DOI��10.19476/j.ysxb.1004.0609.2019.04.04
����ȱ�ݺ͵ڶ�������ͳ���ǿ���Ͻ�ʴ��Ϊ��Ӱ��
����Ц��1��Ѧ����1����˼��1��������2���� Ƽ1
(1. �Ϸʹ�ҵ��ѧ ���Ͽ�ѧ�빤��ѧԺ���Ϸ� 230009��
2. �Ϸʹ�ҵ��ѧ �������켼���о�Ժ���Ϸ� 230009)
ժ Ҫ�����õȾ��Ǽ�ѹ(ECAP)����ʱЧ������ó���ǿ���Ͻ𣬲����������������ɨ��羵�Լ��绯ѧ����վ�Ȳ����ֶζ����۽ṹ�ݱ��Լ��绯ѧ��ʴ��Ϊ�����о�������������Ⱦ��Ǽ�ѹ���κ���ϸ��������(9.68��1 ��m)��������յ�������ԭ��ƫ���Ͳ���������ЧӦ��ɵڶ����(53��416 nm)�;���ƫ�ۣ������Ա��β��Ͼ�����ʱЧ�������ֵڶ���ľ���ƫ�������������ϸС����״��ɢ�ֲ����������С�ϸ����֯����ȱ���������γɸ����������������ȶ�������Ĥ������ƫ���ļ�������ɢϸС�ĵڶ��������˵�ʴ�Ծ��丯ʴ�Ĵٽ����ã����������Ż�����ǿ���Ͻ����ʴ���ܡ�
�ؼ��ʣ�����ǿ���Ͻ𣻵Ⱦ��Ǽ�ѹ������ȱ�ݣ��ڶ��ࣻ��ʴ��Ϊ
���±�ţ�1004-0609(2019)-04-0693-07���� ��ͼ����ţ�TG311���� ���ױ�־�룺A
Al-Zn-Mg-Cu�Ͻ�����7xxxϵ����ǿ���Ͻ𣬾����ܶ�С����ǿ�ȸߡ����Ժá���ɢ���ܺá��ȼӹ������Լ���������������ص㣬�㷺Ӧ���ں��պ��졢������������������ҵ�����������Լ��˹�ҵ�������ұ���Ϊ�����п�������֡�������ɫ��������[1]������Al-Zn-Mg-Cu�Ͻ���д�ͳ�֡��������Ա���ĵ��ܶȡ��߱�ǿ���ŵ㣬�����Ӧ����ʴ�����丯ʴ�;��丯ʴ�ĸ���������������Ӧ�á������Ͻ�ṹ�����۹����У��ֲ���ʴ�����ǵ��½ṹ��ʧЧ����Ҫԭ���������Գ���ǿ���Ͻ�ĸ�ʴ����������Ϊͻ����Σ������ڸ�ʴ�����У��ṹ����Զ����ǿ�ȼ�������·������ѣ����Ҷ��ѹ������Ƶ�Ӧ����ϣ�����û�����Ե����Ա��Σ����ֶ�����Ԥ�⣬���һ�������������Ԥ����¹ʡ���¹�����ַ�ͧ�������������²��Լ��ձ�����747�ͻ��ȶ���ṹ����Ӧ����ʴ������ش���ʧ�����ϵĿ���ʴ����������֯�ͳɷֵ�������أ�����������ɷ֡��ߴ硢�ֲ��Լ���������ȶ�Ӱ��Ͻ�Ŀ���ʴ���ܡ��о�����������(MgZn2)�ھֲ���ʴ�����н���Ϊ�����������ܽ⣬�����ºϽ����صľ��丯ʴ����ʴ[2-3]����(Al2Cu)���ھֲ���ʴ��һ����Ϊ�����࣬���»��帽���������ܽ⣬��������ߺϽ�Ŀ���ʴ���ܡ���ѧ�߶�Al-Zn-Mg-Cu�Ͻ�ĵ�ʴ��Ϊ���б����������صĵ�ʴ��Ϊ����������MgZn2����ģ������Al2CuMg��Mg2Si[1]��
