DOI: 10.11817/j.ysxb.1004.0609.2021-37969
�ϾɺϽ�ͷ���м���ָ�Чʪ�����뼼���о�
��������ΰ���� �ң��� ά��������
(���ϴ�ѧ ��Դ�ӹ������﹤��ѧԺ����ɳ 410083)
ժ Ҫ����ԷϾɽ��ʯ��ͷ�м���ָ�Ч�����ѵ����⣬��������ν���-�ֲ��ᾧ-������ѡ����ѡұ������ദ������������ͨ����Ũ��������Һѡ���Խ���������Һ���½ᾧ�����ˮ������������Ʒ��������ͨ��������������������ȡͭ����ͭҺ��������ᾧ�ɻ��96%���ϵ���ˮ����ͭ��Ʒ��ͬʱʵ���˽�ͭβ���н��ɰ��̼���ٵĵ�����룬��ͨ����ѡ���տ�ʵ�ֽ��ɰ��̼���ٵĸ�Ч���룬����ʵ�ַϾɽ��ʯ��ͷ��ȫ�������á�������Ҫ�о��˽������̺ͽ�ͭ���̸����ղ������м۽���������Ϊ��Ӱ�죬ͬʱ�����˽��ɰ��������ѡ�����о������������������Ũ��130 g/L��Һ�̱�12:1�������ٶ�300 r/min�������¶�60 ���ʱ��36 h�������£��Ͼɽ��ʯ��ͷ�����Ľ�����Ϊ97.6%����99%���ϵ�ͭ��100%�Ľ��ɰ�������У�ʵ��������ѡ���Է��롣������Ũ��250 g/L������Ũ��23 g/L��Һ�̱�10:1�������ٶ�300 r/min�������¶�80 ���ʱ��26 h�������£���������ͭ�Ľ����ʴﵽ99.9%���ϣ�ͬʱ94%���ϵ��������еĽ��ʯ����β���У�ʵ����ͭ�ĸ�Ч��������ͭβ����ҡ����ѡ����ʵ�ֽ��ɰ�ĸ�Ч���ա���ҵ�����鲻����֤��ʵ�����о��������ȷ�ԣ�������ʪ�������в����ķ�ˮ����ѭ�����ã��������չ�����ˮ�ų���
�ؼ��ʣ��ϾɺϽ�ʪ����������Դ���գ�ͭ���գ����ʯ
���±�ţ�1004-0609(2021)-xx--���� ��ͼ����ţ�TD952���� ���ױ�־�룺A
���ĸ�ʽ��������, ����ΰ, �� ��, ��. �ϾɺϽ�ͷ���м���ָ�Чʪ�����뼼���о�[J]. �й���ɫ����ѧ��, 2021, 31(x): xxxx-xxxx. DOI: 10.11817/j.ysxb.1004.0609.2021-37969
LI Liang-yu, HAN Jun-wei, JIAO Fen, et al. High-efficiency hydrometallurgical separation of valuable components from waste alloy cutters[J]. The Chinese Journal of Nonferrous Metals, 2021, 31(x): xxxx-xxxx. DOI: 10.11817/j.ysxb.1004.0609.2021-37969
���ʯ�����м��ߵ���ĥ�Ժ�Ӳ�ȣ��ϸߵĵ���ģ�����ȵ����ϵ͵�������ϵ����Ħ��ϵ�����Լ��������������С���ŵ�[1]���㷺����ʯ�ĺͽ�����ҵ������ĥ�����մɺͲ����������ҵ[2-4]���ҹ���Ȼ���ʯ��Դ�Ƚ�ƶ������Ϊ���������0.1%����ҵ�ý��ʯ99%����Ϊ����������ʯ[5]�����ʯ���ߵ��и����Ϊ������ʯ��̥�����Ϊ̼���٣�ճ���Ϊ�����ۣ�����Щ��ֻ�Ͼ��Ⱥ�����ѹ���ͼӹ���������[6]��
ȫ��ҵ���ʯ��70%������������ʯ�ļӹ����ߣ����о����ǽ��ʯԲ��Ƭ[7]���ҹ����ʯ������76%����������ʯ��Ƭ[8]�����ʯ��Ƭ��ʯ�ļӹ���ҵ������Ʒ����ʹ�ù����У������һ�����ĵ�ͷ����[9]��Ȼ������ʹ�ý��ʯ��Ƭ�����У�Ϊ�˱������壬��Ƭ����10%���ҵĵ�ͷ��10%�Ľ��ʯ������������[10-11]��һ����ʣ��1~2 mm�Ľ��ʯ������� 1.5~2 mm�Ĺ��ɲ�ʱ������[8]�����Ĵ��Ű�����ÿ�������ʮ�ֵķ������ʯ������Ҫ����[6]���Ͼɵ�ͷ��Լ10%�Ľ��ʯδ�õ����ö����ڵ�ͷ�У����⣬�ڽ��ʯ��ͷ������������Ҳ��2%�IJд�Ʒ��Ҫ���մ���[11-13]�����ͬʱ�����ʯ��ͷ��Ӧ�����Ƴ���������չ����Ӧ�ķϾɽ��ʯ��ͷҲ�����࣬�ϾɺϽ�ͷ�еĽ��ʯ��ͭ��п��������ɫ�������ճ�����Ļ����Բ��ϣ����¿Ƽ���չ���������������ս�������ʣ����ҹ���ɫ��������ԭ�϶�������Ƚϸߣ���ɫ���������������Ը���Դ��Ӧ��ì�ܷdz�ͻ��[14]���ۺ�������ɫ����������Դ[15-18]����Ч���Ļ��շϾɺϽ�ͷ�е��м���־�����Ҫ����[19]��
һ��������ܵĹ��ջ��շϾɺϽ�ͷ�е��м۳ɷ֣����õ�ͷ��Fe��Cu��Zn���м۽��������ᣬ���ʯ��̼���ٲ���������ﵽ����[20]����Щ�м۽���ת��Ϊ�����Ե��Σ�������ҺȻ����к����Ĵ���[6, 10, 20-25]������ѧ��ͨ������ѧ������֤�����������������������������¿ɷֽ�ϾɺϽ�ͷ[13]����ԷϾɺϽ�ͷ�м���ָ�Ч�����ѵ����⣬���������ԷϾɺϽ�ͷΪ�о�������������ν���-�ֲ��ᾧ-������ѡ����ѡұ������ദ�������������õ�Ũ��������Һѡ���Խ����ϾɺϽ�ͷ�е������ϾɺϽ�ͷ�е�����ת��Ϊ�����������ܽ�����Һ�У���ͭ�ڲ����������ĵ�Ũ��������Һ�м�������Ӧ������Һ�����ˡ����½ᾧ�����ˮ������������Ʒ��Ȼ��������ͨ��������������������ȡͭ����ͭҺ��������ᾧ�ɻ��96%���ϵ���ˮ����ͭ��Ʒ��ͬʱʵ���˽�ͭβ���н��ɰ��̼���ٵĵ�����룬��ͨ��ҡ����ѡ��ʵ�ֽ��ɰ��̼���ٵĸ�Ч���룬����ʵ�ַϾɽ��ʯ��ͷ��ȫ�������á�
1 ʵ��
1.1 ����ԭ��
���о��ķϾɺϽ�ͷȡ�Խ���һԪ������Դ����˾���ϾɺϽ�ͷ��Ҫ��ѧ�ɷ���ɺ�XRD�ֱ����1��ͼ1��ʾ����1ԭ�ϻ�ѧ�ɷ�ͨ����ѧ�������вⶨ���÷ϾɺϽ�ͷ��Ҫ����Fe(73.58%)��Cu(16.42%)��Zn(1.59%)��Sn(0.28%)�ȳɷ֣���Ԫ�غ�������73.58%�������������ʯ��ͷ��ͬʱͭ��п�������м۽���Ԫ�غ����ϸߣ�����һ�ָ�ֵ�Ķ�����Դ��Ӧ���м۳ɷֽ����ۺϻ������á�
��1 �ϾɺϽ�ͷ����Ҫ��ѧ�ɷ�
Table 1 Main chemical composition of waste alloy cutters (mass fraction, %)


ͼ1 �ϾɺϽ�ͷ��XRD��
Fig. 1 XRD pattern of waste alloy cutters
1.2 ���鷽���빤������
�ۺϿ��ǷϾɺϽ�ͷ������ص㣬��ƷϾɺϽ�ͷ�Ĺ���������ͼ2��ʾ���õ�Ũ������Ϊ���������������ϾɺϽ�ͷ��ԭ��������ת��Ϊ�����������ܽ�����Һ�У���ͭ�ڵ�Ũ�����������ϵ�в�����������������Ӧ��пԪ�������ܽ��ڽ���Һ�У�����Һ�������˽ᾧ�õ���ˮ������������Ʒ���ᾧ��Ľ���Һ���ؽ������̣�ʵ��ѭ�����ã����ٽ����������ģ����������ɱ��������˺������������ͭ���գ�������������������ͭ��п�����ȵõ�������ͭ�����ϸߣ�����ʹ�ýϸ�Ũ������������������������������������������ͭ�ڸ�������ת��Ϊ����ͭ�ܽ�����Һ�У�п�������ܽ��ڽ���Һ�У����ŷ�Ӧ���У���Һ����Ƚ��ͣ������ӷ���ˮ����������(������)����ͭҺ����һ�ι��˽ᾧ���õ�������ͭ�ᾧ������ͽ��������ᾧ��Ľ���Һ���ؽ�ͭ�Ĺ��̣����ٽ����������ģ���������ͭ�ᾧ��һ�������ᾧ�õ�������ˮ����ͭ��Ʒ���������̿���ͨ����ȡ�ķ�ʽ����п�����ȣ����ྭ�����ɻ������е�������ͭβ��ͨ��ҡ����ѡ���õ����ʯ��̼���١�

ͼ2 ���鹤������ͼ
Fig. 2 Experimental flow chart of proposed process
�ϾɺϽ�ͷΪ��״�����壬���и���ƽ����������ʾ��״�������в��н��ʯ�������ʵؼ�Ӳ���������飬��������������ѣ��������飬ֱ���Կ�״�ϾɺϽ�ͷ���н���[22, 26]����������װ����Ҫ���������Ͷ���ʽ���ӽ����������Ⱥ���ˮԡ��������̨���ձ��ȡ��ڽ�����ѡ���Խ�������ʱ����ȡһ�������ķϾɺϽ�ͷ������ʢ�н���Һ���ձ��п�ʼ��ѡ���Խ������顣����ѡ���Խ����������������ձý���Һ���ˣ�����Ͳ������Һ�������������ICP-AES ������������Һ������п��ͭԪ�صĺ���������������п��ͭ�Ľ����ʡ���������ɺ��ȡ���������ڷ�����ͭ��Ч�������顣ͭ��Ч��������IJ�����������ѡ���Խ�������������ơ�
2 ������������
2.1 ��ѡ���Խ��������о�
2.1.1 ��Ҫ���ղ���������Ӱ��
�ڽ����¶�60 �桢����ʱ��48 h��Һ�̱�12:1�������ٶ�300 r/min(��ֽ���)���ı�H2SO4Ũ���Կ�����ԷϾɺϽ�ͷ���������ʵ�Ӱ�죬�����ͼ3(a)��ʾ����ͼ3(a)��֪����ͬһ����ʱ���ڣ�����H2SO4Ũ�ȵ����ߣ��ϾɺϽ�ͷ�����Ľ�������������ʱ�䳬��36 hʱ�����Ľ����������ٶȱ仺���ӳ�����ʱ�����������Ľ��������ǽ���ʱ������ᵼ�½���Ч�ʽ��ͣ��ۺϿ��ǣ�����ʱ��ȷ��Ϊ36 h��������ʱ��Ϊ36 h����H2SO4Ũ�ȴ�90 g/L���ӵ�130 g/L�����Ľ����ʴ�82.15%������96.54%���������H2SO4Ũ�ȣ����Ľ������������������ҷ�Ӧ��Ľ���Һ��ʣ�������϶࣬�����ں�������Һ�Ľᾧ���̣�Ϊ�����㹤ҵ����Ҫ���ۺϿ��ǣ�ѡ��H2SO4Ũ��Ϊ130 g/L������ʱ��Ϊ36 h�Ϻ��ʡ���H2SO4Ũ��130 g/L������ʱ��36 h��Һ�̱�12:1�������ٶ�300 r/min(��ֽ���)�����£���������¶ȶԽ����ʵ�Ӱ�죬�����ͼ3(b)��ʾ����ͼ3(b)��֪����80 ���90 ���£�����12 h�����Ľ����������ٶȼ��죬���Ľ����ʾ���90%���ϣ�������ʱ�䳬��12 h�����Ľ�����������������������������80 ���90 ����12 h������Ӧ��ɣ�����80 ���90 ���½���Һ�������ϴ�����36 hʱ��90 �������Ľ����ʱ�80 ���Եͣ��������������Fe2SO4��H2O���������½���Һ��Fe2+Ũ�Ƚ��͡���60 ���70 ���£��������������ٶȽϿ죬�����ߵĽ����ʽӽ�����50 ���£����Ľ������������ٶȽ�����20 ���40 ���£�����36 h�����Ľ����ʴﲻ��Ҫ���ۺϿ��Ƿ�Ӧ�����Լ��ܺģ��ο���ҵ���ᷨ�Ʊ�Fe2SO4��7H2O��ѡ������¶�Ϊ60 ����ˡ��ڽ����¶�60 �棬����ʱ��36 h��H2SO4Ũ��130 g/L�������ٶ�300 r/min(��ֽ���)�����£�����Һ�̱ȶ��������ʵ�Ӱ�죬�����ͼ3(c)��ʾ����ͼ3(c)��֪������Һ�̱ȵ������������������ӡ�������36 h����Һ�̱�Ϊ10:1ʱ�����Ľ����ʽϵͣ����������ΪҺ�̱Ƚ�С����Һ��H2SO4�����㵼�¡�Һ�̱�12:1��14:1ʱFe�Ľ����ʽӽ�����Һ�̱�16:1ʱ�������ʽϴ�����Һ��ʣ�������ϴ����ں��ڵĽᾧ���ۺϿ��ǣ�ѡ��Һ�̱�Ϊ12:1�Ϻ��ʡ�

ͼ3 �������̵���Ҫ���������������������ʵ�Ӱ��
Fig. 3 Main technological parameters in leaching process on Fe leaching efficiency
2.1.2 ��Ҫ���ղ���������п��ͭ�����ʵ�Ӱ��
�ڽ����¶�60 �桢����ʱ��36 h��Һ�̱�12:1�������ٶ�300 r/min(��ֽ���)�����£���������Ũ�ȶ�����ͭ��п�����ʵ�Ӱ�죬�����ͼ4(a)��ʾ����ͼ4(a)��֪������Ũ�ȶ�ͭ�����ʵ�Ӱ���С��ͭ�Ľ����ʽϵͣ�ά����1%���£�����п�Ľ�������������Ũ�ȵ�����������ͨ����������Ũ�ȿ���ʹ���Ľ����ʱ����ڽϸ�ˮƽ��п�Ľ����ʽ�С�� ��H2SO4Ũ��130 g/L������ʱ��36 h��Һ�̱�12:1�������ٶ�300 r/min(��ֽ���)�����£���������¶ȶ�����ͭ��п�����ʵ�Ӱ�죬�����ͼ4(b)��ʾ����ͼ4(b)��֪�������¶ȶ�ͭ�����ʵ�Ӱ���С��ͭ�Ļ���������1%���£�����п������������¶ȵ���߶�����ͨ�����ƽ����¶ȿ���ʹп�Ľ����ʽ�С�����Ľ����ʱ��ֽϸ�ˮƽ����H2SO4Ũ��130 g/L������ʱ��36 h�������¶�60 �棬�����ٶ�300 r/min(��ֽ���)�����£�����Һ�̱ȶ�����ͭ��п�����ʵ�Ӱ�죬�����ͼ4(c)��ʾ����ͼ4(c)��֪��Һ�̱ȶ�ͭ��п������Ӱ���С��ͭ�Ľ����ʽϵͣ�ά����1%���ڣ�п�Ľ����ʻ�����20%���£���Һ�̱ȴ�10:1���ӵ�12:1ʱ�����Ľ����ʴ�91.19%���ӵ�97.63%����Һ�̱ȴ���12:1ʱ�����Ľ����������ٶȱ仺������Һ�̱ȶ����Ľ�������������Һ�̱ȹ���ᵼ�½���Һ��ʣ�������ϴ����ں��ڵĽᾧ��
�ϾɺϽ�ͷ����Ҫ�����ɷ�Ϊ����ͭ��п�������������Ԫ�صĵ缫��Ӧ������λ[13, 22]���ӱ�2���Կ�֪���������������������Ǻܺõ�������������ϡH2SO4Ϊ���������������ϾɺϽ�ͷ��ԭ��������ת��Ϊ�����������ܽ�����Һ�У�ѡ���ԵĽ����ϾɺϽ�ͷ�е�����֣�Ȼ��ʹ�ýϸ�Ũ��H2SO4�����������������������������������������е�ͭ��п�����ȿ����ܽ������Һ�У������������£����ʯ��̼���ٷdz��ȶ�����������������ˡ�Ưϴ��ɸ�ּ��ɵý��ʯ����(0.2~0.5mm)��̼���ٷ� (20~30 ��m)[20]��

