文章编号:1004-0609(2014)12-3002-07
基于轮廓法测试模锻铝合金7050-T74内部残余应力
张 峥1,李 亮1,杨吟飞1,马梁栋2,马引劳2
(1. 南京航空航天大学 机电工程学院,南京 210016;
2. 西安飞机工业(集团)有限责任公司,西安 710000)
摘 要:针对铝合金航空整体结构件的加工变形问题,采用轮廓法研究模锻铝合金结构梁7050-T74材料内部的残余应力。应用电火花加工技术切割试样截面,精确测量切割面的变形轮廓,拟合由于残余应力释放导致的切割面变形轮廓,将变形轮廓值作为位移边界条件进行弹性有限元分析,得到垂直于切割面的二维残余应力分布。采用钻孔法测试试样表层的残余应力,并与轮廓法测试结果进行比较分析。结果表明:材料内部残余应力主要源自拉弯工艺。模锻件T型截面的内部残余应力分布为外区受拉,内区受压。轮廓法能够精确高效地测试材料截面的残余应力分布,边缘区域的测试误差可以依据表面残余应力测试技术进行修正。
关键词:7050铝合金;模锻;残余应力;轮廓法
中图分类号:TG115.9 文献标志码:A
Residual stress measurement in die forging of 7050-T74 aluminum alloy using contour method
ZHANG Zheng1, LI Liang1, YANG Yin-fei1, MA Liang-dong2, MA Yin-lao2
(1. College of Mechanical and Electrical Engineering, Nanjing University of Aeronautics and Astronautics,
Nanjing 210016, China;
2. Xi’an Aircraft Industrial (Group) Co., Ltd., Xi’an 710000, China)
Abstract: In order to study the machining distortion of aluminum monolithic structures in the aerospace industry, the internal residual stresses in monolithic die forging beam of aluminum alloy 7050-T74 were measured by using contour method. Electrical discharge machining was performed to cut the cross section of the specimen and the cut surfaces were measured by using laser scanner. The measured contours were fitted by using a 3D cubic spline based algorithm and then applied as an initial displacement boundary condition normal to the cut plane in the FE model but in the opposite direction. A linear elastic finite element analysis was then undertaken to calculate the corresponding distribution of residual stress normal to the cut face. In addition, the hole drilling method was employed to measure the surface