
Effect of shot peening and grit blasting on surface integrity: Influence on residual stresses
K.TOSHA1, LU Jian2
1. Department of Mechanical Engineering, Meiji University, 1-1-1 Higashimita, Tama-ku, Kawasaki 214-8571, Japan;
2. Department of Mechanical Engineering, Polytechnic University, Hung Hom, Kowloon, Hong Kong
Received 20 April 2006; accepted 30 June 2006
Abstract: The influences of factors such as particle size (0.55-2.2 mm), particle velocity (15-35 m/s) and thickness of work material on the surface integrity were investigated. The residual stresses induced by shot peening or grit blasting were examined. In order to clarify the influences of those factors on residual stress included in the surface integrity, a medium carbon steel (w(C)= 0.45%, 180 HV) was peened by a centrifugal type peening machine using cast steel particles (650-800 HV). The results show that the compressive residual stresses on the peened surface are larger than those of grit blasting; the critical thickness of shot peening is about 50% thicker than that of grit blasting; the high compressive stresses induced by blasting are owing to the wrought or peening effect.
Key words: shot peening; surface integrity; residual stress; critical thickness; projection area; X-ray diffraction
1 Introduction
Shot peening and grit blasting are cold working processes where the worked material is peened with spherical shots or non-spherical grits to introduce compressive residual stresses and work hardening or alternatively to remove surface layers. Shot peening improves the mechanical properties such as fatigue [1-5], stress corrosion cracking [6-9] and so on [10]. Shot peening is therefore widely used in many industries such as aircraft, automobile and machines. Grit blasting produces stock removal and affects layer simultaneously by impact of numerous grits on the work material [11].
Surface integrity is a concept including hardness alternations, residual stresses, plastic deformations, heat-affected zone, recrystallization and so on. It influences the strength of work materials for fatigue, stress corrosion cracking, wear and so on[12]. Although the shot peening and grit blasting techniques are widely used in many industries, systematic studies on surface integrity are very few.
In order to clarify the influences of those factors on surface integrity, a medium carbon steel (w(C)=0.45%, 180 HV) was peened by a centrifugal type peening machine using 5 different cast steel particles.
2 Experimental
The experimental conditions on shot peening (SP), grit blasting(GB), work material and residual stress measurement are shown in Table 1. The morphologies of the new grits are shown in Fig.1.
Table 1 Experimental conditions

In this experiment, the following factors such as the half width, hardness and stock removal to verify the affected layer. The half-width values concerning with plastic deformation are the averages obtained from six different inlet angles of X-ray on the residual stress measurement. Stock removal which is the important factor in grit blasting was measured using a digital balance whose sensitivity is 0.1 mg. Hardness was measured on the perpendicular section using a micro-Vickers hardness tester.

Fig.1 Morphologies of new grits: (a) D=1.84 mm; (b), (c) D=1.1 mm
3 Results and discussion
3.1 Blasted surface
Fig.2 shows the grit blasted and shot peened surfaces. The latter is covered by spherical dents, but not the former.