ͼ4 �������̵���Ҫ������������������п��ͭ�����ʵ�Ӱ��
Fig. 4 Main technological parameters in leaching process on leaching efficiency of Cu, Zn and Sn
2.2 ͭ��Ч���������о�
2.2.1 ����Ũ�Ⱥͽ���ʱ���Ӱ��
��2 ���Ԫ�صĵ缫��Ӧ������λ
Table 2 Electrode reaction and standard electrode potential of related elements

�ڽ����¶�80 �棬����ʱ��26 h��Һ�̱�10:1�������ٶ�300 r/min(��ֽ���)������������Ũ��23 g/L�������£���������Ũ�ȶ�ͭ��п�����Ľ����ʵ�Ӱ�죬����ֱ���ͼ5(a)��ͼ5(b)�Լ�ͼ5(c)��ʾ����ͼ5(a)��֪����������ͭ�Ľ�����������Ũ�ȵ����Ӷ����ӡ�������ʱ����22 h ���ڣ�ͭ�Ľ�������������Ũ�ȵ����Ӷ�Ѹ�����ӣ���������Ũ��350 g/L������ͭ�����������ٶ���죻���ǵ�����ʱ�䳬��22 h�Ժ�����Ũ�ȴ���250 g/L�����µ�ͭ�����ʵ������ٶȱ仺������Ũ��150 g/L��200 g/L�����µ�ͭ��������Ȼ�ڿ�����������˵��������Ũ�ȴ���250 g/L�����£�������ʱ��ﵽ22 h ʱ�������еĴ�ͭ�Ѿ���������������Ž���ʱ������ӣ�ͭ�Ľ����ٶȽ������������Ũ�ȵ���250 g/Lʱ�����������������㣬���½������л��в���ͭ���ڣ����Լ�����������Ũ��ͭ�Ľ����ٶ���Ȼ�Ͽ졣����H2SO4Ũ��Ϊ300 g/L��350 g/L�Ľ���Һ����CuSO4�ᾧ�����������ں�������Һ�Ĵ�����CuSO4 �ᾧ��XRD����ͼ6(a)��ʾ���ۺϿ����£�����Ũ��Ϊ250 g/L������ʱ��Ϊ26 h�Ϻ��ʡ���ͼ5(b)��֪����������п�Ľ�������������Ũ�ȵ����Ӷ����ӣ����������Ϊ��������Ũ�ȵ����ӣ��������������£��������е�ͭ����Ͽ죬��¶����п������������Һ��Ӧ��������26 h������Ũ�ȴ���250 g/L�����£�п�Ľ����ʾ��ɴﵽ99%���ϡ���ͼ5(c)��֪���ڽ���ʱ����4 h���ڣ����Ľ�������������Ũ�ȵ����Ӷ����ӣ������Ž���ʱ������ӣ�����������Ѹ�ٽ��͡�����ʱ����4~22 h֮�䣬���Ľ�������ʱ��ı仯�����ԣ�����ʱ�䳬��22 h ʱ�����Ľ����ʼ�����ʱ������Ӷ����͡����������Ϊ��Ӧ���ڣ���Һ�е����������Ũ�Ƚϸߣ����������������ٶȽϿ죬�����Һ�������ӵ�Ũ���ڷ�Ӧ��ʼ���ڽϸߵ�Ũ�ȣ������ڷ�Ӧ��ʼ�Σ���Һ����Ũ�Ƚϸߣ������ӽ�����Һ������ȶ����ڣ��ڷ�Ӧ�к��ڣ����������е�������Ϊ�����ӽ�����Һ�����ŷ�Ӧ���У���Һ���ᱻ���ĵ���Ũ�Ƚ��ͣ�������ˮ�������(������)��������Һ�е�������Ũ�Ƚϵ͡������XRD����ͼ6(b)��ʾ��

ͼ5 ����Ũ�Ⱥͽ���ʱ��Խ��������ʵ�Ӱ��
Fig. 5 Effect of sulfuric acid concentration and leaching time on metal leaching efficiency

ͼ6 CuSO4�ᾧ�������XRD��
Fig. 6 XRD pattern of CuSO4 crystallization(a) and tin sludge(b)
2.2.2 �����¶ȵ�Ӱ��
������Ũ��250 g/L������ʱ��26 h��Һ�̱�10:1�������ٶ�300 r/min(��ֽ���)������������Ũ��23 g/L�������£���������¶ȶ�ͭ��п�����Ľ����ʵ�Ӱ�죬����ֱ���ͼ7(a)��ͼ7(b)�Լ�ͼ7(c)��ʾ����ͼ7(a)��֪����������ͭ�Ľ�����������¶ȵ����Ӷ����ӣ��ҽ����¶�80 ��������ͭ�����������ٶ���졣�ڽ����¶�80 �棬����ʱ��18 h�����£�ͭ�Ľ�����Ѹ�ٴﵽ97.60%���������ӽ���ʱ����26 h��ͭ�������������������տɴﵽ 99.54%���ڽ���ʱ��26 h�������¶ȷֱ�Ϊ40 ���60 ���£�ͭ�Ľ����ʷֱ�Ϊ68.06%��81.36%���ۺϿ��ǽ���Ч�ʺ�ͭ�Ľ����ʣ�ѡ������¶�Ϊ80 ����ˡ���ͼ7(b)��֪�����Ž����¶ȵ����ӣ�п�Ľ�������֮���ӣ����ڽ����¶�80 ��������ͭ�����������ٶ���졣�ڽ���ʱ��26 h�������¶�Ϊ80 �������£�п�Ľ����ʿɴﵽ99.79%�����������Ϊ�������¶�����ʱ�����������ӵ���ɢϵ���ͷ�Ӧ����Ļ��[27]���������е�ͭ�ܽ�Ͻ�����¶����п������������Һ��Ӧ����ͼ7(c)��֪���ڽ���ʱ��Ϊ26 h�����£�����Һ�е������ӽ����ʾ����͵�6%���£����������Ϊ�ڽ�����Ӧ�ij�ʼ�Σ������¶�Խ�߽�����Ӧ����Խ�죬�������������ٶ�Խ�죬���������е�������Ϊ�����ӽ�����Һ���ڷ�Ӧ��ʼ�Σ���Һ����Ũ�Ƚϸߣ������ӿ����ȶ����ڣ����ŷ�Ӧ�Ľ��У��ڷ�Ӧ�к��ڣ�������Һ����Ũ�Ƚ��ͣ�������ˮ�������(������)��������Һ�е�������Ũ�Ƚϵ͡�

ͼ7 �����¶ȶԽ��������ʵ�Ӱ��
Fig. 7 Effect of leaching temperature on metal leaching efficiency
2.2.3 ������Ũ�ȵ�Ӱ��
�ڽ����¶�80 �棬Һ�̱�10:1�������ٶ�300 r/min(��ֽ���)������Ũ��250 g/L�����£���������������Ũ�ȶ�ͭ��п�����Ľ����ʵ�Ӱ�죬����ֱ���ͼ8(a)��ͼ8(b)�Լ�ͼ8(c)��ʾ����ͼ8(a)��֪����������Ũ�ȵ�����ͭ�����������ӣ�������Ũ��23 g/L������ʱ��Ϊ12 hʱ��ͭ�Ľ�����Ϊ88.40%���ۺϿ��Ƿ�Ӧ���ʺ�ͭ�Ľ����ʣ�ѡ������Ũ��Ϊ23 g/L�Ϻ��ʡ���ͼ8(b)��֪����������Ũ�ȵ����ӣ�п�Ľ�������֮���ӡ����������Ϊ����������Ũ�ȵ����Ӵٽ�����������ͭ��������ʣ���֮�������е�п��������Һ�е��ᷴӦ����ͼ8(c)��֪����������������Ũ�ȵ����ӣ����Ľ����ʳ��ֳ����������½������ơ����������Ϊ��������������Ũ������ʱ���������е��������ٶȼӿ죬�ڷ�Ӧ��ʼ�Σ���Һ����Ũ�Ƚϸߣ������ӿ����ȶ����ڣ����ŷ�Ӧ�Ľ��У��ڷ�Ӧ�к��ڣ�������Һ����Ũ�Ƚ��ͣ�������ˮ��Ϊ����(������)��������Һ�е�������Ũ�Ƚϵ͡�
�������������������ۺ����顣������Ũ��250 g/L������������Ũ��23 g/L������ʱ��26 h�������¶�80 �棬Һ�̱�10:1�������ٶ�300 r/min(��ֽ���)�������£����ʵ������������������ͭ�Ľ����ʴﵽ99.9%���ϣ�ͬʱ94%���ϵ��������еĽ��ʯ����β���У�ʵ����ͭ�ĸ�Ч������
2.3 ����������Ʒ����
2.3.1 �������̽�����
�������̵Ľ������������������������ϴ�Ӻͻ��Ⱥ�������������Ҫ��ѧ�ɷ���ɺ� XRD�ֱ����3��ͼ9��ʾ�����Կ���������������Ԫ�غ���Ϊ5.31%��ͭԪ�غ�������65.01%��˵���ϾɺϽ�ͷ������ֱ�ѡ���Խ�������ͭ��ֵõ��˸����������У�ͬʱ������п�������������м۽���Ԫ�أ�������ͭ��ʣ������ڽ�ͭ���մ�����

ͼ8 ������Ũ�ȶԽ��������ʵ�Ӱ��
Fig. 8 Effect of oxidant concentration on metal leaching efficiency
��3 �������Ļ�ѧ�ɷ����
Table 3 Chemical of composition of leaching residue from leaching process of iron (mass fraction, %)

��ͼ 9 ��������XRD��֪��XRD������Ҫ��Cu��WC��Zn��Sn�ͽ��ʯ�����ʵ�����壬Cu��Zn�����ԣ������ϸߣ�XRD ��������������������������������һ�£�����������û�з��ֽ���Ԫ��Fe��Ni������壬����������Ϊ����Ԫ�ص��������ʺ���Խϵ͵ĺ������������������ԵĿ���������塣

ͼ9 ��������XRD��
Fig. 9 XRD pattern of leaching residue from leaching process of iron
����SEM-EDS������������ĥ��������ò�������������ɷַ�������ԭ�� SEM ͼ�� X ��������������ֱ���ͼ 10��ʾ�����Կ�����ԭ���ڲ��ʿ�϶״����� EDS����������Ҫ��Ԫ�طֲ�ΪCu��Zn��Sn ��FeԪ�ؼ�������Si��Cl��P��Ԫ�أ���������������������ҪΪ Cu��Zn��Sn��Fe�ĺϽ���ҪԪ�ؽ�Ͻ��ܡ���������м�������Si��Cl��P���������ࡣ
