
Effect of activating flux on arc shape and arc voltage in tungsten inert gas welding
LI Qing-ming(李清明), WANG Xin-hong(王新洪), ZOU Zeng-da(邹增大), WU Jun(吴 军)
School of Materials Science and Engineering, Shandong University, Ji’nan 250061, China
Received 28 October 2006; accepted 20 February 2007
Abstract: The effects of activating fluxes on welding arc were investigated. A special set of water-cooling system and stainless steel were used as parent material. During welding process, high-speed camera system and oscillograph were used for capturing instantaneous arc shape and arc voltage respectively. The experimental results indicate that the SiO2 flux can increase the arc voltage, while TiO2 has no this effect on arc voltage. Compared with conventional tungsten inert gas welding (C-TIG), it is found that the arc shape of A-TIG welding used with the SiO2 flux has changed obviously.
Key words: welding arc; activating flux; arc shape; arc voltage; stainless steel
1 Introduction
Tungsten inert gas welding has been used in modern industry, especially for stainless steel, titanium alloys and other materials for high quality weld. TIG welding process has some advantages, including high quality, easy and precise control of welding parameters, etc. At the same time, there are lots of disadvantages for this process, such as shallow weld penetration and lower productivity. As a result, TIG welding has mainly used for welding the workpiece with thickness less than 6 mm. In order to overcome this disadvantage of conventional TIG welding, activated TIG welding was invented. At the beginning, this new welding method was used to weld titanium alloy for aviation industry. At the end of 20th century, A-TIG welding was carried out. It is proved that A-TIG welding could increase the weld penetration drastically, at the same time the weld width does not increase. As a result, the productivity of A-TIG welding is about 2-6 times higher than that of C-TIG welding[1-5].
A-TIG welding is a kind of welding with a thin layer of fine flux covered on the surface of the base material. Before welding, flux mixed with acetone is applied on the surface of the workpiece to be welded. During A-TIG welding, a part or all of the fluxes is molten and vaporized. As a result, greatly increased penetration weld with good mechanical property can be obtained[6-7]. As to the mechanism of the increase in weld penetration depth, there are two different theories. Some researchers consider that the greater penetration of A-TIG welding is caused by constriction of the electric arc. Arc constriction could increase the anode current density and the arc force acting on the welding pool [8-10]. Another theory supports that the increase in weld penetration depth is due to change in the liquid flow of molten metal in weld pool, which is caused by the activating flux addition[11-12].
When using the same fluxes (SiO2 and TiO2) and welding parameters as those of this experiment, greatly increased welds were obtained on common parent materials such as stainless steel. And it was also found that deeper crater was formed at the end of weld bead with SiO2 compared with C-TIG welding, and more molten metal was blown to the rear by electric arc. As a result, the arc length of A-TIG welding was changed when the tungsten electrode was fixed, and the arc voltage increased correspondingly[13-15]. In order to clarify the genuine reason for the changes of arc voltage and weld penetration, a special workpiece (a water-cooling system) and stainless steel were used in present study. During welding, arc shapes were captured by a high-speed camera system. At the same time, arc voltage of A-TIG welding was also compared with that of C-TIG welding. In this work, SiO2 and TiO2 fluxes were used for A-TIG welding, respectively.
2 Experimental
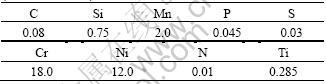
In the present study, welding was conducted on stainless steel and water-cooling copper plate. In order to avoid the melting of parent material during welding, a box was made of purple copper materials with good heat conductivity, and cooling water flowed through the box. So the parent material was not molten during welding. Table 1 lists the chemical compositions of stainless steel.
Table 1 Chemical compositions of 1Cr18Ni9Ti stainless steel (mass fraction, %)
Weld beads were achieved by a TIG welding process using welding currents between 80 A and 180 A. Straight polarity and mounted torch with a standard 2% thoriated tungsten electrode were used in this welding process, and 99.99% argon was used as shielding gas. The remaining welding parameters are listed in Table 2.
Table 2 Welding parameters

The upper surface of purple copper box was polished using 240 grit abrasive paper. Make sure that the impurities were removed thoroughly, and then the surface was chemically cleaned with acetone. Before welding, a thin layer of simple-component flux, composed of SiO2 or TiO2 that was supplied in powder form, was applied on the half surface of purple copper to be welded using a brush. Fig.1 shows the sample applied with flux according to the instruction mentioned above. When the flux was applied, the thickness of flux layer should be kept consistent. After each weld bead was accomplished, cleaning the surface of weld bead thoroughly using acetone, then the surface of parent material could be used again.