�Ⱦ��Ǽ�ѹ����(Equal channel angular pressing��ECAP)��Ϊ�����Ա��ε�һ�֣�ͨ���ڵ�ͨ���սǴ��ṩһ�ִ����б��λ�ó�ϸ�����ϡ��о������Ⱦ��Ǽ�ѹ���տ������Ե�ϸ����������߲��ϵ���ѧ���ܣ�ͬʱECAPʹ�û����дִ�ĵڶ������飬�ڶ���ߴ�ļ�С�����˵ڶ������(Al)���������ɵ��۸�ʴ��ż�ĸ�ʴ���Ӷ���߲��ϵĿ���ʴ����[4-6]���������Ա��������γɴ�ǶȾ����ȱ�ݣ��Բ��ϵĿ���ʴ���ܲ�������ˣ�Ŀǰ����ECAP��������ضԲ��ϵĿ���ʴ����ռ��Ҫ���û�û�ж��ۡ�HOCKAUF��[7]������Al�Ͻ�Ⱦ��Ǽ�ѹʵ�飬����������ڱ��ι����еڶ����������ܵ����أ����Ͻ�Ŀ���ʴ����������ߡ�PANG��[8]��7075���Ͻ���н���Ħ���ӹ������ֺϽ��ڿ��������±��κ���и��õ���ʴ�ԡ�RALSTON��[9]�о����֣�����ϸ����λ������ʹ��������ۻ�Ĥ�������Խ��ͣ����¸�ʴ�����жٻ�Ĥ�ı��������½���
���IJ��õȾ��Ǽ�ѹ���ȴ������Ϲ����Ʊ����ͳ���ǿ���Ͻ𣬽����绯ѧ��ʴ��ȫ���ݸ�ʴ���飬�����۽ṹ�ݻ���ʴ��ò�������о���ϸ����֯�еĸ���ȱ�ݺ͵ڶ�����γɻ�������Ը�ʴ��Ϊ�Ľ���Ӱ�죬�����ƹ�Al-Zn-Mg-Cu�Ͻ��Ӧ�þ�����Ҫ�����塣
1 ʵ��
1.1 ����ǿ���Ͻ��������Ʊ�
��T6̬Al-Zn-Mg-Cu�Ͻ�ѹ��(�ɷ����1����)Ϊԭ�ϣ�����ͼ1��ʾ�ĵȾ��Ǽ�ѹʵ�鲢�Ա����������й���ʱЧ����(473 �����2 h+135 ��ʱЧ16 h)��ʵ��ǰ����ȡ�ߴ�Ϊ25 mm��25 mm��68 mm�ij��������ϣ�����RXϵ�е���ʽ����¯�����ϼ��ȵ�350 ������Ϻ�ģ��ͨ������ˮ��ʯī����г������RZU200HF��Һѹ���ϲ���Bc·�����еȾ��Ǽ�ѹ���飬��ѹ�ٶ�Ϊ0.5mm/s����ѹ����Ϊ1���Ρ�2�����Լ�4���Ρ�
��1 Al-Zn-Mg-Cu�Ͻ�ѧ�ɷ�
Table 1 Chemical composition of Al-Zn-Mg-Cu alloy(mass fraction, %)


ͼ1 ECAPģ�߽ṹʾ��ͼ
Fig. 1 Schematic diagram of ECAP die structure
1.2 ����֯�۲�
��ʵ�����羵��������FEI TECNAI G2 S-TWIN F20�羵�Ͻ��еģ���ѹ20 kV����ʵ�������и����������IJ���ֱ�ڼ�ѹ������ȡ5 mm��5 mm��1 mm�ı�Ƭ������ɰֽ��ĥ��0.1 mm���е��˫����������ҺΪ10% HClO4+90%�ƾ�(��������)�Ļ����Һ����ѹΪ20 V��
1.3 ��ʴʵ��
