稀有金属 2001,(01),19-22 DOI:10.13373/j.cnki.cjrm.2001.01.005
加工工艺对高弹高强钛合金弹性模量的影响
王希哲 商顺利 白克武 沈剑韵
北京有色金属研究总院!北京100088,北京有色金属研究总院!北京100088,北京有色金属研究总院!北京100088,北京有色金属研究总院!北京100088,北京有色金属研究总院!北京100088
摘 要:
对影响高弹高强钛合金 (Ti Al Mo V Fe B) 弹性模量的因素进行了研究。在精确的配料情况下 , 选择适宜的冷轧加工工艺制度和热处理制度 , 是改善弹性模量的关键。
关键词:
弹性模量 ;冷轧加工率 ;热处理制度 ;织构 ;各向异性 ;
中图分类号: TG13
收稿日期: 1999-09-08
基金: 国家自然科学基金;
Influence of Processing on Elastic Modulus for a Titanium Alloy with High Strength and High Elastic Modulus
Abstract:
Factors which affect elastic modulus of a new type titanium alloy with high strength and high elastic modulus (Ti Al Mo V Fe B) were studied. The results show that elastic modulus can be improved in the condition of proper composition, suitable process of cold rolling and heat treatment.
Keyword:
Elastic modulus; Alloying elements; Cold rolling rate; Heat treating process; Texture; Anisotropy;
