words: Al-Zn-Mg-Cu alloy; spray forming; alloying; microstructure; aging behavior
1 Introduction
Spray atomization and deposition technology, also termed spray forming, has attracted considerable attention because of its excellent potential advantages in the production of structure materials: cost-effectiveness in combination with providing superior microstructure and improved mechanical properties[1]. This technology involves the energetic disintegration of molten material by gas jets into micron-sized droplets, followed by the immediate deposition of a mixture of solid, liquid, and partially solidified droplets. The cost-effectiveness is inherently associated with simplicity of this technology. Compared with powder metallurgy, spray forming combines powder preparation, degassing and densification into a single step. It also minimizes the surface oxidation and other deleterious surface reactions, which are generally encountered in powder metallurgy. Compared with the conventional ingot casting, spray forming eliminates macrosegregation and minimizes microsegregation, hence avoiding many of the intermediate forming steps that are typically required by conventional processes such as long-term homo- genization treatment and extensive thermomechnical processing. In addition, spray forming is capable of manufacturing near-net shape materials. As far as the microstructure and mechanical properties are concerned, it has been extensively documented that spray forming generally leads to improvement on the physical and mechanical characteristics of aluminum based[2-5], magnesium based[6,7], ferritic steels[8], nickel based [9-12], and titanium based[13,14] intermetallic, and metal matrix composites(MMCs)[15-17].
Traditional Al-Zn-Mg-Cu alloys have been widely used because of their high strength, corrosion-resistance and other good properties in aviation industry[18]. Al-Zn-Mg-Cu alloy produced by spray forming not only has improved solid solubility of alloying elements (such as Zn, Mg), refined grain and decreased segregation, but also can add alloying elements (such as Ni) which can not be added by traditional metallurgical technique. Further using spray forming is propitious to improve and control the amount, the size, and the distribution etc of precipitated phases and can offer opportunity to increase the strength of aluminum alloy and maintain good plasticity[19-22].
In this study the effect of Zn and Ni on the microstructure character and aging behavior was studied by microstructure observation and aging treatment.
2 Experimental
Three kinds of ultra strength Al-Zn-Mg-Cu alloy (Table 1) were prepared on SF-200 spray forming pilot equipment in General Research Institute for Nonferrous Metals. The molten metal coming from the nozzle at the rate of 2-3 kg/min was atomized by free-fall nitrogen gas atomizer. The gas pressure was controlled under 0.5 and 0.6 MPa in the experiments. The melt temperature was 800-850 ℃ and did not drop below 780 ℃ during the spray forming process. The substrate was a rotating stainless steel disc. The distance of nozzle to the substrate was 400-500 mm so that the majority of the particles was upon impingement in particular state but did not run off the substrate.
Table 1 Chemical composition of alloys used(mass fraction, %)
The round billet with 180 mm in diameter and 200 mm in length was produced. After 450 ℃, 2 h homo- genization heat treatment, the billet was hot extruded to the form of bars with extrusion rate of 24∶1 by 800t extruding machine.
The microstructures of as-deposited and as-extruded specimens were observed by optical microscope (NEOPHOT-2) and scanning electron microscope (SEM-S530). The chemical composition of larger second phase particles was analyzed and confirmed by energy dispersive spectrometer (LINK ISIS). The solution treatment of alloys was completed in salt-bath furnace and the artificial aging was conducted in silicone oil-bath furnace. The hardness of the sample after aging treatment was measured by a HV-5 Light Vickers hardness tester. The specimens of aging test were intercepted to 25.80 mm in diameter and 10.00mm in length by linear cutting.
3 Results and Discussion
3.1 Microstructure of as-deposited alloys
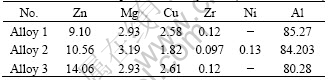
As shown in Fig.1, the as-deposited alloys have equiaxed crystal structure and their grain size is 10-70 ?m. The grains are refined with Zn content increasing. There are short stick-like precipitated phases uniformly distributed in the internal grain, and there are appreciatively continuous educts at grain boundary and the similar eutectic structures at the triangle boundary. By EMS analysis, the chemical composition of eutectic is AlZnMgCu.
From Fig.1, it can also be seen that the continuous educts in the grain boundary of Alloy 2 containing Ni are very few, and the eutectics on the triangle boundary are obviously fewer than other alloys. But the short sticklike precipitated phases look closer than others.
For the conventional alloys, homogenization heat treatment can eliminate gross segregation and make microstructure more uniform, but it also makes the grain of alloys grow up to a certain extent. For verifying whether homogenization heat treatment has the same effect on the alloys prepared by spray forming, the as-deposited specimens were done homogenization heat treatment at 450 ℃, and the microstructures were observed after heat treatment 2 h and 8 h.