residual stress of specimen, and its results were compared with those by the contour method at the same locations. The results indicate that the residual stresses in the specimen can be attributed to the stretch bending craft. The T-shaped cross section residual stress distribution shows a typical bending distribution of compression near the convex zone balanced by tension in the concave zone. Contour method efficiently provides accurate residual stress distribution in the test material. The test error at the edge area can be modified in compliance with surface residual stress measurement techniques.
Key words: 7050 aluminum alloy; die forging; residual stress; contour method
现代航空工业中,铝合金是与钛合金和复合材料并重的三大主要结构件材料之一。铝合金广泛应用于现代飞机前梁、大梁、翼肋、接头、支柱和起落架接头等整体结构件[1-2]。7xxx系列铝合金具有强度高、抗应力腐蚀性能好以及断裂韧度大等优点,是航空航天应用最广泛的铝合金材料之一[3-5]。铝合金在铸造和热处理等工艺流程中产生了高幅值残余应力,即使通过应力消除工艺,残留的残余应力仍然足已导致整体结构件加工变形。加工变形影响零件的后续生产装配,严重时导致零件报废[6]。
残余应力的准确测量和建模是计算整体结构件加工变形的基础和前提。国内外学者对铝合金材料的内部残余应力分布[7-8]进行了广泛的研究。PRIME和HILL[7]采用裂纹柔度法研究了7050铝合金预拉伸板的残余应力分布,发现预拉伸工艺可降低淬火残余应力幅值90%。ROBINSON等[8]采用中子衍射法与深孔法测试了7449模锻铝合金块的内部残余应力分布,结果表明冷压缩工艺能显著降低淬火导致的残余应力幅值。随着材料尺寸增大,根据外形复杂化的发展趋势,逐层法和裂纹柔度法[9]已不能满足几何外形复杂试样的测试要求。而中子衍射[10-11]法和同步辐射[10-11]法测试残余应力受限于材料尺寸与射线穿透深度,设备价格昂贵,难以在工程实践中应用。上述研究的测试结果均为一维曲线,难以满足高精度加工变形的计算需求。
PRIME等[12]提出的轮廓法结合有限元法与释放技术,能完整得到某一截面上的二维残余应力分布,且不受试件外形尺寸的影响。BRAGA等[13]采用轮廓法测试了电弧焊S355钢结构接头的残余应力分布,测试结果与中子衍射结果非常接近。TOPARLI等[14]采用轮廓法测试了激光喷丸试样表层的残余应力,结果表明轮廓法对小尺寸试样表层区域应力测试同样具有较高精度。刘川等[15]采用轮廓法测试低碳钢堆焊件和T形焊接结构的内部残余应力,并进行了有限元热力耦合仿真,结果表明在厚度约为2 mm表层区域内,轮廓法的幅值和有限元计算结果相比误差较大。赵海燕等[16]采用轮廓法和X射线衍射法,对大厚度构件电子束焊接内部和表面残余应力进行了测试,结果表明轮廓法在测试大厚度构件残余应力时具有很好的适用性。