Received: 1999-09-08
弹性模量本质上是表征原子间结合力大小的物理量。它主要取决于金属的本性, 与晶体类型、原子间距有密切关系。一般来讲, 对于一种合金材料, 只有经合金化后能形成显著性能差异的第二相时, 弹性模量才会有较明显的变化
[1 ]
。高弹高强钛合金是马氏体型 α +β 钛合金, 该合金具有较高的弹性模量。这主要归功于该合金中硼元素的添加。由于硼元素在钛合金中主要以 TiB 相的形式存在
[2 ]
, 而 TiB 相的弹性模量高达 550 GPa
[3 ]
, 因此其存在于钛合金中能显著提高钛合金的弹性模量。另外, 金属材料经塑性变形以后, 会形成明显的加工织构。由于加工织构的存在, 导致板材在冷轧加工后不同方向上性能的差异, 出现各向异性。 对高弹高强钛合金而言, 表现为板材在轧向和横向弹性模量值的较大差别。这种弹性模量的各向异性作为一种工艺缺陷, 需通过调整加工工艺来消除。可见, 合金成分是提高弹性模量的关键因素, 而改善加工工艺则是消除其弹性模量各向异性的重要环节。本文主要讨论加工工艺对该合金弹性模量的影响。
1 实验
所用材料采用真空自耗电极电弧炉熔炼。铸锭经 β 区锻造开坯, 并在 β 区热轧, 经退火及碱酸洗, 冷轧成 0.3 mm 薄板。拉伸试样按 GB6397-86 标准的规定制取。并在 AG-50kNE 型拉伸试验机上进行拉伸试验。通过 JSM-840 型扫描电镜观察金相组织和拉伸断口。合金织构通过 X′PERT 型 X 射线衍射仪 (XRD) 分析。
2 结果与讨论
2.1 冷轧加工率的影响
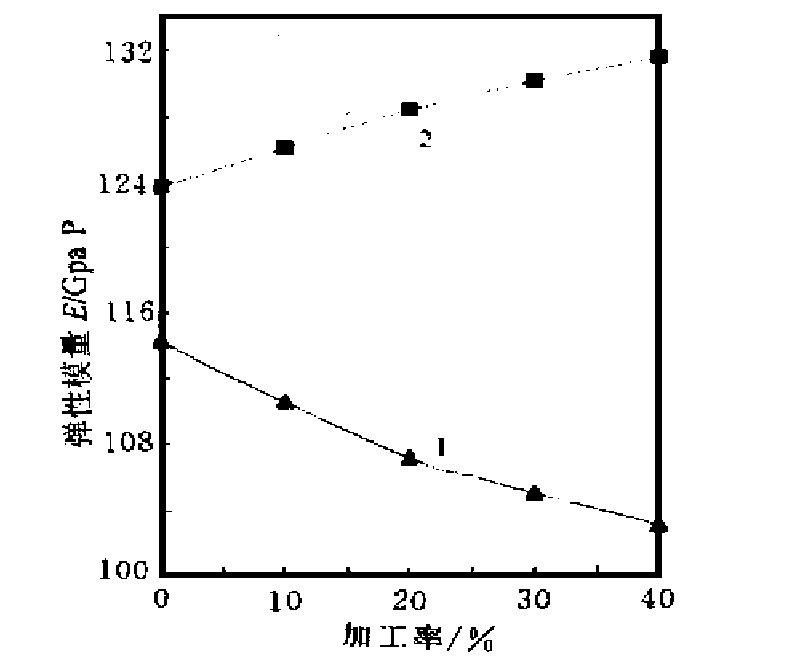
由于加工织构的存在, 导致高弹高强钛合金板材在冷轧加工后不同方向上弹性模量的各向异性, 且随加工率的变化, 不同方向上的弹性模量呈现出规律性变化。如图1曲线1所示, 随加工率增加, 板材轧向弹性模量逐渐降低。这与织构的形成及变化有重要关系。高弹高强钛合金经过大量的冷轧变形, 形成了在轧面上以