From Fig.2, it is found that during homogenization heat treatment, the continuous educts in grain boundary and short stick-like precipitated phases in the internal grain are remelted. And with time prolonging, the boundary of grain becomes not distinct. But the similar eutectic structures on the triangle boundary have not subjected to the effect of homogenization heat treatment and show not obvious decrease. For the specimen after homogenization heat treatment, the grains have not obviously grown up except few grains.
3.2 Microstructure of as-extruded alloys
After homogenization heat treatment and hot extrusion (Fig.3), the grain boundary is not obvious, and in the cross section the refined spotted state precipitated phases can be seen and in the longitudinal section the coarse second phases particles can be seen to array as stream line along the extruded direction. After homo- genization heat treatment and hot extrusion, the structure of alloys becomes obviously denser than before.
Fig.4 shows SEM images of the as-extruded alloys. It can be seen that the amounts of spotted state precipitated phase of two alloys containing no Ni are many and the size of it is large, and the amounts tend to increase with Zn content increasing. While the amounts of spotted state precipitated phases of two alloys containing Ni are few and the size of it is small.
By EMS analysis, the contents of Mg and Zn are high in the spotted state precipitated phases and in the coarse second phases the contents of Cu and Fe are rich.
After solution treatment, the majority of second phases has remelted except a small amount of coarse particles along extruded direction (Fig.5 and Fig.6). The unmelted particles, by EMS analysis, contain mostly Fe. The results show there are also unmelted phases containing Fe in the Al-Zn-Mg-Cu alloys even though spray forming technology has been adopted.
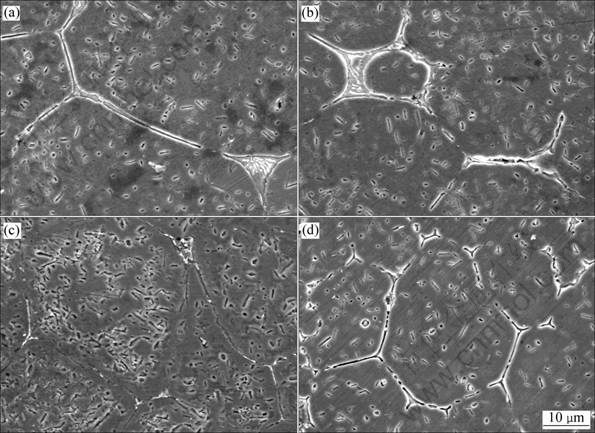
Fig.1 SEM images of as-deposited alloys: (a) Cross section of alloy 1; (b) Longitudinal section of alloy 1; (c) Cross section of alloy 2; (d) Cross section of alloy 3
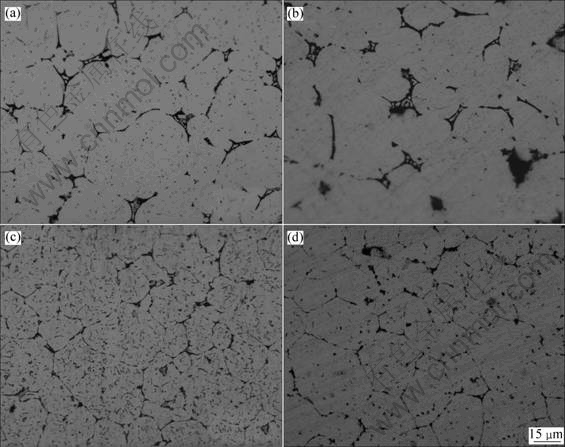
Fig.2 Optical microstructures of as-deposited alloys after homogenization heat treatment: (a) Alloy 1, 450 ℃, 2 h; (b) Alloy 1, 450 ℃, 8 h; (c) Alloy 2, 450 ℃, 2 h; (d) Alloy 2, 450 ℃, 8 h

Fig.3 Optical microstructures of alloys after hot extrusion (The arrows indicate the extrusion direction): (a) Cross section of alloy 1; (b) Longitudinal section of alloy 1; (c) Cross section of alloy 2; (d) Longitudinal section of alloy 2; (e) Cross section of alloy 3; (f) Longitudinal section of alloy 3
Fig.7 shows TEM photographs of the as-aged alloys. From Figs.7(a) and (b), it is found that after aging at 120 ℃ for 12 h, the alloy 2 and alloy 3 both have fine dispersive nodular precipitated phases with size of 5 nm, which are considered GP zone and η′ phase. The spray formed alloys should form GP zone and precipitate η′ phase with GP zone growing. The η′ phase and matrix are semi-coherent so the strength of the alloys is high. Further comparing Figs.7(a) and (b), it can be observed that the precipitated phases of alloy 3 are denser and smaller than those of alloy 2, and it can be considered that the solution precipitation proceeds more easily and the precipitated phases are denser with the addition increasing. At the same time, it can be observed from Fig.7(d) that the grain boundary precipitate free zones(PFZ) are 20 nm wide and large educts are in ground boundary which are disadvantage to heat stability.