本文作者采用轮廓法对铝合金7050-T74整体结构件内部残余应力进行准确测量,获得截面完整的二维残余应力分布,分析拉弯工艺产生的残余应力分布规律。基于钻孔法测试结果,采用标准偏差分析对试样表层残余应力幅值进行验证与修正,为整体结构件后续的加工变形预测与控制提供依据。
1 轮廓法测试原理
假设试样内部存在未知的残余应力σx,如图1(a)所示。试样沿着需要研究和评估残余应力的截面完整切开成为两半,由于应力释放,切割面轮廓产生变形,如图1(b)所示。根据弹性力学中的叠加原理,如果施加外力将变形后的切割面恢复到切割前的平面状态,所得到的应力状态就等效于切割前该平面上的初始残余应力,如图1(c)所示。

图1 试样切割成为两半后,应用叠加原理由切割面轮廓计算残余应力[12]
Fig. 1 Schematic diagram of calculation of residual stresses from surface contour measured by superposition principle after cutting part in two[12]
2 实验
2.1 实验材料
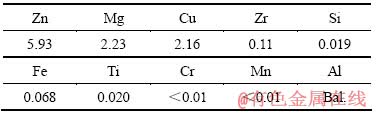
实验材料采用模锻7050-T74铝合金,化学成分如表1所列。毛坯材料近似尺寸为5570 mm×770 mm× 125 mm。在477 ℃下对试样进行固溶处理,保温4~10 h后浸没于66 ℃的温水中直至温度平衡;然后在材料长度方向实施拉弯工艺,产生R=18983 mm的弧度以满足结构件的设计尺寸外形;最后进行人工时效。材料最终状态为T74。
表1 7050-T74铝合金的化学成分
Table 1 Chemical composition of 7050-T74 Al alloy (mass fraction, %)
2.2 实验过程
轮廓法的测试步骤分为以下4步[12-16]。
1) 切割试样。采用电火花线切割技术将试样沿需要研究和评估的截面切割。轮廓法假设切割面的变形完全由残余应力的释放导致,未产生任何塑性变形。试样两端紧固定于工作台上,以防止任何切割过程中的刚体位移。试样从尺寸为5570 mm×770 mm×125 mm的毛坯端部取得长度为300 mm一段。设备采用苏州金马DK1203型数控线切割机床,电极丝为直径为0.01 mm的钼丝。试样尺寸和切割面位置如图2所示。
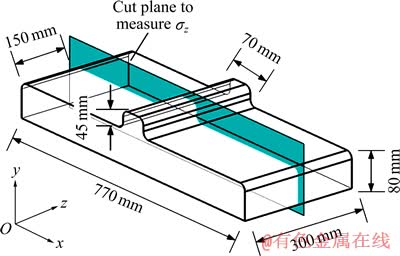
图2 T型试样尺寸、切割面及坐标系示意图
Fig. 2 Schematic drawing of T-shaped specimen, showing dimensions, cut plane and coordinate system
2) 测量轮廓。采用高精度轮廓测量设备测量切割面的变形轮廓。本文作者采用基恩士(KEYENCE) LG-300型CCD激光位移传感器测量切割面的变形轮廓。该传感器的采样率为50 Hz,重复精度为0.01 mm。
3) 数据处理。对曲面进行拟合,以消除测量与加工误差。样条差值函数能够最大化地拟合由于残余应力释放导致的轮廓变形趋势,是目前应用较广的曲面拟合方法[12-14]。本文作者采用三次样条差值函数拟合切割面的变形轮廓。
4) 应力重构。将经过拟合的轮廓值作为位移边界条件,采用线弹性有限元分析将平面状态的切割面变化为反方向的变形轮廓。假设无塑性变形产生,所得到的切割面上应力即等效于未切割前相同位置的初始应力。本文作者选取Abaqus软件建立试样切割后的有限元分析模型,为避免模型分析过程中的刚体位移,施加的不影响轮廓自由变形的额外约束。有限元分析中设定材料为各项同性且匀质,弹性模量E=71 GPa,泊松比 =0.33。网格尺寸约为2 mm×2 mm×2 mm,共计623922个单元。网格类型为C3D8R。对试样进行弹性有限元分析,即可得到垂直于切割面的z向残余应力分布。