�绯ѧ��ʴ����CHl604e�Ϻ������绯ѧ����վ�������Ա����Ȼ���/�ʹ��缫Ϊ�αȵ缫�����缫Ϊ�����缫�ı����缫ϵͳ�����ҺΪ3.5%(��������)���Ȼ�����Һ���Ա�����������T6����������ǰ���������б����⣬�ñ�ͪ��ϴ�������ۺ���ﴦ��������������֬�ܷⲢ��������������10 mm��10 mm�ĸ�ʴ���档�������ֵ绯ѧ�����ֶΣ��ֱ�Ϊ��·��λ������λ�������ߺ��迹ͼ�ס����в��Ծ����ȶ���·��ʴ��λ�½��У������迹ͼ��Ƶ�ʵķ�ΧΪ10 MHz~10 kHz������Ŷ��ź�Ϊ10 mV���������ߵ�ɨ������Ϊ0.5 mV/s��
ȫ���ݸ�ʴʵ�����Ϊ3.5%���Ȼ�����Һ�������ڱ�����ͱ�ͪ����֮�����Ȼ�����Һ����������24 h����JSM-6490LV��ɨ����������½��к����ò�۲죬���Ը�ʴ���ӵijɷֽ���EDS��⡣
2 ��������
2.1 �۽ṹ����
ͼ2(a)��ʾΪ��ʼ̬��֯�����Կ�������ڶ���Ϊ��״���ʶ���״�ֲ������ڵڶ�����Ⱦ���ߴ��С����ҪΪԲƬ״�Լ���״������ɢ�ֲ�����ͼ2(b)���Կ�����4���εȾ��Ǽ�ѹ���κ�������ϸ�����ӳ�ʼ̬��9.86 ��mϸ����1 ��m���£��γɾ��д�ǶȾ���ij�ϸ����֯���ڶ���ߴ��ڴ����Ա��κ����Գ��ӳ�ʼ̬��53 nm�ֻ���416 nm���ң��Ҵִ�ڶ�����Ҫ�ֲ��ھ��總���������о�����[10-11]�����ű����������ӣ��ڶ��ཫ���ܵ��������ڲ��γɹ��������壬�Ⱦ��Ǽ�ѹ�����Ĵ���λ���Ϳ�λ��ȱ�ݣ���������ԭ�ӽ���γɿ�λ-����ԭ�Ӹ����壬��������ԭ���ںϽ��ڲ�����ɢ����λ���뾧����Ϊ����Ŀ�λ�壬�ٽ�������ԭ���ھ����Լ�λ���ȴ�����ƫ��(��ͼ3�������Ҵ�ʱ�ı����¶Ƚϸߣ����¶�����IJ���������ЧӦ��������Щ��ͬ�����ھ����λ�������ɽ�Ϊ�ִ�ĵڶ���[12-14]��ͼ2(c)��ʾΪ4���εȾ��Ǽ�ѹ��������������ʱЧ�ȴ��������֯�����Կ����ȴ�����֯������Ա�����֯�������ԣ���Ҫ����Ϊ�����ߴ��������͵ڶ������ɢ���������ʼ̬��ȣ��Ա���ϸ����֯�����ڶ���ľ���ƫ���������������Ĵִ�ڶ��ຬ�����Խ��ͣ��ڶ�����Ҫ��ϸС����״��ɢ�ֲ��Ҿ�����������
����ʼ̬�Ͻ���ǿ��Ϊ305 MPa��4����ECAP���κ��ȴ����������Ŀ���ǿ��������Լ713 MPa��
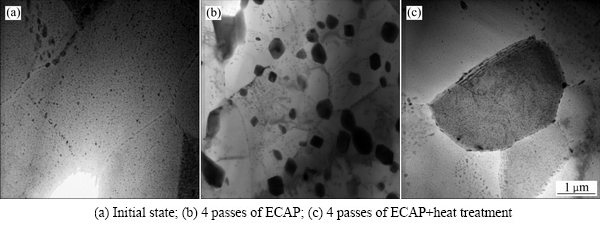
ͼ2 ��ͬ״̬������TEM��
Fig. 2 TEM images of samples at different states
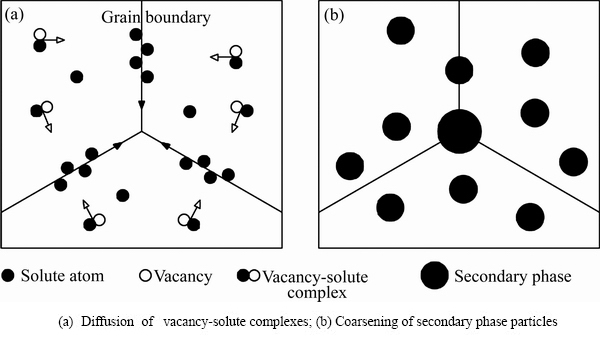