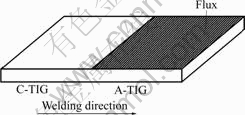
Fig.1 Schematic diagram of welding with flux
During this experiment, the tip of tungsten electrode should be grinded frequently using a grind wheel to maintain the same electrode tip angle. At the same time, uniform level of the surface to be welded was made, so that the same arc length was kept for each welding process. Before welding, shielding gas and cooling water were provided firstly. During each welding process, arc voltages were recorded by an oscillograph and arc shapes were captured using a high-speed camera system when the welding arc moved from non-flux zone to flux zone. In this work, the SiO2 flux and TiO2 flux were investigated at different welding currents respectively.
3 Results and discussion
3.1 Results of stainless steel tests
Fig.2 shows the weld penetrations without flux and with SiO2 or TiO2 flux. From Fig.2, it can be found that weld penetration is greatly increased when using SiO2 or TiO2, and narrow weld width is obtained.

Fig.2 Penetration profiles formed in stainless steel (120 A): (a) Without flux; (b) With SiO2; (c) With TiO2
3.2 Effect of flux on arc shape
During each welding process at different currents, arc shapes were captured by a high-speed camera system. When using SiO2 flux, obvious arc deflection towards the rear of arc moving direction was observed. The arc is more deflected with decreasing the welding current. When the welding current was lower than 80 A, the deflection became very serious. In this circumstance, the arc length was pulled longer and longer as arc moving ahead, then anode spot jumped to the next proper point, the same process was repeated continuously until the welding process was completed. However, the welding arc shape has no obvious changes during A-TIG welding process using TiO2 flux. The welding arc shapes without fluxes and with fluxes are illustrated in Fig.3.
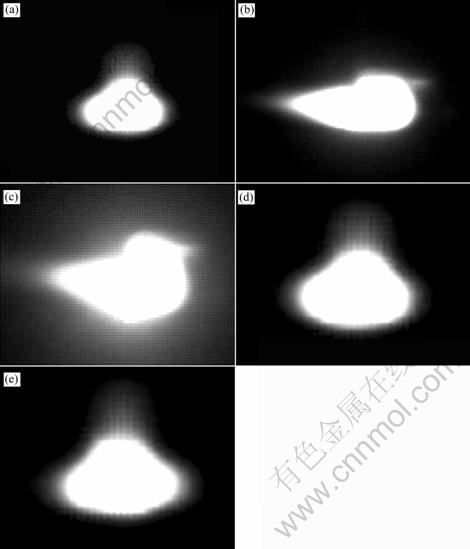
Fig.3 Comparison of arc shapes without flux and with fluxes at different currents: (a) Without flux at 80 A; (b) With SiO2 at 80 A; (c) With SiO2 at 150 A; (d) With TiO2 at 80A; (e) With TiO2 at 150A
3.3 Effect of flux on arc voltage
In this study, arc voltage of A-TIG welding with SiO2 flux, compared with that of conventional TIG welding, increases obviously.
The waveform of arc voltage without flux and with SiO2 flux at lower current (80 A) is indicated in Fig.4(a), while Fig.4(b) shows the waveform of arc voltage at a higher current (150 A). In Figs.4(a) and (b), the appro- ximated straight line sections at the beginning denote the arc voltage waveforms without flux. At lower currents, arc voltage is unstable and fluctuates obviously in SiO2 flux zone, whose maximum voltage value even up to 20 V higher than that in no flux zone. From the waveforms of arc voltage at different currents, it can be found that, as the welding current increases, the change tendency of arc voltage in SiO2 flux zone becomes more smooth and stable.
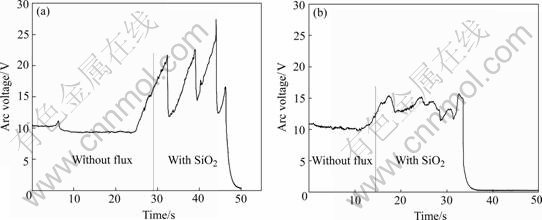
Fig.4 Comparison of arc voltage waveforms without flux and with SiO2 at different currents: (a) 80 A; (b) 150 A
Fig.5 shows the waveforms of arc voltage without flux and with TiO2 flux at different currents. The former sections of the lines that correspond to the first 5 s at the beginning represent the arc voltages without flux. When using TiO2, the voltage is lower than the voltage without flux, but the voltage waveform can also keep an approximated straight line.