=0.33。网格尺寸约为2 mm×2 mm×2 mm,共计623922个单元。网格类型为C3D8R。对试样进行弹性有限元分析,即可得到垂直于切割面的z向残余应力分布。
3 结果与分析
3.1 轮廓法测量结果
由于三次样条曲线具有二阶连续特征,轮廓法通常采用三次样条差值函数拟合切割面的变形轮廓。分布在区间内给定的差值点称为节点(Knot)。本文作者采用2、4和6 mm 3种节点步长的三次样条差值函数对轮廓进行曲面拟合。拟合曲面的质量定义为拟合度(S):
 (1)
(1)
式中:zi代表原始测量数据; 代表拟合的测量数据;
代表拟合的测量数据; 代表拟合的测量数据平均值;S表示拟合值与测量值的符合程度。取试样切割面上沿x方向的曲线,如图3(a)与(b)所示。合适的节点步长需要考虑曲面拟合质量、位移梯度以及曲面尺寸。过小的节点步长会造成曲面的过拟合,导致切割面的表面粗糙度引入残余应力分析,如图3(b)所示,采用2 mm的节点步长造成了过拟合,拟合度为99.57%;而过大的节点步长会造成欠拟合,忽略应力释放产生的变形趋势,如图3(b)所示,采用6 mm节点步长造成了欠拟合,拟合度为92.24%。只有4 mm的节点步长能较好地保证变形轮廓的趋势且具有较高的拟合度(98.74%)。基于4 mm节点步长的三次样条差值函数拟合曲面如图4所示。
代表拟合的测量数据平均值;S表示拟合值与测量值的符合程度。取试样切割面上沿x方向的曲线,如图3(a)与(b)所示。合适的节点步长需要考虑曲面拟合质量、位移梯度以及曲面尺寸。过小的节点步长会造成曲面的过拟合,导致切割面的表面粗糙度引入残余应力分析,如图3(b)所示,采用2 mm的节点步长造成了过拟合,拟合度为99.57%;而过大的节点步长会造成欠拟合,忽略应力释放产生的变形趋势,如图3(b)所示,采用6 mm节点步长造成了欠拟合,拟合度为92.24%。只有4 mm的节点步长能较好地保证变形轮廓的趋势且具有较高的拟合度(98.74%)。基于4 mm节点步长的三次样条差值函数拟合曲面如图4所示。
3.2 应力重构结果与分析
试样切割面为xy面,得到的截面应力垂直于xy面,即z方向应力σz。轮廓法所得的测试结果如图5所示。从图5中可以看出:试样两侧区域为压应力,中心区域为拉应力,该分布趋势与淬火工艺产生的“外压内拉”型分布不同。其原因是试样经过淬火处理后,进行了拉弯工艺以达到零件设计的尺寸外形。在拉弯工艺过程产生了不均匀的塑性变形,从而改变了试样内部的淬火残余应力分布。此外,从云纹图中可以明显看出试样截面残余应力分布的不均匀性:中心区域的正应力向左偏移,两侧的压应力分布不对称。应力分布不均匀性会影响后续机械加工的变形预测与控制。
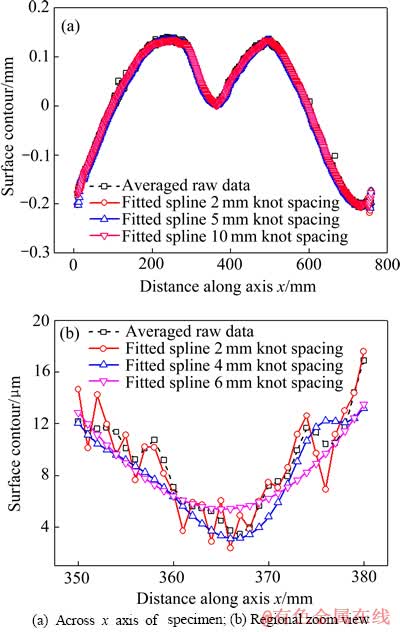
图3 原始数据与拟合曲线对比
Fig. 3 Comparison between raw measured data and fitted curves (2, 4 and 6 mm knot spacing)
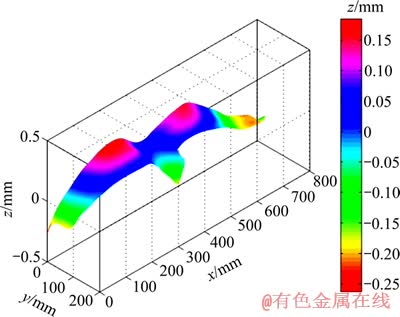
图4 拟合后的切割面变形轮廓
Fig. 4 Smoothed contour of cut surface after fitting
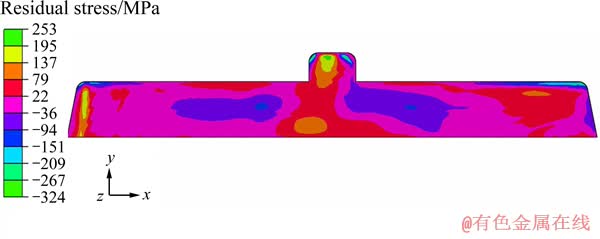
图5 采用轮廓法测量的切割面的残余应力分布
Fig. 5 Residual stress distribution on cut plane measured using contour method
