ͭ����ͷ���ϵ�Ħ��ĥ������
������1, Ҷ����1, ��Ӧ��2, �� ��1
(1. �㽭������ѧ ��е����ϵ, ���� 310018;
2. �㽭ʡұ���о�Ժ, ���� 310013)
ժ Ҫ: �ֱ�����������ͻ��ѹ�շ��Ʊ�����������2��ͭ����ͷ����, �京ͭ����Ϊ48%~52%, ����Ϊ���� ��������ʽĦ��ĥ��ʵ�������2�ּ����Ʊ���ͭ�����ϵ�Ħ��ĥ�����ܽ����˱Ƚ��о��� �������: �ڱ�ʵ��������, ͬһ�غ��ȶ�״̬ʱ2��ͭ����ͷ���ϵ�Ħ��ϵ�������൱, Լ��0.32~0.36֮��; �����غɵ�������Ħ��ϵ����������; ĥ��������ʧ���غɵ����Ӷ�����, ���غ�ʱ, ��۷��Ʊ���ͭ���Ͻ���нϵ͵�ĥ����, ���غ�ʱ���������нϵ͵�ĥ����; ���غ�ʱ2��ͭ���Ͻ��ĥ���ƻ����ƶ���ճ�ź���������Ϊ��, ���غ�ʱ��ĥ������Ƭ״������ذ���Ϊ����
�ؼ���: ͭ����ͷ����; Ħ��; ĥ��; ������; ���ѹ�շ� ��ͼ�����: TG146.1; TH117.1
���ױ�ʶ��: A
Tribological behavior of CuCr contact materials
GUO Shao-yi1, YE Bing-liang1, TAO Ying-qi2, JU Yi1
(1 Department of Mechanical Engineering,Zhejiang Sci-Tech University, Hangzhou 310018, China;
2. Zhejiang Metallurgical Research Institute, Hangzhou 310013, China )
Abstract: Two kinds of CuCr contact materials have been made by powder metallurgy sintering process and infiltration process with 48%-52% copper. Their friction and wear properties were studied with help of a pin-disc type wear apparatus. The experiment results showed that their friction coefficients in stable were almost same at the same load, approximately between 0.32 and 0.36. Their friction coefficients slightly increase with wear load up. The load adding will augment their wear mass loss. The mass loss of the CuCr alloy made by powder metallurgy process is relatively low at 20N load and the loss of that made by infiltration process is relatively low at 40N load. SEM analysis also shows that the adhesive and microcutting wear are the dominant mechanisms in low loads and the thin feet or particle cluster spalling is the dominant mechanism in high loads.
Key words: CuCr contact material; friction; wear; infiltration process; compacting process