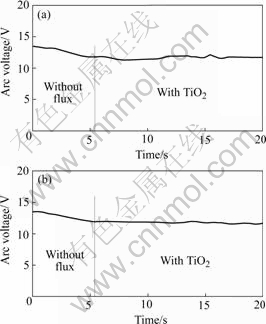
Fig.5 Comparison of arc voltage waveforms without flux and with TiO2 at different currents: (a) 80 A; (b) 150 A
Figs.6 and 7 show comparisons of change tendency of average arc voltages without flux and with SiO2 or TiO2 flux. The average of arc voltage with SiO2 flux declines with the increasing welding current, however the average without flux has a slightly rising trend. In this experiment, the maximum current during A-TIG welding with SiO2 is 150 A because of the melting of parent material. As the current increases, more and more SiO2 powder is evaporated, thus the arc voltage is closed to the no flux state. However when using TiO2, the average of arc voltage with flux has no notable changes during increasing the current, at the same time the average voltage without flux rises slowly.
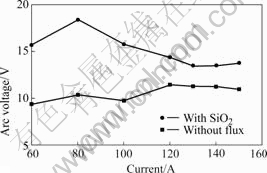
Fig.6 Comparison of change tendency of average arc voltages without flux and with SiO2 flux at different currents
From the mentioned above, it can be found that SiO2 and TiO2 have different effects on welding arc and arc voltage. Due to the fact that SiO2 is a kind of nonmetal oxide whose resistivity is higher than that of metal oxide (e.g. TiO2), the formation of conductive channel between tungsten electrode tip and the surface of SiO2 film is of great difficulty. The conductive channel can only be formed on the small part of metal surface where the SiO2 film is evaporated by arc energy. Because the SiO2 flux covered behind welding arc has already been evaporated, the welding arc is elongated backwards. Because of higher resistance value of SiO2 flux and longer arc length, the arc voltage with SiO2 flux is correspondingly higher than that without flux. At lower welding currents, the arc energy is not sufficient, which results in arc jumpiness. At higher welding currents, the energy from the welding arc is sufficient to evaporate more or all the SiO2 flux powder. And then compared with lower current the arc length shortens and the conductive channel form easily at higher current. Thus the change tendency of average arc voltage with SiO2 flux declines obviously with increasing current (see Fig.6).
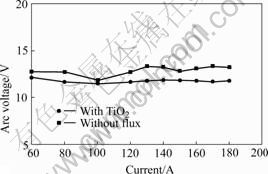
Fig.7 Comparison of change tendency of average arc voltages without flux and with TiO2 flux at different currents
The TiO2 flux has a better conductivity than that of SiO2, and its resistance value is smaller correspondingly, therefore the conductive channel can be formed easily between tungsten electrode and the surface with TiO2 flux. As results, arc shape with TiO2 flux has not any changes compared with conventional TIG welding arc, and no increase appears in arc voltage during A-TIG welding with TiO2 flux. The effects of SiO2 and TiO2 can not be explained clearly by negative-ion theory[16-18].
From Fig.3, Fig.6 and Fig.7, it can be found that SiO2 influences welding arc obviously. Arc shrinkage occurs when using SiO2, it can deflect the arc shape and increase the arc voltage, so the deep penetration weld is obtained. When using TiO2, the welding arc has no obvious changes, thus deep penetration weld may be caused by the change of the flow direction of molten mental in molten pool.
4 Conclusions
1) When using SiO2 flux, arc is deflected obviously towards the rear of arc moving direction. At lower currents, the deflection is more serious. While using TiO2 flux, the arc shape has no obvious changes during A-TIG welding process compared with C-TIG welding.
2) When using SiO2, arc voltage increases obviously. As the current increases, more and more SiO2 powder is evaporated, thus the arc voltage is similar to the no flux state. However when using TiO2, the arc voltage has no obvious change.
3) Weld penetrations are both increased greatly when using SiO2 and TiO2, however, their reasons are not the same. When using SiO2, arc shrinkage is the main aspect to increase the weld penetration. When using TiO2, arc shrinkage plays a secondary role in weld penetration, change of flow direction of molten mental in molten pool may be the main effect.