拉弯工艺是一种机械消除淬火残余应力的方法。先弯后拉,当毛料与模具完全贴紧后,由于模具对毛料的摩擦作用,后加的拉力很难均匀传递到毛料的所有剖面,因此也会影响后加拉力的效果,所以生产实践中往往采用先拉后弯最后补拉的复合方案。考虑简单的单轴应力情况,如图6所示。点IA与点IB代表初始的淬火残余应力。在拉伸过程中,原本为拉应力的点IA与压应力的点IB,沿着应力应变曲线移动,进入塑性阶段后同为拉应力点SA与SB。弯曲时,材料外层受拉,内层受压。SA点则因继续加载,由SA点上升到BA点。SB点则因反向加载,由SB点移动到BB点。卸载之后,BA与BB点沿应力应变曲线回弹至FA与FB点。回弹量决定了最终的应力符号。如图6所示,最终应力状态是拉伸、弯曲与卸载应力的叠加。拉弯成形残余应力不仅与弯曲半径和截面形状相关,而且受材料的各向异性和成形加载方式等影响,是一个高度非线性问题,很难精确预测拉弯变形后的残余应力分布。
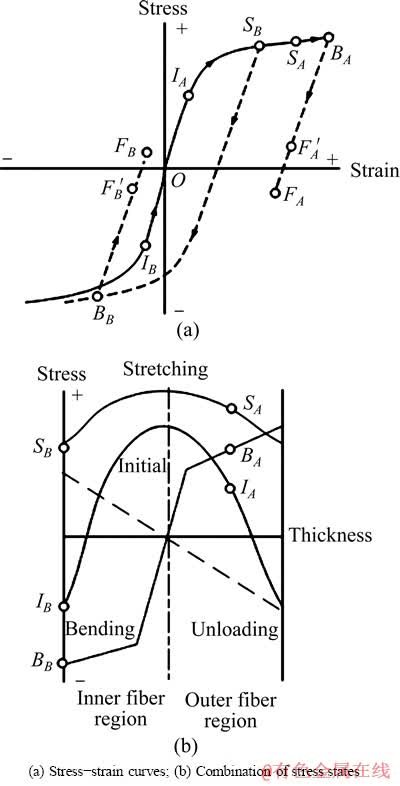
图6 拉弯原理示意图(解释通过塑性变形降低残余应力幅值的原理)
Fig. 6 Simplified schematic representation of mechanism of stretch bending (Illustrating reduction of residual stress by plastic deformation)
通过实验测试研究拉弯工艺产生的残余应力分布,从试样两侧及中心选取y方向为路径,绘制的残余应力分布曲线如图7所示。从图7(a)中可以看出,试样上下表面的残余应力符号不同:上表面为拉应力,下表面为压应力,中心区域分布呈线性变化趋势。该分布趋势反映拉弯工艺产生的残余应力。拉弯时试样上表面受压,下表面受拉,上下表面产生了不均匀的塑性变形。外力卸载后,上表面缩短,下表面伸长,使得上表面受拉,下表面受压,中心区域为了平衡而产生了如图7所示的分布。此外,从图7(a)中还可发现,上表面筋的存在,使得截面中性层上移。因此,上表面的应力拐点较为靠近上表面,下表面的应力拐点距离表层较远。从图7(b)中可以看出,试样中心区域的残余应力分布趋势与试样两侧的相同,但残余应力幅值不同。试样中心区域存在的筋使得截面的刚度增大,在试样弯曲变形过程中产生的塑性变形量相对于试样两侧较小,因此,残余应力幅值的降低不显著。此外,试样中心区域的厚度大,淬火过程中具有更高的温度梯度,因而造成了更高的残余应力幅值。两种因素共同作用导致了中心区域较高的残余应力幅值。
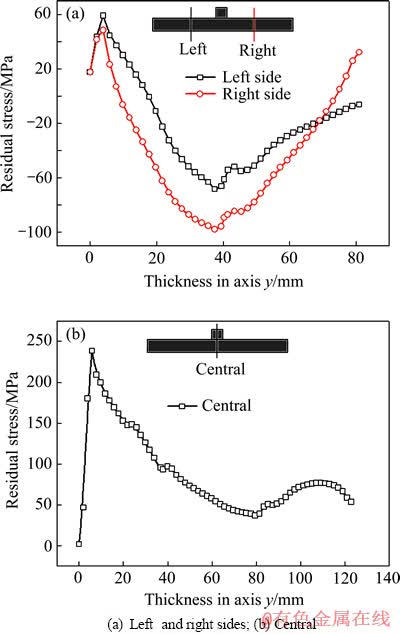
图7 切割面残余应力分布曲线
Fig. 7 Residual stress distribution along cut plane
80 mm厚的7050-T74铝合金淬火后残余应力幅值在-220~150 MPa范围内[7]。本研究中试样两翼厚度为80 mm,基于轮廓法的测试结果说明试样经过拉弯处理后,淬火残余应力幅值降低54%~60% (即以残余应力峰值计算),改变了试样内部的残余应力分布。
3.3 应力修正
由于试样切割面边缘的形貌难以测得,边缘轮廓值通常采用差值法获得,因此,轮廓法的边缘区域存在较大误差。轮廓法特别适合测量厚度较大的试样内部应力。可采用钻孔法或射线法等方法测试表层应力,结合轮廓法测试可以准确得到整个结构的表层和内部应力分布[15-16]。因此在试样的上表面和下表面进行了钻孔法测试,以获取试样表层2 mm范围内的应力幅值,与轮廓法测量值进行对比,结果如图8所示。从图8中可以看出,轮廓法的测量结果能较好地反映出表层残余应力沿x轴的变化情况。定义测量偏差( )为
)为
 (2)
(2)
式中: 和
和 分别为轮廓法和钻孔法测量的残余应力。轮廓法上下表面的测量偏差值分别为41.46和39.39 MPa。其原因有:1) 钻孔法属于机械测试应力方法,测试误差为±50 MPa[9],且受操作者熟练程度影响;2) 计算时假设材料是各项同性且匀质的,可能存在材料力学性能的不均匀分布导致测量偏差。总之,本文作者通过表层应力测试技术,对轮廓法表层应力幅值进行有效的验证与修正。