ͼ3 ��λ-����ԭ������ɢʾ��ͼ
Fig. 3 Principle schematic diagrams of diffusion of vacancy-solute complexes towards grain boundaries
������Ϊ������ϸ��������ȱ��(λ���;���)�Լ���ɢϸС�ĵڶ��ͬ���²���ǿ�ȵ�����[12, 15]��
2.2 �绯ѧ��ʴ����
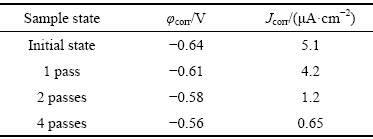
ͼ4��ʾΪ��ͬ�α��ȴ��������³�ǿ���Ͻ�Ķ���λ�������ߣ�����Tafel���Ʒ���ø�ʴ��λ��corr��ʴ�����ܶ�Jc��������ֵ���2���С��ɱ�2���Կ�������ʼ̬�����ĸ�ʴ��λΪ-0.64 V�����ű��ε��ε����ӣ���ʴ��λ��������4���κ�ĸ�ʴ��λ�ﵽ-0.56 V�����⣬��ʴ�����ܶ����ű��ε��ε������������ͣ��ɳ�ʼ��5.1 ��A/cm2���ϼ�С��0.65 ��A/cm2����ʴ��λ����������͵����ܶȵļ�С������ECAP�ȴ������Ϲ����ܹ������������ϵ���ʴ���ܡ�
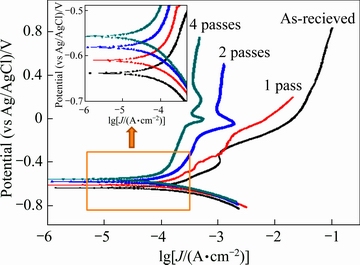
ͼ4 ��ʼ̬�����ε��εĶ���λ��������
Fig. 4 Potentiodynamic polarization curves of initial and ECAP processed specimen
��2 Al-Zn-Mg-Cu�Ͻ�ĸ�ʴ����ѧ����
Table 2 Corrosion kinetic parameters of Al-Zn-Mg-Cu alloy
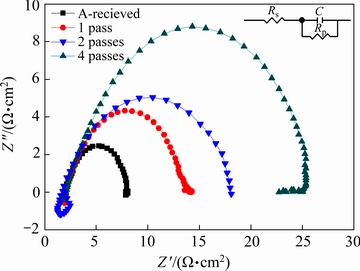
ͼ5 ��ʼ̬�����ε��ε�EIS Nyquist��
Fig. 5 EIS Nyquist plots of initial and ECAP processed specimen
ͼ5��ʾΪ��ͬ���������µ�EIS Nyquist����Ч��·ͼ����ͼ5���Կ��������ű��ε��ε������ݿ�����ֱ�����ӣ�ֱ�۱����ۻ�Ĥ�ļ������費�������ۻ�Ĥ����ʴ������������Zview�绯ѧ�迹Ƶ�����������ϵ�Ч��·ͼ����ϵõ��ۻ�Ĥ�ļ�������Rpֵ�������������ʼ�����ļ�������Ϊ5.3 ����cm2�����ű��ε������ӣ�1���Ρ�2�����Լ�4���εļ�������ֱ�Ϊ14.8 ����cm2��18.4 ����cm2�Լ�26.3 ����cm2��˵�����ϵ���ʴ������ǿ��
2.3 ȫ���ݸ�ʴ��Ϊ