Fig.2 Morphologies of blasted surfaces: (a) Grit blasting; (b) Shot peening
3.2 Affected layer
Fig.3 shows the hardness distributions of cross section after blasting to medium carbon steel. The maximum hardness of grit blasting is higher while the depth of work-hardened layer is thinner. This, therefore, means that the deformation in the hardened layer of grit blasted material is different from that of shot peened one as illustrated in Fig.4.
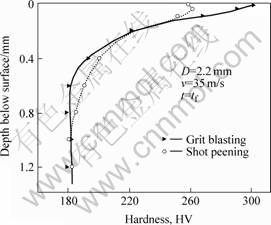
Fig.3 Comparison of hardness distribution
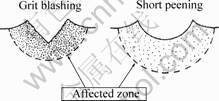
Fig.4 Difference of affected zone
3.3 Stock removal
In blasting process, the numerous shots or grits are blasted with centrifugal force. The total area of dents increases with blasting time till full coverage. Although stock removal does not appear in shot peened material during the peened time in this experiment, in case of grit blasting, it increases with blasting time as shown in Fig.5.
Stock removal is also influenced significantly by the blasting angle. Fig.6 shows the influences of normal velocity and tangential component on stock removal. The results were obtained from two experiments. In the first one the blasting angle is variable with a constant normal velocity. In the second one the normal velocity is variable with a normal blasting angle. Nevertheless, the
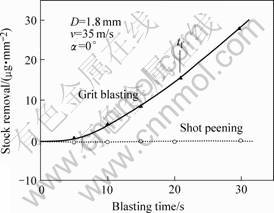
Fig.5 Influence of blasting time on stock removal
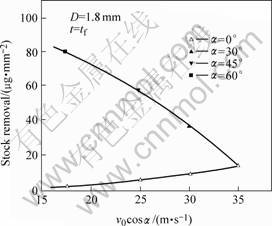
Fig.6 Influence of normal velocity on stock removal
normal component of grit velocity is the same. Stock removal on the oblique blasting is larger than that on the normal blasting.
3.4 Residual stress
Fig.7 shows the influence of peening time on the half width β and the surface residual stresses σR induced by grit blasting and shot peening. In the early stage, the surface risidual stresses increase rapidly like half width. Then, they approach the saturated values when over 80% area is peened. In case of grit blasting, the compressive stresses decrease slightly after the maximum value, owing to the stock removal.
The influence of kinetic energy of a particle on surface residual stresses is very small and decreases slightly with the energy as shown in Fig.8. As shown in Fig.9, in the case of shot peening, the influences of both factors are negligible, and in the case of grit blasting, the influence of grit size is small, but the influence of velocity of grit is larger than that of shot peening.
Fig.10 shows the effect of the specimen thickness on surface residual stresses. Critical thickness (Lc) means the minimum thickness for efficient introduction of compressive residual stresses. Compressive residual stresses induced by grit blasting are lower than those of shot peening wherever the thickness is over the critical thickness. Surface residual stresses fall to zero wherever the thickness of work material and those depths of work hardened layer are overlapped.

Fig.7 Influence of blasting time on half width and surface residual stresses

Fig.8 Influence of kinetic energy of particle on half width and surface residual stresses

Fig.9 Influence of particle size on surface residual stresses

Fig.10 Influence of thickness of specimen on surface residual stresses
Fig.11 shows the combinated influence of angle and particle normal velocity on surface residual stresses for shot peening and grit blasting. The residual stresses induced by shot peening are approximately constant while those for grit blasting are significantly influenced by the blasting angle and normal velocity. In case of normal blasting, the residual stresses increase with the normal velocity.

Fig.11 Influence of normal velocity on surface residual stresses
In case of oblique blasting, the residual stress decreases while the normal velocity increases. This is due to differences in grit velocity and large cutting action as mentioned in Fig.5.
The relation between the stock removal and surface residual stresses is shown in Fig.12. Compressive residual stresses decrease while the stock removal inscreases owing to the grit cutting action.

Fig.12 Relation between stock removal and surface residual stress
3.5 Induced mechanism of residual stress on peened surface
In order to clarify the mechanism of the induced high compressive stress, a peened material was etched from the non-peened side as shown in Fig.13(a). As changing the ratio of the depth of affected layer to the thichness of specimen with etching, the arc hight or curvature of the specimen and the strain on the peened surface change is shown in Fig.13(b). Fig.14 shows the relation between surface residual stress and strain on the peened surface, they are proportional each other.
Fig.15 shows the schematic diagram of bending deformation and stresses measurement of specimen. And Fig.16 shows the influence of bending strain on the stresses induced by the bending deformation as illustrated in Fig.15. High residual stresses are not induced by the simple bending. This result, therefore, shows high compressive stresses induced by blasting are owing to the wrought or peening effect with countless particles.
3.6 Micro residual stress
As shown in Figs.3 and 4, the micro deformation in the affected zone is not uniform. This, therefore, means that residual stress may change depending on the measuring method. Fig.17 shows the influence of projection area of X-ray on surface residual stress, indicating that residual stress depends on the projection area.
Fig.18 shows the relation between the pitch on the