2.3.2 ��ͭ���̽�����
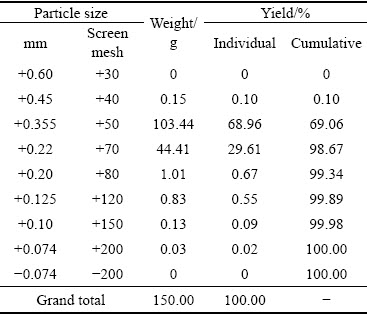
��ͭ���̵Ľ�����������ͭβ������������������Ҫ��ѧ�ɷ�Ϊ���ʯ��ɸ�ַ���������4��ʾ���������н��ʯ0.2~0.45 mm����ռ99.34%��������ɷ��ؽ��ʯ�Ͻ�ͷ��������
2.4 ��ҵ�������о�
ͨ��ʵ���������ڹ�ҵ�������ϵĵ���Ӧ�ã����á����ν���-�ֲ��ᾧ-������ѡ�����������ϾɺϽ�ͷ��������������ˮ������������Ʒ����ˮ����ͭ��Ʒ�����ʯ�ȣ������ͽ�ͭ���̵�п�����Ƚ���Ԫ�ظ�����һ���̶�ʱ��������ȡ���л��գ���������ˮ������������������ˮ����������ˮ����ͭ�����ڵ����ҵ���������Ϻ�ũҩ�ȣ����ʯ�ɷ��غϽ�ͷ���������������Ϊ����ԭ�Ͽ�ֱ�����������о�ͨ��ʵ����̽����ҵ�������о����ó��ϾɺϽ�ͷ�ۺϻ������ü������չ��̺���������ʵ�ֹ�ҵ���������Ʊ�������Ҫ��ĺϸ��Ʒ������ʵ�ַϾɽ��ʯ��ͷ��ȫ�������á���ҵ�����鲻����֤��ʵ�����о��������ȷ�ԣ�������ʪ�������в����ķ�ˮ����ѭ�����ã��������չ�����ˮ�ų�����ҵ���ֳ���Ҫ�豸�Ͳ�Ʒ��ͼ11��ʾ��

ͼ10 ��������SEM��EDS��
Fig. 10 SEM images(a) and EDS spectra((b)-(f)) of leaching residue from leaching process of iron
��4 ���ʯɸ�ַ������
Table 4 Result of diamond screening analysis

ͼ11 �ֳ���Ҫ�豸�Ͳ�Ʒͼ
Fig. 11 Drawing of main equipment and products on site
3 ����
1) ͨ�������ν���-�ֲ��ᾧ-������ѡ����ѡұ������ദ�����������ϾɺϽ�ͷ��������Ũ��130 g/L��Һ�̱�12:1�������ٶ�300 r/min�������¶�60 ���ʱ��36 h�������£��Ͼɽ��ʯ��ͷ�����Ľ�����Ϊ97.6%����99%���ϵ�ͭ��100%�Ľ��ʯ�������У�ʵ��������ѡ���Է��롣
2) ������Ũ��250 g/L������Ũ��23 g/L��Һ�̱�10:1�������¶�80 �桢����ʱ��26 h�ͽ����ٶ�300 r/min�����£���������ͭ�Ľ����ʴﵽ99.9%���ϣ�ͬʱ94%���ϵ��������еĽ��ʯ����β���У�ʵ����ͭ�ĸ�Ч��������ͭβ����ҡ����ѡ����ʵ�ֽ��ɰ�ĸ�Ч���ա�����ʵ�ַϾɺϽ�ͷ��ȫ�������á�
3) ��ҵ�����鲻����֤��ʵ�����о��������ȷ�ԣ�������ʪ�������в����ķ�ˮ����ѭ�����ã��������չ�����ˮ�ų���
REFERENCES
[1] ����, �� ��, ������. ���ʯ�������ܼ���Ӧ���о�[J]. ��е���������, 2009(6): 158-160.
ZHOU Yu-hai, QIN Zhe, WANG Cheng-yong. Study on performance and application of diamond tools[J]. Machinery Design & Manufacture, 2009(6): 158-160.
[2] HSIEH Yu-zan, LIN Shun-tian. Diamond tool bits with iron alloys as the binding matrices[J]. Materials Chemistry and Physics, 2001, 72(2): 121-125.
[3] ������. �ҹ����ʯ��Դ�������ü��������[J]. �й��ǽ�����ҵ����, 2015(1): 30-32.
YAN Ling-ya. Analysis on development and utilization of diamond resource and supply demand in China[J]. China Non-metallic Minerals Industry, 2015(1): 30-32.
[4] ������, �� ��. ���ʯԲ��Ƭ�������չ���[J]. ʯ��, 2017(7): 16-22.
LI Tian-min, ZHAO Min. Production process of diamond circular saw blade[J]. Stone, 2017(7): 16-22.
[5] ����, ������, ����. �й����ʯ��Դ�ֲ�������������״[J]. ��ʯ�ͱ�ʯѧ��־, 2013, 15(4): 1-7.