�ڽ��ݳ��ڣ��������淢��ˮ����Ӧ����ˮ������Ĥ(Al2O3��H2O)��ˮ������Ĥ����������Ĥ���ɻ�϶ۻ�Ĥ���������ӵĸ�ʴ�£���϶ۻ�Ĥ���������ڱ�����λ������ʴ�ƻ�����˿���ͨ���ۻ�Ĥ���ƻ��̶�(��ʴ���ӵ���Ŀ���ߴ��)���жϺϽ����ʴ���ܡ�ͼ6��ʾΪ��ͬ��������������NaCl(3.5%����������)��Һ�н���24 h��ʴ�����SEM�Ӹ�ʴ������ò���Կ�������ʼ�����ı��港ʴ�����ܶȽϴֲ��нϴ�ĸ�ʴ���ӣ�ͨ���Ը�ʴ���ӵ�EDS������֪����ʴ��Ҫ�����ڵڶ�����Χ������(MgZn2)��ͦ�(Al2Cu)�ࡣ���ű��ε��ε����ӣ���������ĸ�ʴ������Ŀ���Լ��٣��ߴ����Լ�С����������Ĥ�������������ƣ����������Ա����ȴ���֮����������ʴ���ܵõ����Ը��ơ���NaCl��Һ�У���(MgZn2)�ࡢ��(Al2Cu)��ͦ�(Al)������Ϊ��λ���������ʴ��أ���(MgZn2)��ĵ�λ�Ȧ�(Al)����ĵͣ�����Ϊ���������ܽ⣬�γɸ�ʴ���ӣ���(Al2Cu)��ĵ�λ�Ȧ�(Al)����ĸߣ�Al������Ϊ���������ܽ⣬���¦�(Al2Cu)����γɸ�ʴ���ӣ�Cuԭ���ڸ�ʴ���Ӵ���������������[1]��
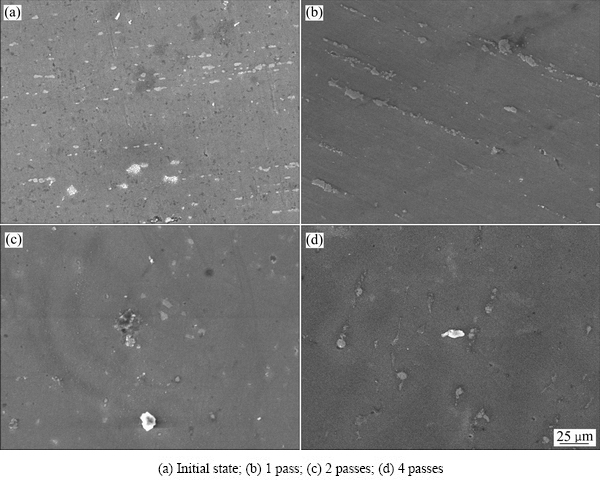
ͼ6 3.5%NaCl��Һ���ݸ�ʴ24 h�����SEM��
Fig. 6 SEM images after soaking 24 h in 3.5% NaCl solution
3 ����
�����о�������ϸ���������Ժܺõ���ߺϽ����ʴ���ܣ��������Ϊ���ͺϽ�ĸ�ʴ�ٶȣ�����ֲ���ʴ�ƻ�[16]����ʴ���ܵ������Ҫ�������������йأ�һ�����������ʴ�ԣ���������������Ĥ���ȶ����Լ�����֯�кܴ��ϵ��������ڶ�������ࡢ��ò�ͷֲ��йأ��ڶ�����������γ���أ����ںϽ����ʴ�Ծ�����ҪӰ�졣
3.1 ������Ը�ʴ��Ϊ��Ӱ��
���Ͻ���ˮ���߿����Ӵ�ʱ��������γ�һ�����ܵ�����ĤAlOOH(Al2O3.H2O)��������Ĥ���ֽϺõ���ʴ��[17]��
Al+H2O��AlOH+H++e (1)
AlOH+H2O��Al(OH)2+H++e (2)
Al(OH)2��AlOH+H++e (3)
�ܻ�ѧ��ӦΪ
Al+H2O��AlOH+H++e (4)
�о�����������Ĥ��Ҫ�ж�ײ����赲�����(��ͼ7)��������Ĥ���нϸߵ����ӵ������裬������Ч����ֹ��ʴ�����ֳ����õ���ʴ�ԡ������������ӵĴ��ڣ���������Ĥ���������������ܽⷴӦ (��ͼ7(c))��
AlOH+Cl-��AlOHCl+e (5)
AlOHCl+Cl-��AlOHCl2+e (6)
�����ܽ����AlOHCl�Լ�AlOHCl2���нϸߵ�ˮ���ԣ��ٽ�������Ĥ�������ܽ⣬������Ͻ��������Ĥ���ȶ���Խ�ã��Ͻ����ʴ����Խ�ߡ���ǰ��������Կ�֪��ECAP���տ�������ϸ�������ߴ������ף��γɾ���ϸС�ij�ϸ����֯��ͬʱ���������ڲ������������ȱ�ݣ�����ܶ�λ���ͷ�ƽ���ǶȾ���ȡ��ں����ȴ��������У������ߴ���Ȼ���������������Ա�����֯���кܺõ���֯���ȶ��ԣ�����Ч�������β����ľ���ϸ����֯����ȱ��[18]������ϸ�������˾���������ṩ�˸�����κ˵㣬�������γɸ������ܺ�ʵ������Ĥ����ƽ�⾧����ܶ�λ����������������Ĥ�����ĸ���������Ч��ֹ����Ĥ��ʴ��������ߺϽ�Ŀ���ʴ����[19]��
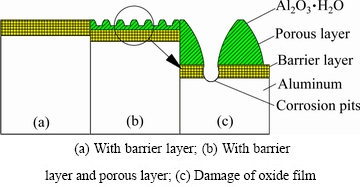
ͼ7 ���Ͻ��������Ĥ�γ����ƻ�ʾ��ͼ
Fig. 7 Schematic diagram of aluminum oxide film formation and damage on surface
3.2 �ڶ���Ը�ʴ��Ϊ��Ӱ��
���Ͻ�ĸ�ʴ��Ϊ��Ҫ������ʴ�;��丯ʴ���ڳ�ʼ�����У�������������Լ����������������ؾ��ֲ��İ�״�ڶ�����Ϊ�������ȷ����ܽ⣬������Χ�γɵ�ʴ���ӣ����ڵ�ʴ���Ӹ�����������������ӣ����پֲ����縯ʴ[20]��ECAP���κ�����ԭ���ھ����λ����ƫ���γɽϴ�ڶ��࣬����ʱЧ�����ڶ������»��ܲ����������ݻ�����Ϊ�������������GP�����ǡ����������ƽ����[21]����ȳ�ʼ̬���������������ڲ���ɢ�����ĵڶ���dz�ϸС���γɸ��ܶȵ���ʴ��أ��������ߵijߴ����ܴ��ڴ�����-С�����ĸ�ʴ���������£���������Ҫ������ʴ�����ǣ�ECAP�ȴ���֮��ĵڶ��ྦྷ��ƫ�������������ϵİ�״�ڶ���������ͣ����ҳߴ����Լ�С�����¾����뾧�ڵĵ�λ�����Խ��ͣ������ھ��縯ʴ�������γɡ�
4 ����
1) ECAP���ο�����Чϸ����ǿ���Ͻ�ľ����ߴ������ף�����ʱЧ����������Ч���ڴ�������������ԭ��ƫ���Ͳ���������ЧӦ���µڶ���ֻ����γɾ���ƫ������������ϸС��ɢ�ֲ��ڶ�������ͳ�ǿ���Ͻ�
2) ECAP�ȴ������տ�����Ч����T6̬7ϵ���Ͻ����ʴ���ܣ��������ű����������ӣ��Ͻ����ʴ��������ߡ�
3) ECAP��������ľ���ϸ����֯�ʹ�������ȱ�ݣ��������γɸ߸�������������������������Ĥ������߳�ǿ���Ͻ���ʴ���ܵ���Ҫԭ��
4) ECAP�ȴ������Ϲ���ͨ�������ڶ���ľ���ƫ������ǿ������ɢ�ֲ���ͬʱ��С�ڶ���ߴ磬���Ƶ�ʴ�Ծ��丯ʴ�Ĵٽ��������������ϵ���ʴ���ܡ�
REFERENCES
[1] WANG Xue-hui, WANG Ji-hui, FU Cong-wei. Characterization of pitting corrosion of 7A60 aluminum alloy by EN and EIS techniques [J]. Transactions of Nonferrous Metals society of China, 2014, 24(12): 3907-3916.