ͭ���Ͻ����ھ������õĵ��硢 ���ȡ� ��ʴ�����õļӹ�����, Ŀǰ���㷺���ڵ����� ���ӡ� ��е�� ԭ���ܵȹ�ҵ���� ��ͭ������ͭ���Ͻ���Ҫ������տ��عܺ�ѹ���������еĴ�ͷ���ϡ� ���ɵ�·���߿�ܡ� ���������ܵ��ߡ� �綯�����绷�� �繤��ͷ�Ϳ��صȡ� ����, ����Ͻ���������ɢ��Ԫ�����������ᾧ���ڳ��Լ���ĥ��������С� ��˨���е�ʹ��[1-4]��
���Ƕ�ͭ���Ͻ���о���Ҫ�����ڸ���Ͻ���Ʊ�����, �Ͻ������֯�����ܵ�ǿ���ȷ���[5-9]�� �Ը���Ͻ��Ħ��ĥ�������ر��Ǹ�ͭ������ͷ���ϵ��о�ȴ�ʼ�����[10-11]�� �������ͻ��ѹ�շ�������Ͻ���õ������Ʊ�����[1, 7]�� Ŀǰһ����Ϊ�����ֹ���������ͭ����ͷ���ϼ������ܲ��, �����ڹ᷽̽ʽ��ͬ���۽ṹ����һ���IJ���[12]�� �������������2�ֹ����Ʊ���ͭ����ͷ���ϵ�Ħ��ĥ�����ܽ���ʵ���о�, �������۽ṹ�IJ������Ħ��ĥ�����ܵ�Ӱ�����, ͬʱҲΪ��������ѡ�ø�������ṩ��ص�ʵ�����ݺͲο����ݡ�
1 ʵ��
�ֱ�����������ͻ��ѹ�շ��Ʊ�ʵ���õ�ͭ����ͷ����, ���Ϻ��սṤ�ղ��������㽭ʡұ���о�Ժ����˾�ṩ�� �ս��ʵ����Ʒ�ijɷ�Cu����Ϊ48%~52%, ����ΪCr, �����ʴ���16MS/m�� ��������ʽ������Ӳ�ȼƲ�õ�ƽ��Ӳ��Ϊ: �������Ͻ�HV125, ��۷��Ͻ�HV94�� ����DWT-100��������ʵ�����õ�����ͭ����ͷ���ϵ�ǿ��: �������Ͻ�Ϊ890MPa�ͻ�۷��Ͻ�Ϊ780MPa��
Ħ��ĥ��ʵ����MMW-1����-��ʽĦ��ĥ��ʵ����Ͻ��С� ������Ϊ��, ���������������ͭ���Ͻ�, �ߴ�Ϊd4mm��15mm, Ϊ��֤ʵ���ͳһ��, ���Ķ˲��ӹ��ɰ뾶Ϊ4mm������; ������Ϊ��, Ϊʵ�����, ֱ��Ϊ30mm�� ���Թ������������̶�����, ��������Բ���˶�, ����ת���ڱ�ʵ������й̶�Ϊ180r/min, ĥ��뾶Ϊ4mm(Լ75mm/s)�� Ħ��ϵ����ĥ���غɵȲ���ֱ���ɼ�����ɼ���¼�� ʵ���غɷֱ�Ϊ20N��40N�� ʵ��ǰ������Ʒ������������档 ʵ����Ʒÿĥ��5min������ĥ��������ʧ�� �ھ���Ϊ0.01��g������ƽ�ϳ���������ĥ��������ʧ, ȡ3��ƽ��ֵ�� ĥ������Ϊ���´��������� �����ձ����ӹ�˾������JSM-5610LV��ɨ��羵�۲�ĥ�������ı�����ò��
2 ���������
2.1 Ħ��ϵ��
ͼ1��ͼ2��ʾΪ2��ͭ����ͷ�����ڲ�ͬ�غ���������Ħ��ϵ����λ�Ʊ仯�Ĺ�ϵ�� ��ͼ�ɼ�, 2��ͭ����ͷ���ϵ�Ħ��ϵ����ĥ����ʼ����λ�Ƶ����ӵ�������, �����Ħ��ϵ�������ȶ��� �غɽϴ�ʱ���ʼ�ε�Ħ��ϵ�������Ͽ졣 2�ֺϽ��Ħ��ϵ����������, ��ƽ��Ħ��ϵ����0.32~0.36֮�䡣 �����غɵ�������Ħ��ϵ
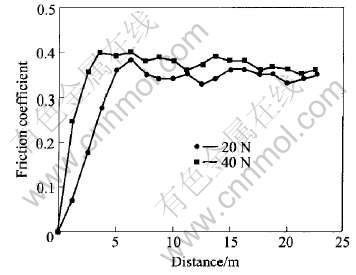
ͼ1 ���ѹ�շ��Ʊ���ͭ���Ͻ�����ڲ�ͬ�غ��µ�Ħ��ϵ��
Fig.1 Relations of friction coefficients vs wear distance in different loads of CuCr materials by powder metallurgy process
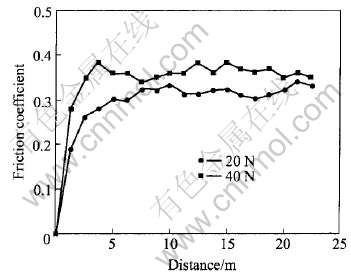
ͼ2 �������Ʊ���ͭ���Ͻ�����ڲ�ͬ�غ��µ�Ħ��ϵ��
Fig.2 Relations of friction coefficients vs wear distance in different loads of CuCr materials by infiltration process
������, �����ӵķ��Ȳ��� ĥ��ij�ʼ��, ���ϱ������ڴ��ڸ�����Ⱦ�����������, ͬʱ���ڽӴ���Ϲ⻬��ԭ��ʹ��Ħ��ϵ���ϵ�, ��������[13-14]���۲쵽���������ơ� ����ĥ��Ľ���, ��Ħ��ϵ��������, ͬʱ���ڽӴ�����ӹ�Ӳ��ʹ�Ӵ������Ӳ�������Ӳ������ȶ�[15], ���ս��������Ħ��ϵ�������ȶ��� �ڱ��о�������2��ͭ���Ͻ��ͭ�����ϸ�(Լ50%), Ӳ�ȱȽϵ�, ���غ�������, ���ϵ�ĥ�������ҪΪճ�ź�����ĥ�� �����غɵ�����, �ڼ���Ӧ������������ĥ�����㷢��Ӳ���� ���ѡ� ����, ���ϵ�ĥ�����ת��Ϊĥ�����估��״����ĥ��Ϊ��, ���²��ϵ�Ħ��ϵ�����ӡ� �������غɲ���, ����ĥ��Ȧ��������, ���ϵ�ĥ����������ӵķ�����ѹ����ӹ�Ӳ���̶�Ҳ��������[15-16], ͬʱ, ��ĥ�����Ҳ�������Ӵ����¶������γ���������, ���ߵĹ�ͬ����ʹ�ò��ϵ�Ħ��ϵ�����ֳ������½����ơ�
2.2 ĥ�������غɵĹ�ϵ
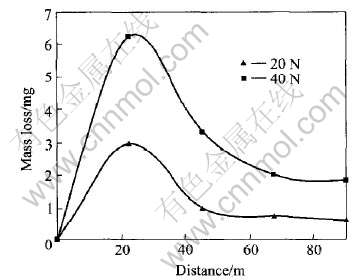
���ݾ����ճ��ĥ�����ۺ�Kato[16]���о�����, �������ϵ�ĥ��������ϵ�Ӳ�ȳɷ���, ���غɳ�����, ͬʱ����ϵ�ĥ���ƻ�������ء� ͼ3��4��ʾΪ��۷����������Ʊ���ͭ����ͷ����ĥ��������ʧ��ĥ�����֮��Ĺ�ϵ�� ʵ������Ϊ:
ͼ3 ��۷��Ʊ���ͭ����ͷ�����ڲ�ͬ�غ�ʱ��ĥ��������ʧ
Fig.3 Relations of mass loss vs wear distance in different loads for CuCr materials by powder metallurgy process

ͼ4 �������Ʊ���ͭ����ͷ�����ڲ�ͬ�غ�ʱ��ĥ��������ʧ
Fig.4 Relations of mass loss vs wear distance in different loads for CuCr materials by infiltration process
ĥ��뾶4mm, ����ת��180r/min, ÿĥ��5min����һ��������ʧ(��ÿ����900Ȧ��������ʧ)�� ��ͼ�пɼ�, �����غɵ�������ĥ��������ʧ���ӡ� ����ʼ��, ��ĥ��������ʧ�ϴ�, ����ĥ������������ĥ��������ʧ���ٲ������ȶ��� ����ʼ��, �����̵ĽӴ�����Ƚ�С, ĥ��Ӵ�������ܽϴ��ѹ��, ��ʱ��ĥ�������Ҫ��������ճ��ĥ��Ϊ��, ��ĥ������γ����ԵĹ���, ʹ�ò��ϵ�ĥ��������ʧ�϶ࡣ Kato��[16]��Ϊĥ��Ƕ�����Խ������ϵ�ĥ����Խ�� ��ʵ���һ��������ʵ����һ����� ���Ż��ƾ�������Ӻ����Ӷ�ĥ�����ķ�����ѹʹ��ĥ�������ּӹ�Ӳ����������ĥ�����γ�, ʹ����������������ȼ���, ������ĥ���ʽ��Ͳ������ȶ��� ͼ5��6��

ͼ5 ��20N�غ���2��ͭ���Ͻ��ĥ��������ʧ��ĥ�����Ĺ�ϵ
Fig.5 Relations of mass loss vs wear distance at 20N loads for two kinds of CuCr materials
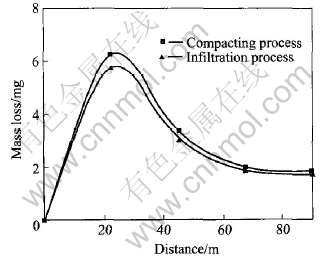
ͼ6 ��40N�غ���2��ͭ���Ͻ��ĥ��������ʧ��ĥ�����Ĺ�ϵ
Fig.6 Relations of mass loss vs wear distance at 40N loads for two kinds of CuCr materials
ʾΪ2�ַ����Ʊ���ͭ���Ͻ����غɷֱ�Ϊ20�� 40Nʱ��ĥ��������ʧ��ĥ�����Ĺ�ϵ�� �غ�Ϊ20Nʱ, ������ĥ��������ʧ���, ��۷���С; �غ�Ϊ40Nʱ, ������෴�� ����[13-14, 16]��ʾ������֯�� �ڶ��ࡢ �������ڲ�ȱ����Ӱ��Ͻ���ĥ�Ե���Ҫ���ء� ������ͭ���Ͻ���һ��α�Ͻ�, ��۷��Ʊ���ͭ���Ͻ���ͭ��������, ��Ϊ��ɢ�ࡣ �������Ʊ���ͭ���Ͻ��и�����״�����ֲ�, ͭ�������С� ����2�ֺϽ��ͭ�����϶�, ���غ�ʱ, ��ĥ��ʧЧ���ƶ�����Ϊ���Ե�������ճ��ĥ����ơ� �����������Ʊ���ͭ���Ͻ�, �����Ե���������������������ܵ��ƻ�ʱ�״ӱ�������, ͬʱ����Ŀ������γ�����ĥ��ĥ��, ʹ���ϵ�ĥ���һ������; ���ڻ�Ϸ۷��Ʊ���ͭ���Ͻ����, ��Ȼĥ��������ص�������ĥ�������γ�¡���Ҳ�������, ͬʱ, �����Ӳ��ĥм��ͷ��С, ���������ĥ��������ʧ�����ϵ͡� ���غ�ʱ, 2��ͭ���Ͻ��ĥ��ʧЧ��Ҫ����Ϊ����Ӳ����İ��������صİ��䡣 ���ڻ�۷��Ʊ���ͭ�����϶���, ��ĥ���ķ�����ѹ������, ĥ���ײ����ڼӹ�Ӳ�����²�״�İ���[13]�� �����������Ʊ��ĺϽ�, һ������������нϸߵ�Ӳ��, ���Գ��ܽϸߵ��غ�; ��һ������ĥ��ʧЧ��Ҫ����Ϊ�����صİ���, ���Ƭ״�İ�����ȿ�ͷ��С, ͬʱ�������Ƭ�ڸ��غ�������������ĥ����浼����ĥ��������ʧ�ϵ�, �����������۷�����
2.3 ĥ����ò��ĥ�����
����ƣ��ĥ�����ۺͰ���ĥ������[13], ��ѭ��Ӧ���ķ���������ĥ��Ӵ������Ϸ������Ա���, ������۵�һ���̶�ʱ�����¿��������γ�ĥм�� ͬʱ���ڹ��������� ���ϵ���֯���ܲ����Լ�ĥ��IJ�ͬʱ��, ���ϵ�ʧЧ����Ϊ��ͬ����ʽ��ճ�š� ������ ���㡢 ����ȡ� ���ڽ������϶���, ����ĥ���������������ϵ���ʧ, ʹ�ڲ�����ǿ�������ﱩ¶��ĥ����档 ���, ���������Ա��Ρ� Ӧ��Ӳ���Լ�ĥ�������DZ���Ŀ��� λ���ļ����γ����ƵĹ�ͬ����ʹ��ǿ�������������ֿ�, ������Ӱ�쵽������ĥ���ƻ���ʽ��
ͼ7��8��ʾΪ2�ֺϽ�ĥ���SEM������ò�� ��ͼ7(a)�п��Թ۲쵽���ڻ�۷��Ʊ���ͭ���Ͻ����غ�Ϊ20Nʱ��ĥ�����Ҫ�ص���: ĥ����������Ե�dz�繵�� �����Լ��������Ա��β����Ļ�����ͱ�Ƭ״��ĥм𤸽��ĥ�۱����ϡ� �����غɺ�ĥ�����������ĥ������ļӹ�Ӳ���������(ͼ7(b)), ����Ϊ���ƹ켣���и��������, ���Ա��θ�����, ��Ƭ״ĥм����, ʹ��ĥ���������ճ�ź�����ĥ��ת��Ϊ�Ա�Ƭ״�İ���Ϊ��, ��Щ����������[14]���о�������ơ� dz���繵��ҪΪ�������������Ϊĥ���γɵġ�
ͼ8��ʾΪ�������Ʊ���ͭ���Ͻ��Ħ��ĥ����ò�� ��20N�غ�ʱ(ͼ8(a))��ĥ����ò��ͬ�������»�۷��Ʊ��ĺϽ�����, ��ĥ���ϵ��繵�������, ����İ��������, ������ĥ���ʸ��� ��ͼ8(b)�п��Թ۲쵽40N�غ�ʱĥ�۱���Ϲ⻬, ĥ�۵ײ������˿����صĴ���������, ����Ϊ����, �ߴ�����С��ͼ7(b)�а���Ƭ�� �羵�۲�������ֽϴ�����Ŀ����ذ��䲢����һ���ձ�����, ʹ�ø����������������Ͻ��ĥ������С�ڻ�۷��Ͻ��ĥ���ʡ� ��֮, �ڱ�ʵ��������, ���������۷�2�ֹ����Ʊ��ĺϽ���ĥ���ƻ�����ʽ����һ�¡�

ͼ7 ��۷��Ʊ�ͭ���Ͻ�ı���ĥ����ò
Fig.7 Worn surface morphologies of CuCr materials by powder metallurgy process
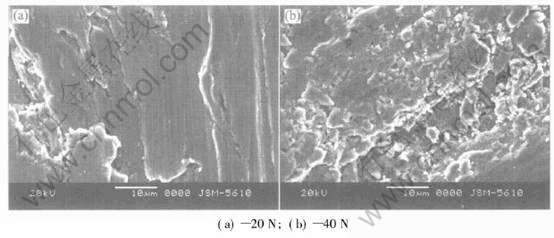
ͼ8 �������Ʊ�ͭ���Ͻ�ı���ĥ����ò
Fig.8 Worn surface morphologies of CuCr materials by infiltration process at different loads
�����Ĺ۲��������: ��Ȼ2�ֺϽ�Ļ�ѧ�ɷֻ�����ͬ, ���������Ʊ����յIJ�ͬ����������֯�IJ���, ��ʹ��ĥ���ƻ���ϸ�ڲ������졣 ���غ�ʱ, ��۷��Ͻ����Ϊ��Ϊ���Ե����Ա���; ����ʱ����������Ϊ�϶�Ĵ����䡣 ��۷��Ͻ��и�Ϊ����״�ķ�ɢ��, �������Ͻ��и�Ϊ��״�������ࡣ ĥ������а���ĸ������ڻ�۷��н�С�Ҵ�С�����γ�dz�����ȵĹ���; ���������Ͻ��а���ĸ�������С�����γ���dz��һ��խ��ͬ��ĥ�����ڸ��غɳ��ֽϴ�����Ĵ����䡣 ͬʱ����ĥ���ƾ���������Լ��غɵIJ�ͬʹ��ĥ���ƻ�����ʽ�ͻ�������һ���IJ��첢����Ӱ�쵽��ĥ���ʡ�
3 ����
�ڱ�ʵ��������, ͬһ�غ��ȶ�ĥ���ʱ2��ͭ����ͷ���ϵ�Ħ��ϵ�������൱, Լ��0.32~0.36֮�䡣 �����غɵ�������Ħ��ϵ����������, ���������ޡ� ĥ��������ʧ�����غɵ����������� ���غ�ʱ, ��۷��Ʊ���ͭ���Ͻ���нϵ͵�ĥ����, ���غ�ʱ���������нϵ͵�ĥ���ʡ� ���غ�ʱ2��ͭ���Ͻ��ĥ���ƻ����ƶ���ճ�ź���������Ϊ��, ���غ�ʱ��ĥ������Ƭ״������ذ���Ϊ��; ���������۽ṹ�IJ��켰ĥ���IJ���Բ��ϵ�ĥ�����ܲ������Ե�Ӱ�졣
REFERENCES
[1]�����, ������. �������̸�ǿ�ߵ�ͭ�Ͻ���о���״��չ��[J]. ���Ͽ�ѧ�빤��, 2001, 19(1): 143-147.