{ 1 0 ˉ 1 3 } 和
{ 1 1 ˉ 2 0 } 为主要晶面, 轧向上主要晶向为
< 1 ˉ 1 0 0 > 方向为特征的板织构。随着加工率的增加, 板材轧向上主要晶向
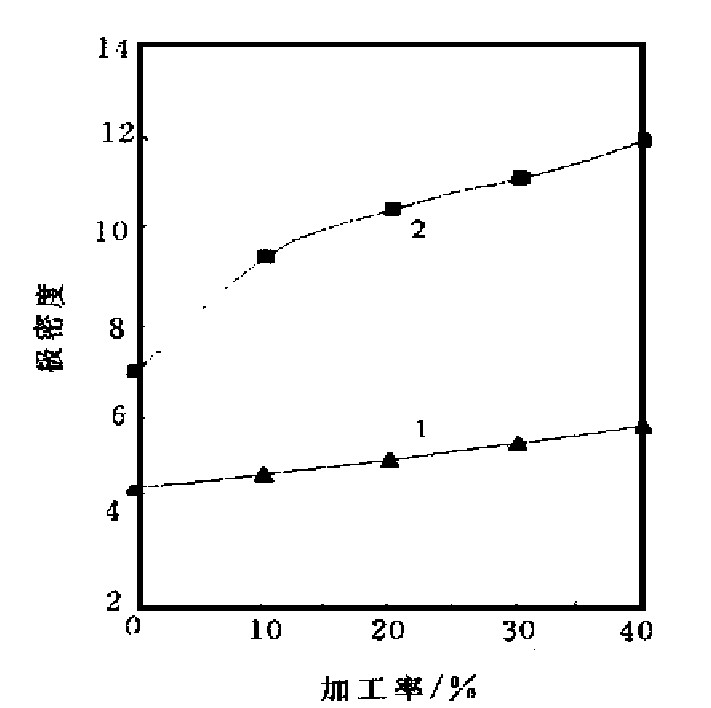
< 1 ˉ 1 0 0 > 方向的极密度逐渐增加, 如图2中曲线1所示。众所周知, 钛合金中α 相的晶体类型为密排六方型, 其中
< 1 ˉ 1 0 0 > 方向为密排六方晶格六方晶胞弹性模量值最小的方向, <0001> 方向为密排六方晶格六方晶胞弹性模量值最大的方向, 所以在轧向上
< 1 ˉ 1 0 0 > 方向极密度的逐渐增加必然导致轧向的弹性模量逐渐减小。这种变化趋势在适宜温度退火后, 会发生明显的变化, 表现为弹性模量随加工率的变化趋势与退火前弹性模量随加工率的变化趋势发生相反变化, 即退火后随加工率的增加, 弹性模量也逐渐增大, 如图1中曲线2所示。这是由于在适宜温度退火后, 其轧向上的主要晶向发生明显的扭转, 随着退火前加工率的增加, 轧向上〈0001〉方向的极密度逐渐增加, 如图2中曲线2所示。由于〈0001〉方向的密排六方晶格中为弹性模量最高的方向, 因此产生弹性模量随加工率的增加而逐渐增大的现象。
图1 加工率-弹性模量关系曲线Fig.1 Relations between cold rolling rate and elastic modulus
1―退火前;2―退火后
图2 轧向上主要晶向极密度随加工率变化趋势Fig.2 Variation of pole density of specific crystallographic direction parallel to RD with rolling rate
1―退火前〈1100〉方向;2―退火后〈0001〉方向
2.2 热处理制度的影响
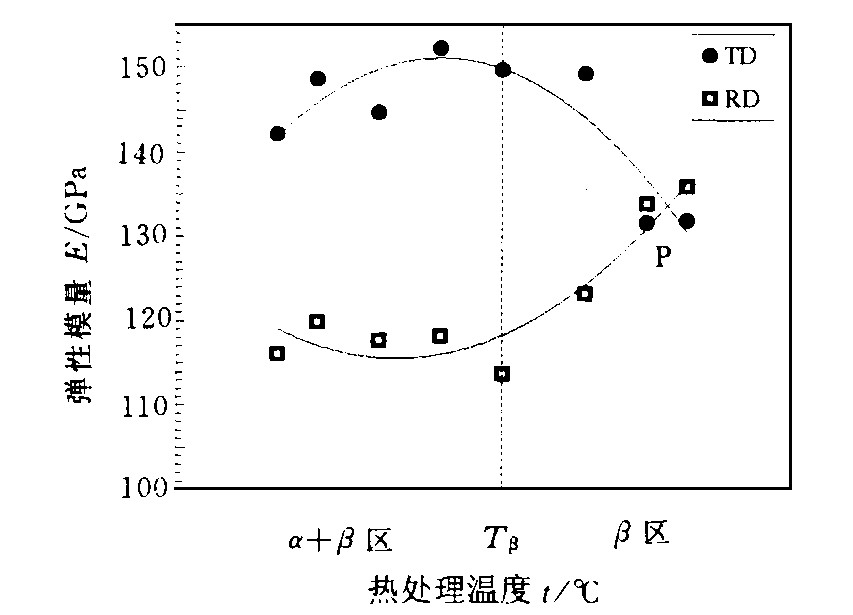