[2] �ؿ���, �ľŰ�, ����. �ڶ����Al-Zn-Sn-Ga-Mg�Ͻ�ʴ��Ϊ��Ӱ��[J]. �й���ɫ����ѧ��, 2013, 23(3): 628-634.
HE Jun-guang, WEN Jiu-ba, ZHOU Xu-dong. Effect of corrosion behavior of second relative Al-Zn-Sn-Ga-Mg alloy[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(3): 628-634.
[3] ������, ������. Al-Zn-Mg-Cu����ǿ���Ͻ�ƫ���븯ʴ�����о�[J]. ϡ�н��������빤��, 2009, 38(9): 1598-1601.
LIU Gui-li, FANG Ge-liang. Study on grain boundary segregation and corrosion mechanism of Al-Zn-Mg-Cu ultra high strength aluminum alloy[J]. Rare Metal Materials and Engineering, 2009, 38(9): 1598-1601.
[4] ����÷, ���, �� �, �ϼ�ǿ. �ڶ������Ӷ�ECAP��ѹ��2A12���Ͻ���ϸ����Ӱ��[J]. ���Ͽ�ѧ�빤��, 2007, 15(1): 115-117.
WANG Su-mei, SUN Kang-ning, LIU Rui, BI Jian-qiang. Effect of second phase particles on grain refinement of 2A12 aluminum alloy extruded by ECAP[J]. Materials Science and Technology, 2007, 15(1): 115-117.
[5] �Ժ��, �����, ����ƽ, ��̩ʤ. ��ͨ���Ǽ�ѹ�ڶ���״̬�о���չ[J]. �ȼӹ�����, 2015, 44(11): 9-12.
ZHAO Hong-jin, HU Yu-jun, KUANG Jun-ping, YANG Tai-sheng. Research progress of second phase state in equal channel angle extrusion[J]. Hot Working Technology, 2015, 44(11): 9-12.
[6] BRUNNER J G, BIRBILIS N, RALSTON K D, VIRTANEN S. Impact of ultrafine-grained microstructure on the corrosion of aluminium alloy AA2024[J]. Corrosion Science, 2012, 57: 209-214.
[7] HOCKAUF M, MEYER L W, NICKEL D, ALISCH G, LAMPKE T, WIELAGE B, KRUGER L. Mechanical properties and corrosion behaviour of ultrafine grained AA6082 produced by equal-channel angular pressing[J]. Journal of Materials Science, 2008, 43(23/24): 7409-7417.
[8] PANG J J, LIU F C, LIU J, TAN M J, BLACKWOOD D J. Friction stir processing of aluminium alloy AA7075: Microstructure, surface chemistry and corrosion resistance[J]. Corrosion Science, 2016, 106: 217-228.
[9] RALSTON K D, FABIJANIC D, BIRBILIS N. Effect of grain size on corrosion of high purity aluminium[J]. Electrochimica Acta, 2011, 56(4): 1729-1736.
[10] SAUVAGE X, WETSCHER F, PAREIGE P. Mechanical alloying of Cu and Fe induced by severe plastic deformation of a Cu-Fe composite[J]. Acta Materialia, 2005, 53(7): 2127-2135.
[11] SU L H, LU C, HE L Z, ZHANG L C, GUAGLIARDO P, TIEU A K, SAMARIN S N, WILLIAMS J F, LI H J. Study of vacancy-type defects by positron annihilation in ultrafine-grained aluminum severely deformed at room and cryogenic temperatures[J]. Acta Materialia, 2012, 60(10): 4218-4228.
[12] SAUVAGE X, WILDE G, DIVINSKI S V, HORITA Z, VALIEV R Z. Grain boundaries in ultrafine grained materials processed by severe plastic deformation and related phenomena[J]. Materials Science and Engineering A, 2012, 540: 1-12.
[13] SAUVAGE X, MURASHKIN M Y, VALIEV R Z. Atomic scale investigation of dynamic precipitation and grain boundary segregation in a 6061 aluminium alloy nanostructured by ECAP[J]. Kovove Materialy, 2011, 49(1): 11-15.