PENG Yan-ju, L�� Lin-su, ZHOU Zhen-hua. Distribution and utilization of diamond resources in China[J]. Journal of Gems and Gemmology, 2013, 15(4): 1-7.
[6] �����, ����;. �������ʯ����ѡ���Խ��������չ����о�[J]. �Ĵ���ɫ����, 1996(1): 19-23.
GUO Ling-hong, CHEN Shi-tu. Study on selective leaching and recovery of waste diamond tools[J]. Sichuan Nonferrous Metals, 1996(01): 19-23.
[7] �߱���, �ڰ���, �� ��. ���ʯ���ߵĻ�����������[J]. ������, 2010, 44(1): 11-14.
GAO Bing-yuan, YU Ai-bing, LI Zhao. Recycling and reusing of diamond tools[J]. Tool Engineering, 2010, 44(1): 11-14.
[8] ̷��ͬ, ������. �ӽ��ʯ�����л��ս��ʯ[J]. ʯ��, 1995(2): 38.
TAN Shi-tong, CAO Shu-min. Recovery of diamond from diamond tools[J]. Stone, 1995(2): 38.
[9] Ѧ ƽ, ���ǿ, ����ΰ, ��. �ӷϾɽ��ʯ��ͷ����������м۽�������ѧ�����������о�[J]. ʪ��ұ��, 2017, 36(1): 19-23.
XUE Ping, LI Guang-qiang, QIN Qing-wei, et al. Thermodynamic analysis and experimental research on acid leaching of valuable metals from waste diamond cutters[J]. Hydrometallurgy of China, 2017, 36(1): 19-23.
[10] ��־ƽ. �ϲн��ʯ��ͷ�Ļ�������[J]. �й���������, 1997(7): 20-22.
QU Zhi-ping. Recovery and utilization of waste diamond cutters[J]. China Resources Comprehensive Utilization, 1997(7): 20-22.
[11] SKURY A L D, BOBROVNITCHII G S, MONTEIRO S N, et al. Recovery of synthetic diamonds from scrapped sawblades[J]. Separation and Purification Technology, 2004, 35(3): 185-190.
[12] XUE Ping, LI Guang-qiang, YANG Yong-xiang, et al. Recovery of valuable metals from waste diamond cutters through ammonia-ammonium sulfate leaching[J]. International Journal of Minerals, Metallurgy, and Materials, 2017, 24(12): 1352-1360.
[13] ������, �Ź���, �� ��. �Ͼɽ��ʯ������ֽ�����м۽��������ۼ�ʵ���о�[J]. ϡ�н���, 2010, 34(6): 919-923.
WANG Li-min, ZHANG Guo-cheng, MA Fei. Theoretical and experimental study on acid decomposition of waste diamond tools for recycling of valuable metals[J]. Chinese Journal of Rare Metals, 2010, 34(6): 919-923.
[14] ��ѧ��, ���컪, �� ӽ, ��. ��ɫ������Դѭ���о�Ӧ�ý�չ[J]. �й���ɫ����ѧ��, 2019, 29(9): 1859-1901.
GUO Xue-yi, TIAN Qing-hua, LIU Yong, et al. Progress in research and application of non-ferrous metal resources recycling[J]. The Chinese Journal of Nonferrous Metals, 2019, 29(9): 1859-1901.
[15] ����ΰ, �� ά, ������, ��. ����п��ɰѡ���Ի�ԭ����-���ν���п[J].�й���ɫ����ѧ��, 2014, 24(2): 511-518.
HAN Jun-wei, LIU Wei, QIN Wen-qing, et al. Leaching zinc from high iron-bearing zinc calcine after selective reduction roasting[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(2): 511-518.
[16] ����ΰ, �� ά, ������, ��. CO��ԭ��������п��ѡ���Էֽ���Ϊ[J]. �й���ɫ����ѧ��, 2016, 26(6): 1324-1331.
HAN Jun-wei, LIU Wei, QIN Wen-qing, et al. Selective decomposition behavior of zinc ferrite by reduction roasting with CO[J]. The Chinese Journal of Nonferrous Metals, 2016, 26(6): 1324-1331.
[17] ��ѧ��, ������, ������, ��. �ݼ����ֲܷ���ȡ������·�����м۽���[J]. �й���ɫ����ѧ��, 2017, 27(2): 406-413.
GUO Xue-yi, JIANG Xiao-jian, LIU Jing-xin, et al. Recovery of metal values from waste printed circuit boards using a cascading alkali leaching process[J]. The Chinese Journal of Nonferrous Metals, 2017, 27(2): 406-413.
[18] ���곿, ���, ������, ��. SnCl4-HCl��ϵ�ϵ�·��Ԫ�����ķ��뼰���Ļ���[J]. �й���ɫ����ѧ��, 2019, 29(7): 1543-1550.
LI Ling-chen, YANG Jian-guang, YAN Wan-peng, et al. Separation of electronic components from waste printed circuit board and tin recovery in SnCl4-HCl system[J]. The Chinese Journal of Nonferrous Metals, 2019, 29(7): 1543-1550.
[19] �� ��, ��Ԫ¼, ���, ��. �ý���-��Ĥ��������ӷ������ʯ��ͷ�л����������о�[J]. ʪ��ұ��, 2017, 36(6): 479-484.
CHEN Bing, L�� Yuan-lu, YANG Jian-guang, et al. Recovery of iron from diamond tools by leaching��membrane electrodeposition process[J]. Hydrometallurgy of China, 2017, 36(6): 479v484.
[20] ����Ӣ, ����. �Ͻ��ʯ�������ܵĻ�������[J]. ��������, 1997(3): 58-60.