Figs.7(b) and (c) show the bright field images of alloy 2 aged at 120 ℃ for 18 h and 24 h, respectively. With aging developed, η′ phase changes into stable η phase (Mg(Al, Cu)Zn) and dispersion strengthening has mainly effect on the strengthening of alloys.
Fig.4 SEM images of as-extruded alloys: (a) Alloy 1; (b) Alloy 3; (c) and (d) Alloy 2

Fig.5 Optical microstructures of as-quenched alloy 2: (a) Cross section; (b) Longitudinal section
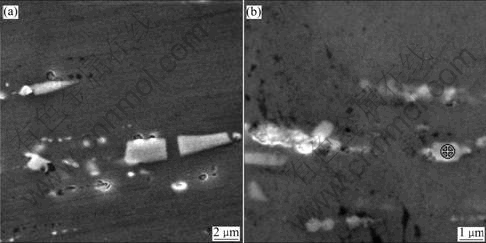
Fig.6 SEM images of as-aged alloy 2: (a) 470 ℃, 1 h+120 ℃, 9 h; (b) 470 ℃, 1 h+120 ℃, 24 h
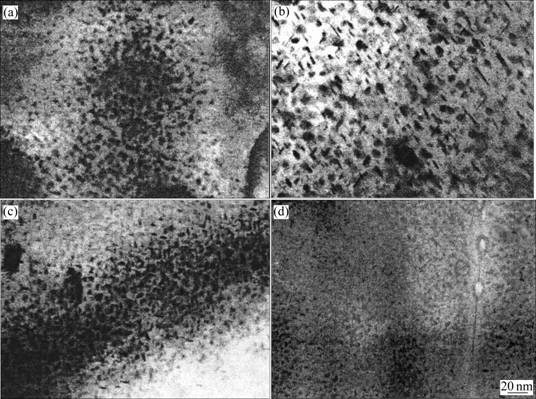
Fig.7 TEM photographs of extruded alloy 2 and alloy 3 in T6 condition: (a) Alloy 2 after aging at 120 ℃ for 12 h; (b) Alloy 2 after aging at 120 ℃ for 18 h; (c) Alloy 2 after aging at 120 ℃ for 24 h; (d) Alloy 3 after aging at 120 ℃ for 12 h
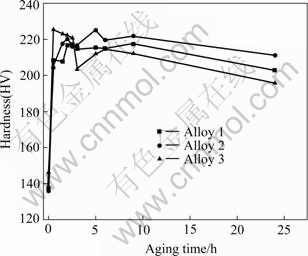
Fig.8 Vickers hardness variation during aging at 160 ℃
3.3 Analysis of aging behavior
The aging hardness variations of specimens under different conditions are shown in Fig.8 and Fig.9. It can be found that after 470 ℃ solution treatment and 160 ℃ aging, the time of reaching peak hardness is shorter and the value of peak hardness is larger, but the over-aged softening become rapid with Zn content increasing of Al-Zn-Mg-Cu alloys from spray forming. After 480 ℃ solution treatment and 120 ℃ aging, the effect of Zn content is little.
From Figs.8 and Fig.9, it can be also found that although the Zn content of alloy 2 containing Ni is lower than that of alloy 3, the value of peak hardness is even above the value of alloy 3, what is more, the over-aged softening of alloy 2 is slow. The results show that the Ni addition of Al-Zn-Mg-Cu alloys from spray forming is useful not only to increase the peak ageing hardness but also to improve the heat stability of alloys.

Fig.9 Vickers hardness variation during aging at 120 ℃
4 Conclusions
1) By spray forming technology, the contents of Zn can be obviously increased and Ni can be added to Al-Zn-Mg-Cu alloy.
2) After homogenization heat treatment, parts of phases in the internal grain have remelted and the grains have not obviously grown up except few grains.
3) Increasing Zn content makes the grain of the as-deposited alloys refine, but it has little contribution for the artificial ageing hardness.
4) The precipitation phases are η′ phase and η phase of about 10 nm size. With the addition increasing, the solution precipitation proceeds more easily and the precipitated phases are denser.
5) An addition of 0.13% Ni can decrease the continuous educts in the grain boundary and gives rise to not only improved peak hardness but also improved property stability at the aging temperature.
References
[1] Lavernia E J, Wu Y. Spray Atomization and Deposition [M]. Chichester: Willey, 1996. 232-233.