对该合金进行了不同方向试样、不同温度下的双重退火试验。双重退火后板材性能发生了一定的变化, 且随着退火制度不同而有所不同。图3为双重退火后板材在横向 (TD) 、轧向 (RD) 的弹性模量值随第一次退火温度的变化趋势 (第二次退火制度均为 580℃/6hFC) 。由图可见, 在较低温度下退火后, 板材横向的弹性模量仍比轧向高出许多, 即对原各向异性特征基本没有起到作用;而在较高温度 (超过该合金的相转变温度 T β ) 下双重退火后有所好转, 并在某一温度点 (如图3中P点所示) 弹性模量各向异性现象完全消除, 即随退火温度升高, 板带轧向上的弹性模量逐渐提高, 横向上的弹性模量逐渐降低, 并逐步达到纵、横向基本一致的效果, 实现均匀化。
图3 第一次退火温度对高弹高强钛合金弹性模量的影响
Fig .3 Influence of first heat treating temperature on elastic modulus for titanium alloy with high strength and elastic modulus
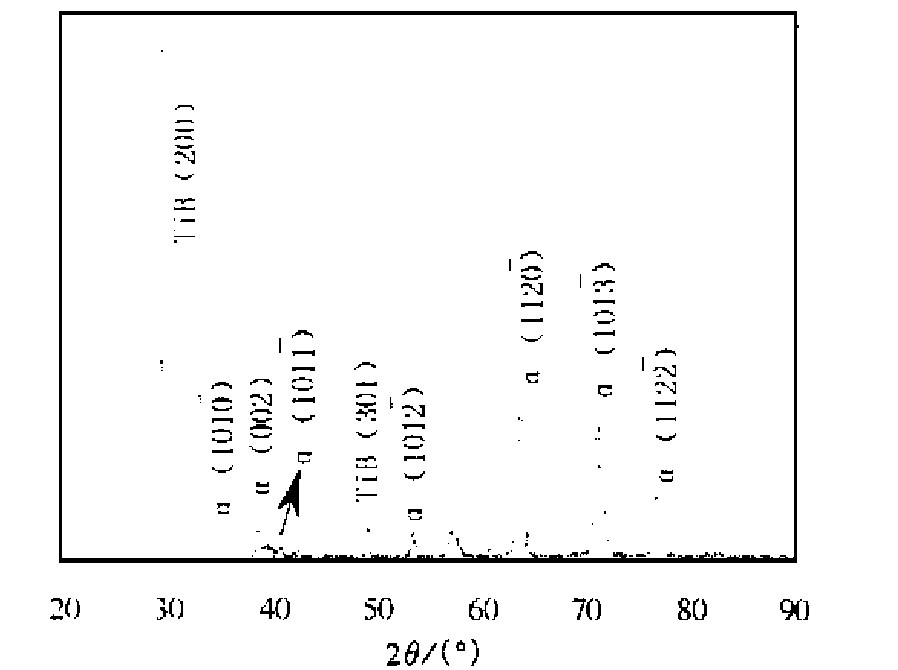
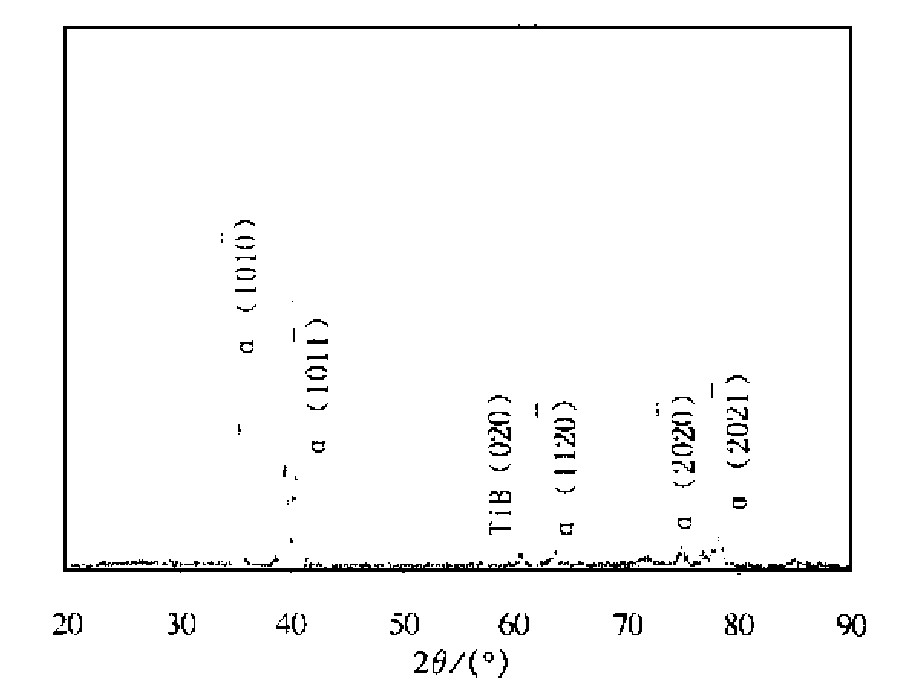
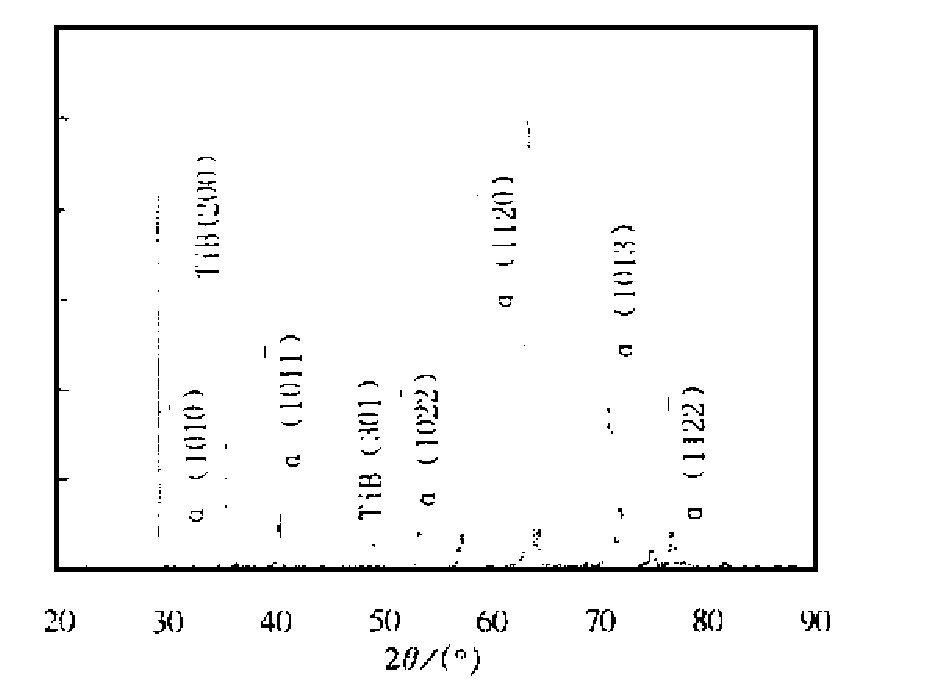
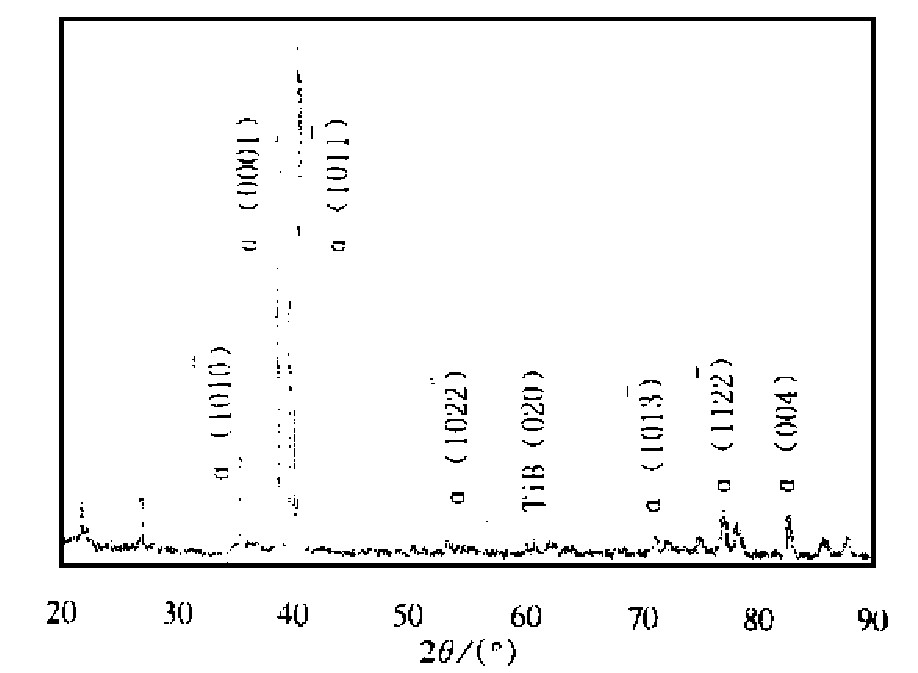
X 射线衍射试验表明, 钛合金板材纵、横向上弹性模量的差异性, 受加工织构和再结晶织构形成及变化的影响较大。图4为高弹高强钛合金冷轧加工后 (加工率=20%) 在轧面上所形成的主要晶面的 X 射线衍射图, 图5为冷轧加工后在板材轧向上主要晶向的 X 射线衍射图;图6、7 为优选制度热处理后, 在轧面上所形成的主要晶面及在轧向上所形成的主要晶向的X射线衍射图。通过对上述 XRD 图的观察和对其各晶向极密度的计算 (计算结果见表1) , 可以看出, 冷轧加工后在轧面上形成的主要晶面为{1013}面和
