
Microstructures and mechanical properties of hot rolled AZ31 Mg alloy sheets
FAN Li-kun(������), DONG Jie(�� ��), ZHANG Ping(�� ƽ),
ZENG Xiao-qin(��С��), DING Wen-Jiang(���Ľ�)
National Engineering Research Center of Light Alloy Net Forming, Shanghai Jiao Tong University,
Shanghai 200030, China;
Received 28 July 2006; accepted 15 September 2006
Abstract: The microstructures and mechanical properties of hot rolled AZ31 Mg alloy sheets were studied to understand the microstructure evolution during AZ31 Mg alloy hot rolling process. The roller was heated to 180 �� with burning hydrogen, and the extruded plates were rolled at 400 �� from 10 to 1 mm with a reduction of 30% in thickness per pass. The result shows that there is no side-cracking of these rolled sheets every pass. The extruded microstructures are greatly refined and mechanical properties are improved. The fine grains of about 4 ��m were obtained of the final 0.9 mm sheets.
Key words: magnesium sheet hot rolling technique; microstructure evolution; grain refinement
1 Introduction
The use of magnesium as a structural material is a major factor in the implementation of light mass construction measures in automotive engineering. One of the reason for this is the automobile industry��s commitment to achieve a 25% reduction in average fuel consumption for all new cars in the first ten years of 21st century compared to levels in 1990[1].
Wrought magnesium alloys have advantages of mechanical properties compared to cast magnesium alloys, so it is interesting for a wide application especially in automotive industry. However, the low formability is the major reason baffles the application of wrought magnesium in automotive industry. Successful development of rolling technique is the most possible way to using magnesium alloy in automobile industry, some researchers have paid attention to the development of rolling technique of magnesium alloys especial the AZ31 Mg alloy[2-7]. These studies showed that the AZ31 sheet, prepared with rolling technique, has great mechanical properties depending on fine grains after heat treatment[3-4, 8-9]. There are other researches show the deep-drawing formability of AZ31 sheet was very potential for industry application when the sheets were heated to about 200 ��[10-13]. However, the research about Mg sheets rolling process was not be paid enough attention. In present study, the evolution of microstructure and the mechanical properties of AZ31 Mg alloy were investigated.
2 Experimental
The material used in this study was a commercial magnesium based alloy AZ31B (Al 3.15, Zn 1.01, Mn 0.346, Si 0.0361, Fe 0.001 2, Cu 0.002 2, Ni 0.000 5, B 0.000 7 and balance Mg). The continuous cast billets in a diameter of 100 mm were extruded to plates with a section of 140 mm��10 mm at a temperature of 400 �� by using a 800 t horizontal extruder. The 140 mm��10 mm��200 mm extruded plates were rolled by warm twin-roll mill and its two rollers were heated to 180 ��with burning hydrogen. The extruded plates and rolled sheets were heated to 400 ��, and then kept for 30 min and 15 min respectively in an electrical resistance furnace. All the plates were rolled with a same reduction of 30% in thickness every pass.
Crystallographic textures of as-extruded plate and as-rolled sheet and as-annealed rolled sheet were measured by X-ray diffraction. The microstructures and mechanical properties of some specimens taken from selected pass were tested after rolling process using an optical microscope and a tensile testing machine. The mechanical properties of some specimens were tested after being annealed at 400 �� for 1 h.
3 Results and discussion
The appearances of the initial plate and the as-rolled sheet are given in Fig.1. A typical surface of rolled sheet and no side-cracking are noted (Fig.1(b)).

Fig.1 Appearances of initial plate and as-rolled sheet: (a) Extrusion plate; (b) As-rolled sheet
Fig.2 shows the microstructure and (0002) X-ray pole figure of extrusion plate. The grain size of extruded plate is above 200 ��m (Fig.2(a)). Small grains appear on the boundary of large grain. The high temperatures of mould and material during extrusion process result in the large grains. The microstructures of as-rolled sheet with the true strain of 0.36, 0.65, 1.29 and 2.16 respectively are given out in Fig.3. The grains are refined sharply when the strain is less then about 1.0. The fine grains appear along the grain boundary and twin appears inside of some coarse grain (Fig.3(a)), but the proportion of twins in the metallographic picture is very low. The grains are refined from 200 ��m to less than 4 ��m when the strain is 1.29. The refinement becomes weak while the strain increases continuously and the size of grains is almost at a similar level. With the thickness of sheet decreased the shear stress that roller acted on the sheet reduced to a low level and the refinement process initiated by shear stress ended at the same time. There are not any twins in Figs.3(b)-(d). This means that the recrystallization process completes entirely during the hot rolling process and the holding time at 400 ��.

Fig.2 Microstructure (a) and (0002) pole figures (b) of extrusion plate
The crystallographic texture measurement shows that most of the hexagonal magnesium grains in the as-extruded AZ31 plate and as-rolled and as-annealed AZ31 sheets are oriented with the basal planes parallel to the extrusion direction in the extruded plane (Fig.2(b)) and rolling direction in the rolling plane (Fig.4).