References
[1] PASKELL T, LUNDIN C, CASTNER H. GTAW flux increases weld-joint penetration [J]. Welding Journal, 1997, 76(4): 57-62.
[2] TAKEUCHI Y, TAKAGI R, SHINODA T. Effect of bismuth on weld joint penetration in austenitic stainless steel [J]. Welding Journal, 1992, 71(8): 283-289.
[3] LUCAS W, HOWSE D. Activating flux-increasing the performance and productivity of the TIG and plasma process [J]. Welding and Metal Fabrication, 1996, 64(1): 11-17.
[4] ANDERSON P C J, WIKTOROWICZ R. Improving productivity with ATIG welding [J]. Welding and Metal Fabrication, 1996, 64(3): 108-109.
[5] LIN San-bao, YANG Chun-li, HE Wan-bin, DAI Hong-bin, ZHU Qi. Effects of fluxes with single component on weld depth in A-TIG welding of magnesium alloy [J]. Trans Nonferrous Met Soc China, 2005, 15(s2): 56-59.
[6] HUANG H Y, SHYU S W, TSENG K H, CHOU C P. Evaluation of TIG flux welding on the characteristics of stainless steel [J]. Science and Technology of Welding and Joining, 2005(10): 566-570.
[7] DING Rong-hui, LI Wen-xian, WANG Ri-chu, XIAO Yu-de, MA Zheng-qing, YU Kun, LU Yan-jun. Rapid solidified heat-resistant aluminum alloy AA8009 by CO2 laser welding [J]. Journal of Central South University of Technology: Science and Technology, 2006, 37(2): 217-222. (in Chinese)
[8] HEIPLE C R, ROPER J R. Mechanism for minor element effect on TIG fusion zone geometry [J]. Welding Journal, 1982(4): 97-102.
[9] WANG J, KUSUMOTO K, NEZU K. Investigation into micro- tungsten inert gas arc behaviour and weld formation [J]. Science and Technology of Welding and Joining, 2004, 9(1): 90-93.
[10] LIU Feng-yao, YANG Chun-li, LIN San-bao, WU Lin, SU Sheng. Effect of weld microstructure on weld properties in A-TIG welding of titanium alloy [J]. Trans Nonferrous Met Soc China, 2003, 13(4): 876-880.
[11] RODRIGUES A, LOUREIRO A, BATISTA A. Effect of activating fluxes on bead geometry and on microstructure of A-TIG welds [J]. Welding in the World, 2005, 49(7): 415-425.
[12] YANG Chun-li, LIN San-bao, LIU Feng-yao, WU Lin, ZHANG Qi. Research on the mechanism of penetration increase by flux in A-TIG welding [J]. Journal of Materials Science and Technology, 2003, 19(12): 225-227.
[13] HUANG Y, FAN D, FAN Q H. Effect of surface activating flux on welding penetration of A-TIG welding with DCSP mode of aluminum alloy [J]. Transactions of the China Welding Institution, 2004, 25(10): 60-62. (in Chinese)
[14] VERVISCH P, CHERON B, LHUISSIER J F. Spectroscopic analysis of A-TIG arc plasma [J]. Journal of Physics D: Applied Physics, 1990, 23(8): 1058-1063.
[15] WU C S, GAO J Q. Analysis of the heat flux distribution at the anode of A-TIG welding arc [J]. Computational Materials Science, 2002, 24(6): 323-327.
[16] PASCAL P, JACQUES S. Effect of activating fluxes on the penetration capability of the TIG welding arc: Study of fluid-flow phenomena in weld pools and the energy concentration in the anode spot of A-TIG arc plasma [J]. Materials Science Forum, 2003, 426/432(5): 4087-4092.
[17] PAULO J M, EUSTAQUIO R A, IACI M P. TIG welding with single-component fluxes [J]. Journal of Materials Processing Technology, 2000, 99: 260-265.
[18] FU Rui-dong, QIU Liang, WANG Cun-yu, WANG Qing-feng, ZHENG Yang-zeng. Influence of welding parameters on nitrogen content in welding metal of 32Mn-7Cr-1Mo-0.3N austenitic steel [J]. Journal of Central South University of Technology: English Edition, 2005, 12(1): 22-26.
Foundation item: Project(Z2002F03) supported by the Natural Science Foundation of Shandong Province, China
Corresponding author: WANG Xin-hong; Tel: +86-531-88392208; E-mail: xinhongwang@sdu.edu.cn
(Edited by YANG Hua)