SU Nian-ying, CUI Jia-lin. Recovery of cobalt in waste diamond cutter[J]. Technology & Development of Chemical Industry, 1997(3): 58-60.
[21] �Ŵ���, ����ʤ, �� ��. �Ͻ��ʯ������ͭ�����Ļ��չ����о�[J]. ���ι�ҵ, 2006(9): 54-55.
ZHANG Cong-liang, PENG Guo-sheng, WANG Yan. Study on the recovery technique of copper cobalt and nickel in waste diamond cutter[J]. Inorganic Chemicals Industry, 2006(9): 54-55.
[22] ֣С��, �ɵ���, ����ľ. �ϵ����н��ʯ���м����ʵ��ۺϻ���[J]. ��������, 2008(4): 197-199.
ZHENG Xiao-qing, MENG De-zhong, ZHOU Xin-mu. Discussion how to recycle valuable substance in waste diamond cutting tool[J]. Jiangxi Chemical Industry, 2008(4): 197-199.
[23] �� ��. �Ͼɽ��ʯ�����ۺϻ��������о�[J]. ��Ӳ���Ϲ���, 2011, 23(5): 27-31.
MA Fei. Study on comprehensive recovery and utilization of waste diamond tools[J]. Superhard Material Engineering, 2011, 23(5): 27-31.
[24] WANG Li-min, ZHANG Guo-cheng, MA Fei. A study on comprehensive recycling of waste diamond tools[J]. Rare Metals, 2012, 31(1): 88-91.
[25] CELEP O, AYDIN G, KARAKURT I. Diamond recovery from waste sawblades: A preliminary investigation[J]. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 2013, 227(6): 917-921.
[26] �� ��, ����ΰ, �� ��, ��. �Ͼɽ��ʯ�����ڰ�ˮ���������Һ��ѡ�����ܽ�ͭп[J]. ʪ��ұ��, 2016, 35(5): 418-421.
GUO Yong, QIN Qing-wei, BI Fan, et al. Investigation on leaching of copper and zinc from spent diamond tools using ammonia-ammonium sulfate solution[J]. Hydrometallurgy of China, 2016, 35(5): 418-421.
[27] HAN Jun-wei, OU Zhen-yu, LIU Wei, et al. Recovery of antimony and bismuth from tin anode slime after soda roasting-alkaline leaching[J]. Separation and Purification Technology, 2020, 242: 116789.
High-efficiency hydrometallurgical separation of valuable components from waste alloy cutters
LI Liang-yu, HAN Jun-wei, JIAO Fen, LIU Wei, QIN Wen-qing
(School of Minerals Processing and Bioengineering, Central South University, Changsha 410083, China)
Abstract: In order to solve the problem that it is difficult to separate valuable components from waste alloy cutters efficiently, a cleaning treatment technology of ��two-stage leaching, fractional crystallization and physical separation�� was proposed, that is to say, FeSO4��7H2O is obtained by selective leaching of iron with low concentration sulfuric acid solution and crystallization of iron rich liquid at low temperature. Copper is extracted from iron leaching residue by acid oxidation leaching process, and CuSO4��5H2O is obtained by crystallization of copper rich liquid after purification. At the same time, the monomer dissociation of diamond and WC in copper leaching residue was realized, through gravity separation process, the diamond and WC can be separated efficiently, and finally the waste alloy cutters can be fully utilized. In this paper, the effects of technological parameters on leaching behavior of valuable metals in iron and copper leaching processes were studied, and the physical separation of diamond was also studied. The results show that: under the conditions of H2SO4 concentration of 130 g/L, L/S ratio of 12:1, stirring speed of 300 r/min, leaching temperature of 60 �� and leaching time of 36 h, the leaching efficiency of iron in waste alloy cutters is 97.6%, and more than 99% of copper and 100% of diamond enter into the iron leaching residue, realizing the selective separation of iron. Under the conditions of H2SO4 concentration of 250 g/L, oxidant HNO3 concentration of 23 g/L, L/S ratio of 10:1, stirring speed of 300 r/min, leaching temperature of 80 �� and leaching time of 26 h, the leaching efficiency of copper in iron leaching residue can reach more than 99.9%, while more than 94% of tin and all diamonds enter into the copper leaching residue, realizing the high-efficiency leaching of copper. The high efficiency recovery of diamond can be achieved by shaking table separation of copper leaching tailings. The industrial test not only verified the correctness of the laboratory research results, but also showed that the wastewater generated in the wet process can be recycled, and no wastewater was discharged in the whole process.
Key words: waste alloy; leaching; resource recovery; copper recovery; diamond
Foundation item: Project(51804342) supported by the National Natural Science Foundation of China; Project (2019YFC1907301) supported by the National Key Research and Development Program of China; Project(2020CX038) supported by the Innovation-driven Plan of Central South University, China; Project(2019JJ50805) supported by the Natural Science Foundation of Hunan Province
Received date: 2021-04-02; Accepted date: 2021-07-14
Corresponding author: HAN Jun-wei; Tel: +86-731-88830884; E-mail: hanjunwei2008@163.com
(�༭ )
������Ŀ��������Ȼ��ѧ����������Ŀ(51804342)�������ص��з��ƻ�������Ŀ(2019YFC1907301)������ʡ��Ȼ��ѧ����������Ŀ(2019JJ50805)�����ϴ�ѧ���������ƻ�������Ŀ(2020CX038)
�ո����ڣ�2021-04-02�������ڣ�2021-07-14
ͨ�����ߣ�����ΰ�������ڣ���ʿ���绰��0731-88830884��E-mail��hanjunwei2008@163.com