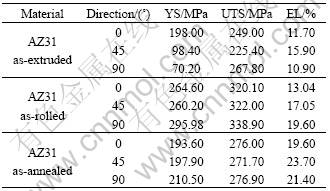
The directions of the specimens taken from plates and sheets for tensile tests are extrusion and rolling direction (0?), transverse direction (90?) and 45?. The result of the tensile tests is listed in Table 1. The values for extruded plate are strongly depending on the direction. The maximum difference in yield strength is about 120 MPa between 0? and 90?. This can be explained by the crystallographic texture as shown in Fig.2(b).
For the hot-rolled sheets there are only small differences in different directions. When the material was annealed at 400 �� for 1 h, there was a decline of about 70 MPa for strength and the differences in different directions become much smaller.
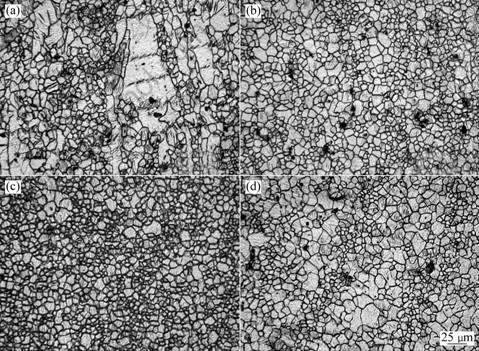
Fig.3 Optical micrographs of specimens at different stains: (a) ��=0.36; (b) ��=0.65; (c) ��=1.29; (d) ��=2.16
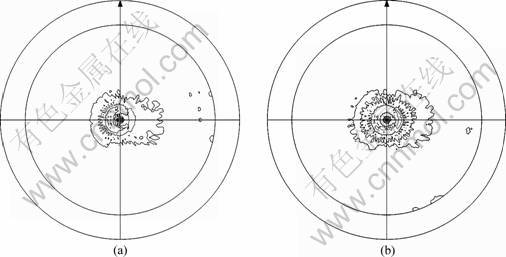
Fig.4 (0002) pole figures of AZ31 under various conditions: (a)As-rolled; (b) As-annealed
Table 1 Tensile properties of AZ31 under various conditions
4 Conclusions
AZ31 Mg alloy can be rolled with the reduction of 30% pre pass without any side-cracking at 400 ��. The grain refinement is distinct when the strain is less than about 1.0. The anisotropy of the mechanical behavior of AZ31 can be removed by hot rolling at 400 ��. The mechanical properties of AZ31 Mg alloy are improved greatly by hot rolling.
References
[1] STALMANN A, SEBASTIAN W, FRIEDRICH H, SCHUMAM S, DRODER K. Properties and processing of magnesium wrought products for automotive applications[J]. Advanced Engineering Materials, 2001, 3(12): 969-974.
[2] BARNETTA M R, NAVEA M D, BETTLESB C J. Deformation microstructures and textures of some cold rolled Mg alloys[J]. Mater Sci Eng A, 2004, A386: 205-211.
[3] HA T K, SUNG H J, PARK W J, AHN S. Effect of rolling conditions on microstructure and mechanical properties of AZ31 Mg alloy[A]. Pricm 5: The Fifth Pacific Rim International Conference on Advanced Materials and Processing[C]. 2005: 529-532.
[4] CHANGA T C, WANG J Y, CHIA-MING O, LEE S. Grain refining of magnesium alloy AZ31 by rolling[J]. Journal of Materials Processing Technology, 2003, 140: 588�C591.
[5] CHINO Y, LEE J S, SASSA K, KAMIYA A, MAMORU M. Press formability of a rolled AZ31 Mg alloy sheet with controlled texture[J]. Materials Letters, 2006, 60: 173-176.
[6] KIM S H, YOU B S, YIM C D, SEO Y M. Texture and microstructure changes in asymmetrically hot rolled AZ31 magnesium alloy sheets[J]. Materials Letters, 2005, 59: 3876-3880.
[7] CHEN L, WANG L Y, LU Z W. Research to property of AZ31B magnesium alloy sheet drawing[J]. LAFT, 2006, 31(1): 31-35.
[8] HA T K, SUNG H J, PARK W J, SANGHO A. Effect of rolling conditions on microstructure and mechanical properties of AZ31 Mg alloy[J]. Materials Science Forum, 2005(475/479): 529-532.
[9] YU Kun, LI Wen-xian. Microstructures and properties of Mg2Al2Zn wrought alloys in As-rolling and annealing states[J]. Heat treatment of Metals, 2002, 27(5): 8-11.
[10] DOEGE E, DRODER K. Sheet metal forming of magnesium wrought alloys-formability and process technology[J]. Journal of Materials Processing Technology, 2001, 115(1): 14-19.
[11] WAGENER H W. Deep drawing of magnesium sheet metal at room temperature[J]. Manufacturing Processes Sheet Metal Processing, 2004, 14: 616-620.
[12] LEE S, CHEN Y H, WANG J Y. Isothermal sheet formability of magnesium alloy AZ31 and AZ61[J]. Journal of Materials Processing Technology, 2002, 124(1/2): 19-24.
[13] YOSHIHARA S, NISHIMURA H, YAMAMOTO H, MANABE K. Formability enhancement in magnesium alloy stamping using a local heating and cooling technique: Circular cup deep drawing process[J]. Journal of Materials Processing Technology, 2003, 142(3): 609-613.
(Edited by YANG Hua)
Corresponding author: FAN Li-kun; Tel: +86-21-62933650; E-mail: likunfan@126.com