[2] WEI Qiang, XIONG Bai-qing, ZHANG Yon-gan, ZHU Bao-hong, SHI Li-kai. Production of high strength Al-Zn-Mg-Cu alloys by spray forming process [J]. Trans Nonferrous Met Soc China, 2001, 11(2): 258-261.
[3] Mingard K P, Cantor B, Palmer I G, Hughes I R, Alexander P W, Willis T C, White J. Macro-segregation in aluminium alloy spray formed billets [J]. Acta Materialia, 2000, 48: 2435-2449.
[4] Sanctics M D. Structure and properties of Al-Zn-Mg-Cu alloys produced by spray deposition [J]. Materials Science and Engineering A, 1991, A141: 103-121.
[5] Leatham A G. Spray forming: alloys, products and markets [A]. Fourth Int Conf on SF [C]. Baltimore, USA, 1999. 20-25.
[6] Kainer K U. Spray froming of magnesium alloys and composites [J]. Powder Metall, 1997, 40(2): 126-130.
[7] Chen C Y, Tsao Chi Y A. Spray forming of silicon added AZ91 magnesium alloy and workability [J]. Materials Science and Engineering A, 2004, A383(1): 21-29.
[8] Shaw L, Spiegelhauer C. Spray forming of large diameter special steel billets [J]. Metal Powder Report, 1997, 52: 37-42.
[9] Newbery A P, Jordan R M, Singer A G E, Canter B. Electric arc spray forming of an Ni3Al based alloy [J]. Scripta Materialia, 1996, 35: 47-51.
[10] Hedges, Malthew K, Newbery A P, Grant P S. Characterization of electric arc spray formed Ni superalloy IN718 [J]. Materials Science and Engineering A, 2002, A326: 79-91.
[11] Ralttioaho R, Sacen T. Ductility in spray deposited Ni3Al- based intermetallic compounds [J]. Scripta Materialia, 1997, 37(12): 1895-1900.
[12] Ho S, Lavernia E J. Thermal residual stresses in spray atomized and deposited Ni3Al [J]. Scripta Materialia, 1996, 34(4): 527-536.
[13] LI Bing, Lavernia E J. Spray forming and co-injection of particulate reinforced TiAl/TiB2 composites [J]. Acta Materialia, 1997, 45(12): 5015-5030.
[14] Rainer G, Schimansky F P, Wegmann G, Zhang J X. Spray forming of Ti48.9Al (at%) and subsequent hot isostatic pressing and forging [J]. Materials Science and Engineering A, 2002, A326(1): 73-78.
[15] Ho S, Lavernia E J. The effect of ceramic reinforcement on risidual stresses during spray atomization and co-deposition of metal matrix composites [J]. Scripta Materialia, 1996, 34(12): 1911-1918.
[16] Khor K A, Yuan Z H, Boey F Y C, Murakoshi Y, Sano T. Preparation of Al-Li/SiCp composite powder by a plasma spray atomization(PSA) technique [J]. Journal of Materials Processing Technology, 1995, 48: 541-548.
[17] Chaudhury S K, Sivaramakrishnan C S, Panigrahi S C. A new spray forming technique for the preparation of aluminium rutil(TiO2) exsitu particle composite [J]. Journal of Materials Processing Technology, 2004, 45: 385-390.
[18] XIONG Bai-qing. Present and development of spray forming technology [J]. Chinese Journal of Rare Metals, 1999, 11(6): 26-37.(in Chinses)
[19] Leatham A G. A progress review of the Ospray process [A]. Proc 2nt Int Conf On Spray Forming (ICSF2) [C]. Swansea, 1993. 129.
[20] ZHANG Yon-gan, XIONG Bai-qing, WEI Qiang, ZHU Bao-hong, LIU Hong-wei, SHI Li-kai. Research on ultra high strength Al-Zn-Mg-Cu alloys with spray forming [J]. Rare Metals, 2002, 26(6): 15-18.
[21] Castillo L D, Lavernia E J. Microstructure and mechanical behavior of spray-deposited Al-Cu-Mg(-Ag-Mn) alloy [J]. Metall Mater Trans A, 2000, 31A(9): 2287-2293.
[22] WEI Qiang, XIONG Bai-qing, ZHANG Yon-gan, ZHU Bao-hong, SHI Li-kai. Structure and property of high strength Al-Zn-Mg-Cu alloy by spray forming [J]. The Chinese Journal of Nonferrous Metals, 2001, 11(2): 279-284.(in Chinese)
Foundation item: Project(2001AA332030) supported by the Hi-tech Research and Development Program of China
Corresponding author: LI Li; Tel: +86-10-82314488; E-mail: lily@mse.buaa.edu.cn
(Edited by YUAN Sai-qian)