{ 1 1 ˉ 2 0 } 面及
{ 1 1 ˉ 2 2 } , 轧向上的主要晶向为
< 1 ˉ 1 0 0 > 。而热处理之后, 在轧面上其主要晶面按极密度强弱排列, 为
{ 1 1 ˉ 2 0 } 面、
{ 1 0 ˉ 1 0 } 面、
{ 1 0 ˉ 1 3 } 面, 晶面扭转迹象较为明显。更重要的是, 在轧向上晶向扭转极其强烈, 其晶向由原
? 1 ˉ 1 0 0 ? 方向占优势逐渐转变为 〈0001〉 方向占优势, 且随退火温度的升高, 优势愈发明显。由前可知, <0001>方向为密排六方晶格六方晶胞中弹性模量最大的方向,
< 1 ˉ 1 0 0 > 方向为弹性模量最小的方向, 由于在轧向上六方晶胞〈0001〉方向的增多, 必然导致
? 1 ˉ 1 0 0 ? 方向或其它弹性模量较低的晶向的相对减少, 于是就使得弹性模量在板材轧向上相应提高, 另外, 由于板材轧向上〈0001〉方向的增加必然导致横向上〈0001〉方向的相对减少, 及
? 1 ˉ 1 0 0 ? 方向或其它弹性模量较低晶向的相对增加, 因此, 使得弹性模量在板材横向上相应降低, 于是产生了图3中随退火温度的升高, 轧向弹性模量逐渐升高、横向弹性模量逐渐降低的规律性变化。
表1 不同状态下板材轧向上各晶向极密度值
Table 1 Pole density of crystallographic directions parallel to RD in two conditions
法向
退火状态
加工状态
退火状态
2.2548
1.0828
0.1973
0.9608
0.0000
3.8612
0.5564
0.0298
0.4159
1.2766
0.0674
0.0929
0.0000
0.2181
0.3634
0.3034
0.2420
0.0000
2.2049
3.9125
0.0000
0.3843
2.3735
2.0005
3.4279