分别为轮廓法和钻孔法测量的残余应力。轮廓法上下表面的测量偏差值分别为41.46和39.39 MPa。其原因有:1) 钻孔法属于机械测试应力方法,测试误差为±50 MPa[9],且受操作者熟练程度影响;2) 计算时假设材料是各项同性且匀质的,可能存在材料力学性能的不均匀分布导致测量偏差。总之,本文作者通过表层应力测试技术,对轮廓法表层应力幅值进行有效的验证与修正。

图8 试样表层残余应力分布
Fig. 8 Surface residual stress distribution along lines on cut plane
4 结论
1) 采用轮廓法能够测试大尺寸模锻件内部残余应力,且具有较高的准确性,能够反映模锻件制造工艺造成的残余应力分布。
2) 轮廓法试样表层的测试误差可以通过表面应力测试技术进行修正。
3) 通过拉弯工艺处理,改变了铝合金整体模锻件的淬火残余应力分布,淬火残余应力幅值降低约54%~60%。
REFERENCES
[1] 刘 兵, 彭超群, 王日初, 王小峰, 李婷婷. 大飞机用铝合金的研究现状及展望[J]. 中国有色金属学报, 2010, 20(9): 1705-1715.
LIU Bing, PENG Chao-qun, WANG Ri-chu, WANG Xiao-feng, LI Ting-ting. Recent development and prospects for giant plane aluminum alloys[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(9): 1705-1715.
[2] 黄晓明, 孙 杰, 李剑锋, 罗育果. 7050T7451铝合金预拉伸板材热膨胀系数变化规律及机理[J]. 中国有色金属学报, 2013, 23(12): 3282-3288.
HUANG Xiao-ming, SUN Jie, LI Jian-feng, LUO Yu-guo. Varying rules and mechanism of thermal expansion coefficient for pre-stretched 7050-T7451 aluminum alloy plate[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(12): 3282-3288.
[3] 湛利华, 许晓龙, 贾树峰, 阳 凌. 7055 铝合金加筋板蠕变时效成形有限元仿真[J]. 中国有色金属学报, 2013, 23(8): 2104-2109.
ZHAN Li-hua, XU Xiao-long, JIA Shu-feng, YANG Ling. Finite element simulation for creep age forming of 7055 aluminum alloy stiffened panel[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(8): 2104-2109.
[4] 宋丰轩, 张新明, 刘胜胆, 韩念梅, 花 隆. 时效对 7050 铝合金预拉伸板抗腐蚀性能的影响[J]. 中国有色金属学报, 2013, 23(3): 645-651.
SONG Feng-xuan, ZHANG Xin-ming, LIU Sheng-dan, HAN Nian-mei, HUA Long. Effect of aging on corrosion resistance of 7050 aluminum alloy pre-stretching plate[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(3): 645-651.