[14] CERRI E, LEO P. Influence of severe plastic deformation on aging of Al-Mg-Si alloys[J]. Materials Science and Engineering A, 2005, s410/411: 226-229.
[15] CHEN Y, GAO N, SHA G, RINGER S P, STARINK M J. Strengthening of an Al-Cu-Mg alloy processed by high-pressure torsion due to clusters, defects and defect-cluster complexes[J]. Materials Science and Engineering A, 2015, 627: 10-20.
[16] RALSTON K D, BIRBILIS N, DAVIES C H J. Revealing the relationship between grain size and corrosion rate of metals[J]. Scripta Mater, 2010, 63: 1201-1204.
[17] DONG Chao-fang, XIAO Kui, XU Lin, SHENG Hai, AN Ying-hui, LI Xiao-gang. Characterization of 7A04 aluminum alloy corrosion under atmosphere with chloride Ions using electrochemical techniques[J]. Rare Metal Materials and Engineering, 2011, 40(S2): 275-279.
[18] CHEN Y, GAO N, SHA G, RINGER S P, STARINK M J. Microstructural evolution, strengthening and thermal stability of an ultrafine-grained Al-Cu-Mg alloy[J]. Acta Materialia, 2016, 109: 202-212.
[19] WANG X, NIE M Y, WANG C T, WANG S C, GAO N. Microhardness and corrosion properties of hypoeutectic Al�C7Si alloy processed by high-pressure torsion[J]. Materials & Design, 2015, 83: 193-202.
[20] BUCHHEIT R G, MORAN J P, STONER G E. Electrochemical behavior of the T1(Al2CuLi) intermetallic compound and its role in localized corrosion of Al-2% Li-3% Cu alloys[J]. Corrosion, 1994, 50: 120-130.
[21] LI X Z, HANSEN V, GJONNES J, WALLENBERG L R. HREM study and structure modeling of the �ǡ� phase, the hardening precipitates in commercial Al-Zn-Mg alloys[J]. Acta Materialia, 1999, 47(9): 2651-2659.
Corrosion behavior of a new ultra high strength aluminum alloy due to high energy defects and secondary phases
WANG Bo-xiao-tian1, XUE Ke-min1, YAN Si-liang1, BO Dong-qing2, LI Ping1
(1. School of Materials Science and Engineering, Hefei University of Technology, Hefei 230009, China;
2. Intelligent Manufacturing Institute, Hefei University of Technology, Hefei 230009, China)
Abstract: Ultrahigh strength aluminum alloys were prepared by equal channel angular pressing (ECAP) and solution aging treatment. The microstructure evolution and electrochemical corrosion behavior of the alloy were studied by transmission electron microscopy (TEM), scanning electron microscopy (SEM) and electrochemical workstation. The results show that grains are refined to submicron level after ECAP. Solute segregation and discontinuous dissolution caused by severe plastic deformation lead to the coarsening of secondary phases particles and segregation at grain boundary. Partial secondary phase particles in Al-Zn-Mg-Cu alloy are refined and dispersed in aluminum matrix after the process of severe plastic deformation and solution aging, which demonstrates the decrease of secondary phase segregation at grain boundary. The dense and stable oxide films, as well as the fine secondary phase particles with diffused distribution, have beneficial influence on the improvement of corrosion resistance of ultra-high strength aluminum alloy. The dense and stable oxide films with high adhesion are formed by fine grain structure and high energy defects. Intergranular corrosion is depressed by dispersed fine secondary phase and decrease of grain boundary segregation.
Key words: ultra high strength aluminum alloy; equal channel angular pressing; high energy defect; secondary phase; corrosion behavior
Foundation item: Project(51575153, 51705119) supported by the National Natural Science Foundation of China
Received date: 2018-05-04; Accepted date: 2018-07-28
Corresponding author: LI Ping; Tel: +86-551-62901368; E-mail: li_ping@hfut.edu.cn
(�༭ ������)
������Ŀ��������Ȼ��ѧ����������Ŀ(51575153��51705119)
�ո����ڣ�2018-05-04�������ڣ�2018-07-28
ͨ�����ߣ��� Ƽ�����ڣ���ʿ���绰��0551-62901368��E-mail��li_ping@hfut.edu.cn