1.8715
0.0000
1.1616
0.2428
0.6935
1.0686
0.2474
0.8789
0.5039
0.0000
0.0000
0.0000
6.8176
0.0000
0.0000
图4 热处理前的XRD图 (法向) Fig.4 XRD pattem of alloy strip before annealing (ND)
图5 热处理前的XRD图 (轧向) Fig.5 XRD pattem of alloy strip before annealing (RD)
图6 热处理后的XRD图 (法向) Fig.6 XRD pattem of alloy strip after annealing (ND)
图7 热处理后的XRD图 (轧向) Fig.7 XRD pattem of alloy strip after annealing (RD)
3 结论
1.冷轧加工率对弹性模量有一定的影响。热处理前, 随加工率的增加, 纵向弹性模量逐渐降低;而在适宜温度热处理后, 纵向弹性模量随退火前加工率的增加而升高。
2.热处理制度对合金弹性模量影响较大。选择合适的热处理制度可以调整冷轧加工后所形成的加工织构, 消除弹性模量的各向异性特征。
3.板材经双重退火后, 性能的改善主要归功于板材轧向上主要晶向的扭转, 即轧向上由原密排六方晶胞中弹性模量最低的
? 1 ˉ 1 0 0 ? 晶向占优势转变为弹性模量最高的〈0001〉晶向占优势。α 相晶向取向分布是形成高弹高强钛合金板材弹性模量各向异性的本质因素。
参考文献
[1] 宋维锡 金属学 北京 :冶金工业出版社 , 1980
[2] FanZ , ChandrasekaranL , Ward CloseCMetal.ScriptMetallMater., 1995 , (32 ) :833
[3] FanZ , MiodownkiAP , ChandrasekaranLetal.JMater.Sci., 1994, (2 9) :112 7