[5] 武永甫, 李淑慧, 侯 波, 于忠奇. 铝合金 7075-T651动态流变应力特征及本构模型[J]. 中国有色金属学报, 2013, 23(3): 658-665.
WU Yong-fu, LI Shu-hui, HOU Bo, YU Zhong-qi. Dynamic flow stress characteristics and constitutive model of aluminum 7075-T651[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(3): 658-665.
[6] 王秋成, 柯映林, 章巧芳. 7075铝合金板材残余应力深度梯度的评估[J]. 航空学报, 2003, 24(4): 336-338.
WANG Qiu-cheng, KE Ying-lin, ZHANG Qiao-fang. Evaluation of residual stress depth profiling in 7075 aluminum alloy plates[J]. Acta Aeronautica et Astronautica Sinica, 2003, 24(4): 336-338.
[7] PRIME M B, HILL M R. Residual stress, stress relief, and inhomogeneity in aluminum plate[J]. Scripta Mater, 2002, 46: 77-82.
[8] ROBINSON J S, HOSSAIN S, TRUMAN C E, PARADOWSKA A M, HUGHES D J, WIMPORY R C, FOX M E. Residual stress in 7449 aluminium alloy forgings[J]. Material Science and Engineering A, 2010, 527: 2603-2612.
[9] PRIME M B. Residual stress measurement by successive extension of a slot: Compliance method[J]. Applied Mechanic Review, 1999; 52(2): 75-96.
[10] WITHERS P J, BHADESHIA H K D H. Residual stress: Part 1―Measurement techniques[J]. Material Science and Technology, 2000, 17: 355-365.
[11] WITHERS P J, WEBSTER G A. Neutron and synchrotron X-ray scanning[J]. Strain, 2001, 37(1): 19-33.
[12] PRIME M B, DEWALD A T, HILL M R, CLAUSEN B, TRAN M. Forensic determination of residual stresses and KI from fracture surface mismatch[J]. Engineering Fracture Mechanics, 2014, 116: 158-171.
[13] BRAGA D F O, COULES H E, PIRLING T, TRUMMER V R, COLEGROVE P, CASTRO P M S T. Assessment of residual stress of welded structural steel plates with or without post weld rolling using the contour method and neutron diffraction[J]. Journal of Materials Processing Technology, 2013, 213: 2323-2328.
[14] TOPARLI M B, FITZPATRICK M E, GUNGOR S. Improvement of the contour method for measurement of near- surface residual stresses from laser peening[J]. Experimental Mechanics, 2013, 53:1705-1718.
[15] 刘 川, 庄 栋. 基于轮廓法测试焊接件内部残余应力[J]. 机械工程学报, 2012, 48(8): 54-59.
LIU Chuan, ZHUANG Dong. Internal welding residual stress measurement based on contour method[J]. Journal of Mechanical Engineering, 2012, 48(8): 54-59.
[16] 赵海燕, 王 鹏, 巩水利, 吴 冰, 吕 涛. 大厚度构件电子束焊接残余应力的测量及计算[J]. 清华大学学报: 自然科学版, 2013, 53(10): 1042-1046.
ZHAO Hai-yan, WANG Peng, GONG Shui-li, WU Bing,  Tao. Measurements and computations of welding residual stresses in thick electron beam weld components[J]. Journal of Tsinghua University: Science and Technology, 2013, 53(10): 1042-1046.
Tao. Measurements and computations of welding residual stresses in thick electron beam weld components[J]. Journal of Tsinghua University: Science and Technology, 2013, 53(10): 1042-1046.
(编辑 陈卫萍)
基金项目:国防技术基础科研项目(J1520130001);高等学校博士学科点专项科研基金资助项目(20123218120025)
收稿日期:2014-03-06;修订日期:2014-07-03
通信作者:李 亮,教授,博士;电话:025-84891501;E-mail: liliang@nuaa.edu.cn