Fig.13 Influence of thickness of etched layer on residual stress(a), strain on peened surface and deformation of specimen(b) (shot peening)
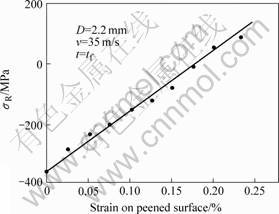
Fig.14 Relation between strain on peened surface and residual stress (shot peening)

Fig.15 Bending deformation and stress measurement: (a) Tensile stress; (b) Compressive stress

Fig.16 Influences of bending strains on stresses: (a) Tensile stress; (b) Compressive stress

Fig.17 Influence of projection area on residual stress (shot peening)

Fig.18 Relation between pitch on surface profile and difference of surface residual stress (shot peening)
surface profile and the difference of surface residual stress. The more the pitch increase, the more the increase of the difference.
4 Conclusions
1) The maximum hardness of shot peening is lower while the depth of work-hardened layer is thicker.
2) Compressive residual stress induced by shot peening is larger than that induced by grit blasting owing to stock removal.
3) Critical thickness produced by shot peening is about 50% thicker than that of grit blasting.
4) High compressive stresses induced by blasting are owing to the wrought or peening effect.
References
[1] MERLEL J, et al. The effect of shot peening and deep rolling on the surface layer and the mechanical proparties of sinteredIron[A]. Proc ICSP9[C]. Paris, 2005. 241.
[2] LIEURADE H P. Fatigue improvement of welded components by shot peening[A]. Proc ICSP9[C]. Paris, 2005. 16.
[3] PEYRAC J, FRAVENOT J F. Optimisation of carburising and shot peening, in order to improve boyh bending and contact fatigue behaviour for gear applications[A]. Proc ICSP9[C]. Paris, 2005. 214.
[4] ROLAND T, RETRAINT D, LU K, LU J. Fatigue life improvement through nanostructuring of stainless steel[A]. Proc ICSP9[C]. Paris, 2005. 261.
[5] KIRK D, BIRCH D K. Residual stresses induced by peening austenitic ductile cast-iron[A]. Proc of ICSP8[C]. Garmisch- Partenkirchen, 2002. 23.
[6] KIRK D, RENDER P D. Improvement of the corrosion cracking resistance[A]. Proc ICSP7[C]. Warsaw, 1999. 167.
[7] KRITZLER J. Effect of shot peening on stress corrosion cracking on austenitic stainless steel[A]. Proc ICSP7[C]. Warsaw, 1999. 199.
[8] WUBBENHORST W. Exfoliation corrosion located by search peening[A]. Proc ICSP7[C]. Warsaw, 1999. 209.
[9] EDUARDO R, de los RIOS. Mechanisms and modelling of cracking under corrosion and fretting fatigue conditions[A]. Proc of ICSP8[C]. Garmisch-Partenkirchen, 2002. 243.
[10] WATANABE, Y, HASEGAWA N, ENDO H, MARUI E, AOKI Y. An effect of peening on fretting fatigue[A]. Proc ICSP7[C]. Warsaw, 1999. 127.
[11] KOCK G H, et al. Effect of grit blasting on the stress corrosion cracking behavior of line pipe steel[J]. J National Association of Corrosion Engineers, 1984, 23(10): 20.
[12] TAKAZAWA K. Surface integrity[J]. J Japan Society for Precision Engineering, 1989, 55(10): 1772.
(Edited by CHEN Wei-ping)
Corresponding author: K. TOSHA; E-mail: tosha@isc.meiji.ac.jp