ZHANG Rui-feng, SHENG Ning-fu. Review and prospect of researches on rapidly solidified high-strength high-conductivity copper alloys[J]. Materials Science and Engineering, 2001, 19(1): 143-147.
[2]Alexander D J, Zinkle S J, Rowcliffe A F. Fracture toughness of copper-base alloys for fusion energy applications[J]. Journal of Nuclear Materials, 1999, 271-272: 429-434.
[3]�����, �߷�, �����. ͭ���Ͻ��Ʊ������о���״[J]. ���Ͽ�����Ӧ��, 2002, 17(3): 35-38.
MA Feng-cang, NI Feng, YANG Di-xin. The present situation of preparation methods of CuCr alloy materials[J]. Development and Application of Materials, 2002, 17(3): 35-38.
[4]HU Jian-sheng, LI Jian-gang, ZHANG Xiao-dong, et al. Design of actively cooled flat toroidal limiter with CuCr heat sink for the HT-7 superconducting tokamak[J]. Fusion Engineering and Design, 2005, 72(4): 377-390.
[5]PENG Li-ming, MAO Xie-min, XU Kuang-di, et al. Property and thermal stability of in situ composite Cu-Cr alloy contact cable[J]. Journal of Materials Processing Technology, 2005, (166): 193-198.
[6]FAN Zhi-kang, YANG Hong-wang, LIANG Shu-hua, et al. Effects of extrusion on chromium precipitation in Cu-Cr alloy[J]. Trans Nonferrous Met Soc China, 2003, 13(2): 267-270.
[7]��ǿ, ���绪, ��־��. CuCrϵ�Ͻ�������칤�յ��½�չ[J]. ���ϵ���, 2000, 14(8): 22-24.
WANG Qiang, LIANG Shu-hua, FAN Zhi-kang. New developments in production technology of CuCr ally materials[J]. Materials Review, 2000, 14(8): 22-24.
[8]ZHANG Cheng-yu, WANG Ya-ping, YANG Zhi-mao, et al. Microstructure and properties of vacuum induction melted CuCr25 alloys[J]. Journal of Alloys and Compounds, 2004, 366(1-2): 289-292.
[9]Haugsrud R, Lee K L. On the oxidation behaviour of a Cu-10% Cr in situ composite[J]. Mater Sci Eng A, 2005, A396(1-2): 87-91.
[10]Chen Z, Liu P, Verhoeven J D, et al. Electrotri-bological behavior of Cu-15% Cr in situ composites under dry sliding[J]. Wear, 1997, 203-204: 28-35.
[11]Chen Z, Liu P, Verhoeven J D, et al. Sliding wear behavior of deformation-processed Cu-15%Cr in situ composites [J]. Wear, 1996, 195(1-2): 214-222.
[12]�����. �սᷨ��������ͭ����ͷ����֯���켰�Ե����ܵ�Ӱ��[J]. ��ѹ����, 2003, 39(4): 52-55.
FU Su-jia. Microstructures and interrupting behaviors of CuCr contacts made by P/M manufacture process[J]. High Voltage Apparatus, 2003, 39(4): 52-55.
[13]Suh N P. The delamination theory of wear[J]. Wear, 1973, 25: 111-124.
[14]�콨��, �³�, ������, ��. ������������ͭ����Ħ������[J]. �й���ɫ����ѧ��, 2004 , 14(6): 917-921.
XU Jian-lin, CHEN Chao, LA Pei-qing, et al. Lubrication friction performance of new as-cast aluminum bronze[J]. The Chinese Journal of Nonferrous Metals, 2004 , 14(6): 917-921.
[15]Misra R D K, Satya Prasad V , Rama-Rao P . Dynamic embrittlement in an age hardenable copper chromium alloy[J]. Scripta Materialia, 1996, 35(1): 129-133.
[16]Kato K. Micro-mechanisms of wear-wear mode[J]. Wear, 1992, 152: 277-295.
(�༭�°���)
������Ŀ: �㽭ʡ��Ȼ��ѧ����������Ŀ(ZC0203,Y404277); �㽭ʡ�Ƽ���������Ŀ(2003F13013)
�ո�����: 2006-05-10; ������: 2006-09-28
ͨѶ����: ������, ����; �绰: 0571-86843343; E-mail: syiguo@163.com

